
Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD



Abstract
:1. Introduction
2. Measurement of Residual Stress by XRD
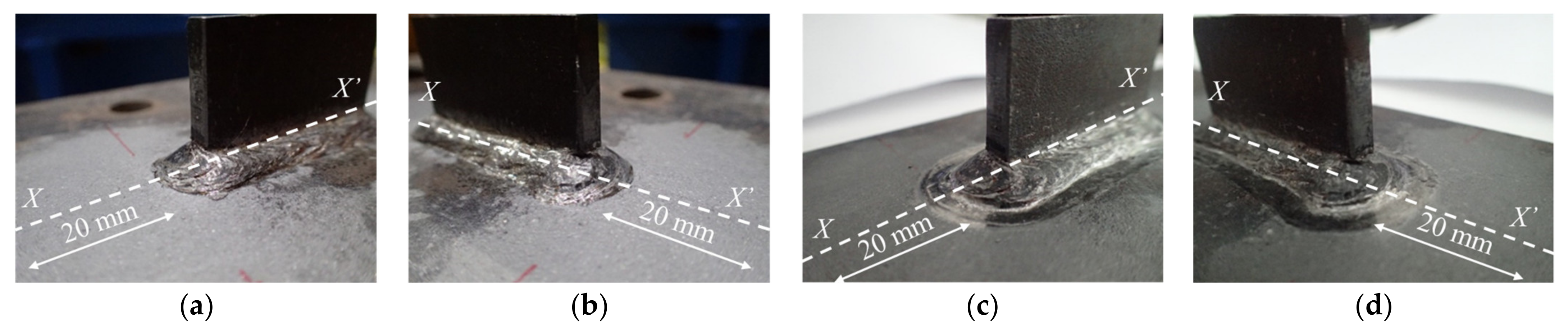
2.1. The Hammer Peening Treatment
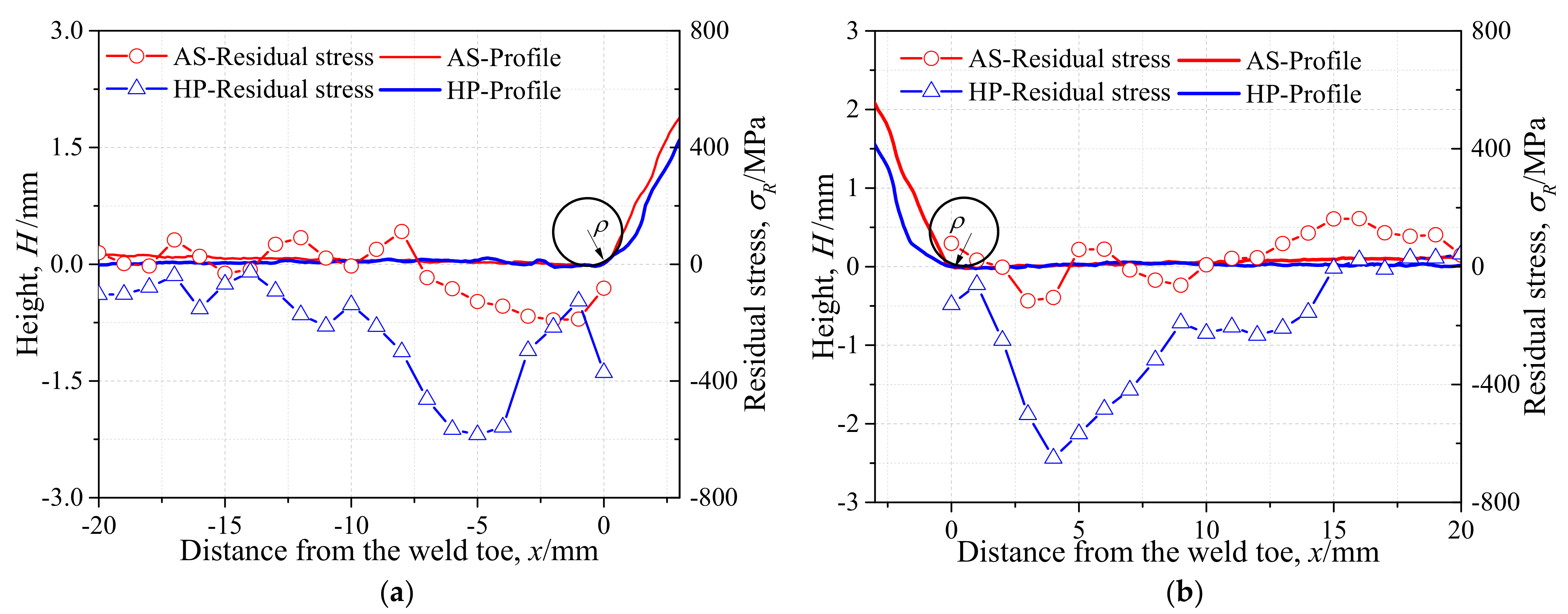
2.2. Residual Stress
3. Measurement of Strain by DIC
3.1. Setup of the Experiment
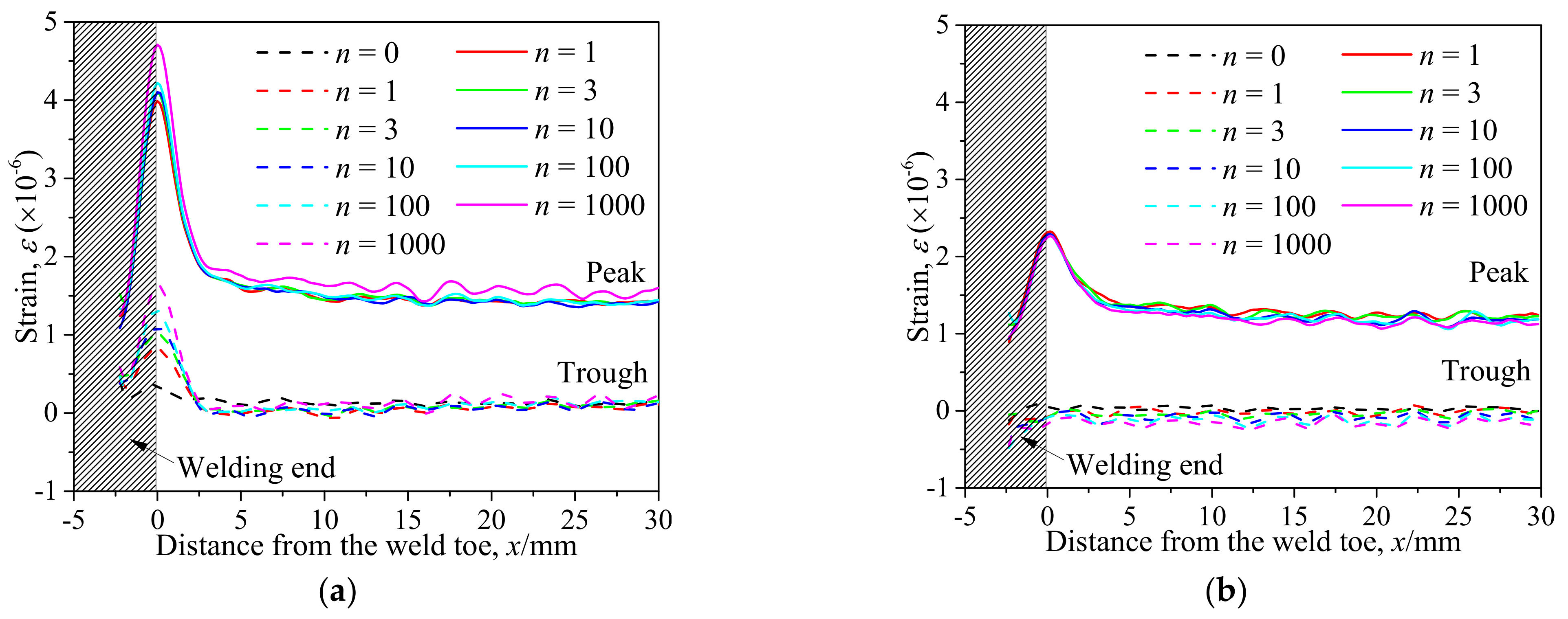
3.2. Strain Distribution in the First 1000 Cycles
4. Fatigue Life Assessed by Combined Measurements of DIC and XRD
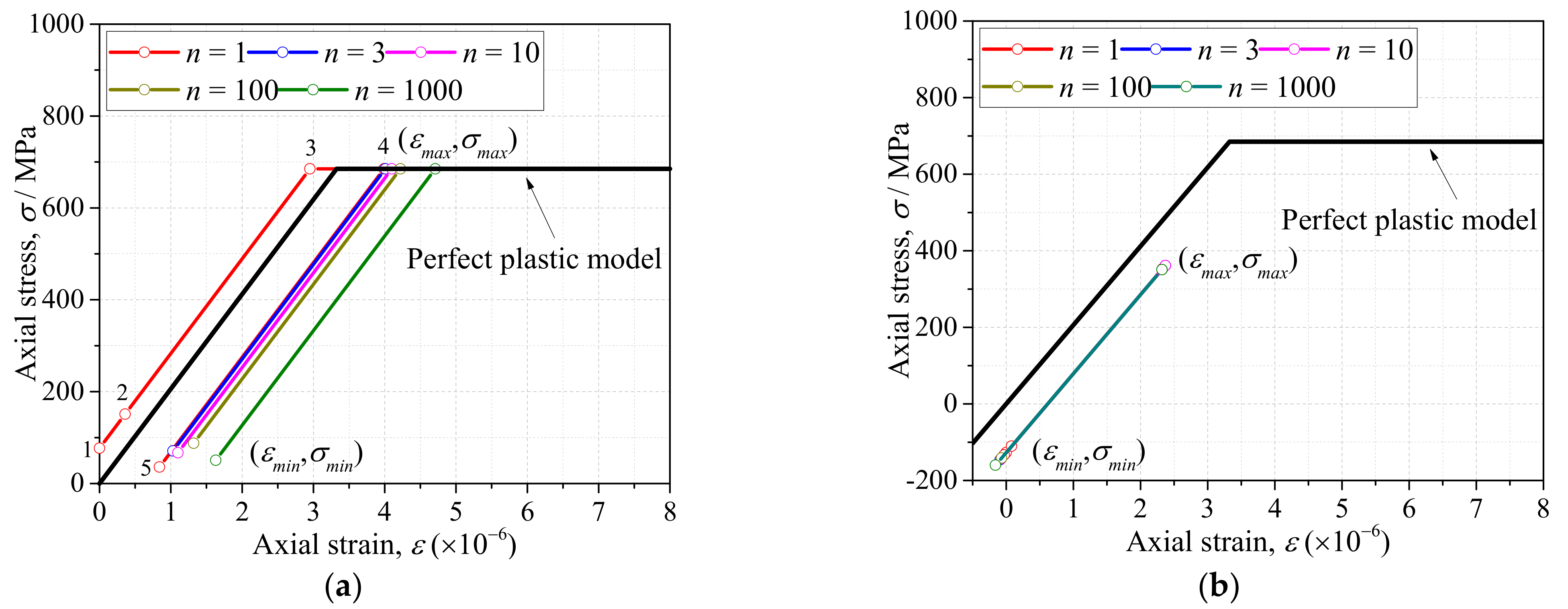
4.1. Proposal of the Assessment Method
4.2. Assessment of Fatigue Life
5. Conclusions
- (1)
- The original angular distortion due to the process of welding was 0.5° and the application of hammer peening reduced the value to −0.1°, indicating that hammer peening can effectively offset adverse welding deformation.
- (2)
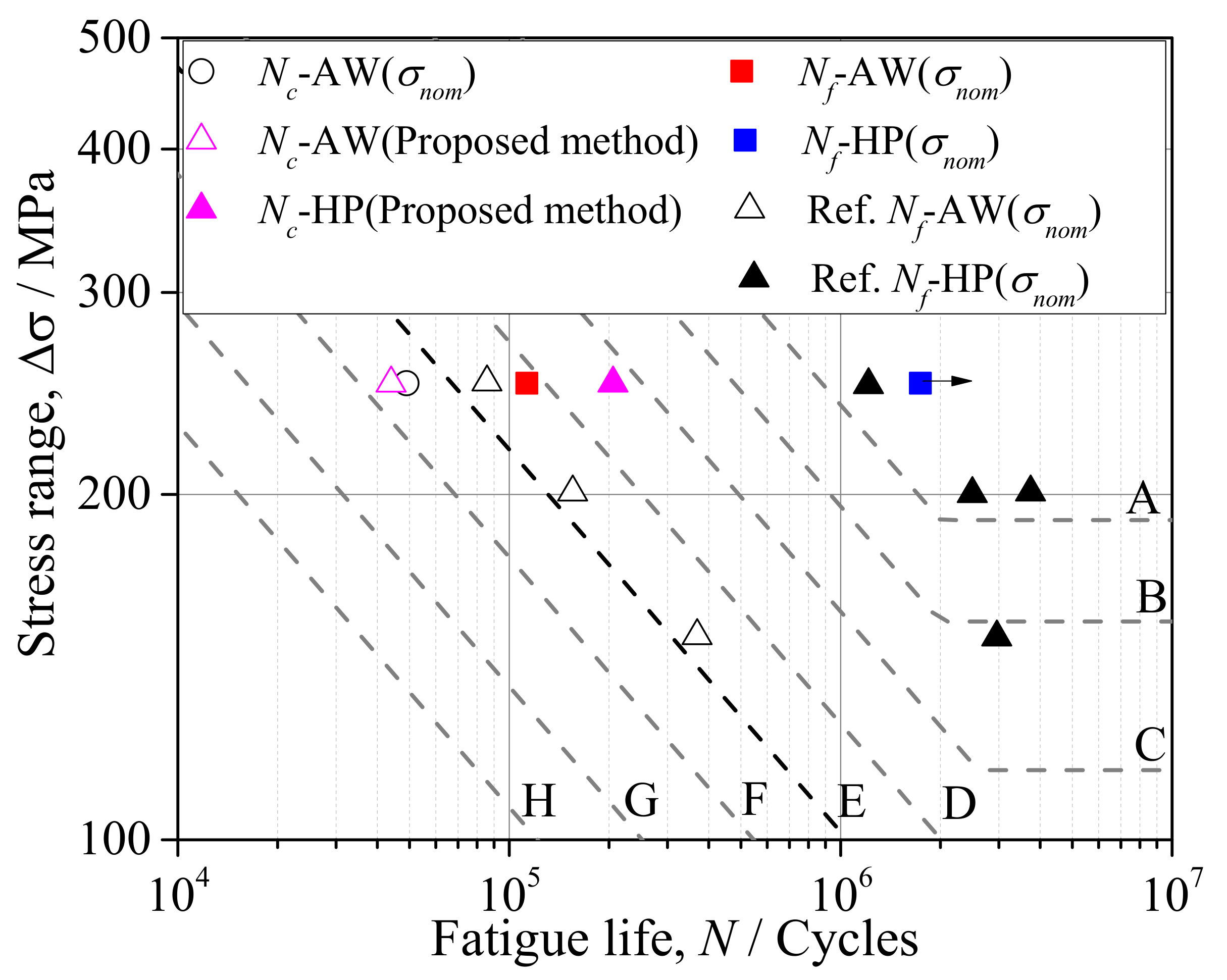
- The fatigue initiation life assessed by the proposed method was close to that represented by the nominal stress; thus, the proposed method is reliable for predicting the fatigue initiation life of welded joints.
- (3)
- The hammer peening resulted in a decrease in SCF from 2.78 to 2.06, and the maximum compressive stress was as great as −600 MPa. Fatigue failure life increased by more than 15 times after hammer peening in this research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, I. Fatigue strength improvement of longitudinal fillet welded out-of-plane gusset joints using air blast cleaning treatment. Int. J. Fatigue 2013, 48, 289–299. [Google Scholar] [CrossRef]
- Kotani, Y.; Tsuyama, T.; Buerlihan, A.; Tsutsumi, S. Improvement of fatigue strength of out-of-plane gusset welded joints by controlled additional weld bead shape and toe grinding. J. Struct. Eng. 2021, 67A, 497–508. (In Japanese) [Google Scholar] [CrossRef]
- Melaku, A.; Jung, K. Evaluation of welded joints of vertical stiffener to web under fatigue load by hotspot stress method. Int. J. Steel Struct. 2017, 17, 257–264. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Y.; Tsutsumi, S. Parametric formula for stress concentration factor of fillet weld joints with spline bead profile. Materials 2020, 13, 4639. [Google Scholar] [CrossRef] [PubMed]
- Barsoum, Z.; Barsoum, I. Residual stress effects on fatigue life of welded structures using LEFM. Eng. Fail. Anal. 2009, 16, 449–467. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Nagao, R.; Fincato, R.; Ishikawa, T.; Matsumoto, R. Numerical and experimental study on fatigue life extension of U-rib steel structure by hammer peening. Q. J. Jpn. Weld. Soc. 2017, 35, 169s–172s. [Google Scholar] [CrossRef] [Green Version]
- Singh, V.; Pandey, V.; Kumar, S.; Srinivas, S.; Chattopadhyay, K. Effect of ultrasonic shot peening on surface microstructure and fatigue behavior of structural alloys. Trans. Indian Inst. Met. 2015, 69, 295–301. [Google Scholar] [CrossRef]
- Fu, Z.; Ji, B.; Kong, X.; Chen, X. Grinding treatment effect on rib-to-roof weld fatigue performance of steel bridge decks. J. Constr. Steel Res. 2017, 129, 163–170. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Buerlihan, A.; Fincato, R.; Kotani, Y.; Tsuyama, T. Numerical study for the effect of shape of additional weld on fatigue strength in out-of-plane gusset welded joint. Q. J. Jpn. Weld. Soc. 2020, 38, 163s–167s. [Google Scholar] [CrossRef]
- Lahti, K.; Hänninen, H.; Niemi, E. Nominal stress range fatigue of stainless steel fillet welds—The effect of weld size. J. Constr. Steel Res. 2000, 54, 161–172. [Google Scholar] [CrossRef]
- Savaidis, G.; Vormwald, M. Hot-spot stress evaluation of fatigue in welded structural connections supported by finite element analysis. Int. J. Fatigue 2000, 22, 85–91. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Y.; Kotani, Y.; Tsutsumi, S. Generalized SCF formula of out-of-plane gusset welded joints and assessment of fatigue life extension by additional weld. Materials 2021, 14, 1249. [Google Scholar] [CrossRef] [PubMed]
- Sonsino, C.; Fricke, W.; De Bruyne, F.; Hoppe, A.; Ahmadi, A.; Zhang, G. Notch stress concepts for the fatigue assessment of welded joints–Background and applications. Int. J. Fatigue 2012, 34, 2–16. [Google Scholar] [CrossRef]
- Park, W.; Miki, C. Fatigue assessment of large-size welded joints based on the effective notch stress approach. Int. J. Fatigue 2008, 30, 1556–1568. [Google Scholar] [CrossRef]
- Luo, Y.; Ma, R.; Tsutsumi, S. Parametric formulae for elastic stress concentration factor at the weld toe of distorted butt-welded joints. Materials 2020, 13, 169. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.; Fu, Z.; Ge, H.; Ji, B.; Hayakawa, N. Cracking reasons and features of fatigue details in the diaphragm of curved steel box girder. Eng. Struct. 2019, 201, 109767. [Google Scholar] [CrossRef]
- Ince, A. A mean stress correction model for tensile and compressive mean stress fatigue loadings. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 939–948. [Google Scholar] [CrossRef]
- Cao, B.; Ding, Y.; Song, Y.; Zhong, W. Fatigue life evaluation for deck-rib welding details of orthotropic steel deck integrating mean stress effects. J. Bridg. Eng. 2019, 24, 04018114. [Google Scholar] [CrossRef]
- Brynk, T.; Orłowska, M.; Lewandowska, M. Application of 3D DIC-Assisted Residual Stress Measurements for Friction Stir Welding Weld from Ultrafine-Grained Aluminum. Metall. Mater. Trans. A 2021, 52, 20–25. [Google Scholar] [CrossRef]
- Ren, X.; Xu, X.; Jiang, C.; Huang, Z.; He, X. Strain distribution and fatigue life estimation for steel plate weld joint low cycle fatigue based on DIC. Opt. Lasers Eng. 2020, 124, 105839. [Google Scholar] [CrossRef]
- Zheng, L.; He, Y.; Moumni, Z. Lüders-like band front motion and fatigue life of pseudoelastic polycrystalline NiTi shape memory alloy. Scr. Mater. 2016, 123, 46–50. [Google Scholar] [CrossRef]
- Corigliano, P.; Epasto, G.; Guglielmino, E.; Risitano, G. Fatigue analysis of marine welded joints by means of DIC and IR images during static and fatigue tests. Eng. Fract. Mech. 2017, 183, 26–38. [Google Scholar] [CrossRef]
- Inose, K.; Nakanishi, Y.; Imoto, I. Study on design of high strength steel structures. Weld. World. 2003, 47, 11–17. [Google Scholar] [CrossRef]
- Matsumoto, R.; Ishikawa, T.; Tsutsumi, S.; Kawano, H.; Yamada, K. Analytical verification of residual stress distribution in steel plate after hammer peening. J. Struct. Eng. 2016, 62, 685–692. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Shibata, H.; Fincato, R.; Yonezawa, T.; Shimanuki, H. Effect of pre-overload on fatigue life extension of U-rib steel floor slab root. Q. J. Jpn. Weld. Soc. 2020, 38, 177s–181s. [Google Scholar] [CrossRef]
- Mori, T. Fatigue Design Recommendation for Steel Structures; Japan Society of Steel Construction: Tokyo, Japan, 2012. (In Japanese) [Google Scholar]
- Nakanishi, K.; Morikage, Y.; Kawabata, A.; Tomo, H. Study on improvement method of fatigue strength of weld joints by hammer peening on base metal. J. Jpn. Soc. Civ. Eng. Ser. A1 Struct. Eng. Earthq. Eng. SE/EE 2015, 71, 10–19. (In Japanese) [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cycles | n = 0 (After Clamping) | n = 1 | n = 3 | n = 10 | n = 100 | n = 1000 | |
|---|---|---|---|---|---|---|---|
| εmax |  |  | |||||
| εmin |  | ||||||
| Δε | 3150 με | 2980 με | 3000 με | 2900 με | 3080 με | ||
| Cycles | n = 0 (After Clamping) | n = 1 | n = 3 | n = 10 | n = 100 | n = 1000 | |
|---|---|---|---|---|---|---|---|
| εmax |  |  | |||||
| εmin |  | ||||||
| Δε | 2250 με | 2460 με | 2450 με | 2390 με | 2480 με | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Ueda, K.; Nagao, R.; Tsutsumi, S. Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD. Materials 2021, 14, 5802. https://doi.org/10.3390/ma14195802
Wang Y, Ueda K, Nagao R, Tsutsumi S. Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD. Materials. 2021; 14(19):5802. https://doi.org/10.3390/ma14195802
Chicago/Turabian StyleWang, Yixun, Kazushi Ueda, Ryota Nagao, and Seiichiro Tsutsumi. 2021. "Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD" Materials 14, no. 19: 5802. https://doi.org/10.3390/ma14195802
APA StyleWang, Y., Ueda, K., Nagao, R., & Tsutsumi, S. (2021). Fatigue Life Assessment of Welded Joints by Combined Measurements Using DIC and XRD. Materials, 14(19), 5802. https://doi.org/10.3390/ma14195802