3.1. Convex Bending
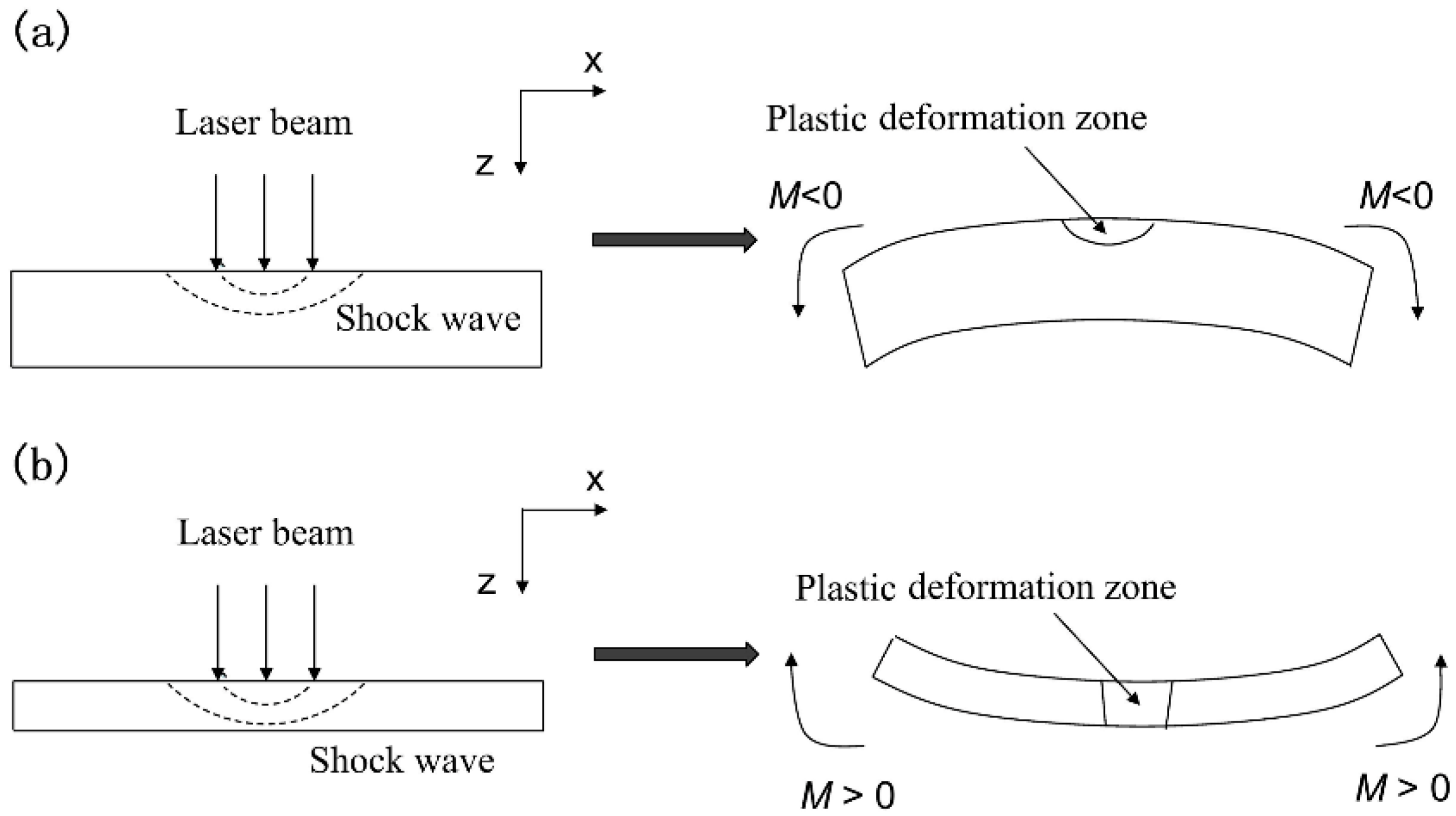
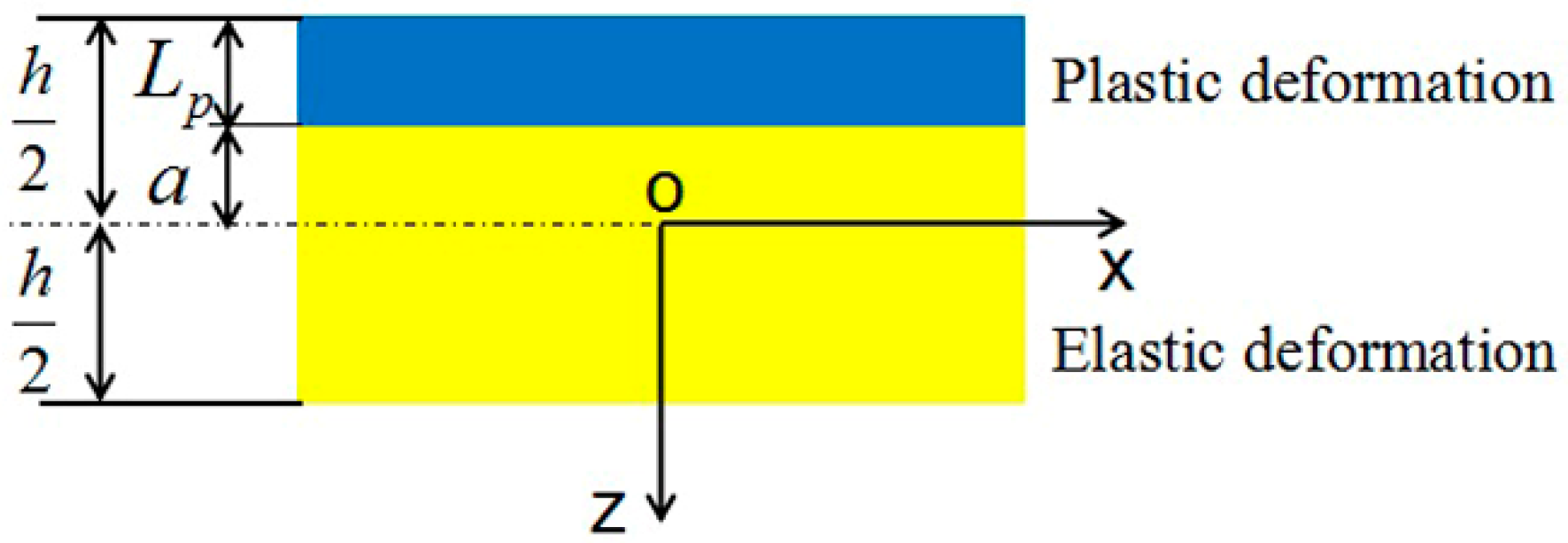
In this case, laser-induced compressive stress and plastic deformation are confined within a thin layer beneath the top surface. The material below the surface plastic deformation zone is subjected to an elastic deformation. Thus, we divide the sheet into two layers along the thickness direction: a surface plastic deformation zone and a lower elastic deformation zone. As shown in
Figure 2, under the laser-induced shock impact, the surface material is compressed to undergo a compressive strain along the
z axis. If the volume compression of the solid target is not considered, the strain parallel to the surface will extend in the transverse direction. In the lower layer zone, due to the deformation compatibility, the material will undergo elastic strain and stress. In formulating the process relationships, the following assumptions are made: (1) disregarding the laser-induced compressive stress gradient within the upper layer. This is to assume that the compressive stress along the depth is uniform, and (2) the planes perpendicular to the middle layer of the sheet stay perpendicular to it during bending.
Since there is no additional external mechanical force involved after laser peen forming, the in-plane force and the corresponding bending moment resulted from the stress should be self-equilibrium. Therefore, we have,
where
σ is the stress developed, and
z is the distance in the
z direction. According to assumption (2), the normal strain
ε in the
x axis direction at any coordinate points (
x,
z) can be expressed as the sum of the plane strain,
ε0, and the bending strain,
zk01:
where
k01 is the curvature of the middle layer.
Combining Equations (1) and (2) gives:
where
σym is the static yield strength of sheet material,
k is the average stress coefficient,
E is the elastic modulus of the metal material, and
h is the thickness of the metal sheet. The zone between [−
h/2, −
a] is subject to plastic deformation, and the zone between [−
a,
h/2] is elastic, as shown in
Figure 2. The depth of the plastic zone,
Lp, is
Combining Equations (4)–(6), we have the convex curvature:
From Equation (7), with the appropriate values of k and Lp, k01 can be derived.
3.1.1. Plastic Zone Length, Lp
The length of plastic zone,
Lp, is related to the laser peen forming parameters through the following relationships [
12,
13].
where
Ce is elastic wave velocity,
Cp is plastic wave velocity,
τ1 is the pressure pulse duration,
Pmax is the maximum pressure of laser-induced shock wave, and
HEL is Hugoniot elastic limit.
ν is Poisson’s ratio and
σdym is dynamic yield strength of the metal material, which is two to four times larger than static yield strength,
σym, under strong shock loading [
14]. For the confined configuration during laser shock processing,
τ1 is 2–3 times longer than laser pulse duration [
15].
Pmax can be estimated by [
16].
and
where
Z1 and
Z2 are the shock impedance of the confined medium and target material, respectively, and the unit is g/cm
2·s.
α is the interaction efficiency, and
ELaser is the energy of laser pulse.
αELaser contributes to the pressure increase.
R is the laser spot radius and
τ is the laser pulse duration, and the unit of
I is GW/cm
2.
3.1.2. Average Stress Coefficient k
If disregarding the disturbed condition, such as the influence of the reflected wave from the sample boundaries, the target surface will be subjected to the highest compressive residual stress because laser-induced shock wave attenuates rapidly in the thickness direction. In our analytical model, we simplify the stress distributions within the upper plastic zone to assume that they are uniform. We approximately take
σtop/2 as the average stress along the depth within the plastic zone.
σtop is the surface residual stress. Thus, the coefficient
k is given by
To validate the model, 2024 aluminum alloy was chosen as the target material, and water was used to act as the confining layer. Therefore,
Z1 = 0.148 × 10
6 g/cm
2·s,
Z2 = 1.506 × 10
6 g/cm
2·s,
σym = 290 MPa,
E = 72 GPa and
ν = 0.34. In our experiments, the laser energy ranged from 2 J to 6 J. The laser pulse length,
τ was about 20 ns,
R = 1.5 mm, and
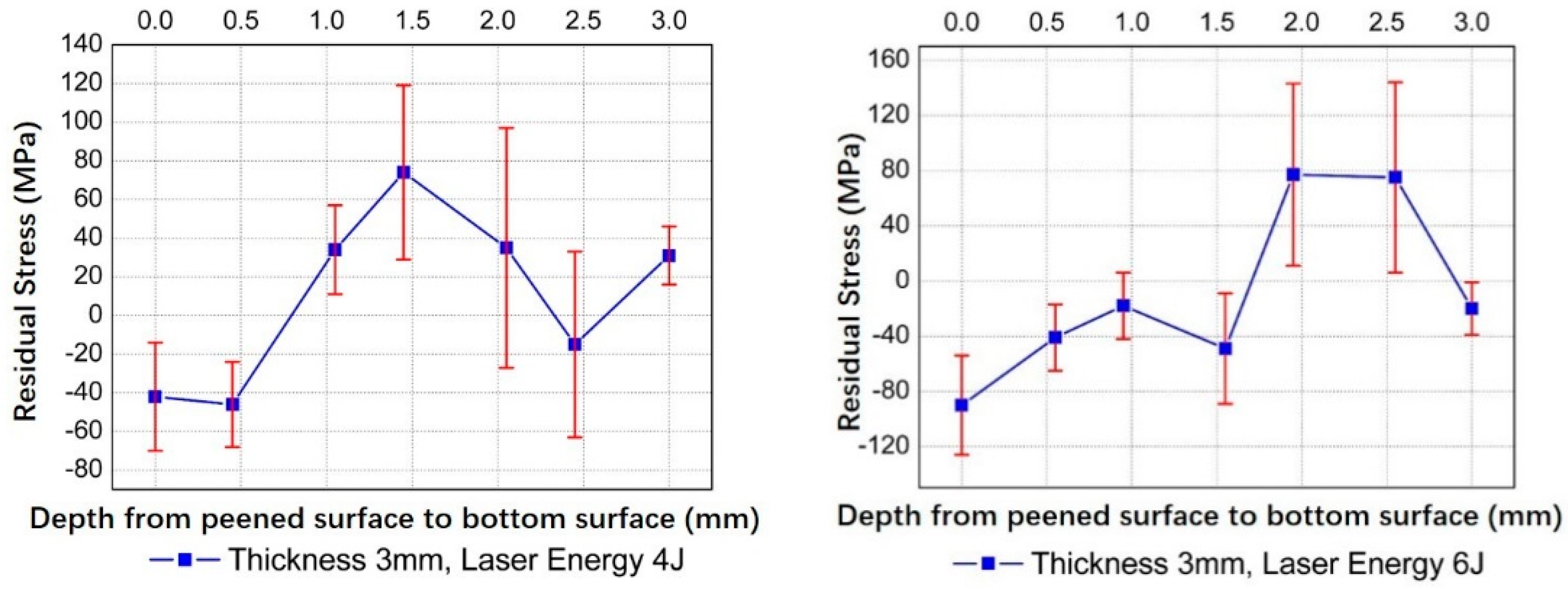
α = 0.2. Under these conditions, the target sheets of the thicknesses 2 mm and 3 mm had convex bending curvatures. We measured the surface residual stresses of these samples. The maximum amplitude of compressive residual stress for the 2 mm thickness sheet at 2 J laser pulse energy was about 60 MPa. For laser energy 5 J, the surface compressive residual stress was about 70 MPa. According to Equation (15), the average stress coefficients were 0.1 and 0.12, respectively. For a sheet of 3 mm thickness, the maximum amplitude of compressive stress induced at 4 J laser energy was about 80 MPa, and at 6 J, it was about 100 MPa. According to Equation (15), the stress coefficients were about 0.137 and 0.172. In Zhou’s work [
6], the maximum amplitude of the compressive stress for a 2 mm 2024 aluminum alloy sheet after bending at laser energy of 5.6 J was about 50 MPa, and it was about 80 MPa for a 3 mm plate. Hence, the average stress coefficients were 0.086 and 0.137, respectively. Combining the results of our experiments and Zhou’s results, the average stress coefficient ranged between 0.08~0.018 at laser energies ranging from 2 J to 6 J. So, in this work, we take the average stress coefficient
k = 0.1. It should be noted that, although 2024 aluminum alloy is chosen as the target material in our work, if one chooses other materials as the target, the average stress coefficient
k can also be taken in the same way.
3.2. Concave Bending
The bending mechanism of the concave deformation is significantly different from that of convex deformation. When the sheet thickness is small or laser pulse energy is large enough, laser-induced shock wave does not attenuate so seriously along the depth direction. In this case, SBM dominates the bending mechanism, and the analytical model based on SGM does not work. We therefore developed an analytical model for concave bending based on the energy transformation. Based on plate plastic deformation under a normal projectile impact [
17], the following assumptions are made: (1) the kinetic energy of the sheet is entirely transformed into its strain energy, (2) there is no plane distortion between the planes during laser shock forming, i.e., the volume of sheet is constant during laser peen forming, (3) the material is linear work hardening, and (4) disregarding the coupling effects among laser impacts, that is to say, the first laser impact determines the sheet curvature, and the following laser impacts only bend other zones to this curvature.
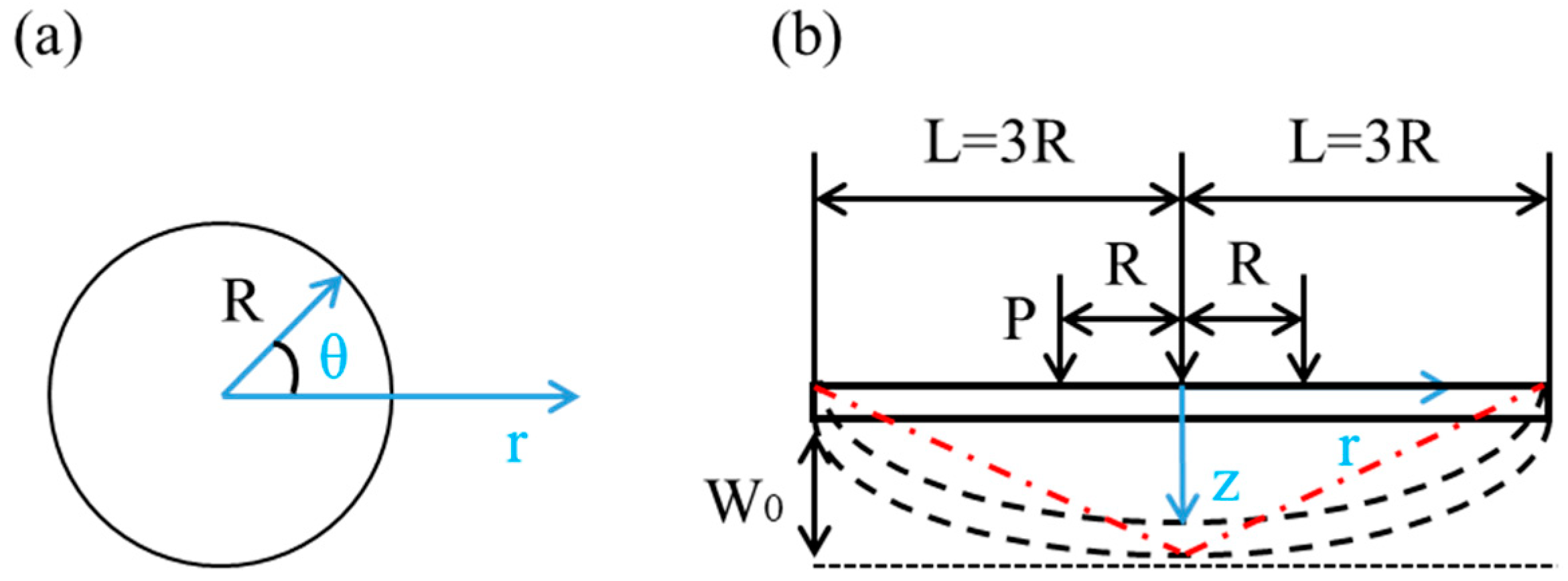
In this case, we apply a cylindrical coordinate system. As shown in
Figure 3, the laser shocked surface acts as a polar plane. The laser spot center is the origin and the thickness direction is the
z axis.
The plastic strain energy of the plate is
Ep, and the elastic strain energy is
Ee. The shock wave induced kinetic energy of plate is
Ek. Then, as we assumed that the kinetic energy of plate is transformed into the strain energy of plate entirely,
- (1)
Formulations of Ep and Ee
Their differential expressions are:
where
σ and
ε are the stress and strain, respectively. Subscripts
r and
θ refer to the radial and circumferential directions. Ω
1 represents the volume of the plastic zone and Ω
2 represents that of the elastic zone. The deflection of the plate under the impact of laser is
w(
r), so the radial strain and the circumferential strain can be expressed as:
Yield condition can be expressed as:
According to assumption (2), we have the normal stress
σz = 0, normal strain
εz = 0 and shear strains (
τrθ,
τθz and
τzr) are all 0; then, the yield condition becomes
According to assumption (3), the stress in elastic stage can be expressed as:
where
σ is the elastic stress,
E is the material elastic modulus, and
ε is the elastic strain. The stress in plastic stage can be expressed as:
where
σd is plastic stress,
σym is the static yield strength of the metal material,
EP is tangent modulus, and
εr1 is plastic strain.
Combining Equations (22) and (24), we have:
According to the relationship between the stress and strain during the elastic stage, we have
σθ1 =
νσr1, where
ν is Poisson’s ratio of the metal material. Then, simplifying Equation (25) gives:
Combining Equations (17) and (26) gives
If the plastic deformation zone does not transmit through the overall target thickness, a small layer of elastic deformation for concave bending will still exist. Then, we define the stress of elastic deformation zone as
σr2 =
kσym, where
k is average stress coefficient within this layer along the depth direction. Therefore, the elastic strain energy can be expressed as
The differentials of Ω
1 and Ω
2 can be expressed as
where
h is the thickness of target, and
Lp is the depth of plastic zone.
dεr1 integrates from 0 to
εr1, and
dεr2 integrates from 0 to
σym/
E. Hence, we have
where
L represents the transverse size of the deformation area of plate after laser peen forming, as shown in
Figure 3.
Here, the shock wave is simplified as a triangular wave, as shown in
Figure 4. Pulse duration of laser-induced shock wave is
τ1. According to the measurement of laser-induced shock wave duration by Fabbro [
16], we assume that the pressure reaches the maximum value
Pmax at
τ1/3.
P1 represents the pressure within the rising stage and
P2 the pressure within the declining stage.
According to
Figure 4,
P1 can be expressed as follows
Then according to the definition of the impulse, the impulse caused by the shock wave on the plate can be obtained.
where
R is the radius of the laser spot.
According to the experimental observation, we use line approximation to describe the deflection contour of plate after bending (shown with red dot-dashed line in
Figure 3), expressed approximately as follows,
in which
w0 is the maximum deflection at the laser spot center, as shown in
Figure 3. Then the expression of the point moving velocity
v(
r) along the
z axis on the plate during laser peen forming can be obtained as accordingly:
Combining the definition of the momentum and Equation (37), we have
So,
v0 can be expressed as
Then, we have the kinetic energy expression of plate as:
- (3)
Formulation of the concave curvature k02
From Equations (16), (31), and (32), we have the following relation
According to Equation (36), we have
Considering Equations (40)–(43),we have
Through Equation (44),
w0 can be solved. According to the geometric relation of an arc, one can obtain the curvature of the bending plate obtained through laser shock forming:
where
R’ is the radius of curvature, and
k02 is the curvature of the bending plate.
3.2.1. The Values of w0 and L
According to Equation (47), the key parameters to obtain a curvature are
w0 and
L.
w0 can be obtained from Equation (44). If
Lp estimated by Equation (8) is larger than the thickness
h of sheet,
Lp should be taken as
h. After the material and laser parameter are chosen,
Pmax can be estimated from Equations (12)–(14). The depth of plastic zone
Lp, and the impulse
I, are related to the maximum pressure of plasma
Pmax. According to the experiment,
L = 3
R is taken in this work, as shown in
Figure 3.
It should be noted that, only satisfying the condition for obtaining the real solution of Equation (44),
w0 can be derived. So, according to Equation (44),
That is, SBM can induce concave curvatures only if the depth of laser-shock-induced plastic deformation reaches above the threshold value (Lth), or else SBM should be disregarded.
3.2.2. Determination of Average Stress Coefficient, k
In this case, taking the same laser energy ranges from 2 J to 6 J, if other process parameters are the same as those for convex bending 2024 aluminum alloys with a thickness h1 = 1 mm, the sheet will bend concavely. We measured the stresses along the depth direction of the 1 mm sheet when the laser pulse energy was 2 J. The stress magnitude of the bottom surface was about 40 MPa. Therefore, we took the stress coefficient k = 0.07 when the depth of plastic deformation Lp estimated by Equation (8) exceeded the thickness of the sheet. Then, the third item of Equation (44) is zero and k is not needed.
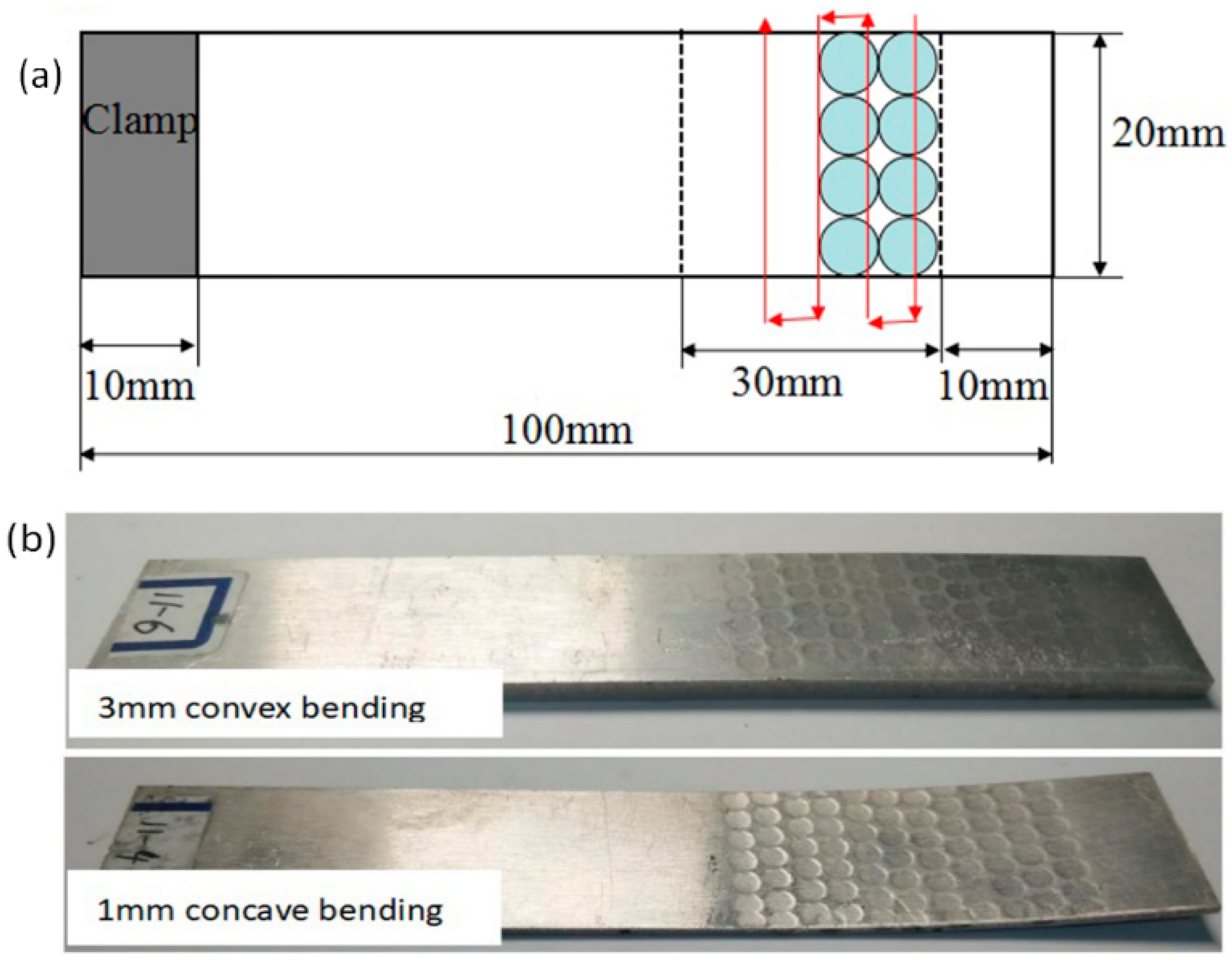
3.4. Experimental Validation
In order to validate the analytical model, a series of experiments were conducted using 2024 aluminum alloy plates with the same length and width but different thicknesses. The parameters of aluminum alloy plate are shown in
Table 2. The length of plates was 100 mm, and the width was 20 mm. The plates had three different thicknesses:
h1 = 1 mm,
h2 = 2 mm, and
h3 = 3 mm. Before laser peen forming, the plates were cleaned with alcohol. A 3M black tape of 0.1 mm thickness was placed on the plate surfaces as an absorbent layer. A water film acting as the confining layer and form a 2 mm thick flowing water film on the surface of the workpiece. The plates were clamped at one side like cantilever beams. A Q-switched Nd:YAG laser with a wavelength of 1064 nm was used. The laser pulse length was about 20 ns. The repetition rate ranged was 1 Hz, and laser pulse energy was between 2 J and 6 J. The radius of the circular laser beam spot with a uniform energy distribution was 1.5 mm, scanning speed was 3 mm/s, and number of scanning lines was 11. During the laser shock forming experiment, the laser beam impacted the surface along the normal of the surface as shown in
Figure 5. After the laser peen forming, residual stress distributions along the depth direction were measured with an X-350A type X-ray stress meter.
Figure 5 also shows typical convex and concave bending results.
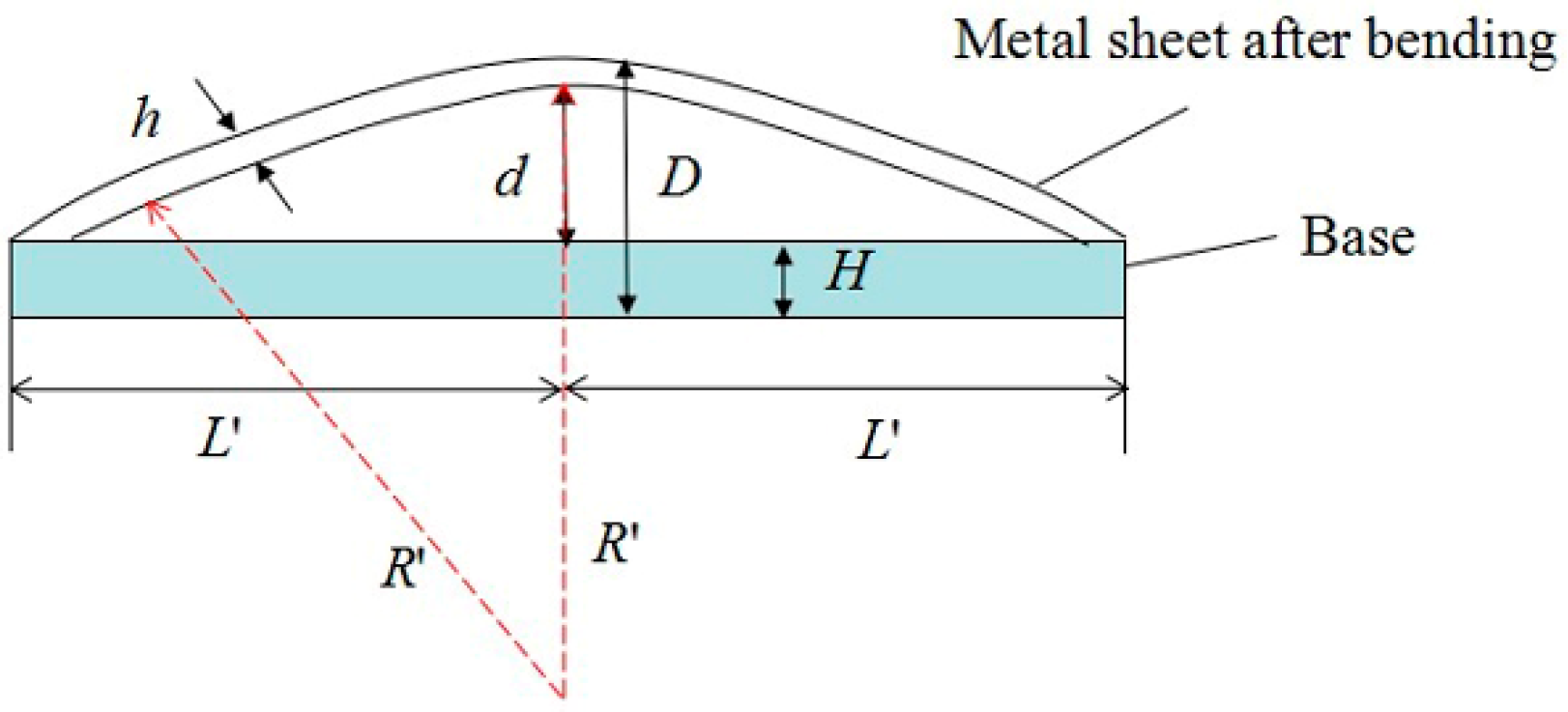
The arc height of the deformed plates was measured, as shown in
Figure 6, where
h is the thickness of the bending plate. 2 mm thick 2024 aluminum alloy is chosen as the base, and its half-length is
L’.
D is the maximum height between the bending plate and the base, which can be easily measured.
d is arc height, which equals to
D-
H-
h.
R’ is the approximate radius of bending plate, and
k0 is the curvature. The curvature of the concave geometry is defined to be positive and that of the convex geometry is negative. The same base of
L’ = 20 mm was used in this experiment. According to the geometry of the arc, one can deduce the following formula














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}