
Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer

 ,
, 
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
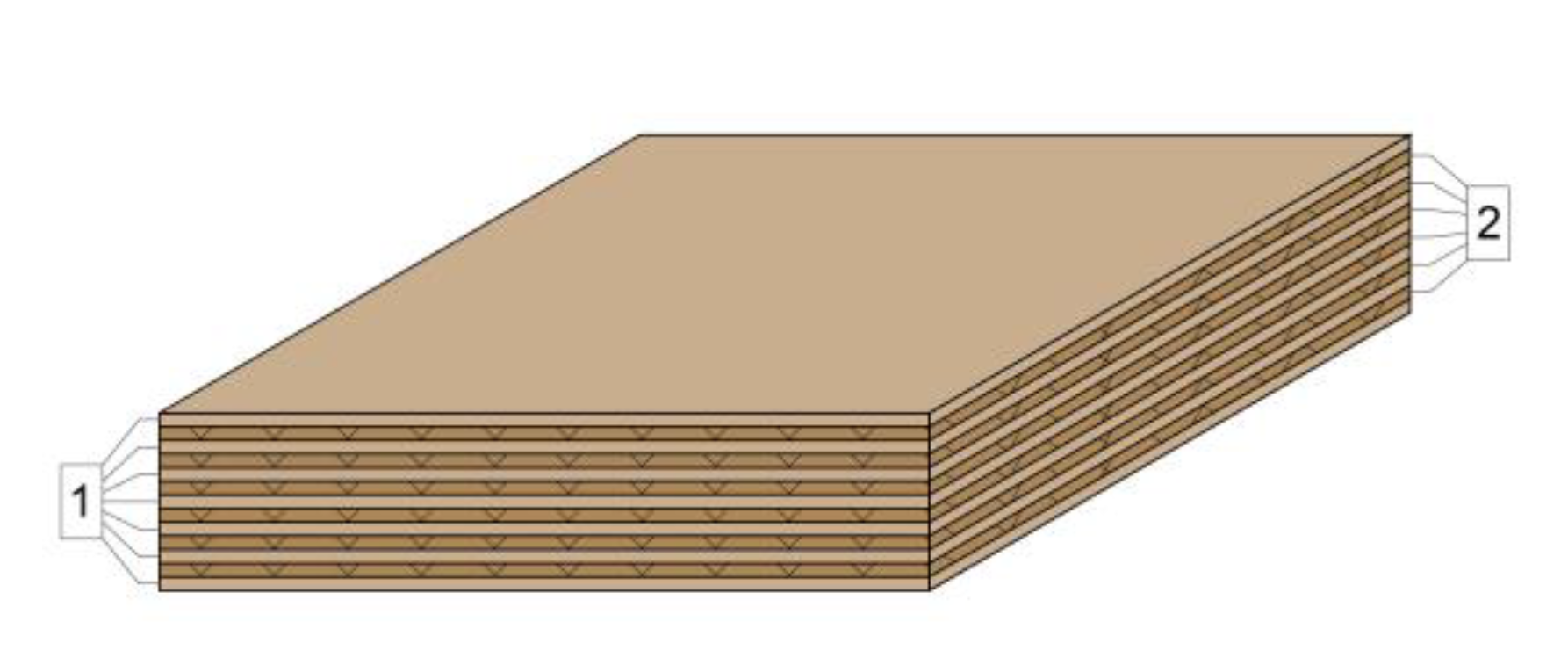
- Multi-layer panel with a thickness of 21 mm made of 7 layers of veneer and 6 layers of corrugated cardboard (Figure 1).
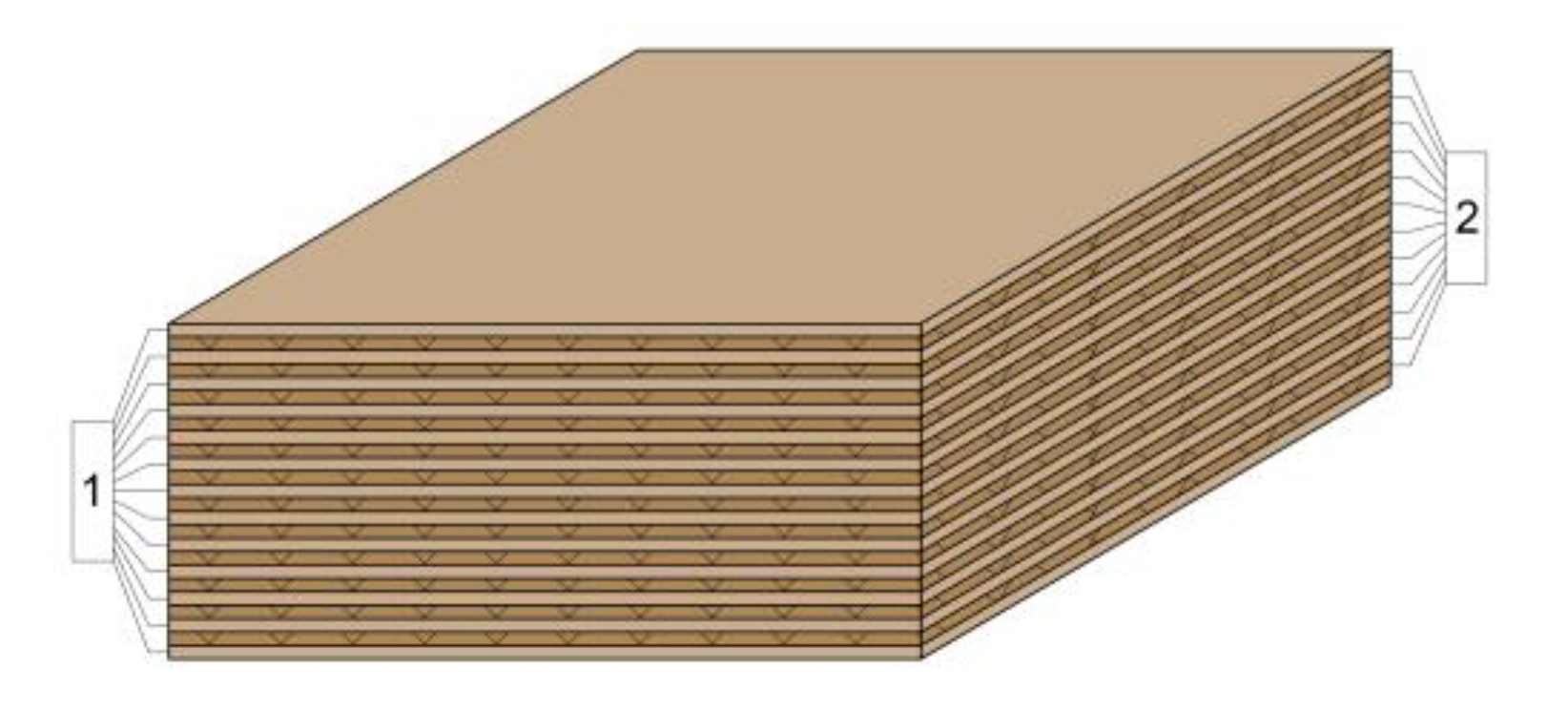
- Multi-layer panel with a thickness of 51 mm made of 13 layers of veneer and 12 layers of corrugated cardboard (Figure 2).
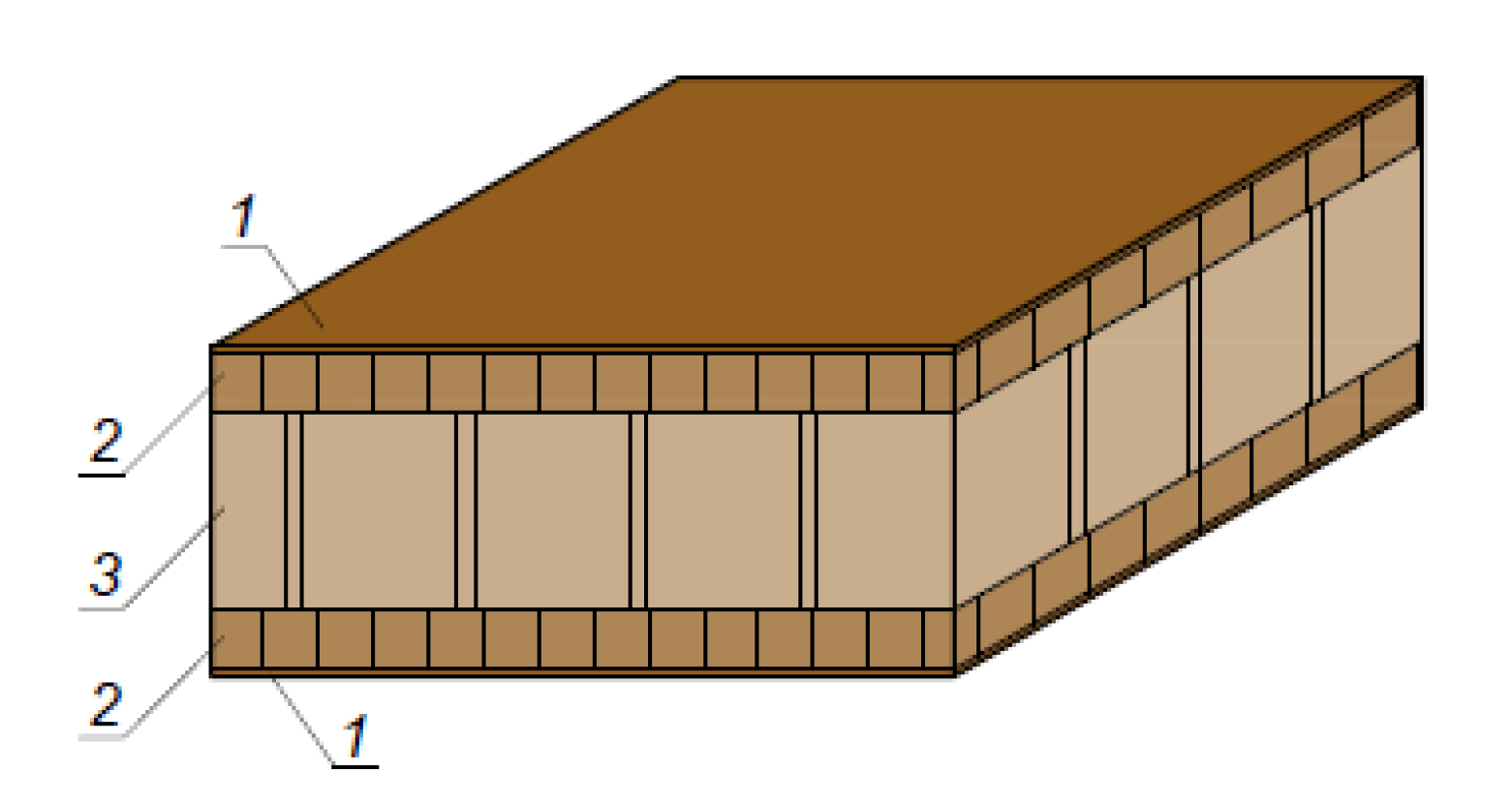
- Cardboard honeycomb panel with a thickness of 50 mm, manufactured by Egger, Austria (Figure 3).
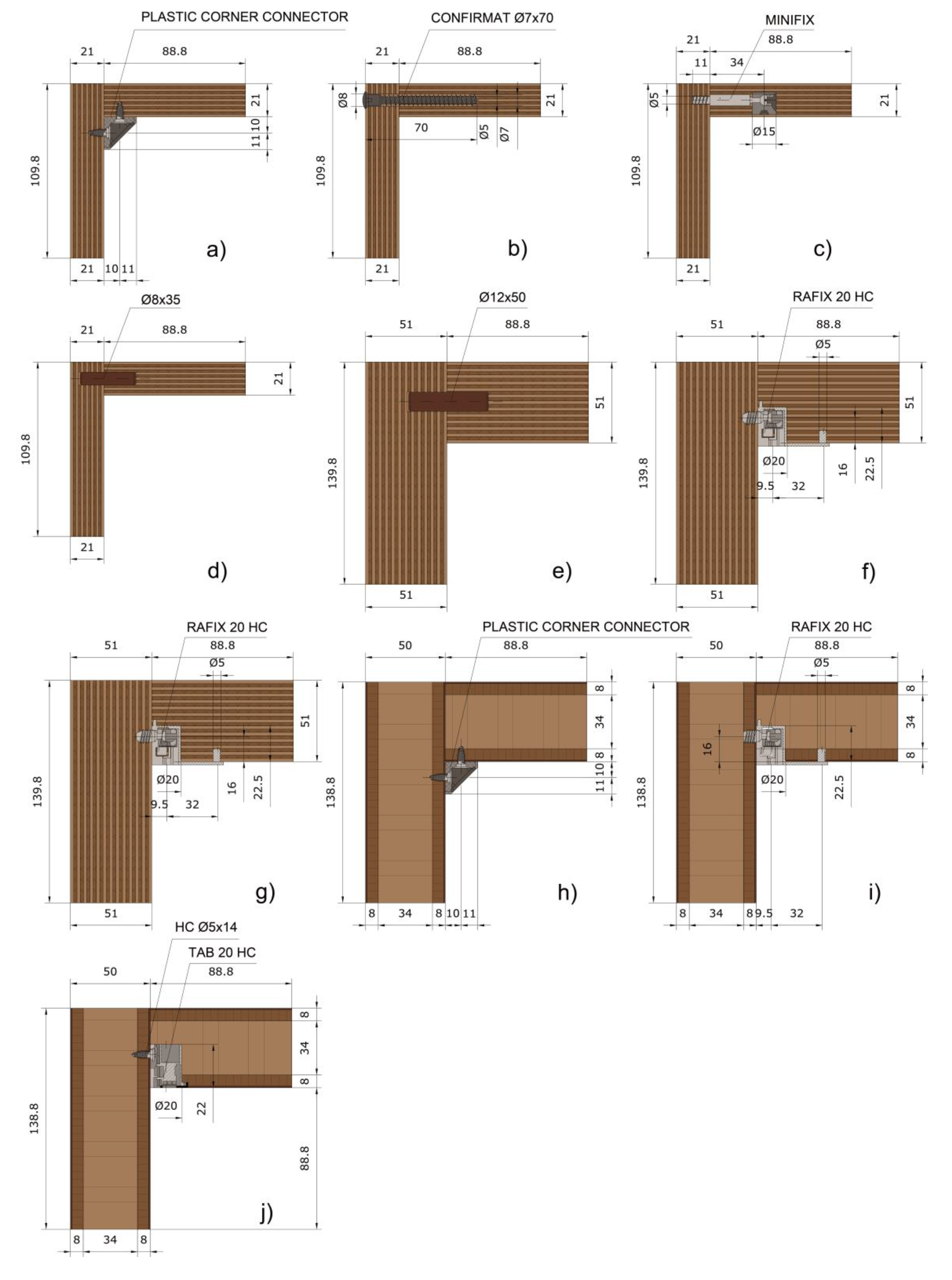
2.2. Type of Corner Joints Made of Lightweight Panels
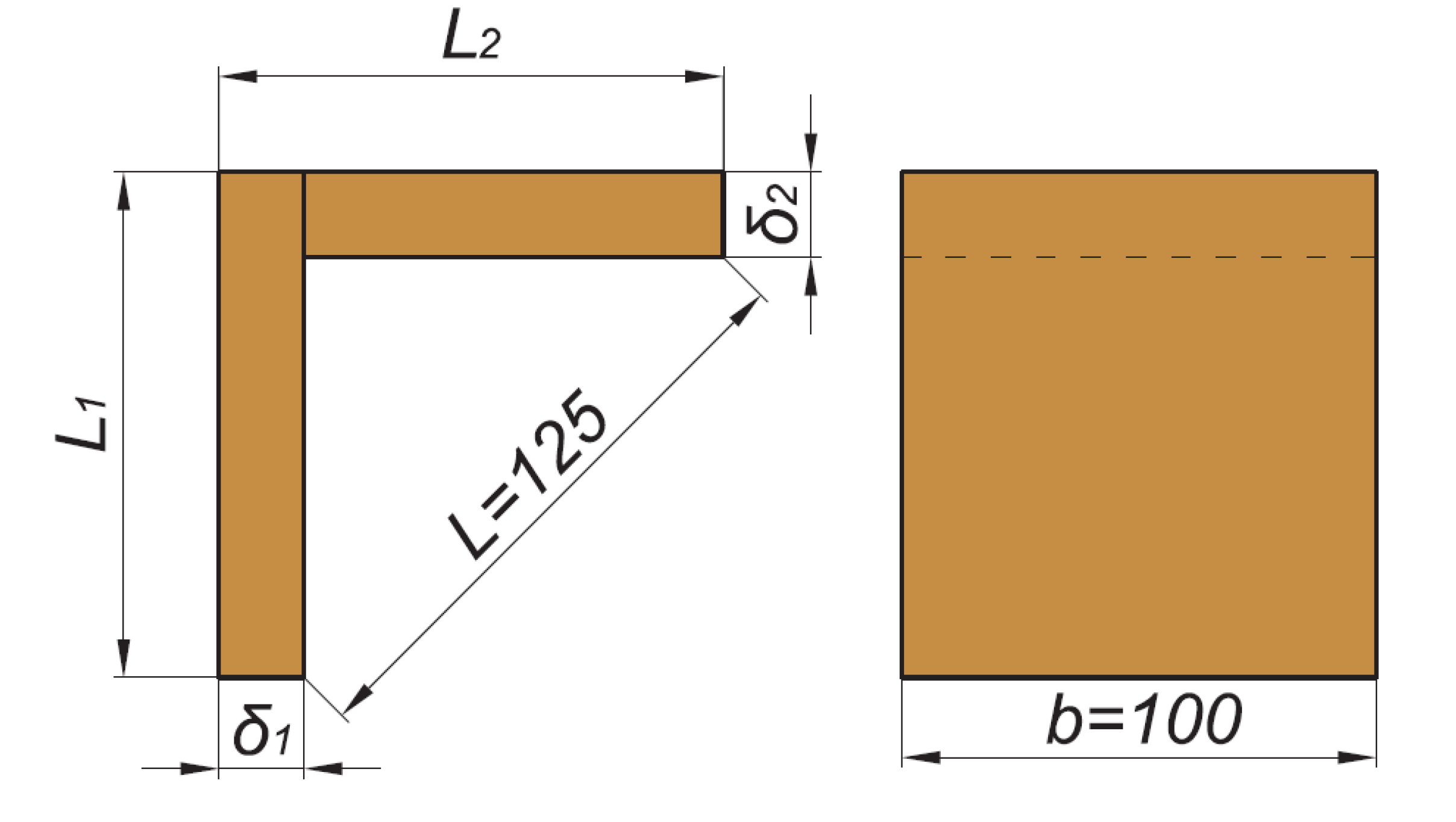
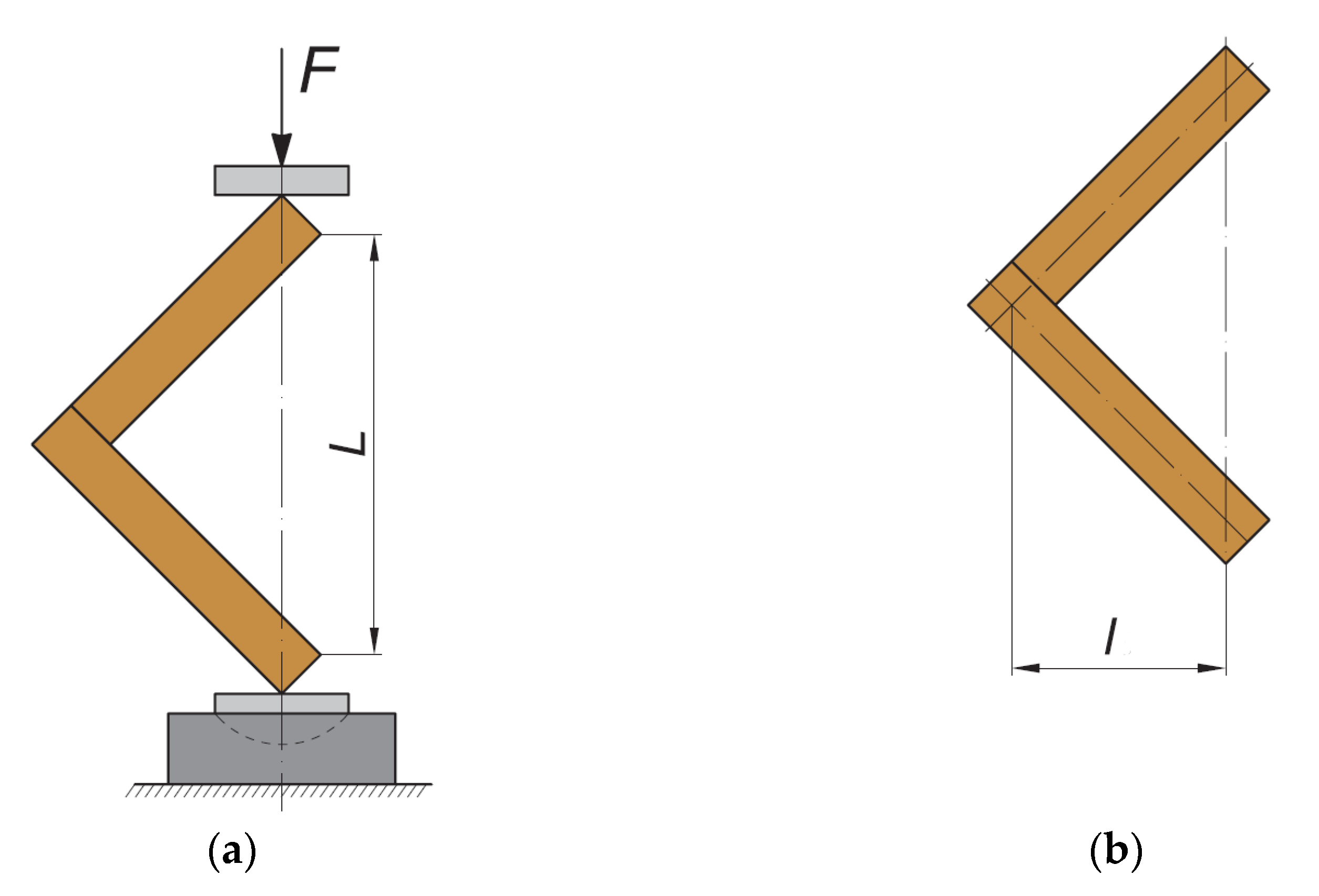
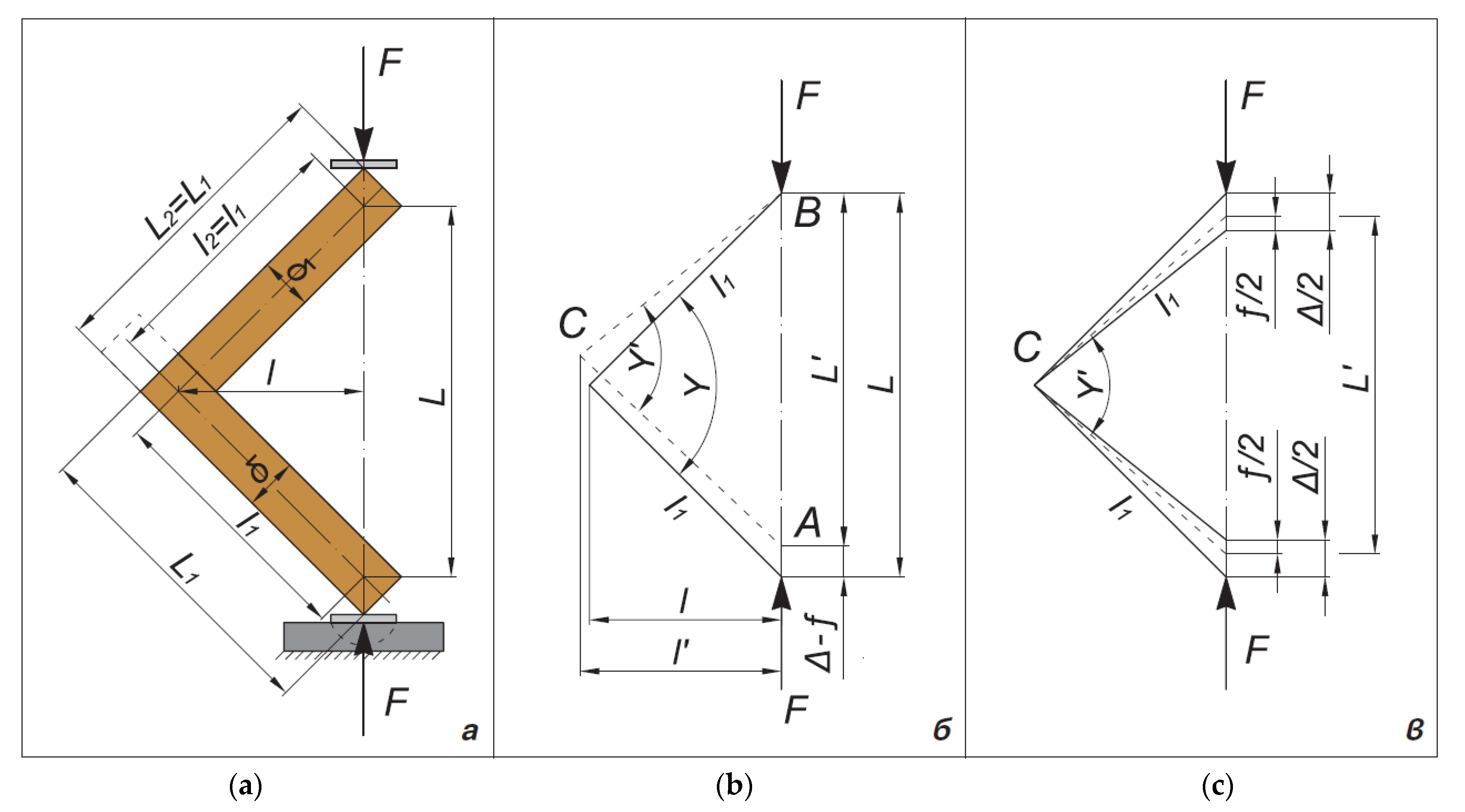
2.3. Test Methods
3. Results
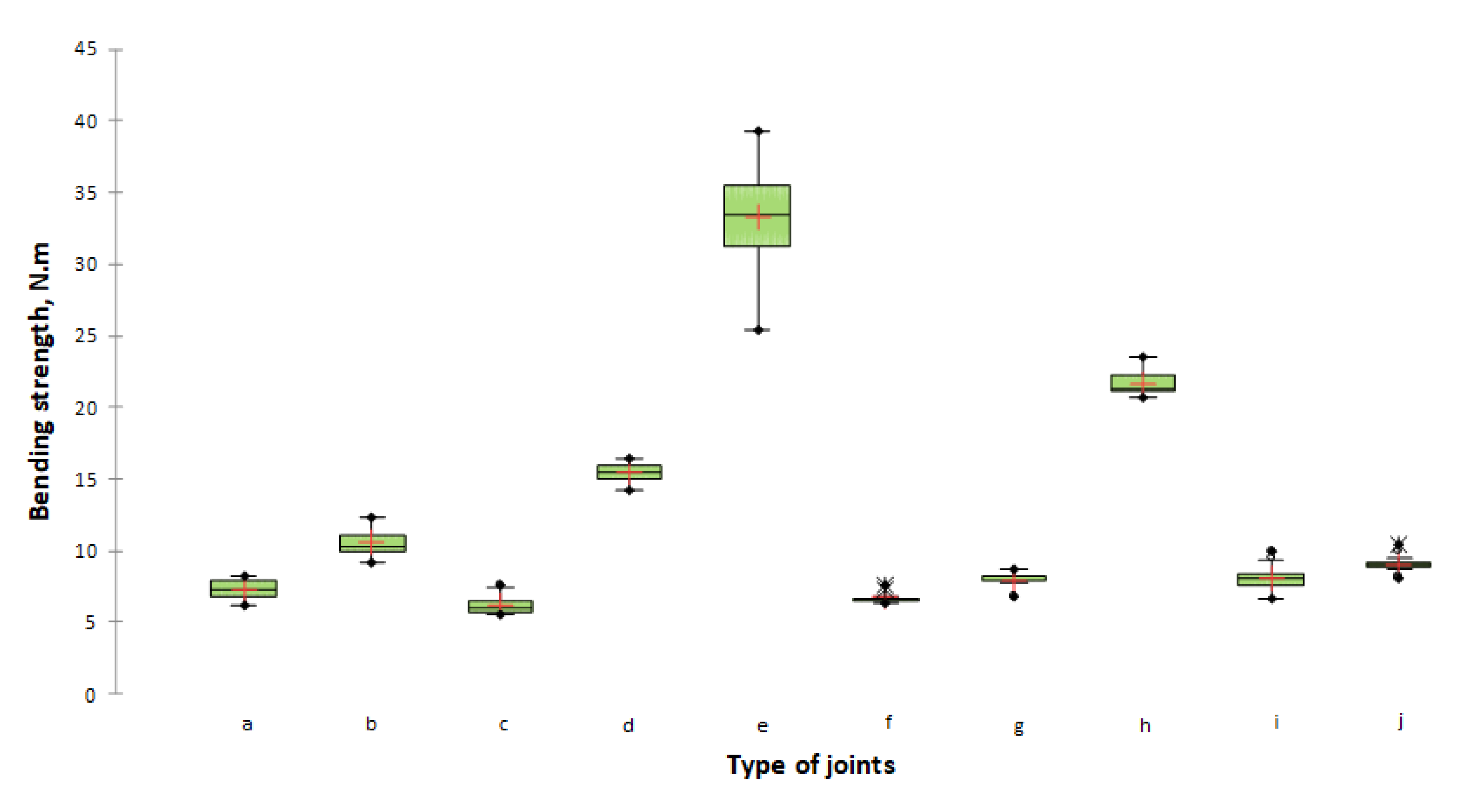
3.1. Bending Moments of Corner Joints Made of Lightweight Panels
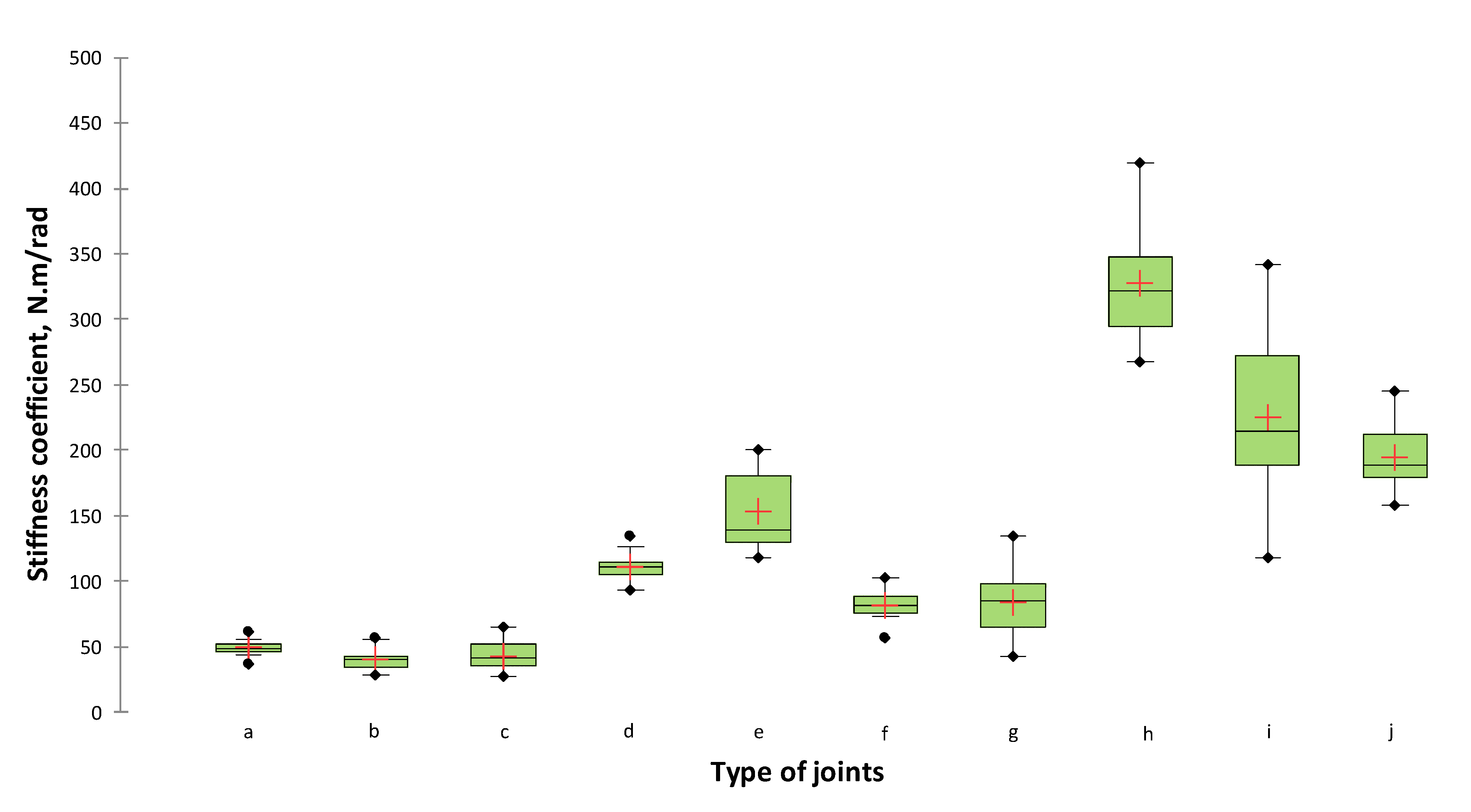
3.2. Stiffness Characteristics of Corner Joints Made of Lightweight Panels
4. Discussion
4.1. Bending Strength of Corner Joints Made of Lightweight Panels
4.2. Stiffness Characteristics of Corner Joints Made of Lightweight Panels
5. Conclusions
- The waste corrugated cardboard in combination with beech veneer is suitable for furniture constructions and interior elements.
- The use of adhesive significantly increased the bending strength and stiffness of the joints of the veneer and corrugated cardboard panels in both studied panel thicknesses, i.e., 21 and 51 mm.
- In terms of the stiffness coefficients, the best behaviour was exhibited by the joints, made of cardboard honeycomb panels with a thickness of 50 mm.
- Except for the cardboard honeycomb panels, all of the tested panels where the demountable joints were used, showed a significantly lower strength compared to bonding.
- There was no significant difference in the joint strength of the multi-layer 51 mm thick panel made of veneer and corrugated cardboard, connected by Rafix 20 HC, inserted across and longitudinally on the cardboard direction.
- The cardboard honeycomb panel (50 mm) and multi-layer panel (51 mm) made of veneer and corrugated cardboard connected by Rafix 20 HC show a similar joint strength.
- Although lightweight corrugated cardboards did not have sufficient density, the conventional joints such as Minifix, Confrimat, and plastic corner joints demonstrated comparable strength characteristics and stiffness to particleboard joints.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Korol, J.; Hejna, A.; Wypiór, K.; Mijalski, K.; Chmielnicka, E. Wastes from Agricultural Silage Film Recycling Line as a Potential Polymer Materials. Polymers 2021, 13, 1383. [Google Scholar] [CrossRef] [PubMed]
- Arias, A.; Feijoo, G.; Moreira, M.T. Evaluation of Starch as an Environmental-Friendly Bioresource for the Development of Wood Bioadhesives. Molecules 2021, 26, 4526. [Google Scholar] [CrossRef] [PubMed]
- Savov, V.; Valchev, I.; Yavorov, N.; Sabev, K. Influence of press factor and additional thermal treatment on technology for production of eco-friendly MDF based on lignosulfonate adhesives. Bulg. Chem. Com. 2020, 52, 48–52. [Google Scholar]
- Taghiyari, H.R.; Majidi, R.; Esmailpour, A.; Sarvari Samadi, Y.; Jahangiri, A.; Papadopoulos, A.N. Engineering composites made from wood and chicken feather bonded with UF resin fortified with wollastonite: A novel approach. Polymers 2020, 12, 857. [Google Scholar] [CrossRef] [Green Version]
- Rammou, E.; Mitani, A.; Ntalos, G.; Koutsianitis, D.; Taghiyari, H.R.; Papadopoulos, A.N. The Potential Use of Seaweed (Posidonia oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture. Coatings 2021, 11, 69. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Militz, H.; Antov, P.; Papadopoulos, A.N. Effects of Wollastonite on Fire Properties of Particleboard Made from Wood and Chicken Feather Fibers. Coatings 2021, 11, 518. [Google Scholar] [CrossRef]
- Kwidziński, Z.; Bednarz, J.; Pędzik, M.; Sankiewicz, Ł.; Szarowski, P.; Knitowski, B.; Rogoziński, T. Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials. Appl. Sci. 2021, 11, 4502. [Google Scholar] [CrossRef]
- IKEA Home Page. Available online: https://www.ikea.com/ms/en_SG/about_ikea/the_ikea_way/history/ (accessed on 18 April 2021).
- Barbu, M.C. Evolution of lightweight wood composites. Pro. Ligno. 2015, 11, 21–26. [Google Scholar]
- Barbu, M.C.; Lüdtke, J.; Thömen, H.; Welling, J. Innovative production of wood-based lightweight panels. In Processing Technologies for the Forest and Biobased Products Industries; Barbu, M.C., Ed.; Salzburg University of Applied Sciences: Kuchl, Australia, 2010; pp. 115–122. [Google Scholar]
- Kyuchukov, G.; Jivkov, V. Furniture Construction. Structural Elements and Furniture Joints, 1st ed.; Bismar: Sofia, Bulgaria, 2016; p. 452. [Google Scholar]
- Hänel, W.; Weinert, M. Diätkur für Schwergewichte. Vorschläge zum Einsatz leichter Plattenwerkstoffe bei der Konstruktion von Möbeln; Ihd, Institut für Holztechnologie, Adam Verlag: Dresden, Germany, 2010. [Google Scholar]
- Poppensieker, J.; Thömen, H. Wabenplatten für den Möbelbau; Arbeitsbericht, Instituts für Holzphysik und Mechanische Technologie des Holzes, Bundesforschungsanstalt für Forst- und Holzwirtschaft: Hamburg, Germany, 2005. [Google Scholar]
- Barboutis, I.; Vassiliou, V. Strength properties of lightweight paper honeycomb panels for the furniture. In Proceedings of the 10th International Scientific Conference of Engineering Design (Interior and Furniture Design), Sofia, Bulgaria, 17–18 October 2005; pp. 17–18. [Google Scholar]
- Ebner, M.; Petutschnigg, A.J. Lightweight constructions-paper materials as a new option to build furniture. In Proceedings of the International Scientific Conference Interior and Furniture Design, University of Forestry, Sofia, Bulgaria, 1–5 October 2005; pp. 119–131. [Google Scholar]
- Petutschnigg, A.J.; Ebner, M. Lightweight paper materials for furniture—A design study to develop and evaluate materials and joints. Mater. Des. 2007, 28, 408–413. [Google Scholar] [CrossRef]
- Sam-Brew, S.; Semple, K.; Smith, G. Preliminary experiments on the manufacture of hollow core composite panels. For. Prod. J. 2011, 61, 381–389. [Google Scholar] [CrossRef]
- Jivkov, V.; Simeonova, R.; Kamenov, P.; Marinova, A. Strength properties of new lightweight panels for furniture and interiors. In Proceedings of the 23rd International Scientific Conference “Wood Is Good–With Knowledge and Technology to a Competitive Forestry and Wood Technology Sector”, Zagreb, Croatia, 12 October 2012; pp. 49–58. [Google Scholar]
- Chen, Z.; Yan, N.; Sam-Brew, S.; Smith, G.; Deng, J. Investigation of mechanical properties of sandwich panels made of paper honeycomb core and wood composite skins by experimental testing and finite element (FE) modelling methods. Eur. J. Wood Wood Prod. 2014, 72, 311–319. [Google Scholar] [CrossRef]
- Smardzewski, J. Experimental and numerical analysis of wooden sandwich panels with an auxetic core and oval cells. Mater. Des. 2019, 183, 108159. [Google Scholar] [CrossRef]
- Peliński, K.; Smardzewski, J. Bending behavior of lightweight wood-based sandwich beams with auxetic cellular core. Polymers 2020, 12, 1723. [Google Scholar] [CrossRef] [PubMed]
- Smardzewski, J.; Prekrat, S. Modelling of thin paper honeycomb panels for furniture. In Proceedings of the 23rd International Scientific Conference “Wood is Good–With Knowledge and Technology to a Competitive Forestry and Wood Technology Sector”, Zagreb, Croatia, 12 October 2012; pp. 179–186. [Google Scholar]
- Smardzewski, J. Mechanical properties of wood-based sandwich panels with a wavy core. In Proceedings of the XXVII International Conference Research for Furniture Industry, Ankara, Turkey, 17–18 September 2015; pp. 242–255. [Google Scholar]
- Słonina, M.; Dziurka, D.; Smardzewski, J. Experimental research and numerical analysis of the elastic properties of paper cell cores before and after impregnation. Materials 2020, 13, 2058. [Google Scholar] [CrossRef]
- Lyutyy, P.; Bekhta, P.; Ortynska, G. Lightweight flat pressed wood plastic composites: Possibility of manufacture and properties. Drv. Ind. 2018, 69, 55–62. [Google Scholar] [CrossRef]
- Gößwald, J.; Barbu, M.C.; Petutschnigg, A.; Krišťák, Ľ.; Tudor, E.M. Oversized Planer Shavings for the Core Layer of Lightweight Particleboard. Polymers 2021, 13, 1125. [Google Scholar] [CrossRef] [PubMed]
- Semple, K.E.; Sam-Brew, S.; Deng, J.; Cote, F.; Yan, N.; Chen, Z.; Smith, G.D. Properties of commercial kraft paper honeycomb furniture stock panels conditioned under 65 and 95 percent relative humidity. For. Prod. J. 2015, 65, 106–122. [Google Scholar] [CrossRef]
- Chen, Z.; Yan, N.; Deng, J.; Semple, K.E.; Sam-Brew, S.; Smith, G.D. Influence of environmental humidity and temperature on the creep behavior of sandwich panel. Int. J. Mech. Sci. 2017, 134, 216–223. [Google Scholar] [CrossRef]
- Smardzewski, J.; Majewski, A. Mechanical properties of auxetic honeycomb core with triangular cells. In Proceedings of the 25th International Scientific Conference: New Materials and Technologies in the Function of Wooden Products, Zagreb, Croatia, 17 October 2014; pp. 103–112. [Google Scholar]
- Sawal, N.; Nazri, A.B.M.; Akil, H.M. Effect of cell size material on the mechanical properties of honeycomb core structure. Int. J. Sci. Res. 2013, 4, 80–84. [Google Scholar]
- Smardzewski, J.; Gajęcki, A.; Wojnowska, M. Investigation of elastic properties of paper honeycomb panels with rectangular cells. BioResources 2019, 14, 1435–1451. [Google Scholar]
- Smardzewski, J. Elastic properties of cellular wood panels with hexagonal and auxetic cores. Holzforschung 2013, 67, 87–92. [Google Scholar] [CrossRef]
- Smardzewski, J.; Prekrat, S. Auxetic structures in layered furniture panels. In Proceedings of the 29th International Conference Wood Science Technology, Zagreb, Croatia, 6–7 December 2018; pp. 163–172. [Google Scholar]
- Petutschnigg, A.J.; Koblinger, R.; Pristovnik, M.; Truskaller, M.; Dermouz, H.; Zimmer, B. Leichtbauplatten aus Holzwerkstoffen—Teil I: Eckverbindungen. Holz Roh Werkst. 2004, 62, 405–410. [Google Scholar] [CrossRef]
- Heimbs, S.; Pein, M. Failure behaviour of honeycomb sandwich corner joints and inserts. Compos. Struct. 2009, 89, 575–588. [Google Scholar] [CrossRef]
- Koreny, A.; Simek, M.; Eckelman, C.A.; Haviarova, E. Mechanical properties of knock-down joints in honeycomb panels. BioResources 2013, 8, 4873–4882. [Google Scholar] [CrossRef] [Green Version]
- Joscak, P.; Krasula, P.; Vimpel, P. Strength properties of corner joints and extending joints on honeycomb boards. Ann. Warsaw Univ. Life Sci.-SGGW. Forest. Wood Technol. 2014, 87, 97–104. [Google Scholar]
- Smardzewski, J.; Słonina, M.; Maslej, M. Stiffness and failure behaviour of wood based honeycomb sandwich corner joints in different climates. Compos. Struct. 2017, 168, 153–163. [Google Scholar] [CrossRef]
- Majewski, A.; Krystofiak, T.; Smardzewski, J. Mechanical Properties of Corner Joints Made of Honeycomb Panels with Double Arrow-Shaped Auxetic Cores. Materials 2020, 13, 4212. [Google Scholar] [CrossRef]
- Petutschnigg, A.J.; Koblinger, R.; Pristovnik, M.; Truskaller, M.; Dermouz, H.; Zimmer, B. Leichtbauplatten aus Holzwerkstoffen. Teil II: Untersuchungzum Schraubenausziehwiderstand. Holz Roh Werkst. 2005, 63, 19–22. [Google Scholar] [CrossRef]
- Jivkov, V.; Kyuchukov, B.; Simeonova, R.; Marinova, A. Withdrawal capacity of screws and Confirmat into different wood-based panels. In Proceedings of the International Conference on Research for Furniture Industry, Poznan, Poland, 21–22 September 2017; pp. 68–82. [Google Scholar]
- Statista: Global Paper Production Volume from 2008 to 2018 by Type. Available online: https://www.statista.com/statistics/270317/production-volume-of-paper-by-type// (accessed on 9 May 2021).
- Cardboard Balers: Amazing Facts about Cardboard Waste & Recycling. Available online: https://www.cardboardbalers.org/cost-agricultural-solar-panels/ (accessed on 9 May 2021).
- Eurostat: Recycling Rate of Packaging Waste by Type of Packaging. Available online: https://ec.europa.eu/eurostat/databrowser/view/cei_wm020/default/table?lang=en/ (accessed on 9 May 2021).
- Buratti, C.; Belloni, E.; Lascaro, E.; Lopez, G.A.; Ricciardi, P. Sustainable panels with recycled materials for building applications: Environmental and acoustic characterisation. Energy Procedia 2016, 101, 972–979. [Google Scholar] [CrossRef]
- Sair, S.; Mandili, B.; Taqi, M.; El Bouari, A. Development of a new eco-friendly composite material based on gypsum reinforced with a mixture of cork fibre and cardboard waste for building thermal insulation. Compos. Commun. 2019, 16, 20–24. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Candan, Z.; Hiziroglu, S. Physical and mechanical properties of cardboard panels made from used beverage carton with veneer overlay. Mater. Des. 2008, 29, 1897–1903. [Google Scholar] [CrossRef]
- Sen, S.; Ayrilmis, N.; Zeki, C. Fungicide and insecticide properties of cardboard panels made from used beverage carton with veneer overlay. Afr. J. Agric. Res. 2010, 5, 159–165. [Google Scholar]
- Rhamin, H.; Madhoushi, M.; Ebrahimi, A. Faraji, F. Effect of resin content, press time and overlaying on physical and mechanical properties of carton board made from recycled beverage carton and MUF resin. Life Sci. J. 2010, 10, 613. [Google Scholar]
- Ebadi, M.; Farsi, M.; Narchin, P.; Madhoushi, M. The effect of beverage storage packets (Tetra Pak™) waste on mechanical properties of wood–plastic composites. J. Thermoplast. Compos. Mater. 2016, 29, 1601–1610. [Google Scholar] [CrossRef]
- Aranda-García, F.J.; González-Pérez, M.M.; Robledo-Ortíz, J.R. Influence of processing time on physical and mechanical properties of composite boards made of recycled multi-layer containers and HDPE. J. Mater. Cycles Waste Manag. 2020, 22, 2020–2028. [Google Scholar] [CrossRef]
- Asdrubali, F.; Pisello, A.L.; D’Alessandro, F.; Bianchi, F.; Cornicchia, M.; Fabiani, C. Innovative cardboard based panels with recycled materials from the packaging industry: Thermal and acoustic performance analysis. Energy Procedia 2015, 78, 321–326. [Google Scholar] [CrossRef]
- Architecture Art Designs. Available online: https://www.architectureartdesigns.com/30-amazing-cardboard-diy-furniture-ideas// (accessed on 18 April 2021).
- Stange Design: Cardboard Furniture. Available online: https://www.pappmoebelshop.de/ (accessed on 18 April 2021).
- Petit & Small: Folding Creativity into Kids Furniture. Available online: https://petitandsmall.com/cardboard-furniture-cardboard-guys/?fbclid=IwAR11YDeR2N-ocpzByv-8aovz0Ck1oqmD3KssF7VM_n5H7xneO3frceHXSD0/ (accessed on 18 April 2021).
- Dezeen: Airweave Creates Cardboard Beds and Modular Mattresses for Tokyo 2020 Olympics. Available online: https://www.dezeen.com/2021/07/11/cardboard-beds-modular-mattresses-airweave-tokyo-2020-olympics/ (accessed on 9 August 2021).
- Diarte, J.; Shaffer, M.; Obonyo, E. Developing a Panelised Building System for Low-Cost Housing Using Waste Cardboard and Repurposed Wood. In Proceedings of the 18th International Conference on Non-Conventional Materials and Technologies (NOCMAT) “2019 Construction Materials & Technologies for Sustainability”, Nairobi, Kenya, 5–7 November 2019. [Google Scholar]
- Suarez, B.; Muneta, M.L.M.; Sanz-Bobi, J.D.; Romero, G. Application of homogenisation approaches to the numerical analysis of seating made of multi-wall corrugated cardboard. Compos. Struct. 2021, 262, 113642. [Google Scholar] [CrossRef]
- Jivkov, V.; Marinova, A. Investigation on ultimate bending strength and stiffness under compression of corner joints from particleboard with connectors for DIY furniture. In Proceedings of the International Scientific Conference Interior and Furniture Design, Sofia, Bulgaria, 17–18 October 2005; pp. 155–165. [Google Scholar]
- Joscak, P.; Langova, N.; Tvrdovsky, M. Withdrawal resistance of wood screw in wood-based materials. Ann. Warsaw Univ. Life Sci.-SGGW. Forest. Wood Technol. 2014, 87, 90–96. [Google Scholar]
- Šimek, M.; Haviarová, E.; Eckelman, C. The end distance effect of knockdown furniture fasteners on bending moment resistance of corner joints. Wood Fiber Sci. 2008, 42, 92–98. [Google Scholar]
- Jivkov, V. Influence of edge banding on banding strength of end corner joints from 18 mm particleboard. Symposium “Furniture 2002”. Technical University-Zvolen, Zvolen, Slovakia, 24–25 October 2002. [Google Scholar]
- Župčić, I.; Grbac, I.; Bogner, A.; Hadžić, D. Research corner joints in corpus furniture. In Proceedings of the International Conference Ambienta “Wood is Good–With Knowledge and Technology to a Competitive Forestry and Wood Technology Sector”, Zagreb, Croatia, 12 October 2012; pp. 229–235. [Google Scholar]
- Yuksel, M.; Kasal, A.; Erdil, Y.Z.; Acar, M.; Kuşkun, T. Effects of the panel and fastener type on bending moment capacity of L-type joints for furniture cases. Pro Ligno 2015, 11, 426–443. [Google Scholar]
- Langová, N.; Joščák, P. Mechanical properties of Confirmat screws corner joints made of native wood and wood-based composites. For. Wood Technol. 2019, 105, 76–84. [Google Scholar] [CrossRef]
- Sydor, M.; Rogozinski, T.; Stuper-Szablewska, K.; Starczewski, K. The accuracy of holes drilled in the side surface of plywood. BioResources 2020, 15, 117–129. [Google Scholar] [CrossRef]
- Sydor, M. Geometry of Wood Screws: A Patent Review. Eur. J. Wood. Prod. 2019, 77, 93–103. [Google Scholar] [CrossRef] [Green Version]
- Máchová, E.; Langová, N.; Réh, R.; Joščák, P.; Krišťák, Ľ.; Holouš, Z.; Igaz, R.; Hitka, M. Effect of moisture content on the load carrying capacity and stiffness of corner wood-based and plastic joints. Bioresources 2019, 14, 8640–8655. [Google Scholar] [CrossRef]
- Sydor, M.; Majka, J.; Langova, N. Effective Diameters of Drilled Holes in Pinewwod in Response to Changes in Relative Humidity. Bioresources 2021, 16, 5407–5421. [Google Scholar] [CrossRef]
- Langova, N.; Beno, P.; Luptakova, J.; Fragassa, C. Stress concentration around circular and elliptic holes in wood laminates. FME Trans. 2020, 48, 102–108. [Google Scholar] [CrossRef]
- Machova, E.; Holous, Z.; Langova, N.; Balazova, Z. The effect of humidity on the shear strength of glued wood based and plastic joints. Acta Fac. Xylologiae 2018, 60, 113–120. [Google Scholar]
- Hitka, M.; Joscak, P.; Langova, N.; Kristak, L.; Blaskova, S. Load-carrying capacity and the size of chair joints determined for users with a higher body weight. Bioresources 2018, 13, 6428–6443. [Google Scholar] [CrossRef]
- Branowski, B.; Starczewski, K.; Zablocki, M.; Sydor, M. Design issues of innovative furniture fasteners for wood-based boards. BioResources 2020, 15, 8472–8495. [Google Scholar] [CrossRef]
- Sedliacikova, M.; Moresova, M.; Alac, P.; Drabek, J. How do behavioral aspects affect the financial decisions of managers and the competetitiveness of enterprises? J. Compet. 2021, 13, 99–116. [Google Scholar]
- Sedliacikova, M.; Strokova, Z.; Hitka, M.; Nagyova, N. Employees versus implementing controlling to the business practice. Entrep. Sustain. Issues 2020, 7, 1527–1540. [Google Scholar]
- Pirc Barčić, A.; Kitek Kuzman, M.; Vergot, T.; Grošelj, P. Monitoring Consumer Purchasing Behavior for Wood Furniture before and during the COVID-19 Pandemic. Forests 2021, 12, 873. [Google Scholar] [CrossRef]
- Ratnasingam, J.; Khoo, A.; Jegathesan, N.; Wei, L.C.; Latib, H.A.; Thanasegaran, G.; Liat, L.C.; Yi, L.Y.; Othman, K.; Amir, M.A. How are small and medium enterprises in Malaysia’s furniture industry coping with COVID–19 Pandemic? Early evidences from a survey and recommendations for policymakers. Bioresources 2020, 15, 5951–5964. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Panel | Thickness, mm | Density kg/m3 |
|---|---|---|
| 1. Multi-layer panel, veneer (7 layers) and corrugated cardboard (6 layers) | 21 | 466 |
| 2. Multi-layer panel, veneer (13 layers) and corrugated cardboard (12 layers) | 51 | 349 |
| 3. Cardboard honeycomb panel | 50 | 257 |
| Type of Joints 1 | No. of Test Samples | Mean, N∙m | Min., N∙m | Max., N∙m | Median, N∙m | St. Dev., N∙m | Var. Coefficient |
|---|---|---|---|---|---|---|---|
| a | 15 | 7.28 | 6.10 | 8.22 | 7.25 | 0.64 | 0.09 |
| b | 15 | 10.53 | 9.21 | 12.25 | 10.29 | 0.82 | 0.08 |
| c | 15 | 6.15 | 5.49 | 7.52 | 5.97 | 0.61 | 0.10 |
| d | 15 | 15.41 | 14.20 | 16.41 | 15.42 | 0.62 | 0.04 |
| e | 8 | 33.22 | 25.39 | 39.33 | 33.46 | 4.01 | 0.12 |
| f | 10 | 6.70 | 6.28 | 7.58 | 6.56 | 0.39 | 0.06 |
| g | 7 | 7.90 | 6.70 | 8.59 | 7.89 | 0.56 | 0.07 |
| h | 14 | 21.66 | 20.66 | 23.52 | 21.33 | 0.85 | 0.04 |
| i | 15 | 8.10 | 6.68 | 9.91 | 8.09 | 0.87 | 0.11 |
| j | 14 | 9.06 | 8.05 | 10.34 | 8.99 | 0.59 | 0.07 |
| Index 1 | Type of Joint | Bending Strength N∙m | Lower Bound (95%) | Upper Bound (95%) | GH 2 |
|---|---|---|---|---|---|
| e | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by a dowel ø12 × 50 mm | 33.22 | 32.34 | 34.10 | A |
| h | Cardboard honeycomb panel (50 mm) connected by plastic corner connector and special screw Varianta | 21.66 | 21.13 | 22.18 | B |
| d | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by a dowel ø8 × 35 mm | 15.41 | 14.76 | 16.05 | C |
| b | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by Confirmat ø7 × 70 mm | 10.53 | 10.03 | 11.04 | D |
| j | Cardboard honeycomb panel (50 mm) connected by TAB 20 HC | 9.06 | 8.42 | 9.70 | DE |
| i | Cardboard honeycomb panel (50 mm) connected by Rafix 20 HC | 8.10 | 7.46 | 8.74 | EF |
| g | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by Rafix 20 HC, inserted across on the cardboard direction | 7.90 | 6.96 | 8.41 | EFG |
| a | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by a plastic corner connector and special screw Varianta | 7.28 | 6.33 | 7.91 | FG |
| f | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by Rafix 20 HC, inserted longitudinally on the cardboard direction | 6.70 | 5.90 | 7.56 | FG |
| c | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by an eccentric connector Minifix | 6.15 | 5.64 | 6.65 | G |
| Type of Joints 1 | No. of Test Samples | Mean, N∙m/Rad | Min., N∙m/Rad | Max., N∙M/Rad | Median, N∙M/Rad | St. Dev., N∙m/Rad | Var. Coefficient |
|---|---|---|---|---|---|---|---|
| a | 15 | 49.19 | 36.68 | 61.40 | 48.77 | 5.43 | 0.11 |
| b | 15 | 40.28 | 27.81 | 57.14 | 40.09 | 7.83 | 0.19 |
| c | 15 | 42.72 | 27.46 | 65.32 | 41.23 | 10.56 | 0.25 |
| d | 15 | 111.02 | 92.99 | 134.05 | 110.47 | 9.92 | 0.09 |
| e | 8 | 153.61 | 117.33 | 200.91 | 139.03 | 31.41 | 0.20 |
| f | 10 | 81.27 | 56.86 | 102.07 | 81.77 | 11.62 | 0.14 |
| g | 7 | 83.76 | 42.50 | 134.66 | 84.69 | 28.59 | 0.34 |
| h | 14 | 327.34 | 267.24 | 419.56 | 321.33 | 39.26 | 0.12 |
| i | 15 | 224.61 | 117.49 | 342.42 | 215.01 | 58.87 | 0.26 |
| j | 15 | 194.71 | 157.93 | 245.26 | 188.06 | 24.97 | 0.13 |
| Index 1 | Type of Joint | Stiffness Coeff. c, N∙m/rad | Lower Bound (95%) N∙m/rad | Upper Bound (95%) N∙m/rad | GH 2 |
|---|---|---|---|---|---|
| h | Cardboard honeycomb panel (50 mm) connected by a plastic corner connector and special screw Varianta | 327 | 311.79 | 342.89 | A |
| i | Cardboard honeycomb panel (50 mm) connected by Rafix 20 HC | 225 | 209.59 | 239.64 | B |
| j | Cardboard honeycomb panel (50 mm) connected by TAB 20 HC | 195 | 177.58 | 208.68 | BC |
| e | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by a dowel ø12 × 50 mm | 154 | 133.04 | 174.19 | C |
| d | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by a dowel ø8 × 35 mm | 111 | 96.00 | 126.05 | D |
| g | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by Rafix 20 HC, inserted across on the cardboard direction | 84 | 61.77 | 105.76 | DE |
| f | Multi-layer panel (51 mm) made of veneer and corrugated cardboard, connected by Rafix 20 HC, inserted longitudinally on the cardboard direction | 81 | 62.87 | 99.67 | DE |
| a | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by a plastic corner connector and special screw Varianta | 49 | 34.17 | 64.21 | EF |
| c | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by an eccentric connector Minifix | 43 | 27.70 | 57.74 | EF |
| b | Multi-layer panel (21 mm) made of veneer and corrugated cardboard, connected by Confirmat ø7 × 70 mm | 40 | 25.26 | 55.31 | E |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jivkov, V.; Simeonova, R.; Antov, P.; Marinova, A.; Petrova, B.; Kristak, L. Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer. Materials 2021, 14, 5064. https://doi.org/10.3390/ma14175064
Jivkov V, Simeonova R, Antov P, Marinova A, Petrova B, Kristak L. Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer. Materials. 2021; 14(17):5064. https://doi.org/10.3390/ma14175064
Chicago/Turabian StyleJivkov, Vassil, Ralitsa Simeonova, Petar Antov, Assia Marinova, Boryana Petrova, and Lubos Kristak. 2021. "Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer" Materials 14, no. 17: 5064. https://doi.org/10.3390/ma14175064
APA StyleJivkov, V., Simeonova, R., Antov, P., Marinova, A., Petrova, B., & Kristak, L. (2021). Structural Application of Lightweight Panels Made of Waste Cardboard and Beech Veneer. Materials, 14(17), 5064. https://doi.org/10.3390/ma14175064