
Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
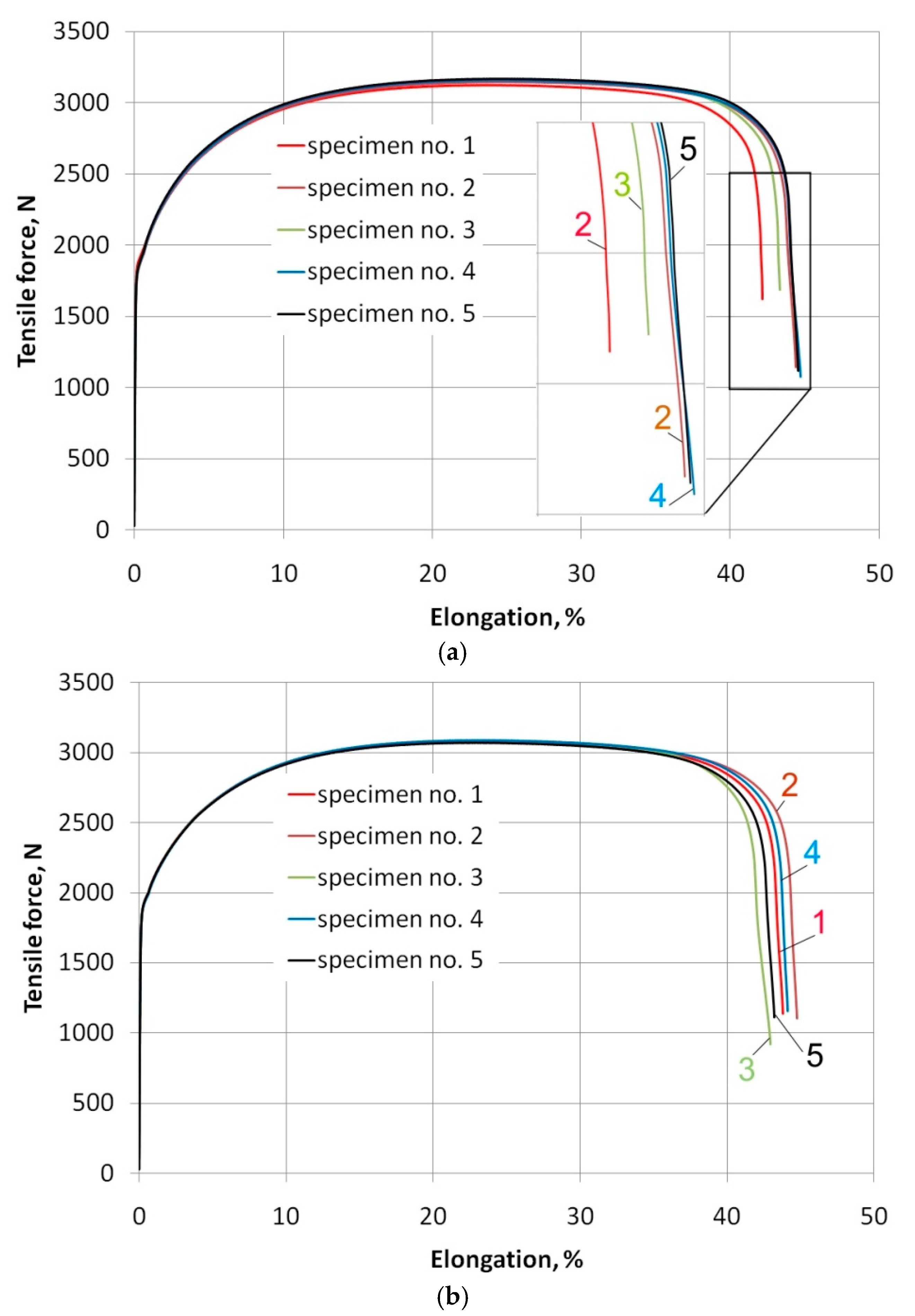
2.1. Material
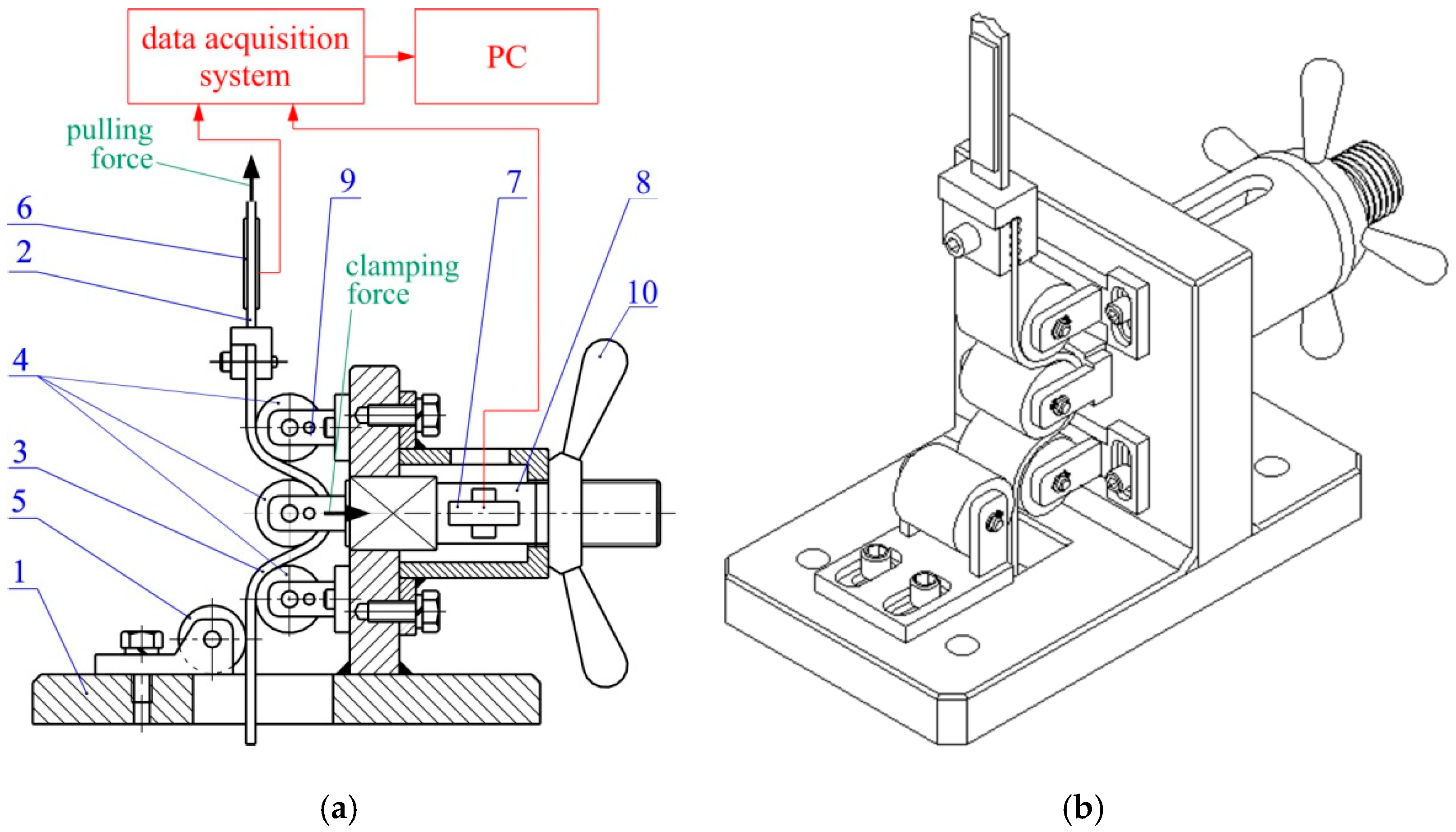
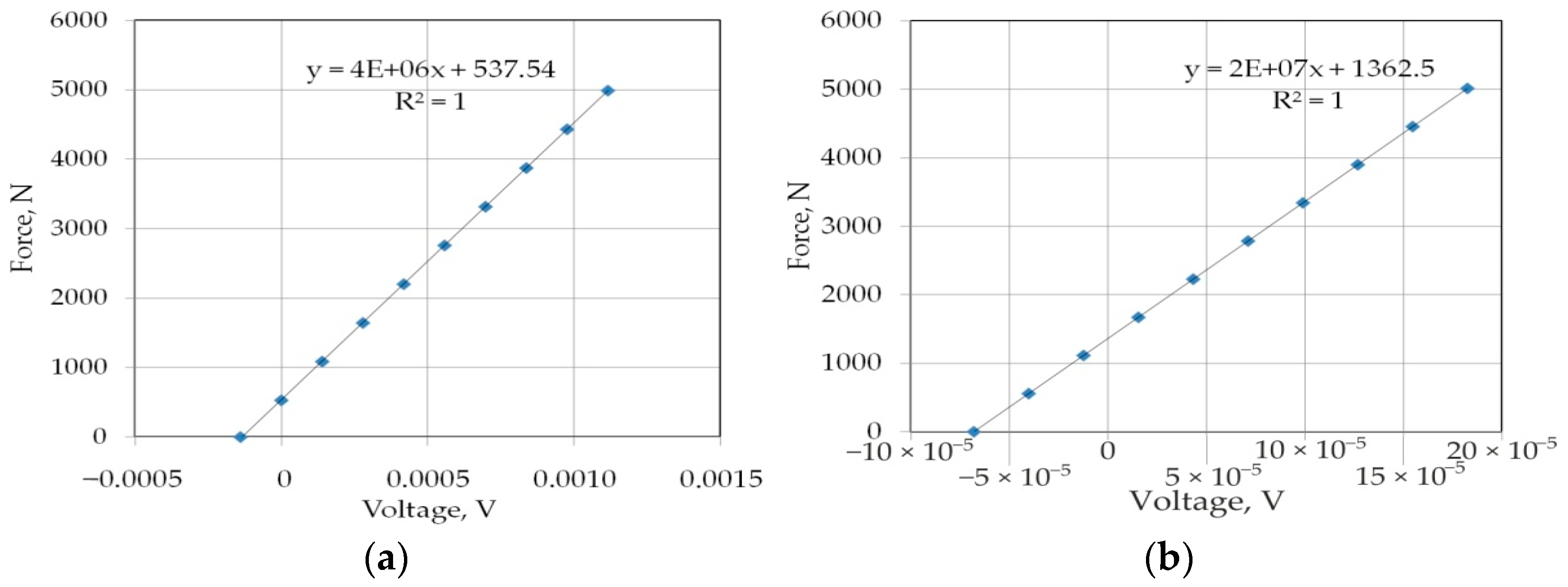
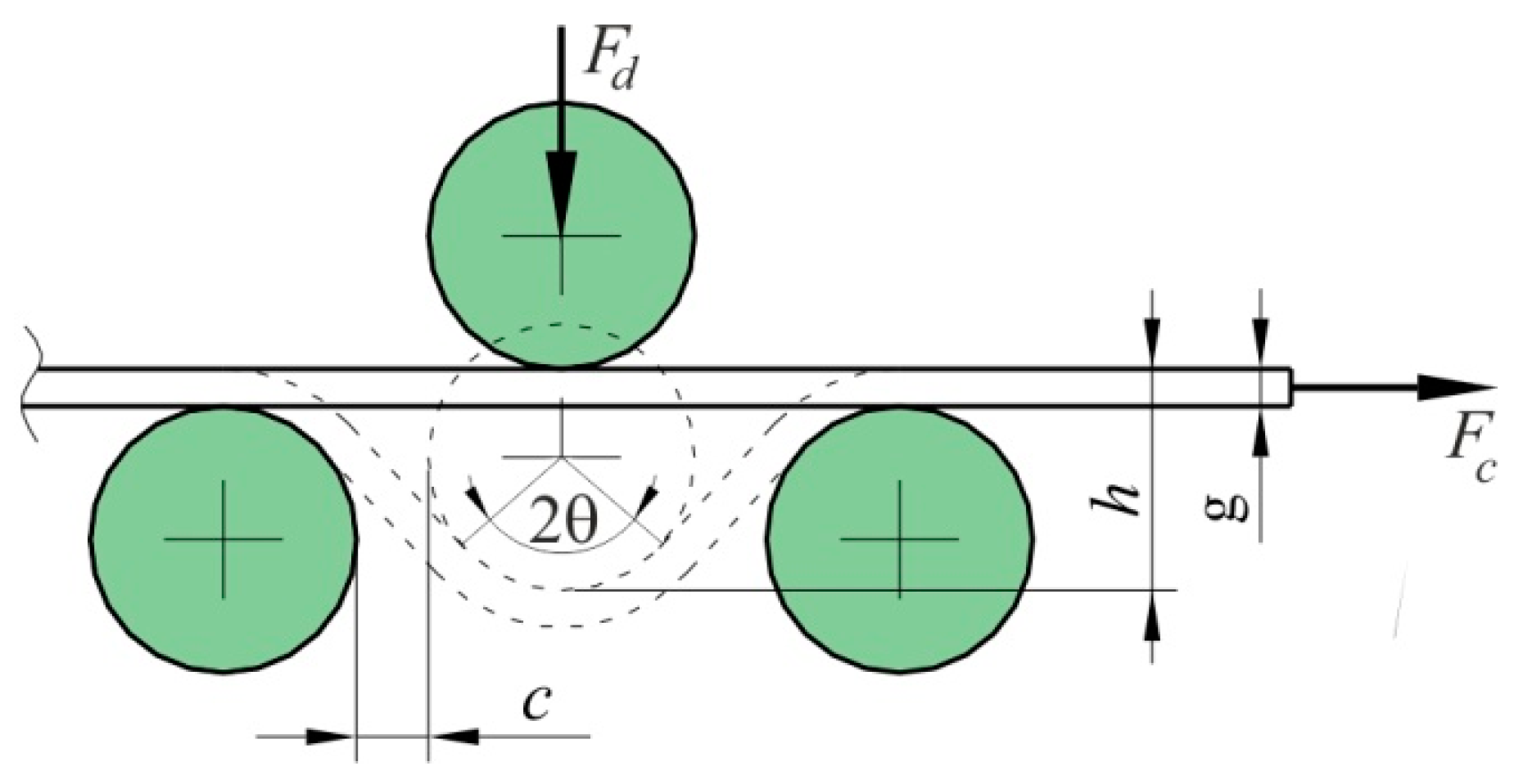
2.2. Friction Test
- Surface roughness of countersamples Ra 0.32, 0.63 and 1.25 μm;
- Specimen orientations α = 0° and α = 90°;
- Specimen widths w: 7, 14 and 20 mm;
- Drawbead heights h: 6, 12 and 18 mm.
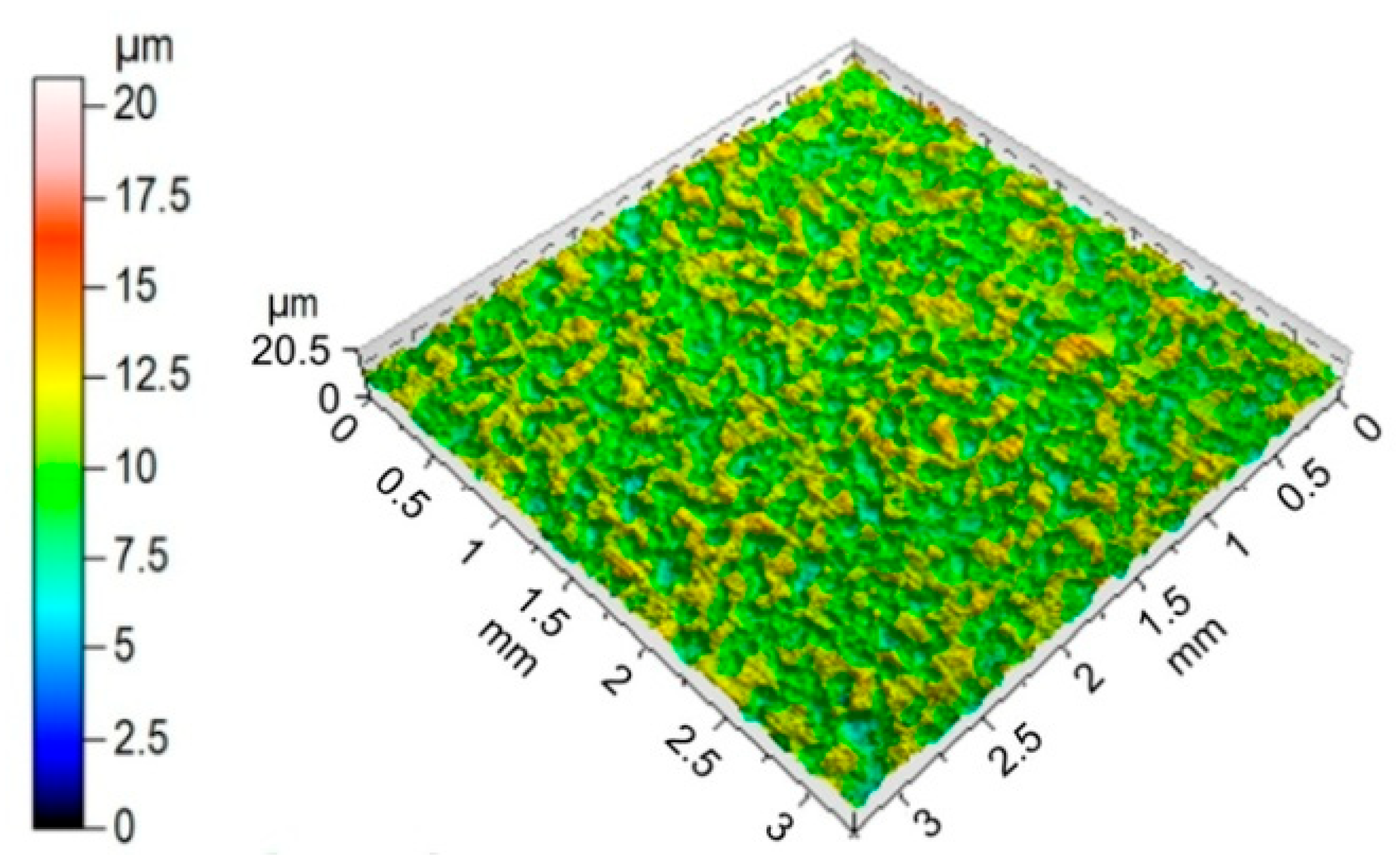
2.3. Surface Characterization
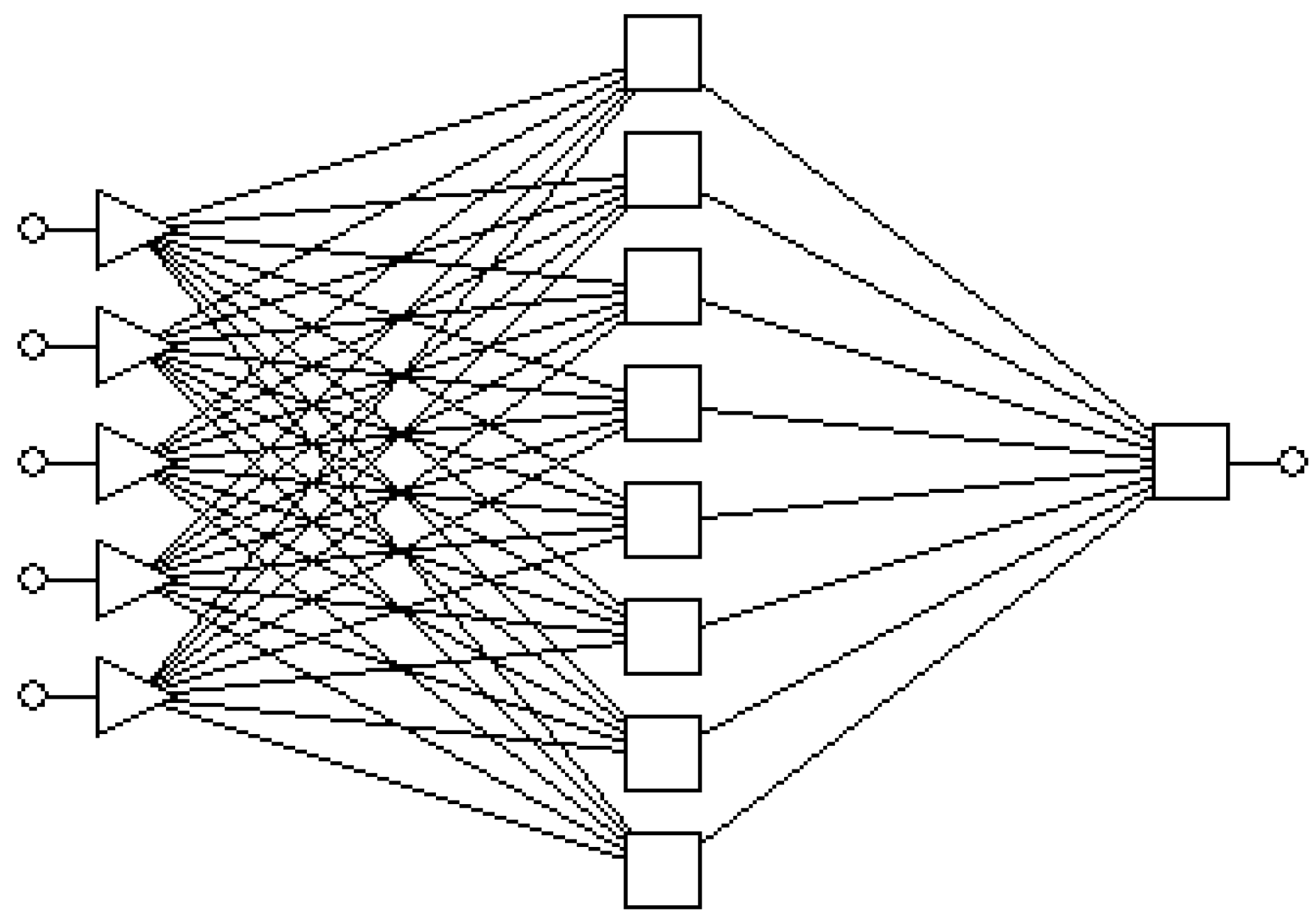
2.4. Artificial Neural Networks
- Average surface roughness of countersamples;
- Lubrication conditions;
- Orientation of the sheet metal strip with respect to the sheet rolling direction;
- Drawbead height;
- Sample width.
3. Results and Discussion
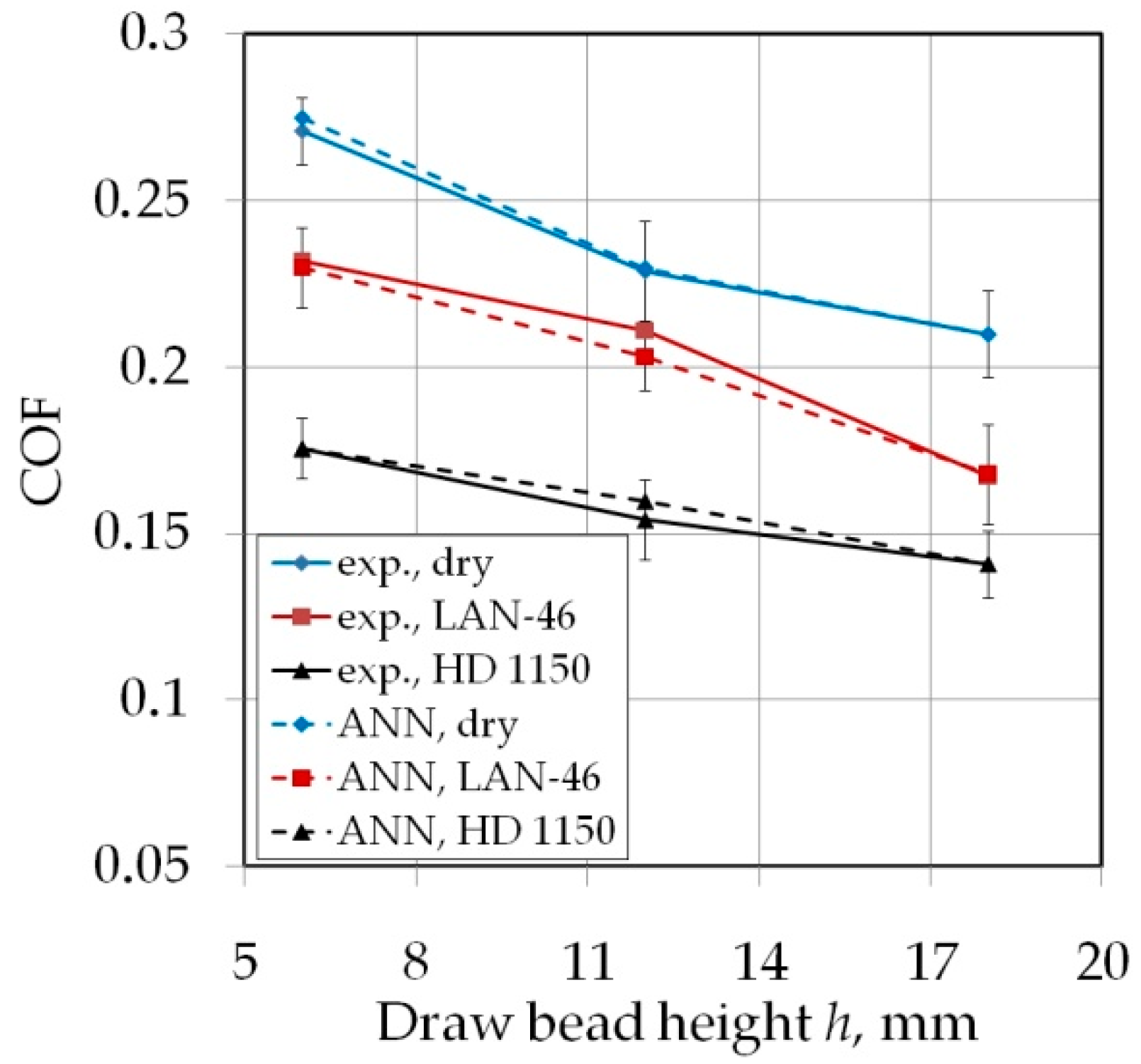
3.1. The Effect of Drawbead Height
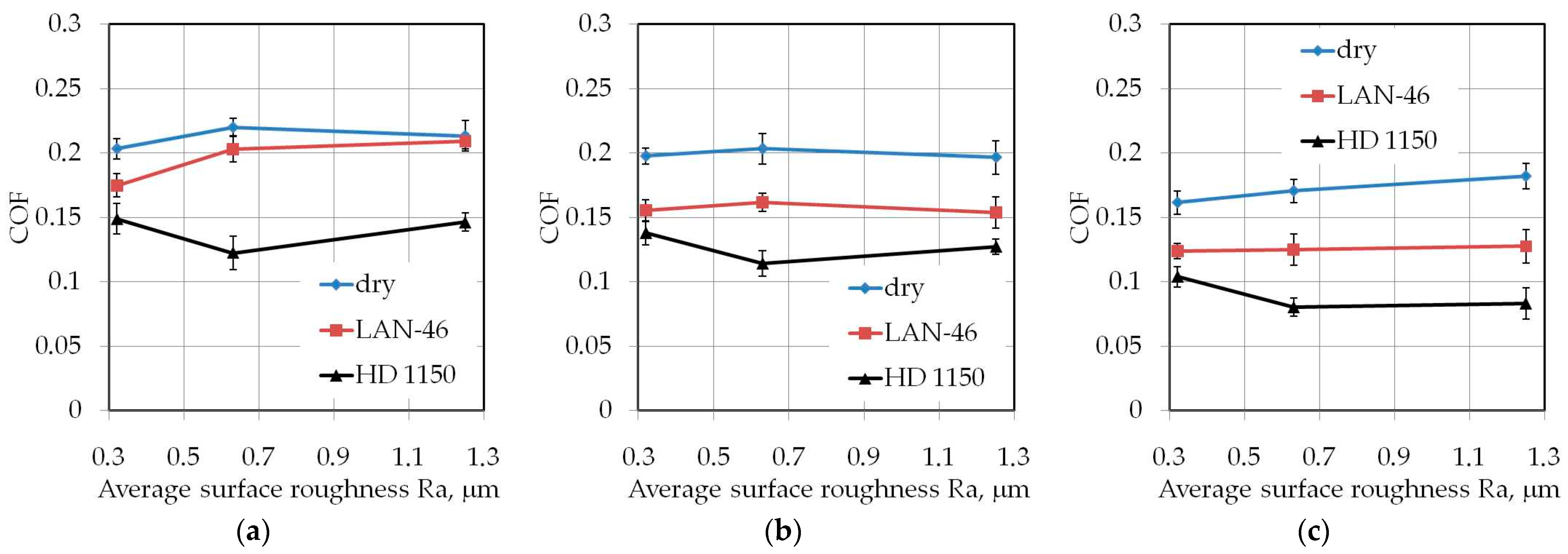
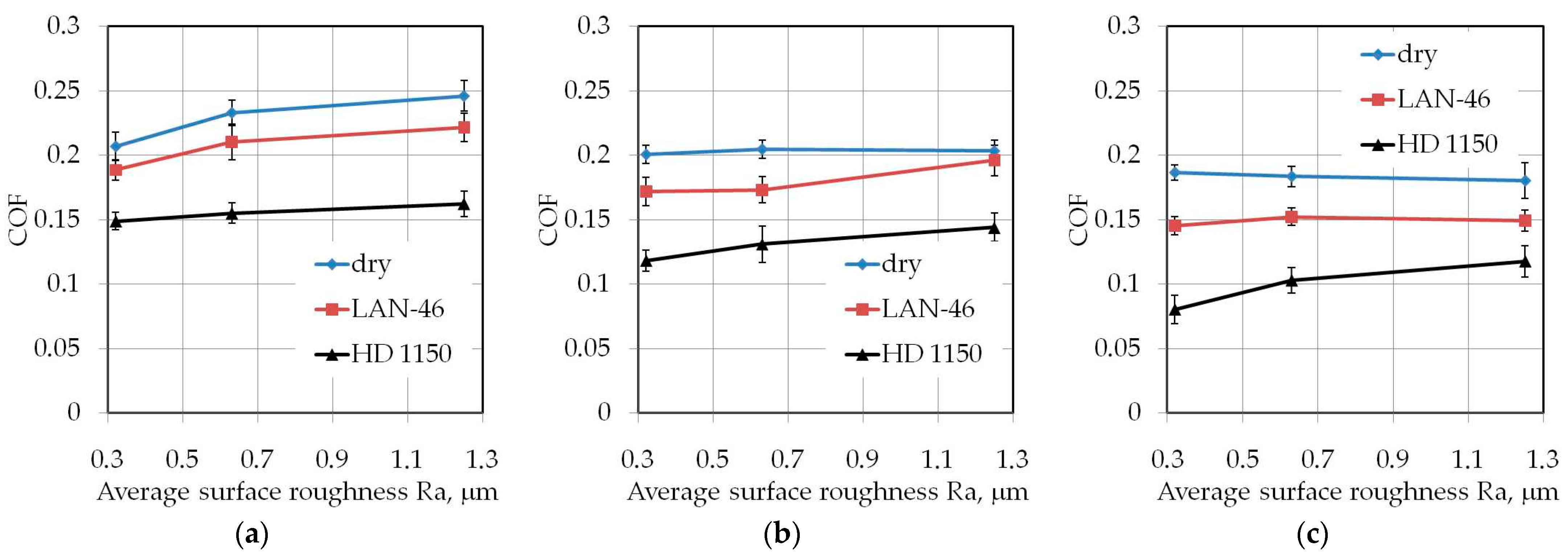
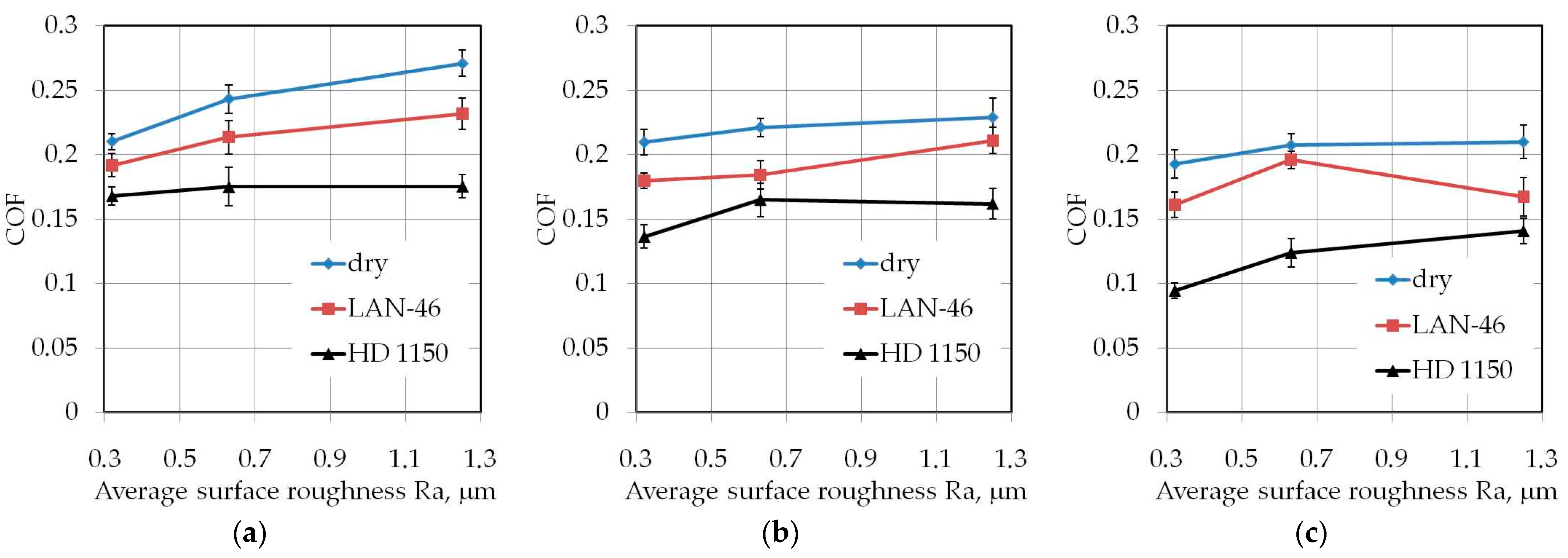
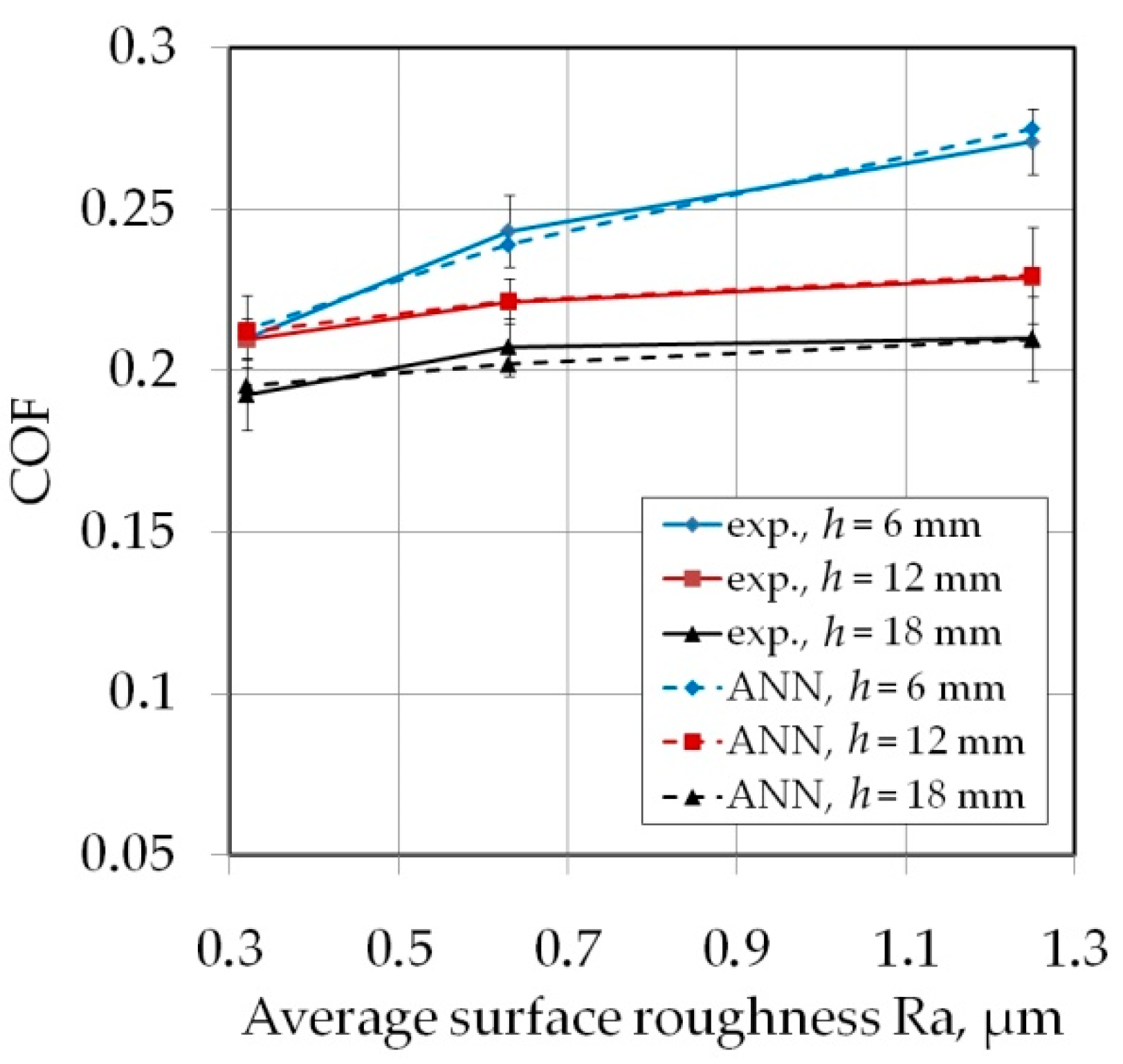
3.2. Effect of Countersample Roughness
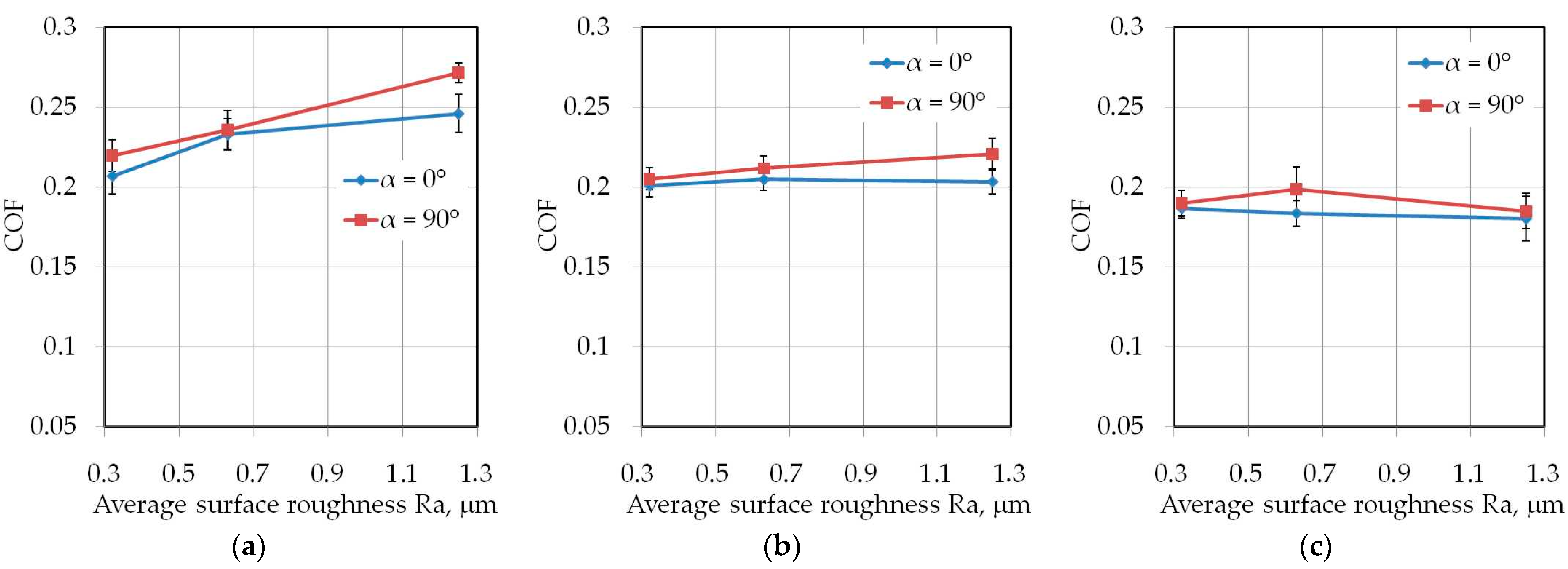
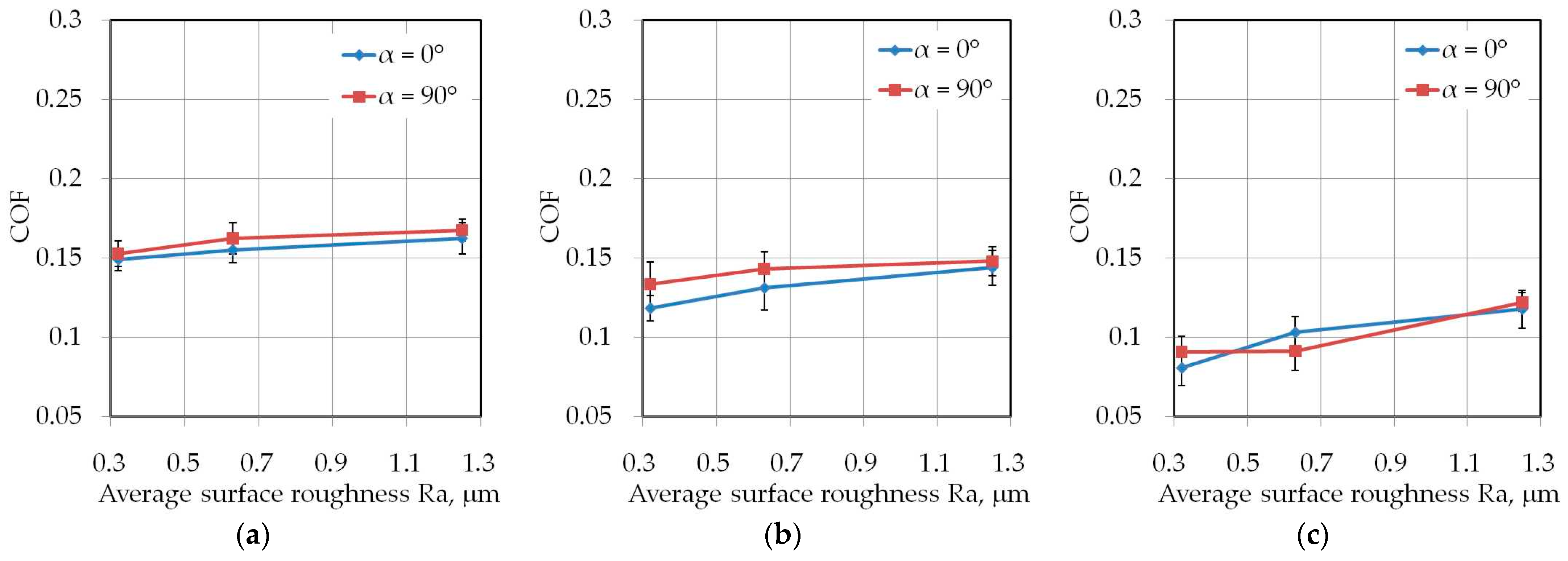
3.3. The Effect of the Sample Orientation
3.4. The Effect of Friction Conditions
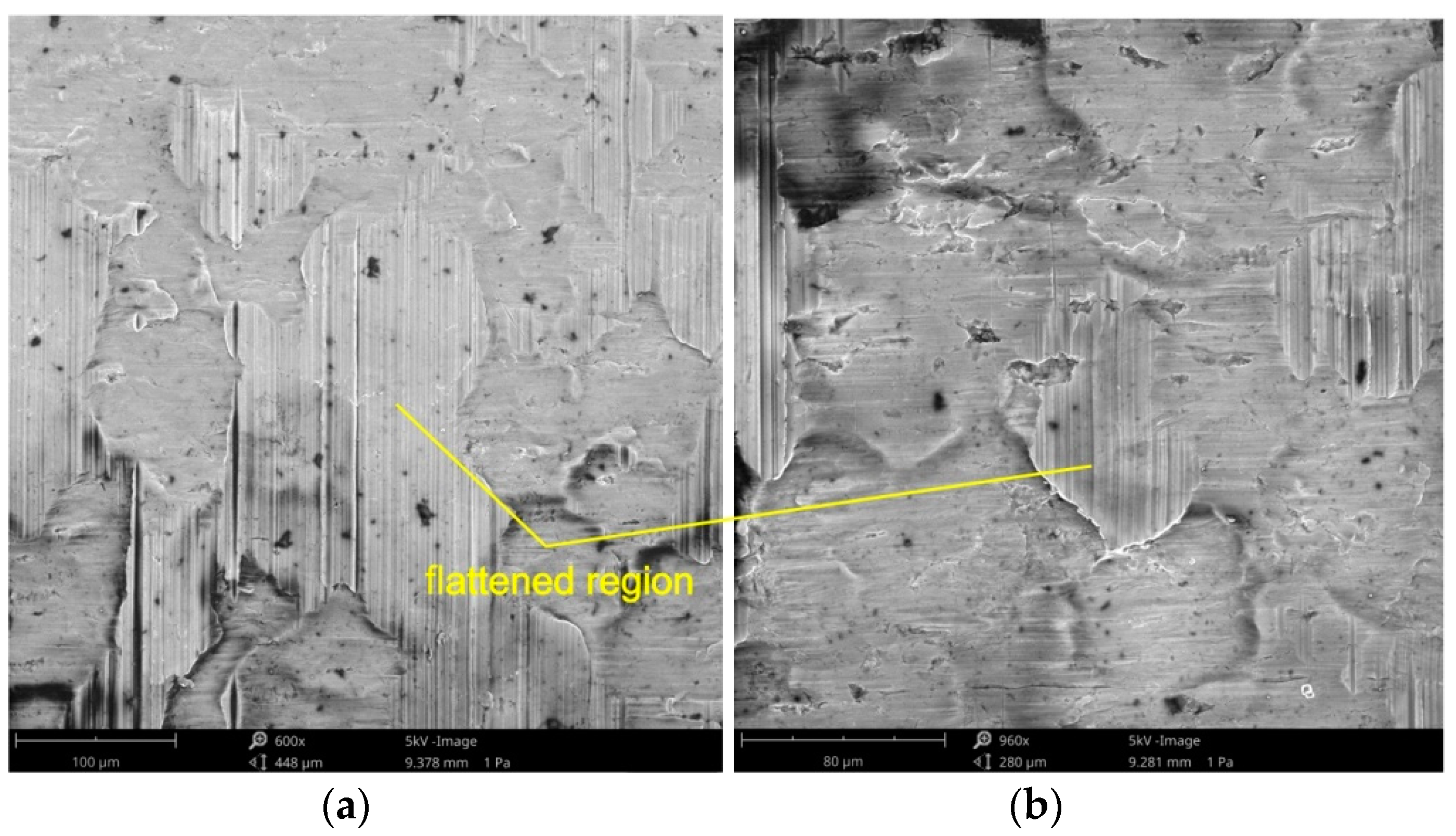
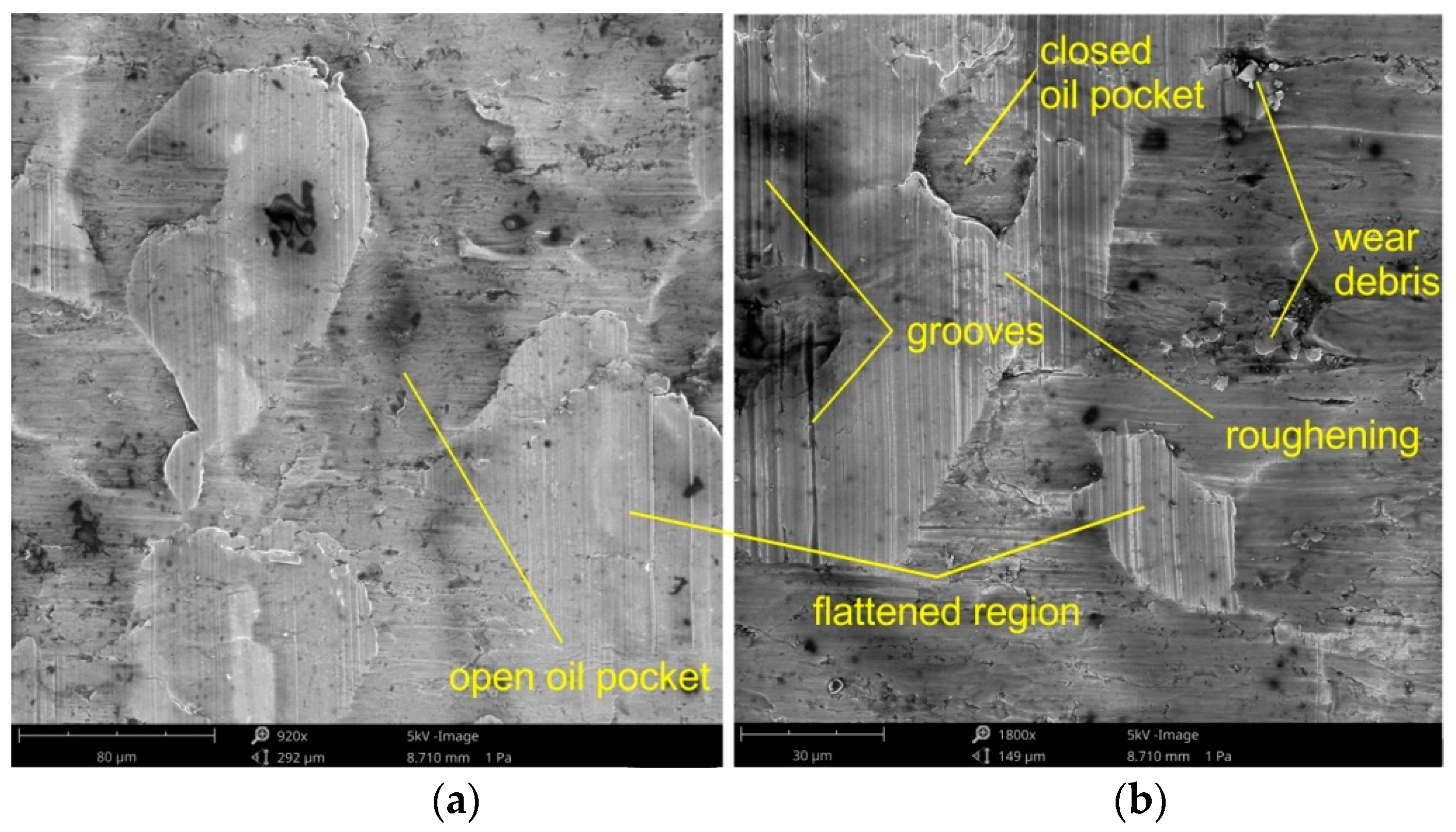
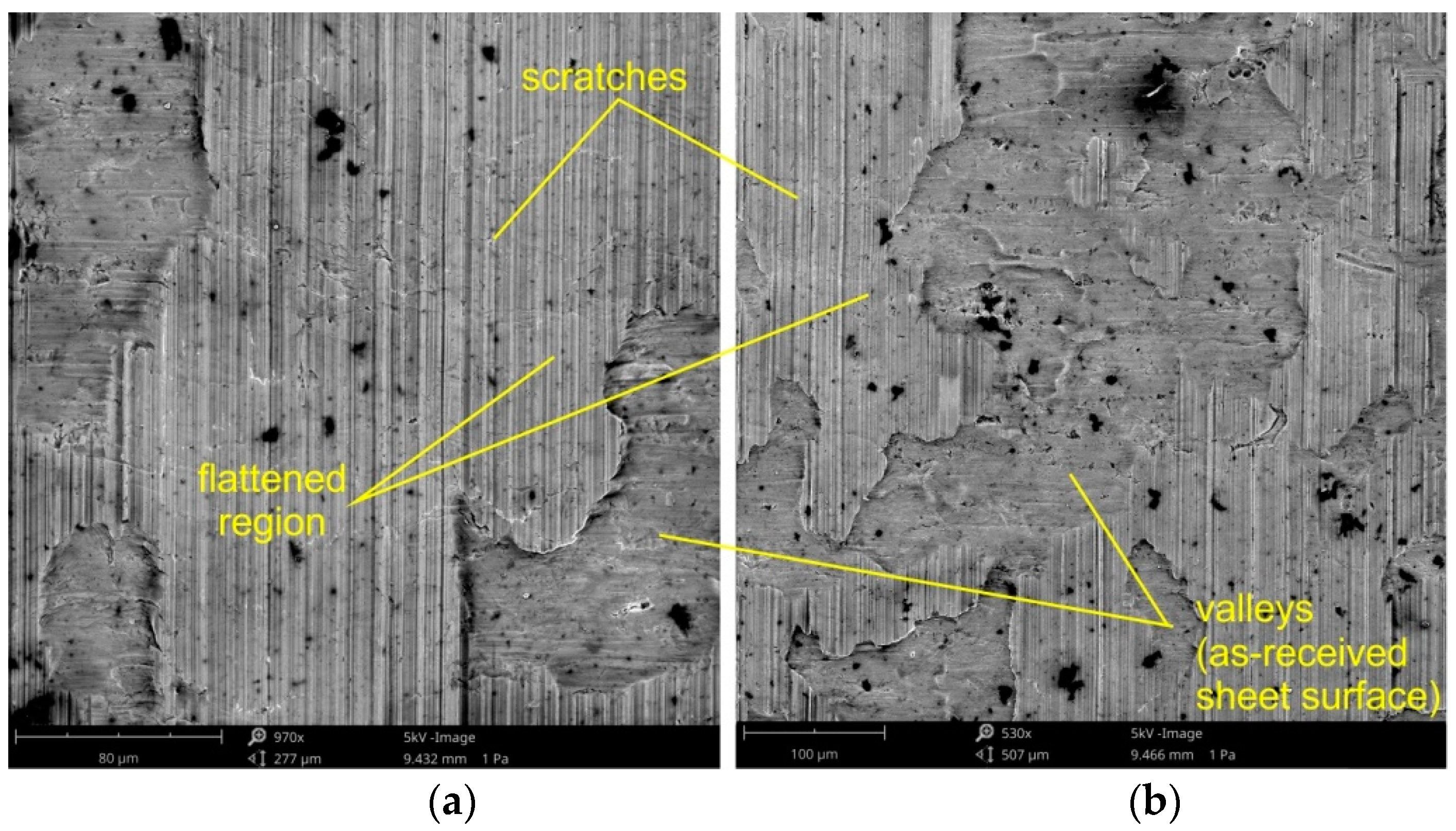
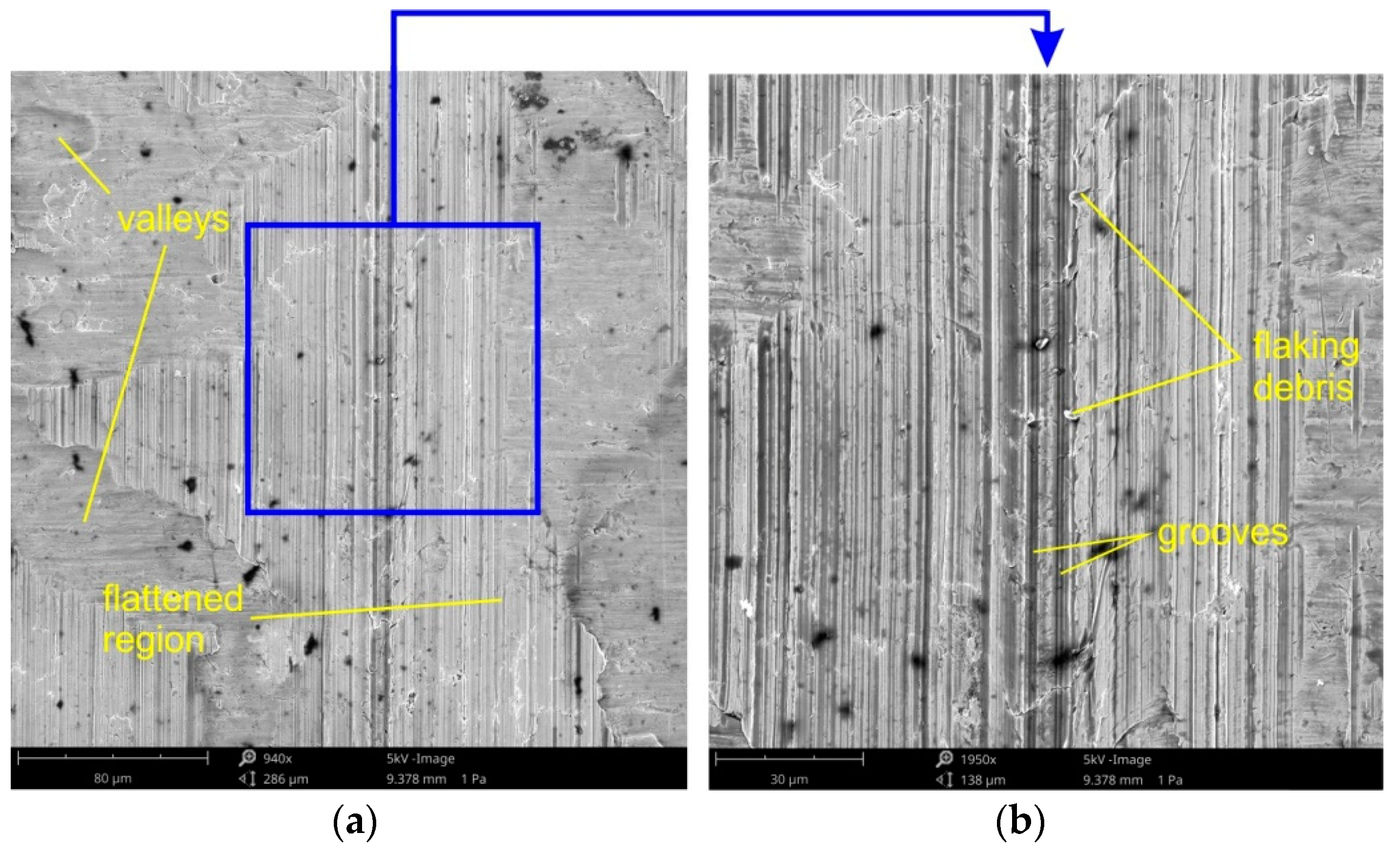
3.5. Friction Mechanisms
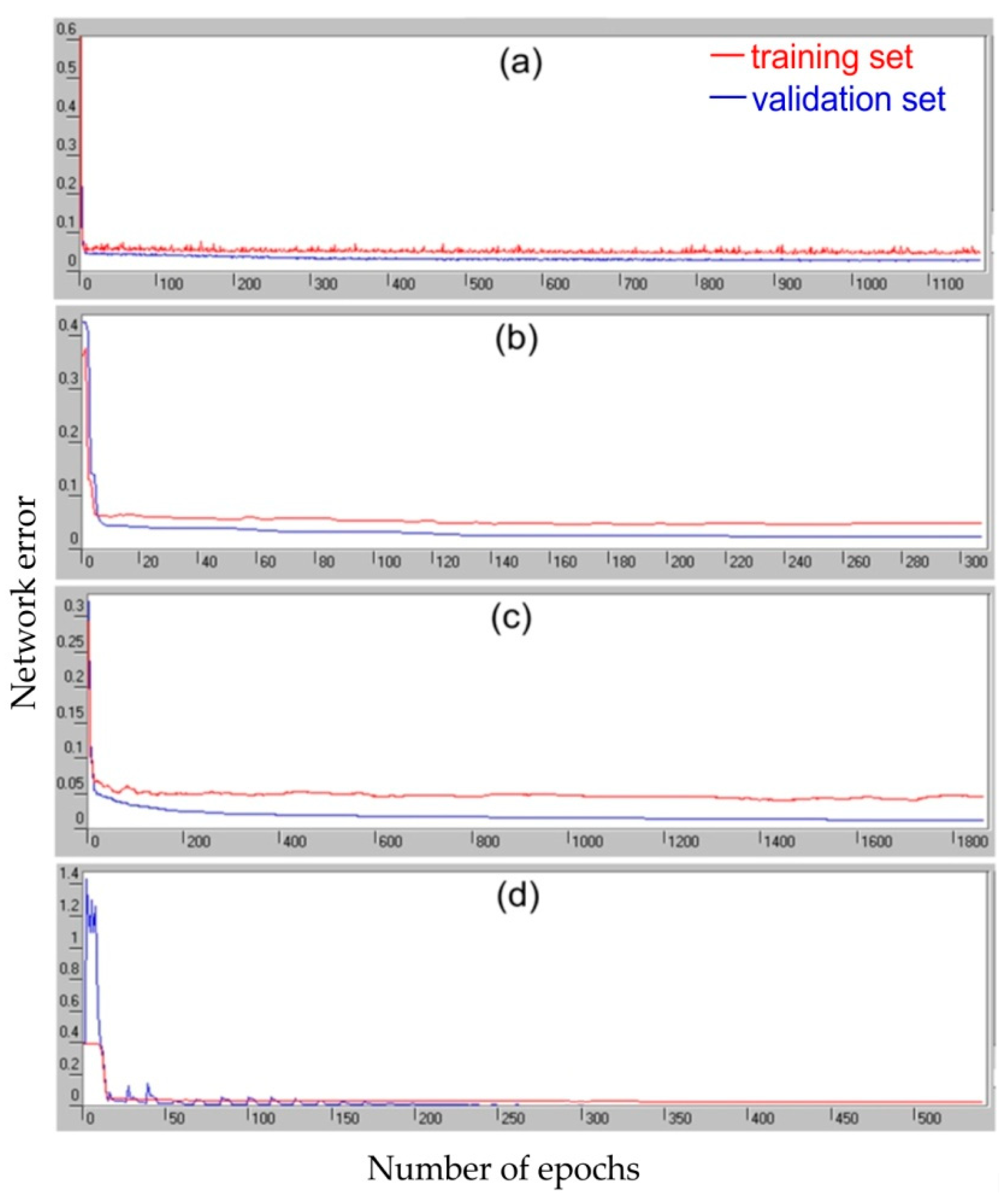
3.6. Artificial Neural Networks
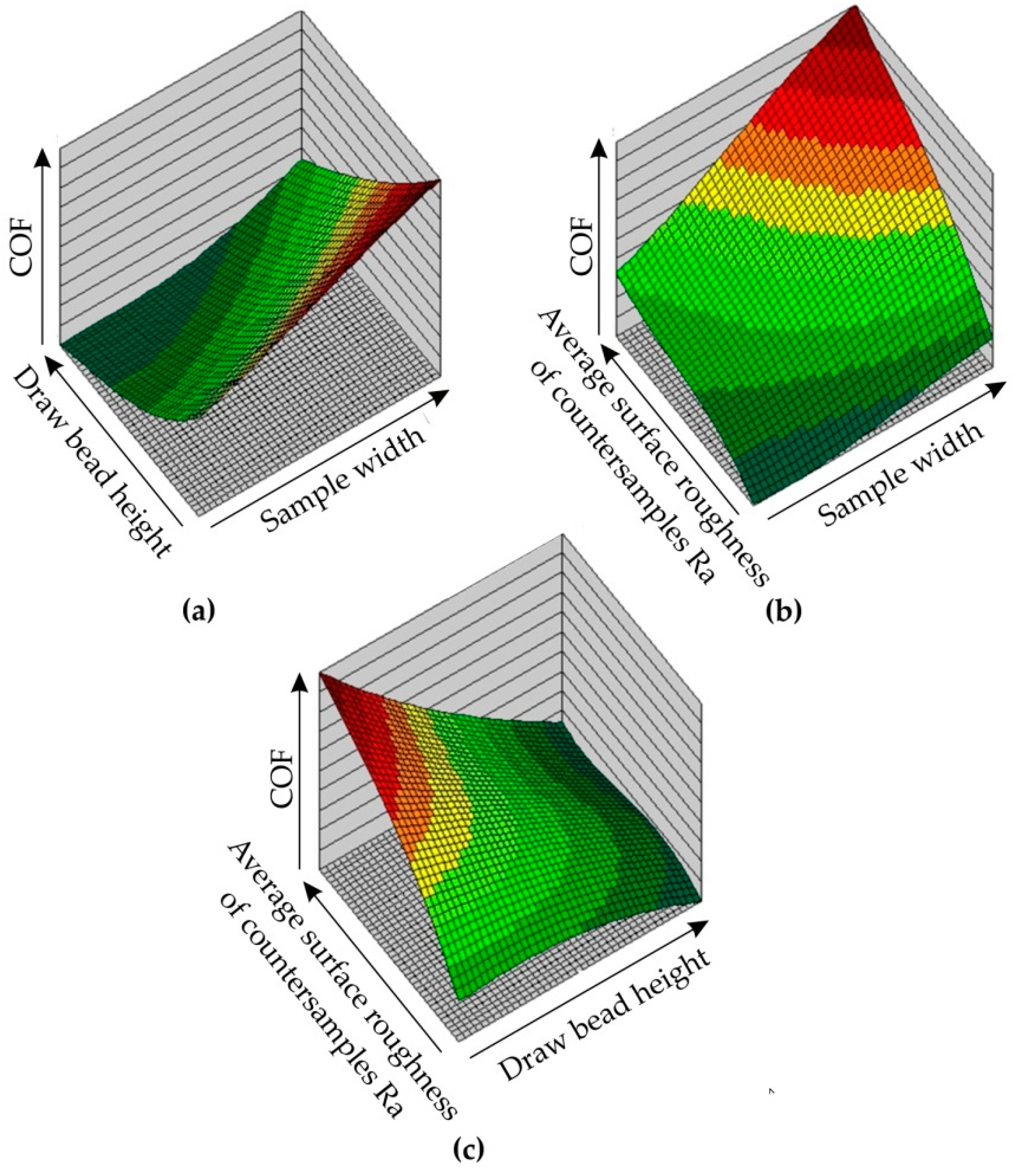
- The greater the drawbead height, the smaller the value of the COF (Figure 27a);
- An increase in the width of the sample leads to an increase in the value of the COF (Figure 27b);
- The greater the width of the sample, the greater the increase in the value of the COF (Figure 27b);
- Increasing the average surface roughness of countersamples increases the value of the COF, at low drawbead height values the increase is very fast, while the higher the drawbead height, the more equal the COF values are (Figure 27c).
4. Conclusions
- The width of the sheet strip tested in the drawbead simulator determines its behaviour during deformation, and thus, the real contact area of the sheet with countersamples. An increase in the width of the sample leads to an increase in the value of the COF.
- The chlorine-based HD 1150 compound was more effective in reducing COF than LAN-46 machine oil.
- Increasing the surface roughness of the countersamples reduces lubrication efficiency.
- The tests with the highest analysed drawbead height (h = 18 mm) did not show any significant influence of height on lubrication efficiency of the LAN-46 machine oil.
- Although the values of the COF for the two analysed sample orientations did not differ by more than 0.025, in most of the analysed cases, the COF value was higher for the sample orientation 90°.
- Analysis of the specimen surfaces after friction tests revealed that the main friction mechanisms while testing DC04 steel sheets are flattening, roughening and adhesion. The surface layer of the tested sheets while passing through the drawbead with the height h = 18 mm in dry friction conditions is characterized by severe adhesion, which leads to a grid of cracks.
- The most effective algorithm for the ANN training process was the quasi-Newton algorithm. The correlation coefficient of COF values presented at the network output during the training process and the values obtained as a result of the operation of the network 5:5-8-1:1 trained with this algorithm was approximately 0.996.
- Conclusions made on the basis of the response surfaces of ANN are in good agreement with the experimental results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jurkovic, M.; Jurkovic, Z.; Buljan, S. The tribological state test in metal forming processes using experiment and modelling. J. Achiev. Mater. Manuf. Eng. 2006, 18, 384–386. [Google Scholar]
- Cora, N.; Agcayazi, A.; Namiki, K.; Sofuoglu, H.; Koc, N. Die wear in stamping of advanced high strength steels—Investigations on the effects of substrate material and hard-coatings. Tribol. Int. 2012, 52, 50–60. [Google Scholar] [CrossRef]
- Trzepieciński, T. A Study of the Coefficient of Friction in Steel Sheets Forming. Metals 2019, 9, 988. [Google Scholar] [CrossRef] [Green Version]
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Ståhl, J.E. Improved Tribotesting for Sheet Metal Forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Ma, R.; Zhao, J.; Zhao, J. Calculation method and experimental study of coulomb friction coefficient in sheet metal forming. J. Manuf. Process. 2017, 27, 123–137. [Google Scholar] [CrossRef]
- Volk, M.; Nardin, B.; Dolšak, B. Application of numerical simulations in deep-drawing proces and holding system with segments’ inserts. Stroj. Vestn.—J. Mech. Eng. 2011, 57, 697–703. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Vilhena, L.M.S.; Vižintin, J. Surface topography modeling for reduced friction. Stroj. Vestn.—J. Mech. Eng. 2011, 57, 674–680. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Slota, J.; Jurcisin, M.; Spisak, E. Experimental and numerical analysis of local mechanical properties of drawn part. Key Eng. Mater. 2014, 586, 245–248. [Google Scholar] [CrossRef]
- Zdravacká, E.; Slota, J.; Solfronk, P.; Kolnerová, M. Evaluation of the effect of different plasma-nitriding parameters on the properties of low-alloy steel. J. Mater. Eng. Perform. 2017, 26, 3588–3596. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogaard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Hol, J.; Cid Alfaro, M.V.; de Rooij, M.B.; Meinders, T. Advanced friction modeling for sheet metal forming. Wear 2012, 286–287, 66–78. [Google Scholar] [CrossRef] [Green Version]
- Hol, J.; Meinders, V.T.; Geijsealaers, H.J.M.; van den Boogard, A.H. Multi-scale friction modeling for sheet metal forming: The mixed lubrication regime. Tribol. Int. 2015, 85, 10–25. [Google Scholar] [CrossRef]
- Pelcastre, L.; Hardell, J.; Prakash, B. Galling mechanisms during interaction of tool steel and Al-Si coated ultra-high strength steel at elevated temperature. Tribol. Int. 2013, 67, 263–271. [Google Scholar] [CrossRef]
- Pujante, J.; Vilaseca, M.; Casellas, D.; Prakash, B. Analysis of wear in industrial press hardening tools. In Proceedings of the International Deep-Drawing Research Group IDDRG 2016 Conference, Linz, Austria, 12–15 June 2016. [Google Scholar]
- Seshacharyulu, K.; Bandhavi, C.; Balu Naik, B.; Rao, S.S.; Singh, S.K. Understanding Friction in sheet metal forming-A review. Mater. Today Proc. 2018, 5, 18238–18244. [Google Scholar] [CrossRef]
- Adamus, J.; Dyja, K.; Więckowski, W. Influence of frictional conditions on strain distribution in sheet-metal forming of some parts. Obróbka Plastyczna Metali 2014, 25, 277–286. [Google Scholar]
- Gierzyńska, M. Friction, Wear and Lubrication in Metal Forming; WNT: Warsaw, Poland, 1983. [Google Scholar]
- Costa, K.L.; Hutchings, I.M. Effects of die surface patterning on lubrication in strip drawing. J. Mat. Proc. Technol. 2009, 209, 1175–1180. [Google Scholar] [CrossRef]
- Sheu, S.; Hector, L.G.; Richmond, O. Tool surface topographies for controlling friction and wear in metal-forming processes. Trans. ASME—J. Tribol. 1998, 120, 517–527. [Google Scholar] [CrossRef]
- Matuszak, A.; Gładysz, K. Definiowanie warunków tarcia podczas symulacji komputerowej procesów tłoczenia blach. Przegląd Mech. 2001, 60, 31–35. [Google Scholar]
- Merklein, M.; Bach, F.W.; Bouzakis, K.D.; Denkena, B.; Geiger, M.; Toenshoff, H.K. Simulation of Dynamic Lubricant Effects in Sheet Metal Forming Processes. Key Eng. Mater. 2010, 438, 171–178. [Google Scholar]
- Li, H.X.; Wen, X.Z.; Nan, Y. Study on effect of draw bead on slip line of stamping part surface. Mater. Res. Innov. 2011, 15, 340–342. [Google Scholar] [CrossRef]
- Samuel, M. Influence of drawbead geometry on sheet metal forming. J. Mater. Process. Technol. 2002, 122, 94–103. [Google Scholar] [CrossRef]
- Leocata, S.; Senner, T.; Saubiez, J.M.; Brosius, A. Influence of binder pressure zones on the robustness of restraining forces in sheet metal forming. Procedia Manuf. 2019, 29, 209–216. [Google Scholar] [CrossRef]
- Zhongqin, L.; Youxia, B.; Guanlong, C.; Gang, L. Study on the drawbead setting of the large deformation area in a trunk lid. J. Mater. Process. Technol. 2000, 105, 264–268. [Google Scholar] [CrossRef]
- Lee, M.G.; Chung, K.; Wagoner, R.H.; Keum, Y.T. A numerical method for rapid estimation of drawbead restraining force based on non-linear, anisotropic constitutive equations. Int. J. Solids Struct. 2008, 45, 3375–3391. [Google Scholar] [CrossRef] [Green Version]
- Murali, G.; Gopal, M.; Rajadurai, A. Analysis of Influence of Draw Bead Location and Profile in Hemispherical Cup Forming. Int. J. Eng. Technol. 2010, 2, 356–360. [Google Scholar] [CrossRef] [Green Version]
- Bassoli, E.; Sola, A.; Denti, L.; Gatto, A. Experimental approach to measure the restraining force in deep drawing by means of a versatile draw bead simulator. Mater. Manuf. Process. 2019, 34, 1286–1295. [Google Scholar] [CrossRef]
- Schmid, H.; Suttner, S.; Merklein, M. An incremental analysis of a deep drawing steel’s material behaviour undergoing the predeformation using drawbeads. J. Phys. Conf. Series 2017, 896, 012010. [Google Scholar] [CrossRef] [Green Version]
- Rosenkranz, A.; Marian, M.; Profito, F.J.; Aragon, N.; Shah, R. The Use of Artificial Intelligence in Tribology—A Perspective. Lubricants 2021, 9, 2. [Google Scholar] [CrossRef]
- Lemu, H.G.; Trzepieciński, T.; Kubit, A.; Fejkiel, R. Friction modeling of Al-Mg alloy sheets based on multiple regression analysis and neural networks. Adv. Sci. Technol. Res. J. 2017, 11, 48–57. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Szpunar, M. Assessment of the effectiveness of lubrication of Ti-6Al-4V titanium alloy sheets using radial basis function neural networks. Acta Polytechnica 2021, 61, 489–496. [Google Scholar] [CrossRef]
- Echávarri Otero, J.; De La Guerra Ochoa, E.; Chacón Tanarro, E.; Lafont Morgado, P.; Díaz Lantada, A.; Munoz-Guijosa, J.M.; Muñoz Sanz, J.L. Artificial neural network approach to predict the lubricated friction coefficient. Lubr. Sci. 2014, 26, 141–162. [Google Scholar] [CrossRef]
- Boidi, G.; Rodrigues da Silva, M.; Profito, F.J.J.; Machado, I.F. Using Machine Learning Radial Basis Function (RBF) Method for Predicting Lubricated Friction on Textured and Porous Surfaces. Surf. Topogr. Metrol. Prop. 2020, 8, 044002. [Google Scholar] [CrossRef]
- Prajapati, D.K.; Tiwari, M. Use of Artificial Neural Network (ANN) to Determining Surface Parameters, Friction and Wear during Pin-on-Disc Tribotesting. Key Eng. Mater. 2017, 739, 87–95. [Google Scholar] [CrossRef]
- Argatov, I.I.; Chai, Y.S. Artificial neural network modeling of sliding wear. Proc. Inst. Mech. Eng. Part. J J. Eng. Tribol. 2021, 235, 748–757. [Google Scholar] [CrossRef]
- Zhang, Z.; Barkoula, N.M.; Karger-Kocsis, J.; Friedrich, K. Artificial neural network predictions on erosive wear of polymers. Wear 2003, 255, 708–713. [Google Scholar] [CrossRef]
- Aleksendrić, D.; Barton, D. Neural network prediction of disc brake performance. Tribol. Int. 2009, 42, 1074–1080. [Google Scholar] [CrossRef]
- Bao, J.; Tong, M.; Zhu, Z.; Yin, Y. Intelligent tribological forecasting model and system for disc brake. In Proceedings of the 24th Chinese Control and Decision Conference (CCDC), Taiyuan, China, 23–25 May 2012; pp. 3870–3874. [Google Scholar]
- Quiza, R.; Figueira, L.; Davim, J. Comparing statistical models and artificial neural networks on predicting the tool wear in hard machining D2 AISI steel. Int. J. Adv. Manuf. Technol. 2013, 37, 641–648. [Google Scholar] [CrossRef]
- Ünlü, B.S.; Durmuş, H.; Meriç, C. Determination of tribological properties at CuSn10 alloy journal bearings by experimental and means of artificial neural networks method. Ind. Lubr. Tribol. 2012, 64, 258–264. [Google Scholar] [CrossRef]
- Shebani, A.; Iwnicki, S. Prediction of wheel and rail wear under different contact conditions using artificial neural networks. Wear 2018, 406–407, 173–184. [Google Scholar] [CrossRef] [Green Version]
- Pai, P.; Mathew, M.; Stack, M.; Rocha, L. Some thoughts on neural network modelling of microabrasion–corrosion processes. Tribol. Int. 2008, 41, 672–681. [Google Scholar]
- Jiang, Z.; Zhang, Z.; Friedrich, K. Prediction on wear properties of polymer composites with artificial neural networks. Compos. Sci. Technol. 2007, 67, 168–176. [Google Scholar] [CrossRef]
- Kadi, H. Modeling the mechanical behavior of fiber-reinforced polymeric composite materials using artificial neural networks—A review. Compos. Struct. 2006, 73, 1–23. [Google Scholar] [CrossRef]
- Bhaumik, S.; Mathew, B.R.; Datta, S. Computational intelligence-based design of lubricant with vegetable oil blend and various nano friction modifiers. Fuel 2019, 241, 733–743. [Google Scholar] [CrossRef]
- Bhaumik, S.; Pathak, S.D.; Dey, S.; Datta, S. Artificial intelligence based design of multiple friction modifiers dispersed castor oil and evaluating its tribological properties. Tribol. Int. 2019, 140, 105813. [Google Scholar] [CrossRef]
- Humelnicu, C.; Ciortan, S.; Amortila, V. Artificial Neural Network-Based Analysis of the Tribological Behavior of Vegetable Oil-Diesel Fuel Mixtures. Lubricants 2019, 7, 32. [Google Scholar] [CrossRef] [Green Version]
- Argatov, I. Artificial Neural Networks (ANNs) as a novel modeling technique in tribology. Front. Mech. Eng. 2019, 5, 30. [Google Scholar] [CrossRef] [Green Version]
- Sha, W.; Edwards, K. The use of artificial neural networks in materials science based research. Mater. Des. 2007, 28, 1747–1752. [Google Scholar] [CrossRef]
- Frangu, L.; Ripa, M. Artificial neural networks applications in tribology—A survey. In Proceedings of the NIMIA-SC2001—2001 NATO Advanced Study Institute on Neural Networks for Instrumentation, Measurement, and Related Industrial Applications, Study Cases. Crema, Italy, 9–20 October 2001; pp. 1–6. [Google Scholar]
- EN 10130. Cold Rolled Low Carbon Steel Flat Products for Cold Forming—Technical Delivery Conditions; European Committee for Standardization: Brussels, Belgium, 2009.
- EN ISO 6892-1. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; European Committee for Standardization: Brussels, Belgium, 2016.
- EN ISO 25178-6. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 6: Classification of Methods for Measuring Surface Texture; International Organization for Standardization: Geneva, Switzerland, 2010.
- Nanayakkara, N.K.B.M.P.; Kelly, G.L.; Hodgson, P.D. Determination of the coefficient of friction in partially penetrated draw beads. Steel Grips 2004, 2, 677–680. [Google Scholar]
- IEC 62053-11:2003. Electricity Metering Equipment (a.c.)—Particular Requirements—Part 11: Electromechanical Meters for Active Energy (Classes 0,5, 1 and 2); International Electrochemical Commision: Geneva, Switzerland, 2003.
- Menciassi, A.; Eisinberg, A.; Scalari, G.; Anticoli, C.; Carrozza, M.C.; Dario, P. Force feedback-based microinstrument for measuring tissue properties and pulse in microsurgery. In Proceedings of the 2001 ICRA IEEE International Conference on Robotics and Automation, Seoul, South Corea, 21–26 May 2001; pp. 626–631. [Google Scholar]
- Kręcisz, D. The Study of the Flange Resistance Caused by the Action of Draw Beads in the Sheet Metal Forming. Ph.D. Thesis, Wroclaw University of Technology, Wrocław, Poland, 2005. [Google Scholar]
- Meinders, V.T. Developments in Numerical Simulations of the Real-Life Deep Drawing Process. Ph.D. Thesis, University of Twenty, Enschede, The Netherlands, 2000. [Google Scholar]
- Szpunar, M.; Trzepieciński, T.; Żaba, K.; Ostrowski, R.; Zwolak, M. Effect of Lubricant Type on the Friction Behaviours and Surface Topography in Metal Forming of Ti-6Al-4V Titanium Alloy Sheets. Materials 2021, 14, 3721. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Neto, D.M.; Pais, M.; Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Thermomechanical analysis of the draw bead test. Adv. Mater. Process. Technol. 2019, 5, 401–417. [Google Scholar] [CrossRef]
- Demeri, M.Y. Drawbeads in sheet metal forming. J. Mater. Eng. Perform. 1993, 2, 863–866. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, W.; Yang, G.; Li, J.; Yang, L.; Zhou, D.; Du, C.; Li, K.; Rawya, B. Test of Inclined Double Beads on Aluminum Sheets; SAE Technical Paper; No. 2018-01-1221; SAE: Miami, FL, USA, 2018. [Google Scholar]
- Shirakami, S.; Hama, T.; Yoshida, T.; Takuda, H.; Mizumura, M.; Suehiro, M. Development of measurement method of draw bead parameters for CAE analysis. AIP Conf. Proc. 2013, 1567, 804. [Google Scholar]
- Bay, N.; Olsson, D.D.; Andreasen, J.L. Lubricant test methods for sheet metal forming. Tribol. Int. 2008, 41, 844–853. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Lemu, H.G. Application of genetic algorithms to optimize neural networks for selected tribological tests. J. Mech. Eng. Autom. 2012, 2, 69–76. [Google Scholar]
- Argatov, I.I.; Chai, Y.S. An artificial neural network supported regression model for wear rate. Tribol. Int. 2019, 138, 211–214. [Google Scholar] [CrossRef]
- Hagan, M.T.; Menhaj, M.B. Training Feedforward Networks with the Marquardt Algorithm. IEEE Trans. Neural Netw. 1994, 5, 989–993. [Google Scholar] [CrossRef]
- Marquardt, D. An algorithm for least squares estimation of non-linear parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Blackwell, W.J. Neural network Jacobian analysis for high-resolution profiling of the atmosphere. EURASIP J. Adv. Signal. Process. 2012, 2012, 71. [Google Scholar] [CrossRef] [Green Version]
- Charalambous, C. Conjugate gradient algorithm for efficient training of artificial neural networks. IEE Proc.—G 1992, 139, 301–310. [Google Scholar] [CrossRef]
- Hagan, M.T.; Demuth, H.B.; Beale, M.H. Neural Network Design; PWS Publishing: Boston, MA, USA, 1996. [Google Scholar]
- Gill, P.; Murray, W.; Wright, M. Practical Optimization; Academic Press: New York, NY, USA, 1981. [Google Scholar]
- Liujie, X.; Davim, P.; Cardoso, R. Prediction on tribological behaviour of composite PEEK-CF30 using artificial neural networks. J. Mater. Proc. Technol. 2007, 189, 374–378. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Effect of Computational Parameters on Springback Prediction by Numerical Simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef] [Green Version]
- Trzepiecinski, T.; Fejkiel, R. A 3D FEM-Based Numerical Analysis of the Sheet Metal Strip Flowing Through Drawbead Simulator. Metals 2020, 10, 45. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Lemu, H.G. Improving Prediction of Springback in Sheet Metal Forming Using Multilayer Perceptron-Based Genetic Algorithm. Materials 2020, 13, 3129. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Guo, B.; Shan, D. Friction related size-effect in microforming—A review. Manuf. Rev. 2014, 1, 23. [Google Scholar] [CrossRef] [Green Version]
- Livingstone, D.J. Artificial Neural Networks: Methods and Applications; Humana Press: Totova, NJ, USA, 2011. [Google Scholar]
- Krogh, A. Learning and Generalization in Neural Networks; Københavns Universitet: Copenhagen, Denmark, 1991. [Google Scholar]
- Yegnanarayana, B. Artificial Neural Networks; Prentice Hall of India: New Delhi, India, 2006. [Google Scholar]
- Hertz, J.; Krogh, A.; Palmer, R.G. Introduction to the Theory of Neural Computation; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Orientation | Yield Stress Rp02, MPa | Uniaxial Tensile Stress Rm, MPa | Elongation A50, % | Strengthening Coefficient K, MPa | Strain Hardening Exponent n |
|---|---|---|---|---|---|
| 0° | 184.5 ± 3.0 | 303.9 ± 6.2 | 23.0 ± 0.6 | 490.4 ± 5.8 | 0.205 ± 0.003 |
| 90° | 176.1 ± 0.5 | 296.0 ± 0.7 | 22.8 ± 0.3 | 465.7 ± 3.9 | 0.169 ± 0.002 |
| Sa, μm | Sq, μm | Sp, μm | Sv, μm | Sz, μm | Sal, mm | Str | Sdq | Ssk | Sku |
|---|---|---|---|---|---|---|---|---|---|
| 1.32 | 1.54 | 10.48 | 10.31 | 20.79 | 0.05 | 0.93 | 0.15 | −0.13 | 2.11 |
| Back Propagation Algorithm | Conjugate Gradients Algorithm | Quasi-Newton Algorithm | Levengerg-Marquardt Algorithm | ||||
|---|---|---|---|---|---|---|---|
| T | V | T | V | T | V | T | V |
| 0.0316 | 0.0576 | 0.0286 | 0.0531 | 0.0158 | 0.0499 | 0.0195 | 0.0437 |
| Parameter | Back Propagation Algorithm | Conjugate Gradients Algorithm | Quasi-Newton Algorithm | Levenberg–Marquardt Algorithm | ||||
|---|---|---|---|---|---|---|---|---|
| T | V | T | V | T | V | T | V | |
| Data mean | 0.4553 | 0.4235 | 0.4553 | 0.4235 | 0.4553 | 0.4235 | 0.4553 | 0.4235 |
| Data SD | 0.1961 | 0.1981 | 0.1961 | 0.1981 | 0.1961 | 0.1981 | 0.1961 | 0.1981 |
| Error mean | −0.0003 | 0.006 | 8.7 × 10−5 | 0.0054 | 4.5 × 10−5 | 0.0129 | 3.08 × 10−6 | 0.0032 |
| Error SD | 0.0318 | 0.0537 | 0.0287 | 0.0536 | 0.0159 | 0.0490 | 0.0195 | 0.0443 |
| Abs error mean | 0.0249 | 0.0415 | 0.0227 | 0.0419 | 0.0123 | 0.0404 | 0.0159 | 0.0361 |
| SD ratio | 0.1621 | 0.2710 | 0.1465 | 0.2708 | 0.0813 | 0.2473 | 0.0998 | 0.2238 |
| Correlation | 0.9867 | 0.9651 | 0.9892 | 0.9660 | 0.9966 | 0.9717 | 0.9950 | 0.9760 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T.; Kubit, A.; Fejkiel, R.; Chodoła, Ł.; Ficek, D.; Szczęsny, I. Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming. Materials 2021, 14, 5887. https://doi.org/10.3390/ma14195887
Trzepieciński T, Kubit A, Fejkiel R, Chodoła Ł, Ficek D, Szczęsny I. Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming. Materials. 2021; 14(19):5887. https://doi.org/10.3390/ma14195887
Chicago/Turabian StyleTrzepieciński, Tomasz, Andrzej Kubit, Romuald Fejkiel, Łukasz Chodoła, Daniel Ficek, and Ireneusz Szczęsny. 2021. "Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming" Materials 14, no. 19: 5887. https://doi.org/10.3390/ma14195887
APA StyleTrzepieciński, T., Kubit, A., Fejkiel, R., Chodoła, Ł., Ficek, D., & Szczęsny, I. (2021). Modelling of Friction Phenomena Existed in Drawbead in Sheet Metal Forming. Materials, 14(19), 5887. https://doi.org/10.3390/ma14195887