
Influence of the Structure of Lattice Beams on Their Strength Properties

 , , and
, , and 
Abstract
:1. Introduction
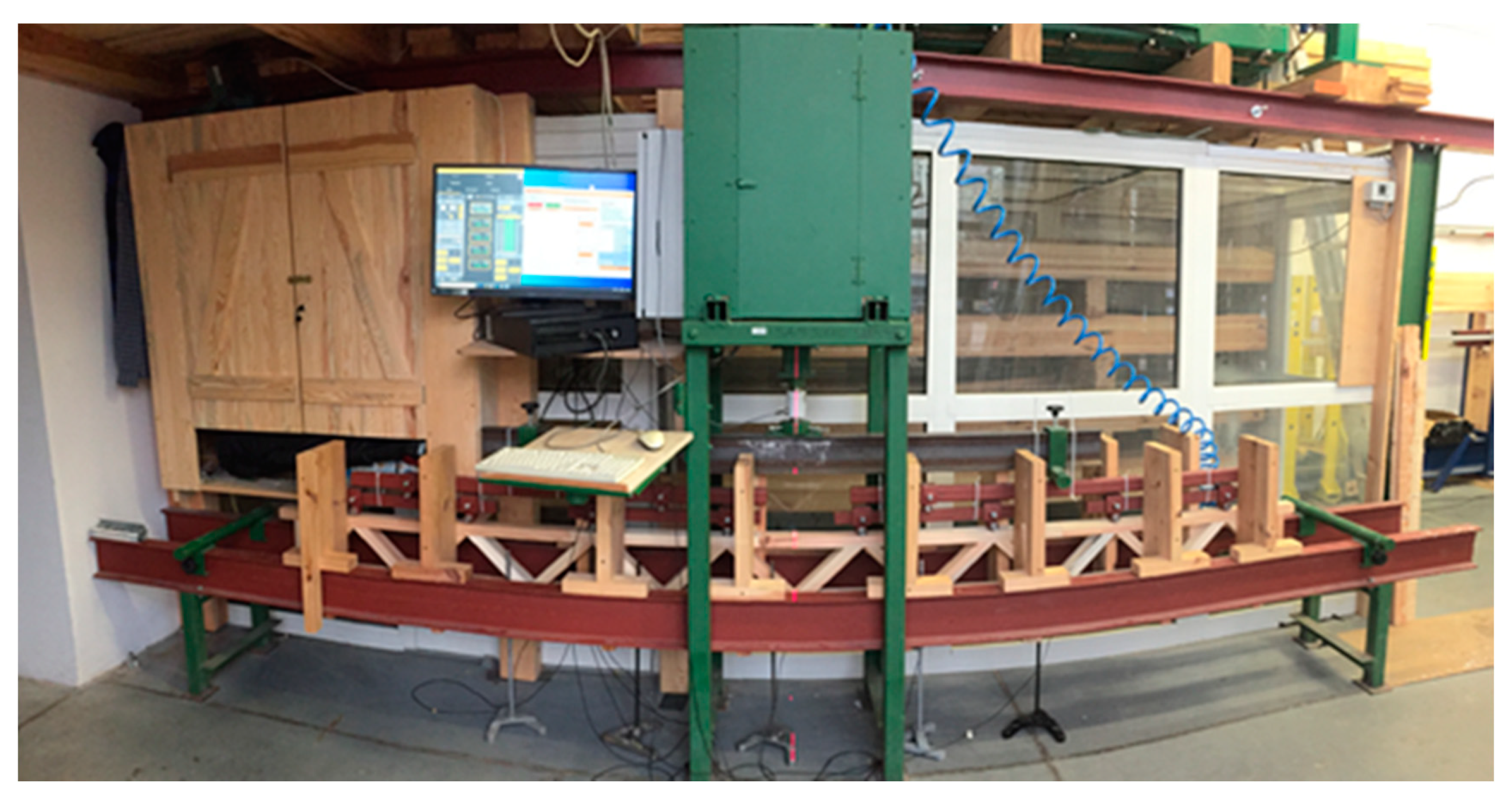
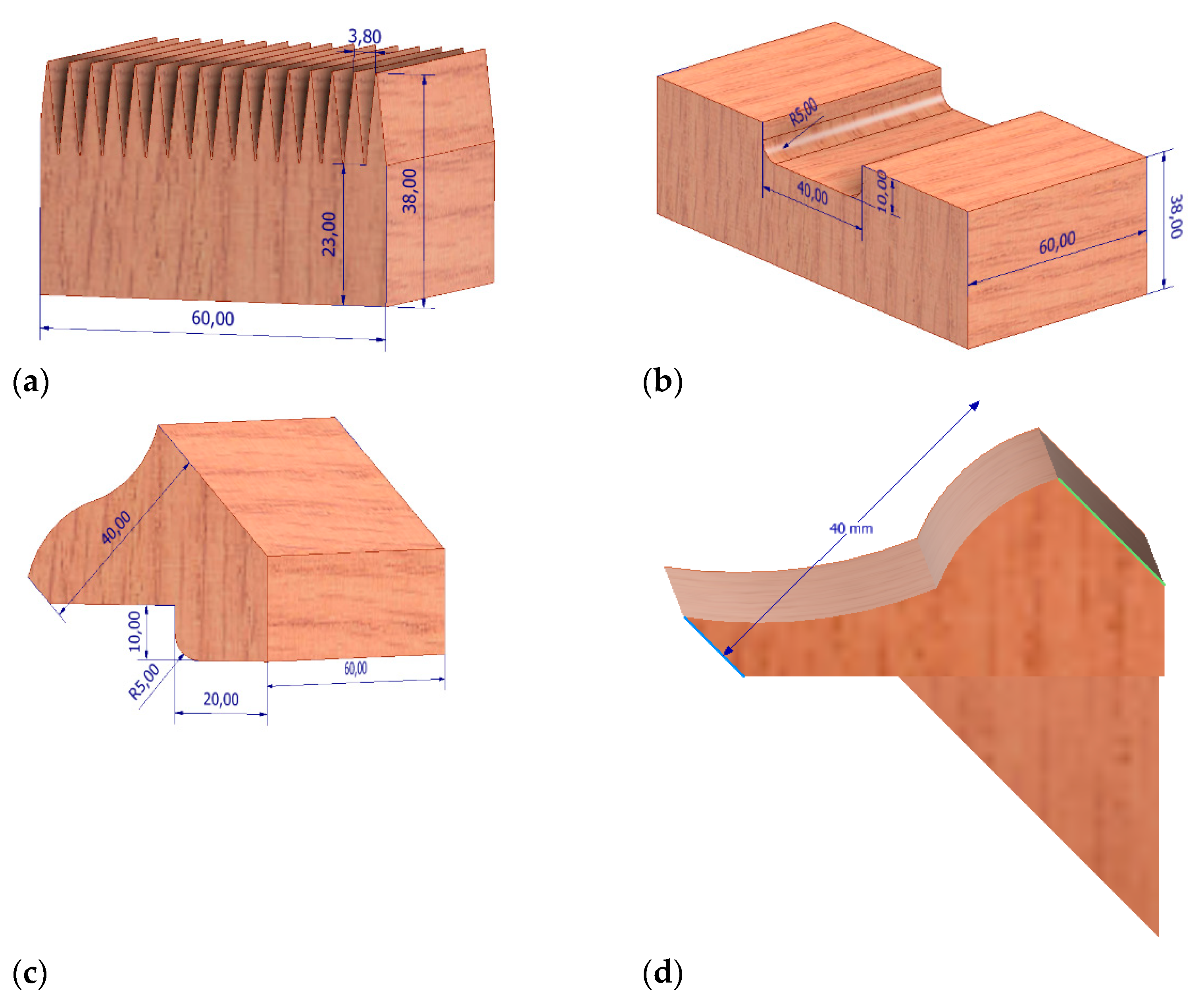
2. Materials and Methods
3. Results and Discussion
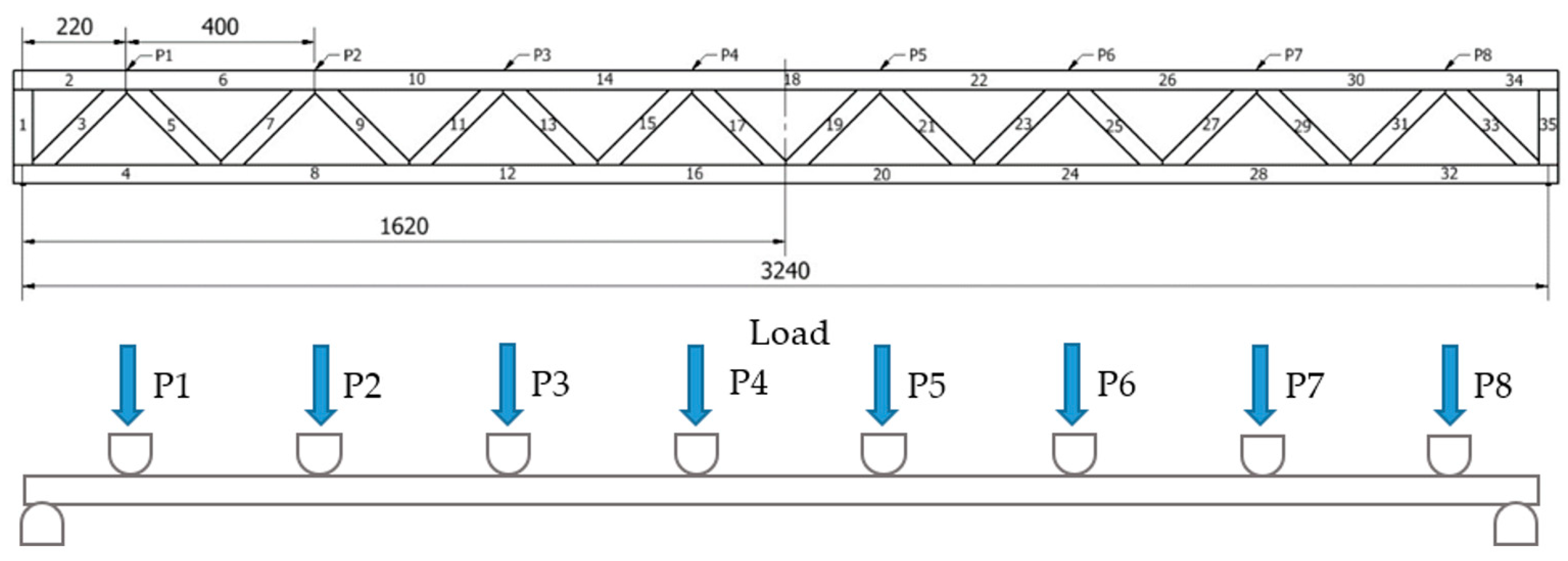
3.1. Calculation of Internal Axial Forces in Truss Members
3.2. Lattice Beam as a Solid Beam
3.3. Analysis of Laboratory Testing Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Togan, V.; Durmaz, M.; Daloglu, A. Optimization of roof trusses under snow loads given in Turkish Codes. Eng. Struct. 2006, 28, 1019–1027. [Google Scholar]
- Rinaldin, G.; Amadio, C.; Fragiacomo, M. A component approach for the hysteretic behaviour of connections in cross-laminate wooden structures. J. Inter. Ass. Earthq. Eng. 2013, 1, 1–21. [Google Scholar] [CrossRef]
- American Wood Council. A Builders Guide to Trusses. Connection Solution for Wood Frame Structures; Alpine Systems Corporation: Leesburg, VA, USA, 2014; Available online: https://www.awc.org/pdf/education/des/AWC-DES310-Connections-1hr-141128.pdf (accessed on 2 July 2021).
- Macchioni, N.; Mannucci, M. The assessment of Italian trusses: Survey methodology and typical pathologies. Int. J. Archit. Herit. 2018, 12, 533–535. [Google Scholar] [CrossRef]
- Woods, B.; Hill, I.; Friswell, M.I. Ultra-efficient wound composite truss structures. Compos. Part A 2016, 90, 111–124. [Google Scholar] [CrossRef] [Green Version]
- Lengvarský, P.; Bocko, J. The Static Analysis of the Truss. Am. J. Mech. Eng. 2016, 4, 440–444. [Google Scholar]
- Frans, R.; Arfiadi, Y. Sizing, shape and topology optimizations of roof trusses using hybrid genetic algorithms. Procedia Eng. 2014, 95, 185–195. [Google Scholar] [CrossRef] [Green Version]
- Šešok, D.; Belevičius, R. Use of genetic algorithms in topology optimization of truss structure. Mechanika 2007, 2, 34–39. [Google Scholar]
- Deb, K.; Gulati, S. Design of truss-structures for minimum weight using genetic algorithms. Finite Elem. Anal. Des. 2001, 37, 447–465. [Google Scholar] [CrossRef]
- Rajan, S.D. Sizing, shape and topology optimization of trusses using genetic algorithm. J. Struct. Eng. 1995, 121, 1480–1487. [Google Scholar] [CrossRef]
- Delyová, I.; Frankovský, P.; Bocko, J.; Trebuňa, P.; Živčák, J.; Schürger, B.; Janigová, S. Sizing and Topology Optimization of Trusses Using Genetic Algorithm. Materials 2021, 14, 715. [Google Scholar] [CrossRef]
- Tiachacht, S.; Bouazzouni, A.; Khatir, S.; Wahab, M.A.; Behtani, A.; Capozucca, R. Damage assessment in structures using combination of a modified Cornwell indicator and genetic algorithm. Eng. Struct. 2018, 177, 421–430. [Google Scholar] [CrossRef]
- Sivakumar, P.; Natarajan, K.; Rajaraman, A.; Samuel Knight, G.M. Artificial intelligence techniques for optimisation of steel lattice towers. In Proceedings of the Structural Engineering Convention, Honolulu, HI, USA, 24–27 January 2001; pp. 435–445. [Google Scholar]
- Gero, M.B.P.; García, A.B.; del Coz Díaz, J.J. Design optimization of 3D steel structures: Genetic algorithms vs. classical techniques. J. Constr. Steel Res. 2006, 62, 1303–1309. [Google Scholar] [CrossRef]
- Neeraja, D.; Kamireddy, T.; Kumar, P.S.; Reddy, V.S. Weight optimization of plane truss using genetic algorithm. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 32015. [Google Scholar] [CrossRef] [Green Version]
- Olhoff, N.; Bendsøe, M.P.; Rasmussen, J. On CAD-integrated structural topology and design optimization. Comput. Methods Appl. Mech. Eng. 1991, 89, 259–279. [Google Scholar] [CrossRef]
- Kim, N.H.; Sankar, B.V.; Kumar, A.V. Introduction to Finite Element Analysis and Design; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Rajeev, S.; Krishnamoorthy, C.S. Genetic Algorithms-Based Methodologies for Design Optimization of Trusses. J. Struct. Eng. 1997, 123, 350–358. [Google Scholar] [CrossRef]
- Nan, B.; Bai, Y.; Wu, Y. Multi-Objective Optimization of Spatially Truss Structures Based on Node Movement. Appl. Sci. 2020, 10, 1964. [Google Scholar] [CrossRef] [Green Version]
- Bocko, J.; Delyová, I.; Frankovský, P.; Neumann, V. Lifetime Assessment of the Technological Equipment for a Robotic Workplace. Int. J. Appl. Mech. 2020, 12, 2050097. [Google Scholar] [CrossRef]
- Massafra, A.; Prati, D.; Predari, G.; Gulli, R. Wooden Truss Analysis, Preservation Strategies, and Digital Documentation through Parametric 3D Modeling and HBIM Workflow. Sustainability 2020, 12, 4975. [Google Scholar] [CrossRef]
- Ruggieri, N. In Situ Observations on the Crack Morphology in the Ancient Timber Beams. Sustainability 2021, 13, 439. [Google Scholar] [CrossRef]
- Shanuka, F.; Hansen, E.; Kozak, R.; Sinha, A. Organizational cultural compatibility of engineered wood products manufacturers and building specifiers in the Pacific Northwest. Archit. Eng. Desig. Manag. 2018, 14, 398–434. [Google Scholar] [CrossRef]
- Dodoo, A.; Gustavsson, L.; Sathre, R. Lifecycle primary energy analysis of low-energy timber building systems for multi-storey residential buildings. Energ. Build. 2014, 81, 84–97. [Google Scholar] [CrossRef]
- Kromoser, B.; Ritt, M.; Spitzer, A.; Stangl, R.; Idam, F. Design Concept for a Greened Timber Truss Bridge in City Area. Sustainability 2020, 12, 3218. [Google Scholar] [CrossRef] [Green Version]
- Svajlenka, J.; Kozlovská, M.; Spisáková, M. The benefits of modern method of construction based on wood in the context of sustainability. Int. J. Environ. Sci. Technol. 2017, 14, 1591–1602. [Google Scholar] [CrossRef]
- Jin, M.; Hu, Y.; Wang, B. Compressive and bending behaviours of wood-based two-dimensional lattice truss core sandwich structures. Compos. Struct. 2015, 124, 3. [Google Scholar] [CrossRef]
- Houlihan, W.; Georges, L.; Dokka, T.H.; Haase, M.; Time, B.; Lien, A.; Mellegard, S.; Maltha, M. A net zero emission concept analysis of a single-family house. Energy Build. 2014, 74, 101–110. [Google Scholar] [CrossRef]
- Rivera-Tenorio, M.; Moya, R.; Navarro-Mora, A. Wooden trusses using metal plate connections and fabricated with Gmelina arborea, Tectona grandis and Cupressus lusitanica timber from forest plantations. J. Ind. Acad. Wood Sci. 2020, 17, 183–194. [Google Scholar] [CrossRef]
- Guo, W.; Song, S.; Jiang, Z.; Wang, G.; Sun, Z.; Wang, X.; Yang, F.; Chen, H.; Shi, S.Q.; Fei, B. Effect of metal-plate connector on tension properties of metal-plate connected dahurian larch lumber joints. J. Mater. Sci. Res. 2014, 3, 40–47. [Google Scholar] [CrossRef]
- Rammer, R.D. Wood: Mechanical fasteners. In Encyclopedia of Materials: Science and Technology; Saleem, H., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; p. 3. [Google Scholar]
- Rivera-Tenorio, M.; Camacho-Cornejo, D.; Moya, R. Perception of Costa Rican market about the use of prefabricated trusses with wood from forest plantations and joined with metal plates. Rev. For. Mesoam. Kuru-RFMK 2019, 16, 35–46. [Google Scholar] [CrossRef]
- Rivera-Tenorio, M.; Moya, R. Stress, displacement joints of gmelina arborea and tectona grandis wood with metal plates, screws and nails for use in timber truss connections. CERNE 2019, 25, 172–183. [Google Scholar] [CrossRef]
- Gravit, M.; Serdjuks, D.; Bardin, A.; Prusakov, V.; Buka-Vaivade, K. Fire Design Methods for Structures with Timber Framework. Mag. Civ. Eng. 2019, 85, 92–106. [Google Scholar]
- Qin, R.; Zhou, A.; Chow, C.L.; Lau, D. Structural performance and charring of loaded wood under fire. Eng. Struct. 2021, 228, 111491. [Google Scholar] [CrossRef]
- Malanga, R. Fire endurance of lightweight wood trusses in building construction. Fire Technol. 1995, 31, 44–61. [Google Scholar] [CrossRef]
- Sultan, M.A. Fire Resistance of Wood Truss Floor Assemblies. Fire Technol. 2012, 51, 1371–1399. [Google Scholar] [CrossRef]
- TRIFORCE®. The Open Joist TRIFORCE® Adapts to All Types of Projects. Available online: https://www.openjoisttriforce.com/wp-content/uploads/2017/01/How_are_the_joints_made_on_OpenJoist_TRIFORCE (accessed on 2 July 2021).
- Antov, P.; Jivkov, V.; Savov, V.; Simeonova, R.; Yavorov, N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate. Appl. Sci. 2020, 10, 7526. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Trichkov, N.; Krišťák, Ľ.; Réh, R.; Papadopoulos, A.N.; Taghiyari, H.R.; Pizzi, A.; Kunecová, D.; Pachikova, M. Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive. Polymers 2021, 13, 2775. [Google Scholar] [CrossRef] [PubMed]
- Bekhta, P.; Noshchenko, G.; Réh, R.; Kristak, L.; Sedliačik, J.; Antov, P.; Mirski, R.; Savov, V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and PMDI as a Crosslinker. Materials 2021, 14, 4875. [Google Scholar] [CrossRef]
- EN 338. Structural Timber. Strength classes; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- Bogudzki, W. Budownictwo Stalowe. Część 2; Wydawnictwo Arkady: Warszawa, Poland, 1977. [Google Scholar]
- EN 1995-1-1. Eurocode 5. Design of timber Structures. Part 1-1. General—Common Rules and Rules for Buildings; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- Sagara, A.; Johannes, A.T.; Husain, A.S. Experimental study on strength and stiffness connection of wooden truss structure. MATEC Web Conf. 2017, 101, 0101. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Hu, Y.C. Preparation and Bending Properties of Lattice Sandwich Structure for Wooden Truss. 3rd Annual International Conference on Advanced Material Engineering (AME). AER-Adv. Eng. Res. 2017, 110, 343–349. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. Member | Force (kN) | Type of Member | No. Member | Force (kN) | Type of Member |
|---|---|---|---|---|---|
| 1 | 0.00 | s | 10 | −33.6 | tc |
| 2 | 0.00 | pg | 11 | −7.92 | dm |
| 3 | −15.84 | k | 12 | 39.2 | bc |
| 4 | 11.20 | pd | 13 | 3.96 | dm |
| 5 | 11.88 | s | 14 | −42.00 | tc |
| 6 | −19.60 | pg | 15 | −3.96 | dm |
| 7 | −11.88 | k | 16 | 44.80 | bc |
| 8 | 28.00 | pd | 17 | 0.00 | dm |
| 9 | 7.92 | s | 18 | −44.8 | tc |
| No. Member | Force (kN) | Type of Member | fc/t * (N/mm2) | Min. Class of Timber | fc/t by Standard ** (N/mm2) |
|---|---|---|---|---|---|
| 16 | 44.80 | pd | 19.65 | C35 | 21 |
| 18 | −44.80 | pg | 19.65 | C22 | 20 |
| 3 | −15.84 | s | 6.95 | C14 | 16 |
| 5 | 11.88 | s | 5.21 | C14 | 8 |
| No. Member | Force (kN) | Type of Member | No. Member | Force (kN) | Type of Member |
|---|---|---|---|---|---|
| 1 | 0.00 | s | 10 | −44.45 | pg |
| 2 | 0.00 | pg | 11 | −15.72 | k |
| 3 | 11.12 | k | 12 | 55.57 | pg |
| 4 | −15.72 | pd | 13 | 0.00 | k |
| 5 | 15.72 | k | 14 | −55.57 | pg |
| 6 | −22.23 | pg | 15 | 0.00 | k |
| 7 | −15.72 | k | 16 | 55.57 | pg |
| 8 | 33.35 | pg | 17 | 0.00 | k |
| 9 | 15.72 | k | 18 | −55.57 | pg |
| Type of Truss | Height (mm) | Jsec. (cm4) | Wz (cm3) | Umax (mm) * |
|---|---|---|---|---|
| UPP | 240 | 4651.2 | 387.64 | 10.8 |
| Witkowski | 240 | 5017.6 | 418.13 | 10.8 |
| Joint Type | Mg max (kN·m) | fm (N/mm2) |
|---|---|---|
| UPP1 | 7.67 (0.82) * | 19.79 |
| UPP2 | 12.48 (1.39) | 32.18 |
| UPP3 | 8.32 (0.33) | 21.42 |
| Steel truss plates | 14.06 (1.34) | 33.62 |
| Connection Type | Sensor Number | Mg003 * (kN·m) | Mg max (kN·m) | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| Deflection Value (mm) | |||||||
| Tenons UPP1 | −8.02 | −10.14 | −10.68 | −10.42 | −8.45 | 5.11 (0.30) ** | 7.67 |
| Finger joints UPP2 | −4.85 | −8.42 | −10.73 | −9.04 | −8.86 | 4.16 (0.26) | 12.48 |
| Tenons UPP3 | −7.69 | −9.57 | −10.76 | −9.76 | −7.80 | 5.65 (0.32) | 8.32 |
| Barbed plates | −6.46 | −9.19 | −11.00 | −9.38 | −6.97 | 5.18 (0.16) | 14.06 |
| Typ | Mg003 * (kN·m) | Mgmax (kN·m) | F (kN) | fm (N/mm2) | MC ** (%) |
|---|---|---|---|---|---|
| UPP3 | 3.77 (0.14) | 9.53 (0.65) | 2.91 | 24.58 | 6.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirski, R.; Matwiej, Ł.; Dziurka, D.; Chuda-Kowalska, M.; Marecki, M.; Pałubicki, B.; Rogoziński, T. Influence of the Structure of Lattice Beams on Their Strength Properties. Materials 2021, 14, 5765. https://doi.org/10.3390/ma14195765
Mirski R, Matwiej Ł, Dziurka D, Chuda-Kowalska M, Marecki M, Pałubicki B, Rogoziński T. Influence of the Structure of Lattice Beams on Their Strength Properties. Materials. 2021; 14(19):5765. https://doi.org/10.3390/ma14195765
Chicago/Turabian StyleMirski, Radosław, Łukasz Matwiej, Dorota Dziurka, Monika Chuda-Kowalska, Maciej Marecki, Bartosz Pałubicki, and Tomasz Rogoziński. 2021. "Influence of the Structure of Lattice Beams on Their Strength Properties" Materials 14, no. 19: 5765. https://doi.org/10.3390/ma14195765
APA StyleMirski, R., Matwiej, Ł., Dziurka, D., Chuda-Kowalska, M., Marecki, M., Pałubicki, B., & Rogoziński, T. (2021). Influence of the Structure of Lattice Beams on Their Strength Properties. Materials, 14(19), 5765. https://doi.org/10.3390/ma14195765