Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes


 ,
,  , and
, and _Kechagias.jpg)
Abstract
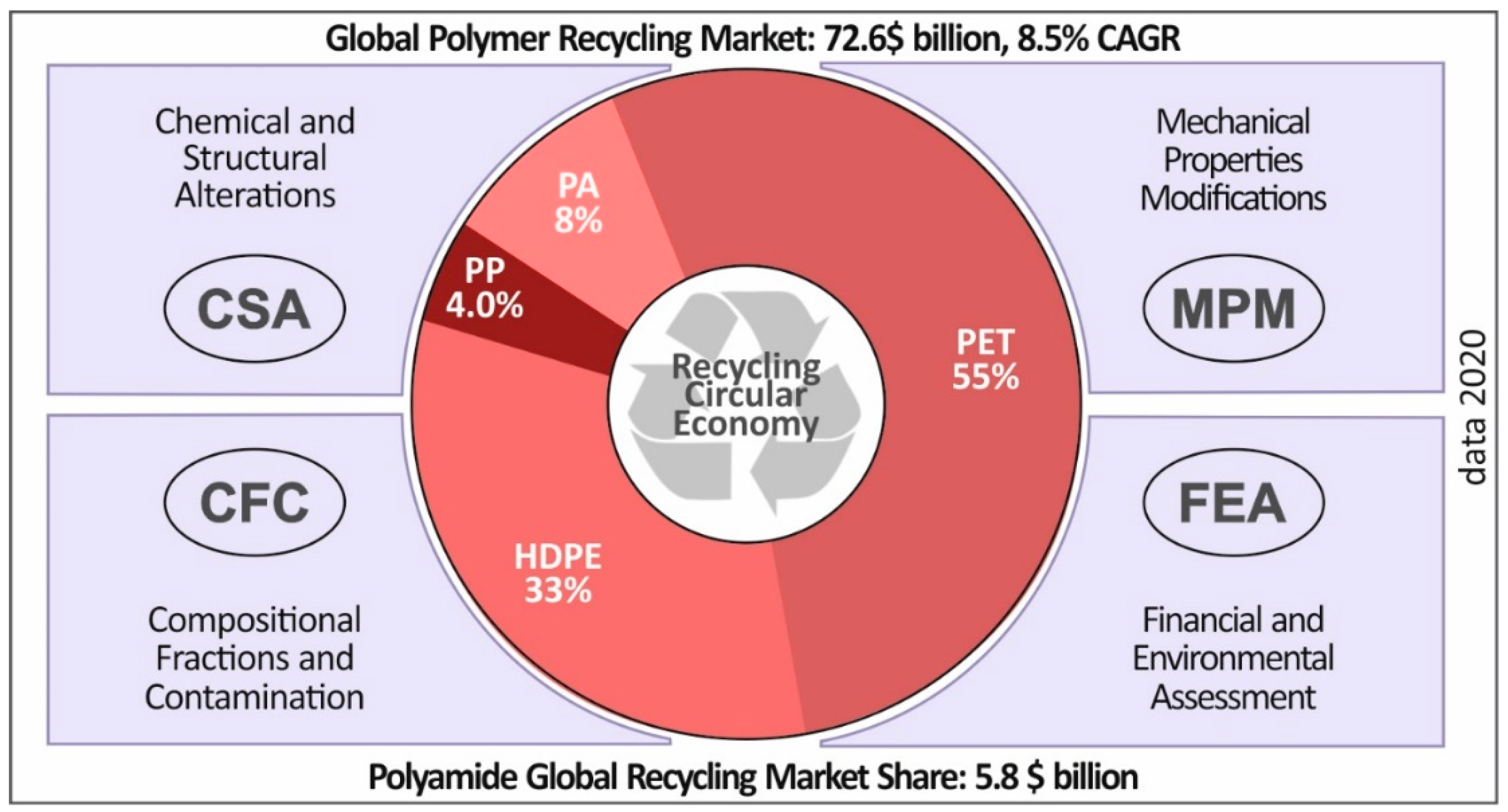
:1. Introduction
2. Materials and Methods
2.1. Materials
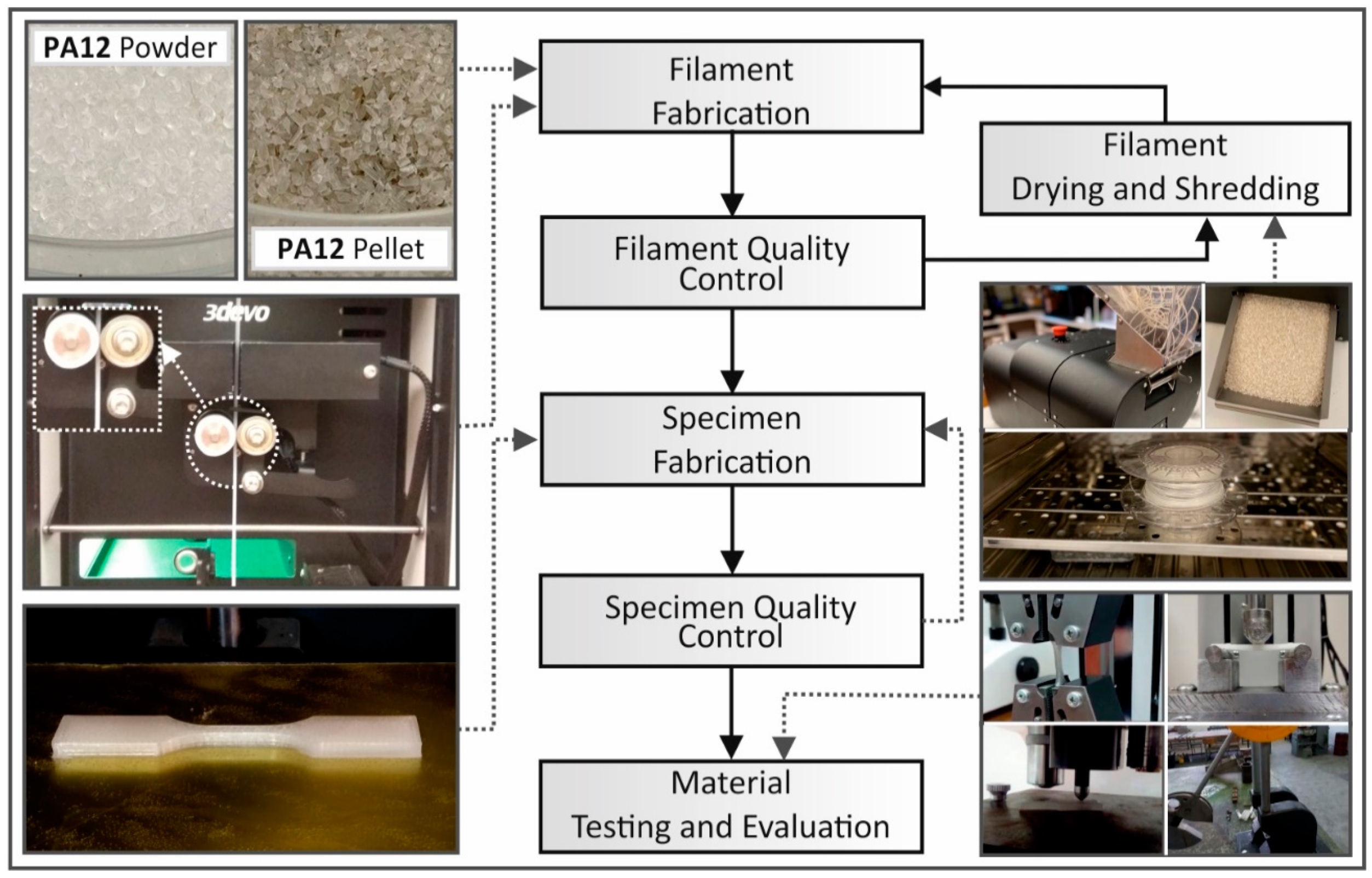
2.2. Methods
2.2.1. Recycling Process
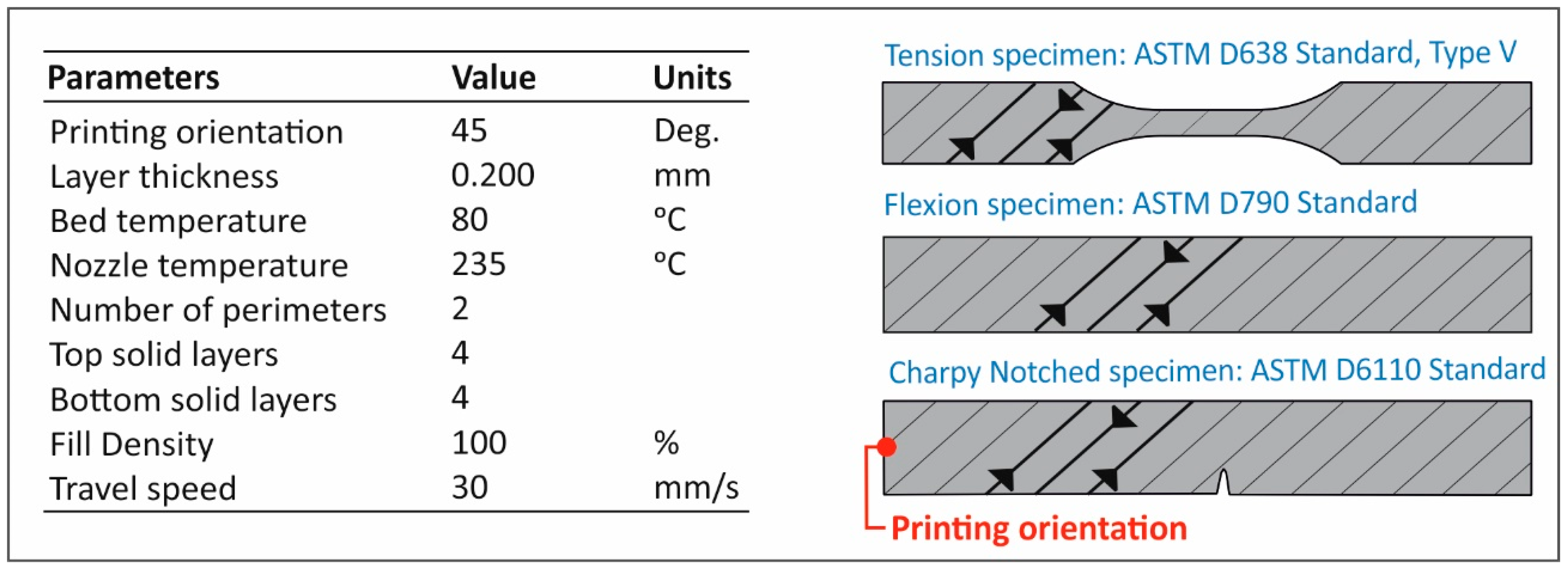
2.2.2. Tensile Specimens’ Fabrication and Testing
2.2.3. Flexion Specimens’ Fabrication and Testing
2.2.4. Impact Specimens’ Fabrication and Testing
2.2.5. Micro-Hardness Measurements
2.2.6. Thermal Analysis
2.2.7. Morphological Characterization
3. Results
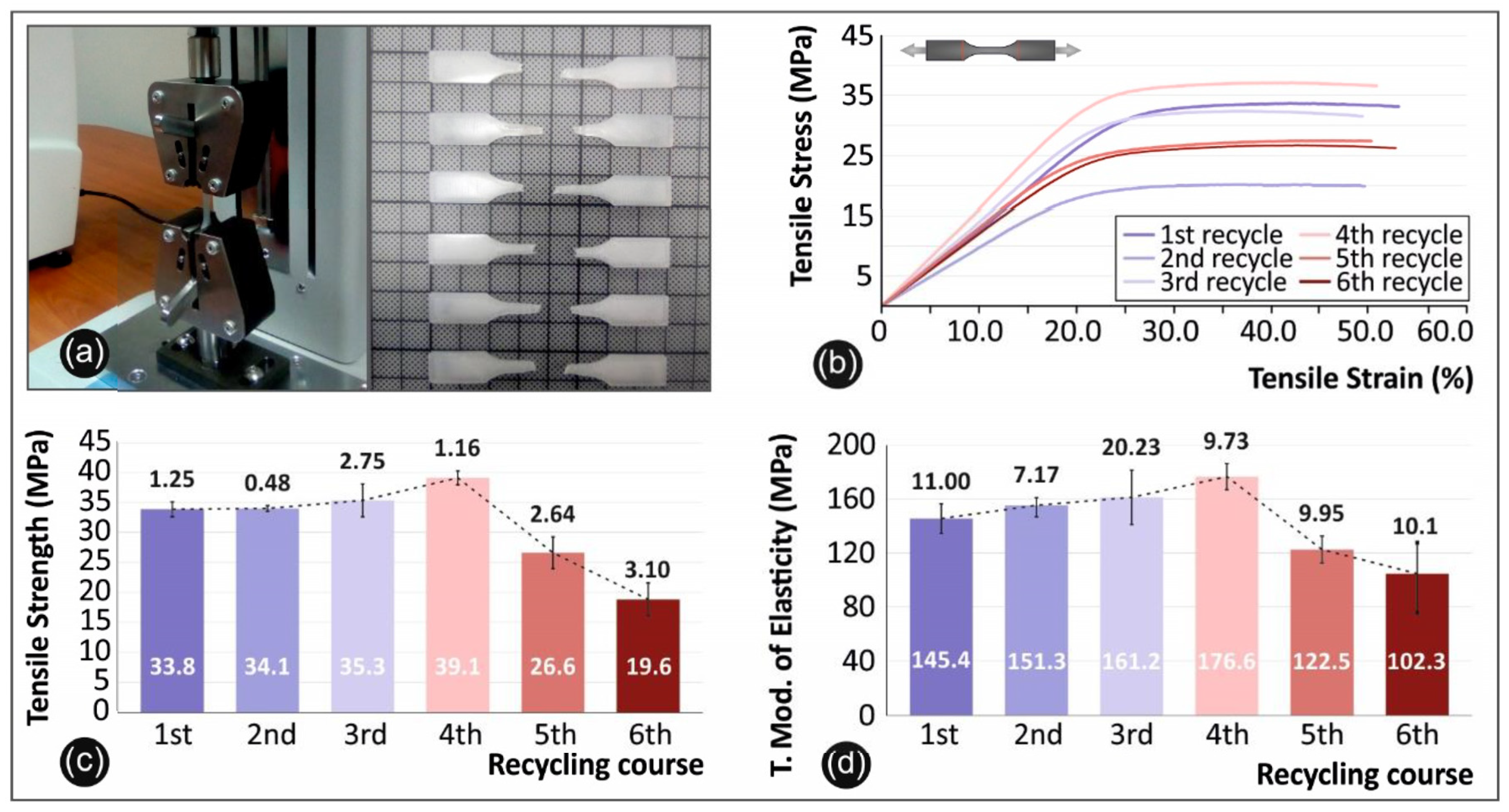
3.1. Tension Results
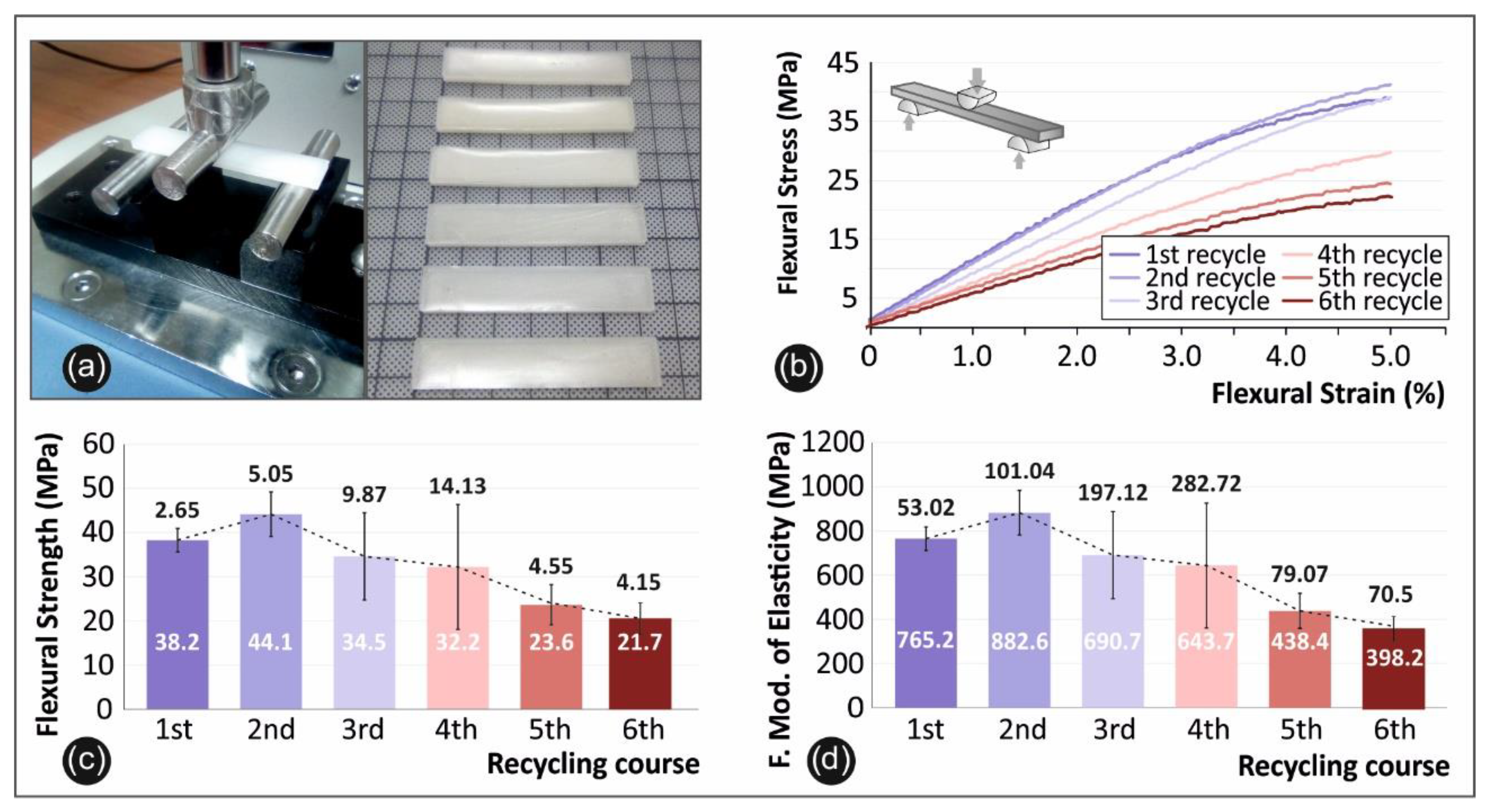
3.2. Flexion Results
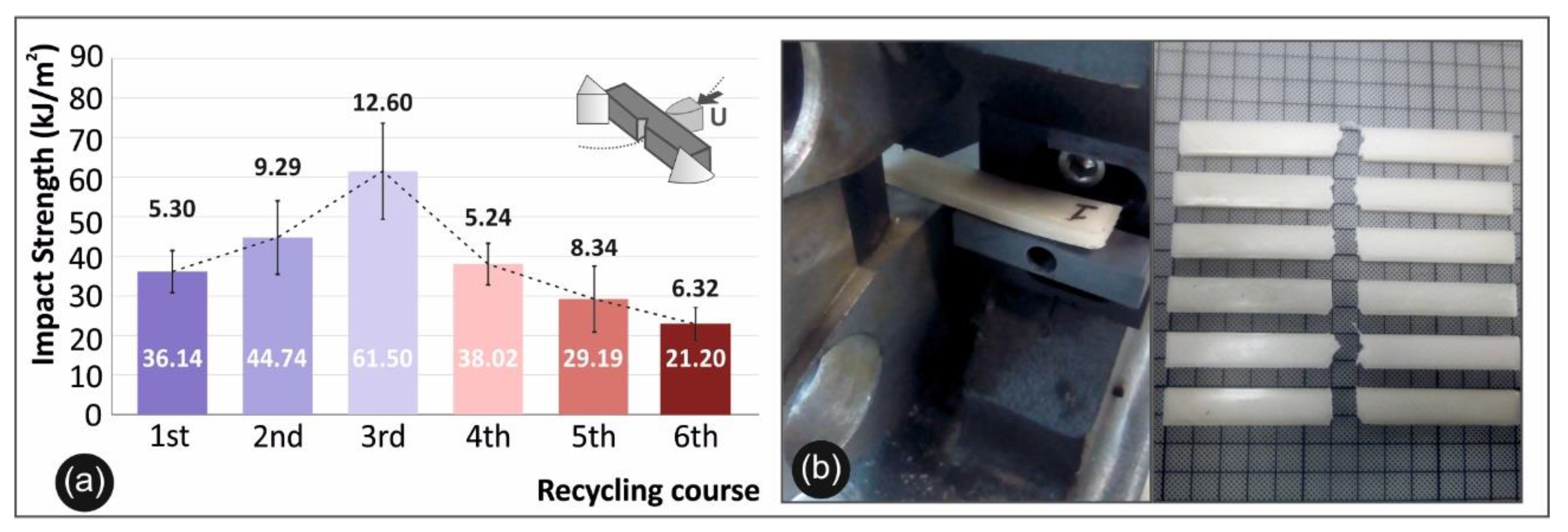
3.3. Impact Results
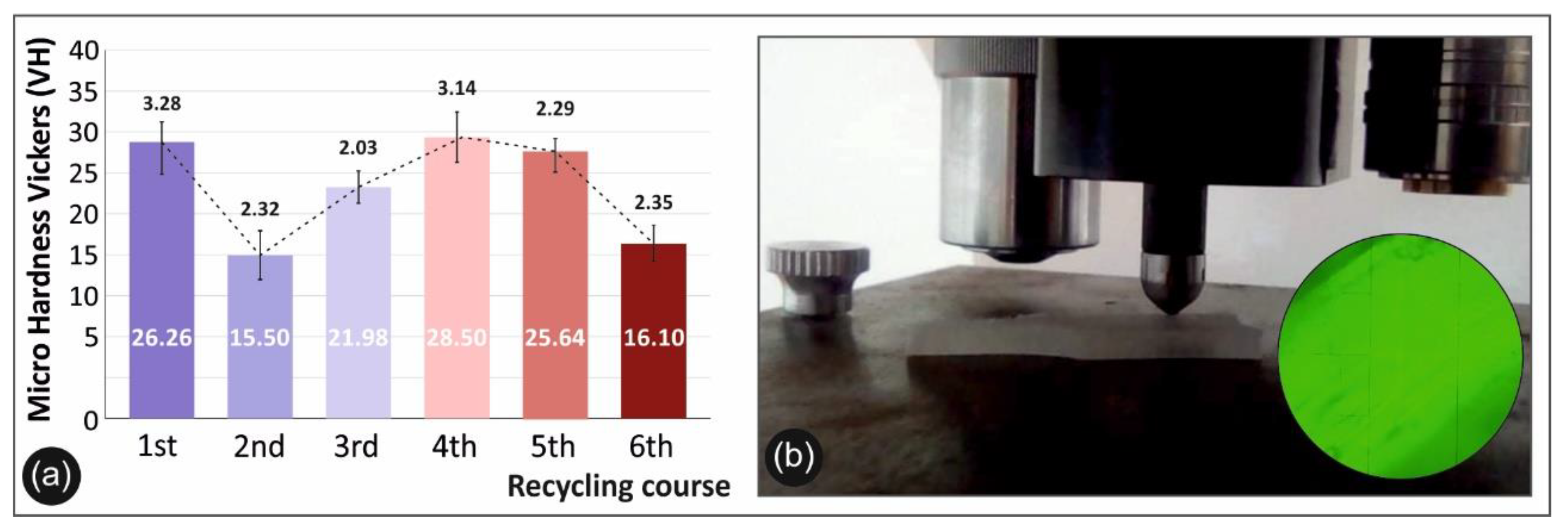
3.4. Micro-Hardness Results
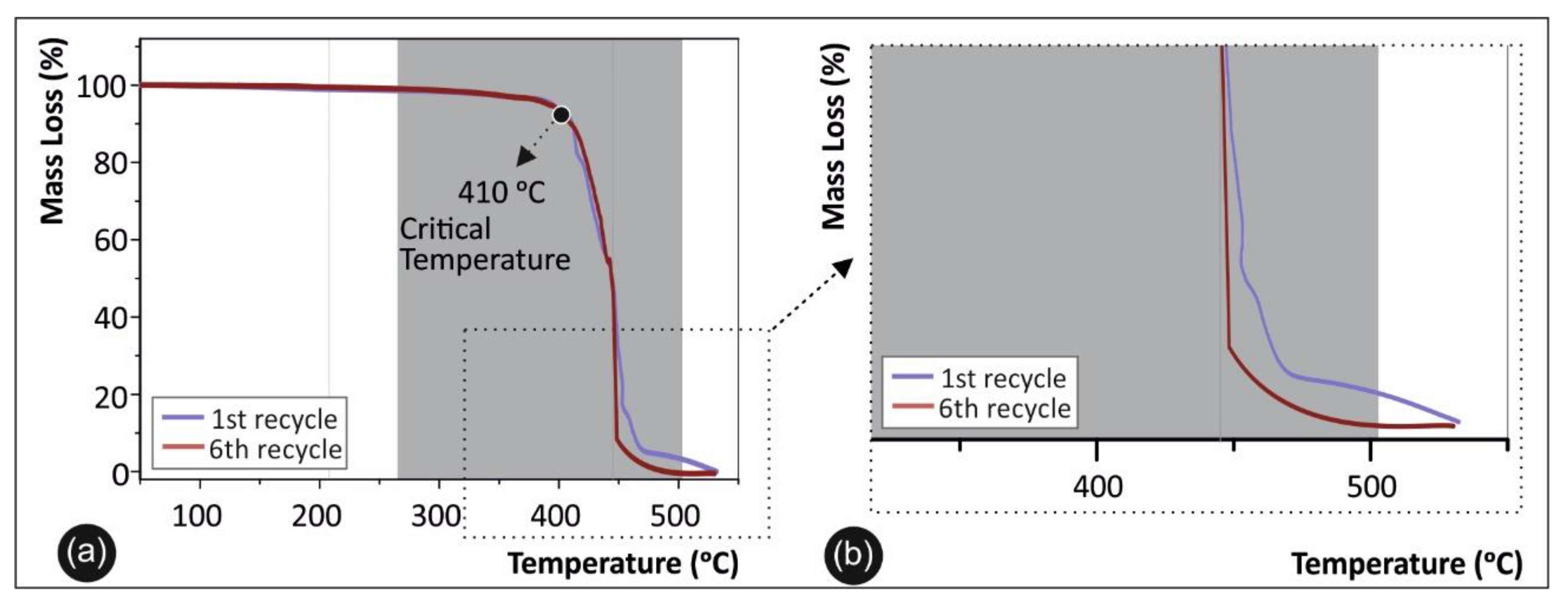
3.5. Thermal Analysis Results
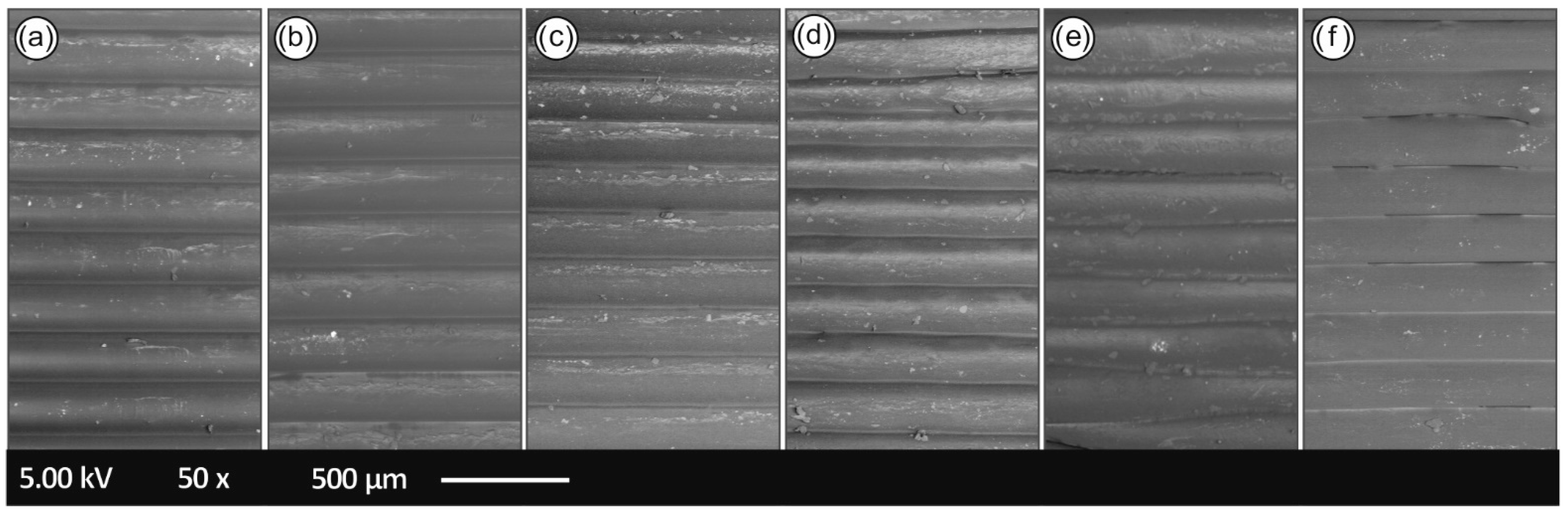
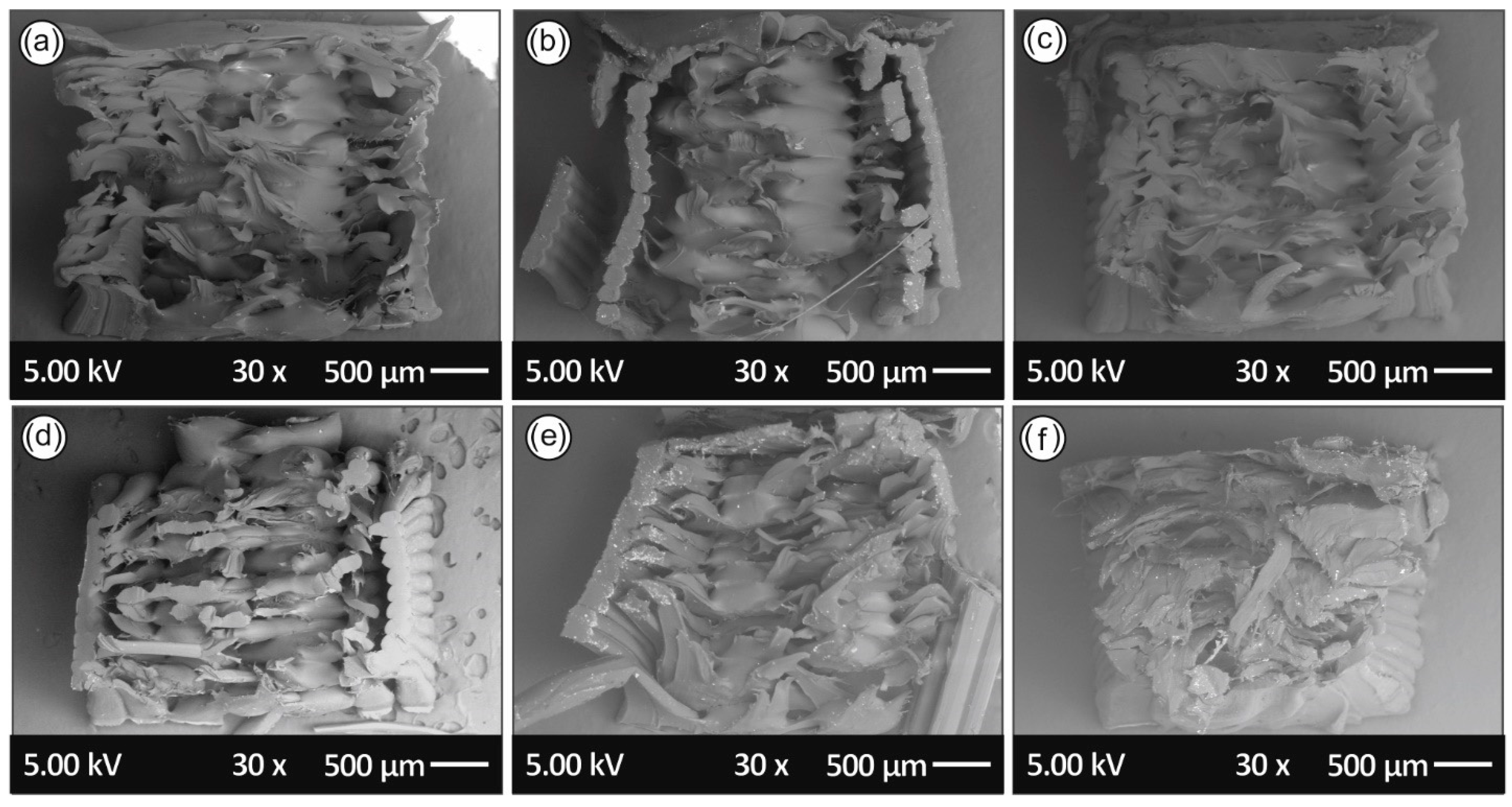
3.6. Morphological Characterization Results
4. Discussion
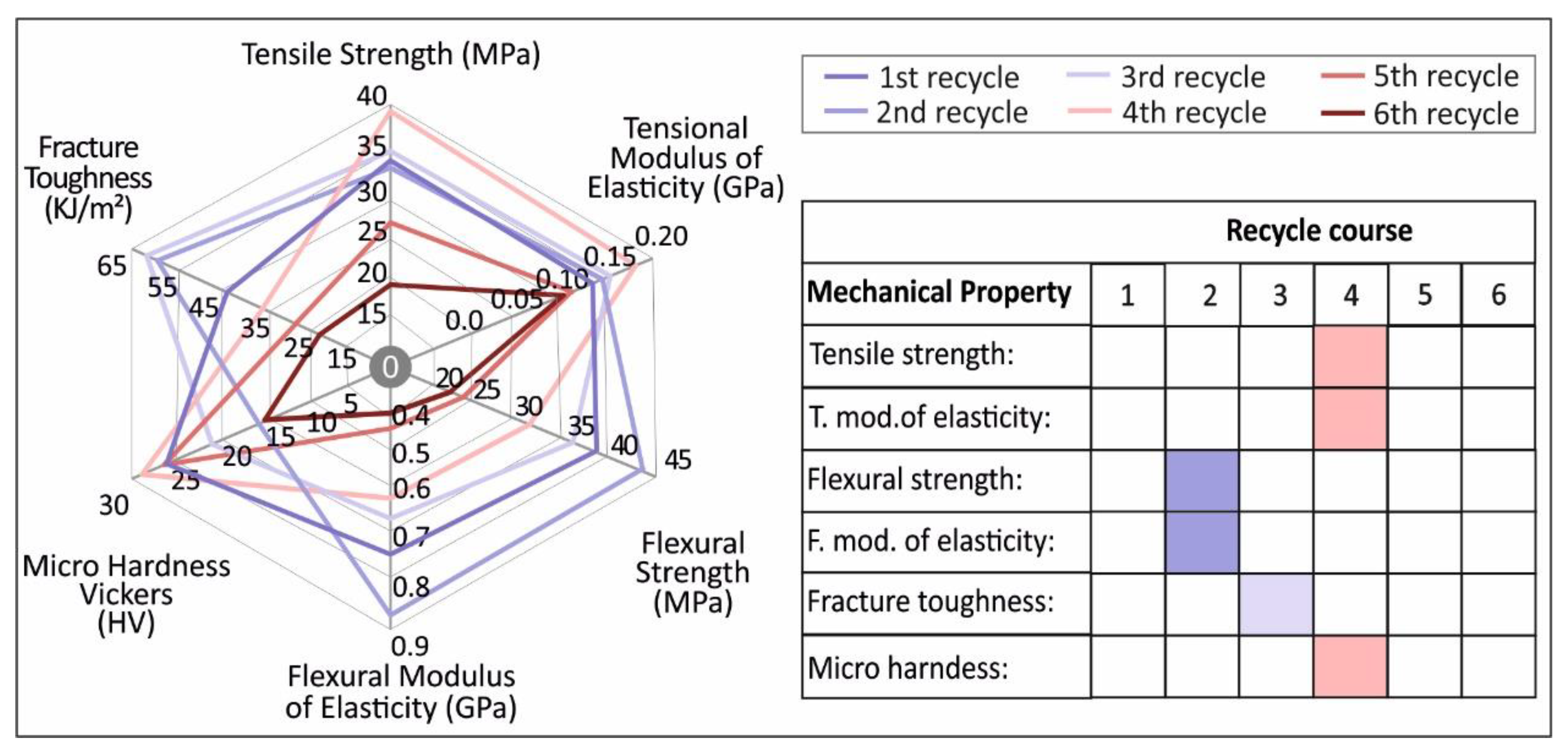
4.1. Mechanical Properties
4.2. Thermal Analysis
4.3. Morphological Characterization
5. Conclusions
- The findings of this study prove that the overall mechanical behavior of the recycled PA12 polymer is generally improved over the recycling steps, for a certain number of repetitions, making PA12 a suitable polymer to be used in circular use.
- It became evident that the recycling steps alter the mechanical properties of PA12 polymer, resulting in an average 15% increase in all mechanical properties studied herein, between the second and 3rd recycling course, while the polymer seems to be rapidly degrading after the fifth recycling course.
- The crystallinity of PA12 polymer decreased slightly with the increase of the extrusion’s cycles, and the cross-linking and branching predominated over chain scission during multiple extrusions, thus the increase in the mechanical properties until the 3rd cycle (no reduction in crystallinity yet) and the decrease in the mechanical properties from 5th to 6th recycling course.
- The materials’ flow was jeopardized after the 5th recycling course, making the filament hard to 3D print due to flow interruption. A possible low-grade crosslinking might be present affecting the flow rate of the recycled material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hunt, E.J.; Zhang, C.; Anzalone, N.; Pearce, J.M. Polymer recycling codes for distributed manufacturing with 3-D printers. Resour. Conserv. Recycl. 2015, 97, 24–30. [Google Scholar] [CrossRef]
- Leal Filho, W.; Saari, U.; Fedoruk, M.; Iital, A.; Moora, H.; Klöga, M.; Voronova, V. An overview of the problems posed by plastic products and the role of extended producer responsibility in Europe. J. Clean. Prod. 2019, 214, 550–558. [Google Scholar] [CrossRef]
- Seppälä, J. Editorial corner—A personal view plastics—the good, the bad and the ugly? Express Polym. Lett. 2018, 12, 855. [Google Scholar] [CrossRef]
- PlasticsEurope. Global Plastic Production from 1950 to 2016; Survey Report; PlasticsEurope: Brussels, Belgium, 2016. [Google Scholar]
- Plastics—The Facts 2019. An Analysis of European Plastics Production, Demand and Waste Data. 23 April 2020. Available online: https://www.plasticseurope.org/application/files/1115/7236/4388/FINAL_web_version_Plastics_the_facts2019_14102019.pdf (accessed on 20 November 2020).
- Ongen, A. Methane-rich syngas production by gasification of thermoset waste plastics. Clean Technol. Environ. Policy 2016, 18, 915–924. [Google Scholar] [CrossRef]
- Ha, K.H.; Kim, M.S. Application to refrigerator plastics by mechanical recycling from polypropylene in waste-appliances. Mater. Des. 2012, 34, 252–257. [Google Scholar] [CrossRef]
- Maris, J.; Bourdon, S.; Brossard, J.M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Gu, F.; Guo, J.; Zhang, W.; Summers, P.A.; Hall, P. From waste plastics to industrial raw materials: A life cycle assessment of mechanical plastic recycling practice based on a real-world case study. Sci. Total Environ. 2017, 601, 1192–1207. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 012018. [Google Scholar] [CrossRef] [Green Version]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Vairis, A.; Kechagias, J. Sustainable additive manufacturing: Mechanical response of acrylonitrile-butadiene-styrene over multiple recycling processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Maniadi, A.; Velidakis, E.; Mountakis, N.; Papageorgiou, D.; Liebscher, M.; Mechtcherine, V. Sustainable Additive Manufacturing: Mechanical Response of Polypropylene over Multiple Recycling Processes. Sustainability 2021, 13, 159. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Savvakis, K.; Maniadi, A.; Koudoumas, E. A comprehensive investigation of the mechanical behavior and the dielectrics of pure polylactic acid (PLA) and PLA with graphene (GnP) in fused deposition modeling (FDM). Int. J. Plast. Technol. 2019, 23, 195–206. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. A parametric determination of bending and Charpy’s impact strength of ABS and ABS-plus fused deposition modeling specimens. Prog. Addit. Manuf. 2019, 4, 323–330. [Google Scholar] [CrossRef]
- Vidakis, N.; Maniadi, A.; Petousis, M.; Vamvakaki, M.; Kenanakis, G.; Koudoumas, E. Mechanical and Electrical Properties Investigation of 3D-Printed Acrylonitrile–Butadiene–Styrene Graphene and Carbon Nanocomposites. J. Mater. Eng. Perform. 2020, 29, 1909–1918. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Liebscher, M.; Tzounis, L. Mechanical properties of 3D-printed acrylonitrile-butadiene-styrene TiO2 and ATO nanocomposites. Polymers 2020, 12, 1589. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. On the compressive behavior of an FDM Steward Platform part. J. Comput. Des. Eng. 2017, 4, 339–346. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Kenanakis, G.; Romanitan, C.; Tutunaru, O.; Suchea, M.; Kechagias, J. The mechanical and physical properties of 3D-Printed materials composed of ABS-ZnO nanocomposites and ABS-ZnO microcomposites. Micromachines 2020, 11, 615. [Google Scholar] [CrossRef]
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 1–54. [Google Scholar] [CrossRef]
- Terekhina, S.; Tarasova, T.; Egorov, S.; Skornyakov, I.; Guillaumat, L.; Hattali, M.L. The effect of build orientation on both fl exural quasi-static and fatigue behaviours of fi lament deposited PA6 polymer. Int. J. Fatigue 2020, 140, 105825. [Google Scholar] [CrossRef]
- Mostafa, K.G.; Montemagno, C.; Qureshi, A.J. ScienceDirect ScienceDirect Strength to cost ratio analysis of FDM Polyamide 12 3D Printed Parts Costing models capacity optimization in Industry between used capacity and operational efficiency. Procedia Manuf. 2018, 26, 753–762. [Google Scholar] [CrossRef]
- Ramesh, M.; Panneerselvam, K. Materials Today: Proceedings Mechanical investigation and optimization of parameter selection for Polyamide material processed by FDM. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Lay, M.; Laila, N.; Thajudin, N.; Ain, Z.; Hamid, A.; Rusli, A.; Khalil, M.; Khimi, R. Comparison of physical and mechanical properties of PLA, ABS and Polyamide 6 fabricated using fused deposition modeling and injection molding. Compos. Part B 2019, 176, 107341. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of material and process specific factors on the strength of printed parts in fused filament fabrication: A review of recent developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [Green Version]
- Fitzharris, E.R.; Watanabe, N.; Rosen, D.W.; Shofner, M.L. Effects of material properties on warpage in fused deposition modeling parts. Int. J. Adv. Manuf. Technol. 2018, 95, 2059–2070. [Google Scholar] [CrossRef]
- Vaes, D.; Coppens, M.; Goderis, B.; Zoetelief, W.; Van Puyvelde, P. Assessment of crystallinity development during fused filament fabrication through Fast Scanning Chip Calorimetry. Appl. Sci. 2019, 9, 2767. [Google Scholar] [CrossRef] [Green Version]
- Kuram, E.; Tasci, E.; Altan, A.I.; Medar, M.M.; Yilmaz, F.; Ozcelik, B. Investigating the effects of recycling number and injection parameters on the mechanical properties of glass-fibre reinforced Polyamide 6 using Taguchi method. Mater. Des. 2013, 49, 139–150. [Google Scholar] [CrossRef]
- Medeiros, D.G.; Jardim, P.M.; De Tatagiba, M.K.V.; D’Almeida, J.R.M. Composites of recycled Polyamide 11 and titanium based nanofillers. Polym. Test. 2015, 42, 108–114. [Google Scholar] [CrossRef]
- Singh, R.; Singh, J.; Singh, S. Investigation for dimensional accuracy of AMC prepared by FDM assisted investment casting using Polyamide-6 waste based reinforced filament. Meas. J. Int. Meas. Confed. 2016, 78, 253–259. [Google Scholar] [CrossRef]
- Orasutthikul, S.; Unno, D.; Yokota, H. Effectiveness of recycled Polyamide fiber from waste fishing net with respect to fiber reinforced mortar. Constr. Build. Mater. 2017, 146, 594–602. [Google Scholar] [CrossRef] [Green Version]
- Qin, Y.; Zhang, X.; Chai, J. Damage performance and compressive behavior of early-age green concrete with recycled Polyamide fiber fabric under an axial load. Constr. Build. Mater. 2019, 209, 105–114. [Google Scholar] [CrossRef]
- Lv, F.; Yao, D.; Wang, Y.; Wang, C.; Zhu, P.; Hong, Y. Recycling of waste Polyamide 6/spandex blended fabrics by melt processing. Compos. Part B Eng. 2015, 77, 232–237. [Google Scholar] [CrossRef]
- Singh, R.; Bedi, P.; Fraternali, F.; Ahuja, I.P.S. Effect of single particle size, double particle size and triple particle size Al2O3 in Polyamide-6 matrix on mechanical properties of feed stock filament for FDM. Compos. Part B Eng. 2016, 106, 20–27. [Google Scholar] [CrossRef]
- Jansson, A.; Möller, K.; Gevert, T. Degradation of post-consumer polypropylene materials exposed to simulated recycling—mechanical properties. Polymer Degrad. Stab. 2003, 82, 37–46. [Google Scholar] [CrossRef]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Processability and mechanical properties of extensively recycled high density polyethylene. Polym. Degrad. Stab. 2015, 114, 133–145. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the Strain Rate Sensitivity of Fused Filament Fabrication (FFF) Processed PLA, ABS, PETG, PA6, and PP Thermoplastic Polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef] [PubMed]
- Chen, P.; Wu, H.; Zhu, W.; Yang, L.; Li, Z.; Yan, C.; Wen, S.; Shi, Y. Investigation into the processability, recyclability and crystalline structure of selective laser sintered Polyamide 6 in comparison with Polyamide 12. Polym. Test. 2018, 69, 366–374. [Google Scholar] [CrossRef]
- Chen, P.; Tang, M.; Zhu, W.; Yang, L.; Wen, S.; Yan, C.; Ji, Z.; Nan, H.; Shi, Y. Systematical mechanism of Polyamide-12 aging and its micro-structural evolution during laser sintering. Polym. Test. 2018, 67, 370–379, ISSN 0142-9418. [Google Scholar] [CrossRef]
- Feng, L.; Wang, Y.; Wei, Q. PA12 Powder Recycled from SLS for FDM. Polymers 2019, 11, 727. [Google Scholar] [CrossRef] [Green Version]
- Su, K.-H.; Lin, J.-H.; Lin, C.-C. Influence of reprocessing on the mechanical properties and structure of polyamide 6. J. Mater. Process. Technol. 2007, 192–193, 532–538. [Google Scholar] [CrossRef]
- Javierre, C.; Clavería, I.; Ponz, L.; Aísa, J.; Fernández, A. Influence of the recycled material percentage on the rheological behaviour of HDPE for injection moulding process. Waste Manag. 2007, 27, 656–663. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tc (°C) Crystallization Temperature | Tm (°C) Melting Temperature | Xc (%) Crystallinity Degree |
|---|---|---|---|
| PA12 1st cycle | 147 | 175 | 36.5 |
| PA12 3rd cycle | 144 | 174 | 36.1 |
| PA12 6th cycle | 145 | 175 | 30.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Tzounis, L.; Maniadi, A.; Velidakis, E.; Mountakis, N.; Kechagias, J.D. Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes. Materials 2021, 14, 466. https://doi.org/10.3390/ma14020466
Vidakis N, Petousis M, Tzounis L, Maniadi A, Velidakis E, Mountakis N, Kechagias JD. Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes. Materials. 2021; 14(2):466. https://doi.org/10.3390/ma14020466
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Lazaros Tzounis, Athena Maniadi, Emmanouil Velidakis, Nikolaos Mountakis, and John D. Kechagias. 2021. "Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes" Materials 14, no. 2: 466. https://doi.org/10.3390/ma14020466
APA StyleVidakis, N., Petousis, M., Tzounis, L., Maniadi, A., Velidakis, E., Mountakis, N., & Kechagias, J. D. (2021). Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes. Materials, 14(2), 466. https://doi.org/10.3390/ma14020466