
Temperature Effects on the Compressive Behaviors of Closed-Cell Copper Foams Prepared by Powder Metallurgy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication Technology
- (1)
- Immerse the EPS spheres (treated with anhydrous ethanol) into the vinyl glue (diluted with water with the same volume), covering the surface of all of the EPS spheres with the glue.
- (2)
- Take out the glue-covered EPS spheres and put them on the absorbent cotton for 5 min to remove the excess liquid, then evenly spray a layer of copper powder on the surfaces of the EPS spheres.
- (3)
- Dehydrate the EPS spheres covered with copper powder and glue in N2 for 4 h at the temperature of 80 °C.
- (4)
- Screen out some balls with specific diameters, and mix the copper powder and the EPS spheres with the prescribed diameter in the crucible, layer by layer. Through this way of screening and mixing, the morphology and stability of the pores can be well controlled. This is the critical step which dominates the specified pore distribution, which determined either uniform or graded closed cells in the copper foam.
- (5)
- Put the crucible into a tubular furnace to remove the EPS spheres in N2, with the sintering temperature at 850 °C and the time at 30 min. This is a loose sintering process, which enables the compactness of the pore wall without cold compaction. The EPS spheres disappeared after the sintering, leaving only the prescribed sphere pores in the copper foam block.
2.3. Material Characterization and Compression Tests
2.4. FE Modelling
3. Results and Discussion
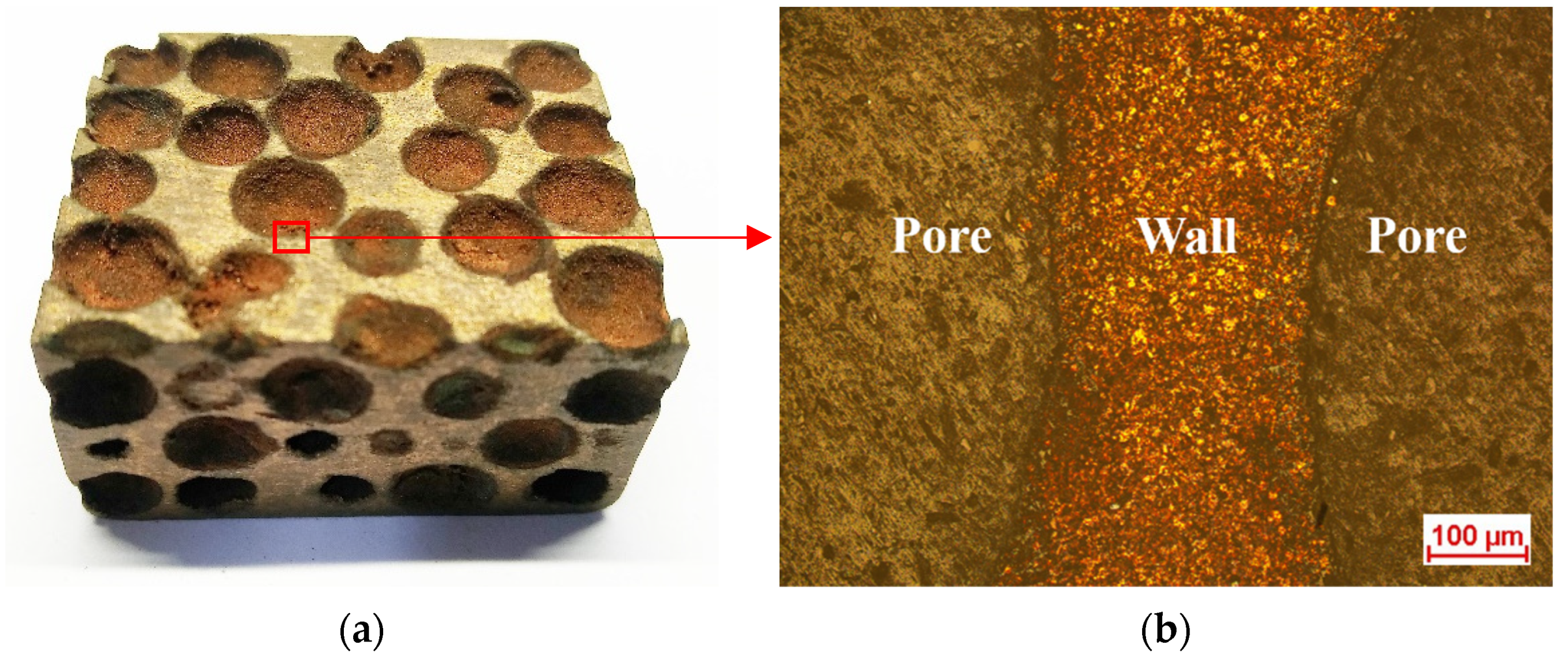
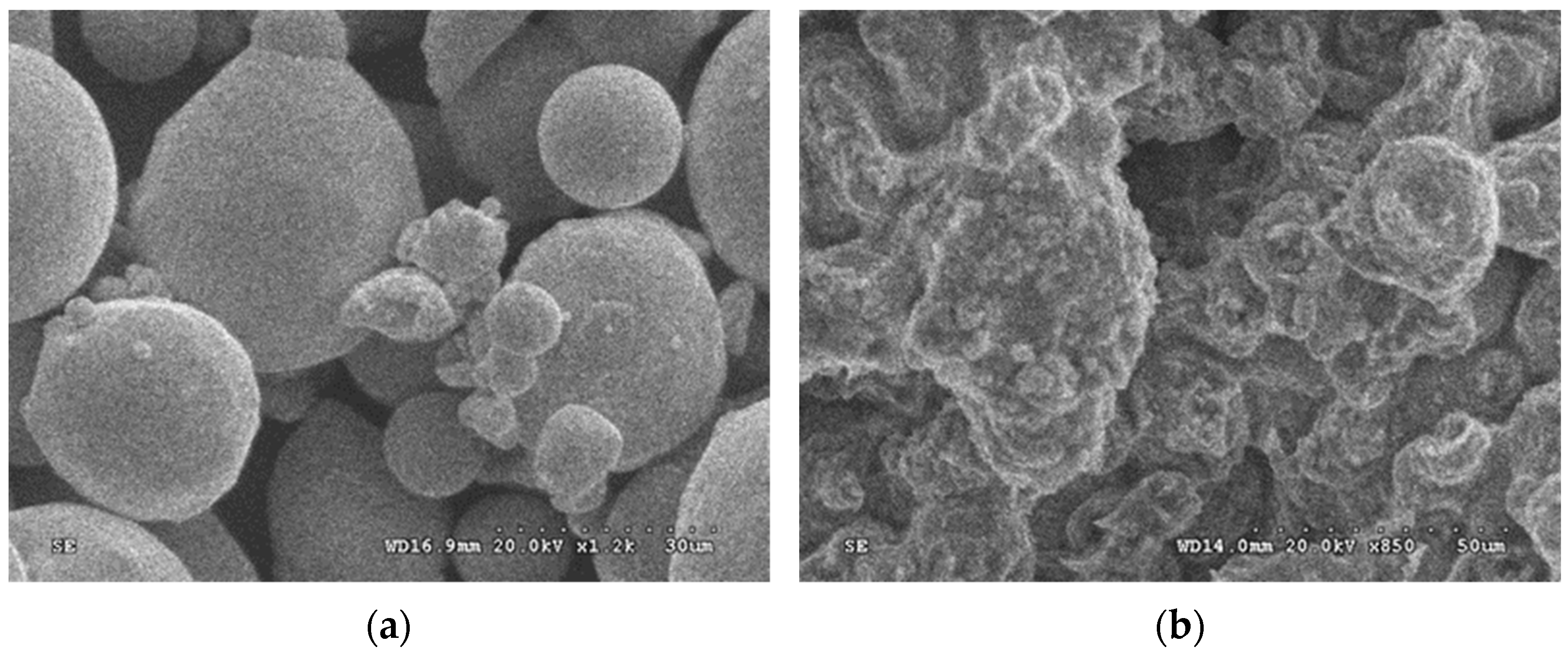
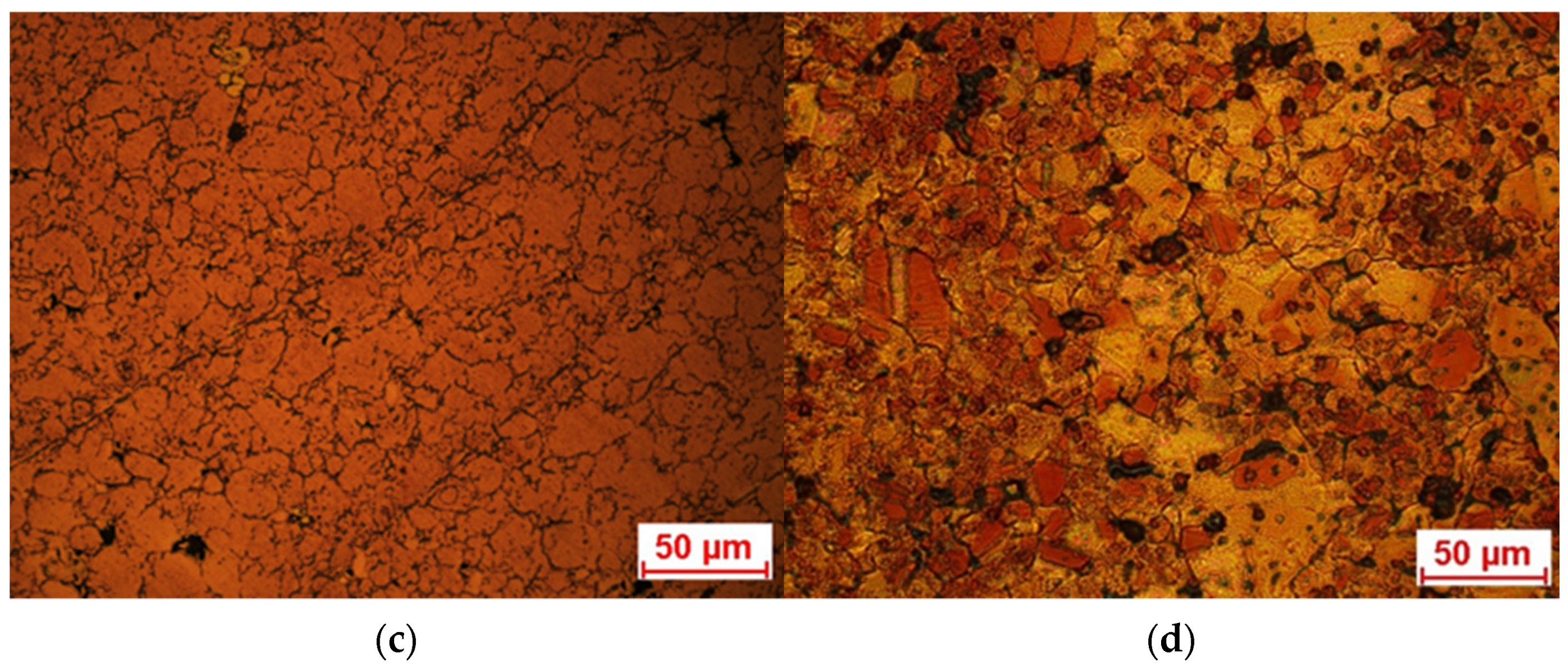
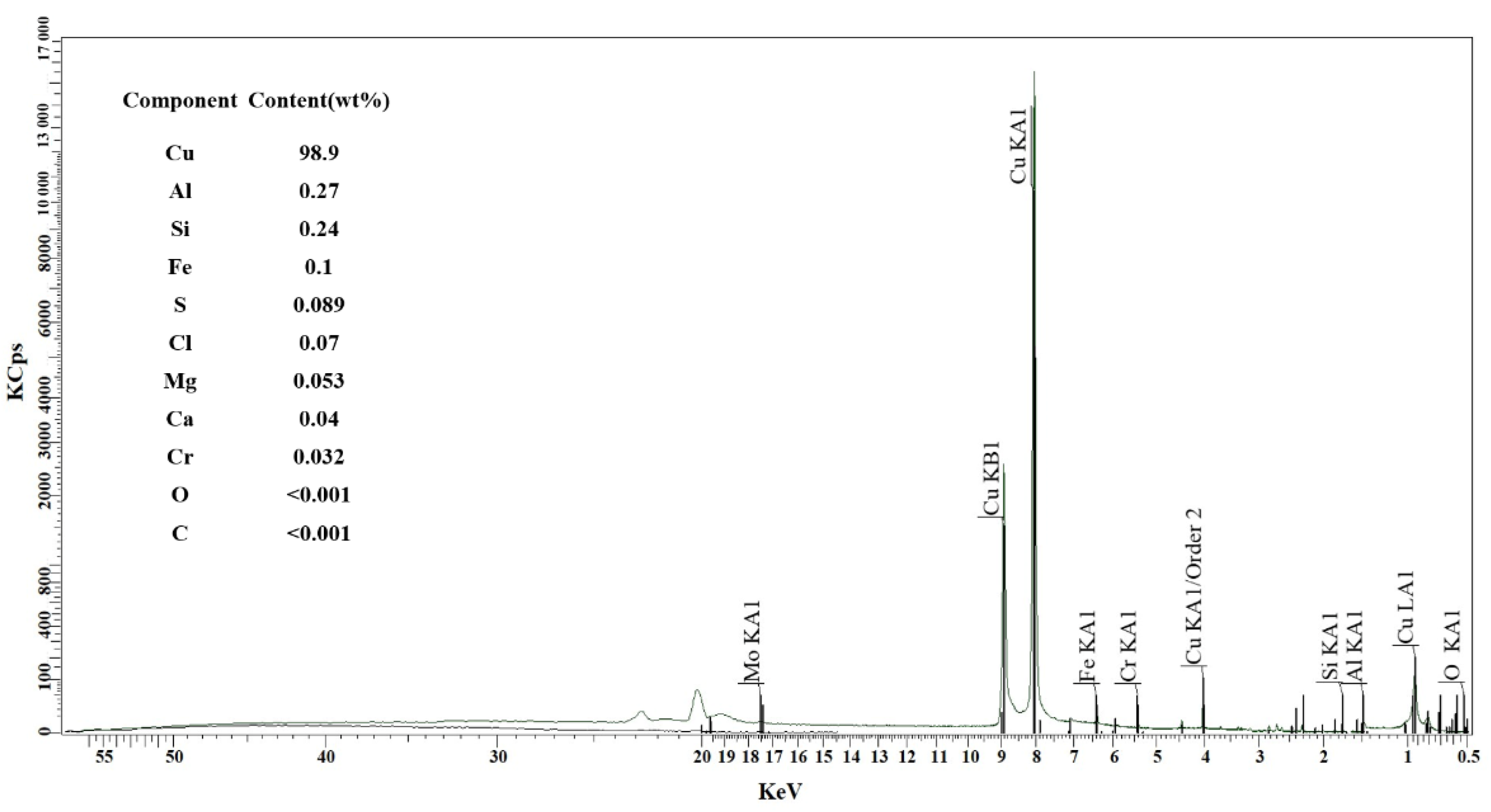
3.1. Microstructures and Components
3.2. Compressive Performance
3.3. FE Analysis
3.3.1. Validation against Experimental Results
3.3.2. Parametric Study
4. Conclusions
- (1)
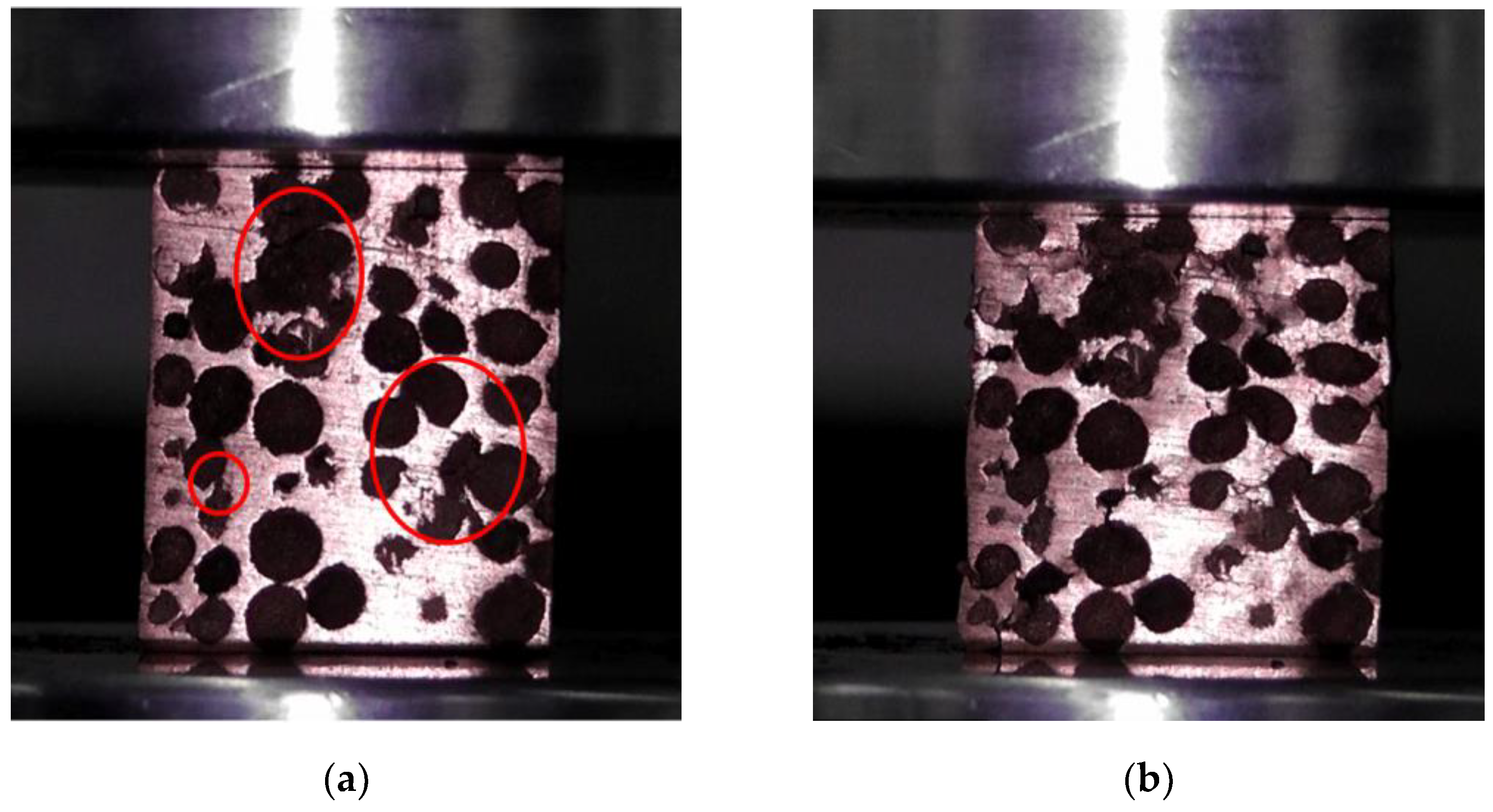
- The fabrication process has the advantages of an adjustable pore structure, controllable porosity, but less meso-scale defects. The complete geometry of the sphere pores can be preserved in the foam samples after the sintering. There is less chemical residue of EPS in the as-fabricated copper foams, and no oxidation phenomenon occurred in the sintering process.
- (2)
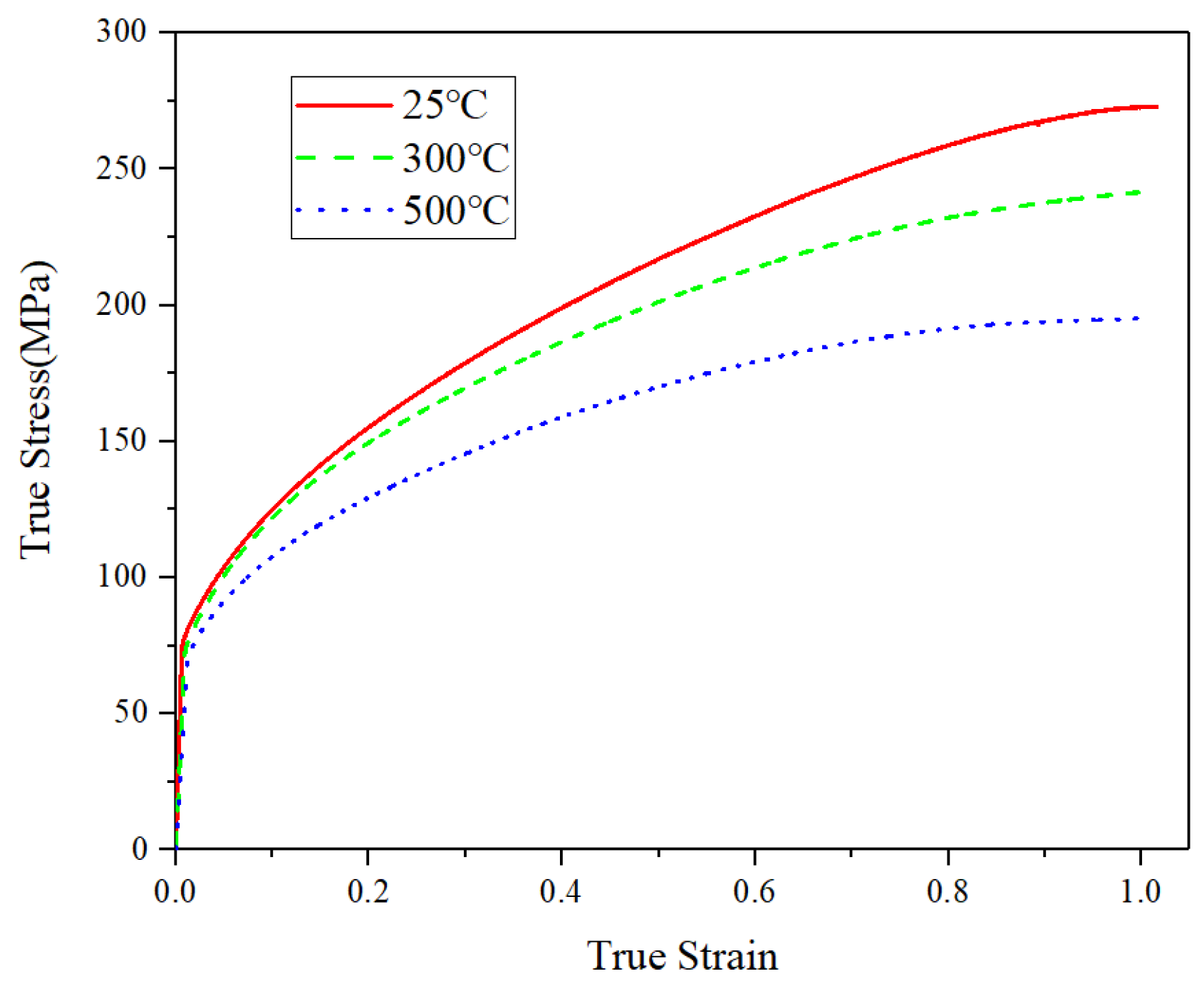
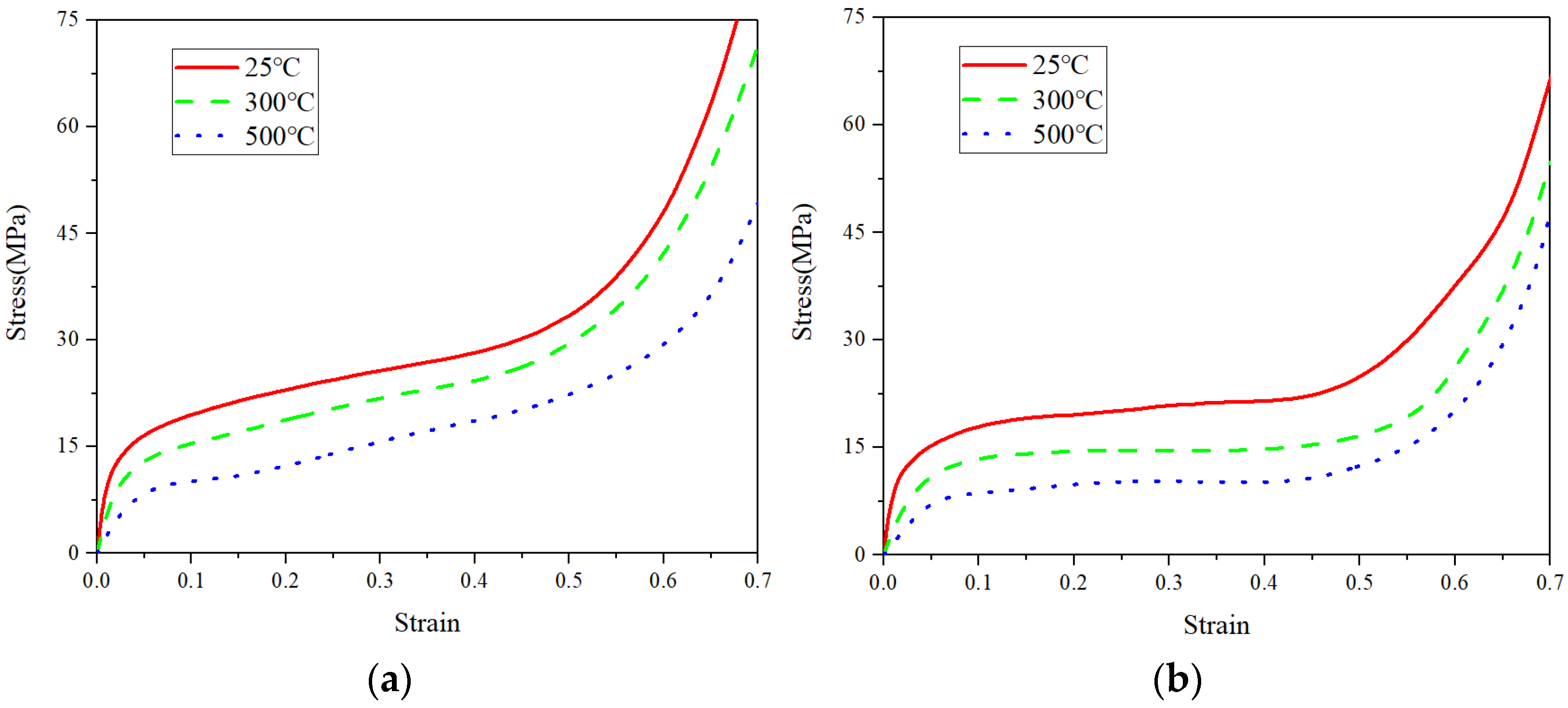
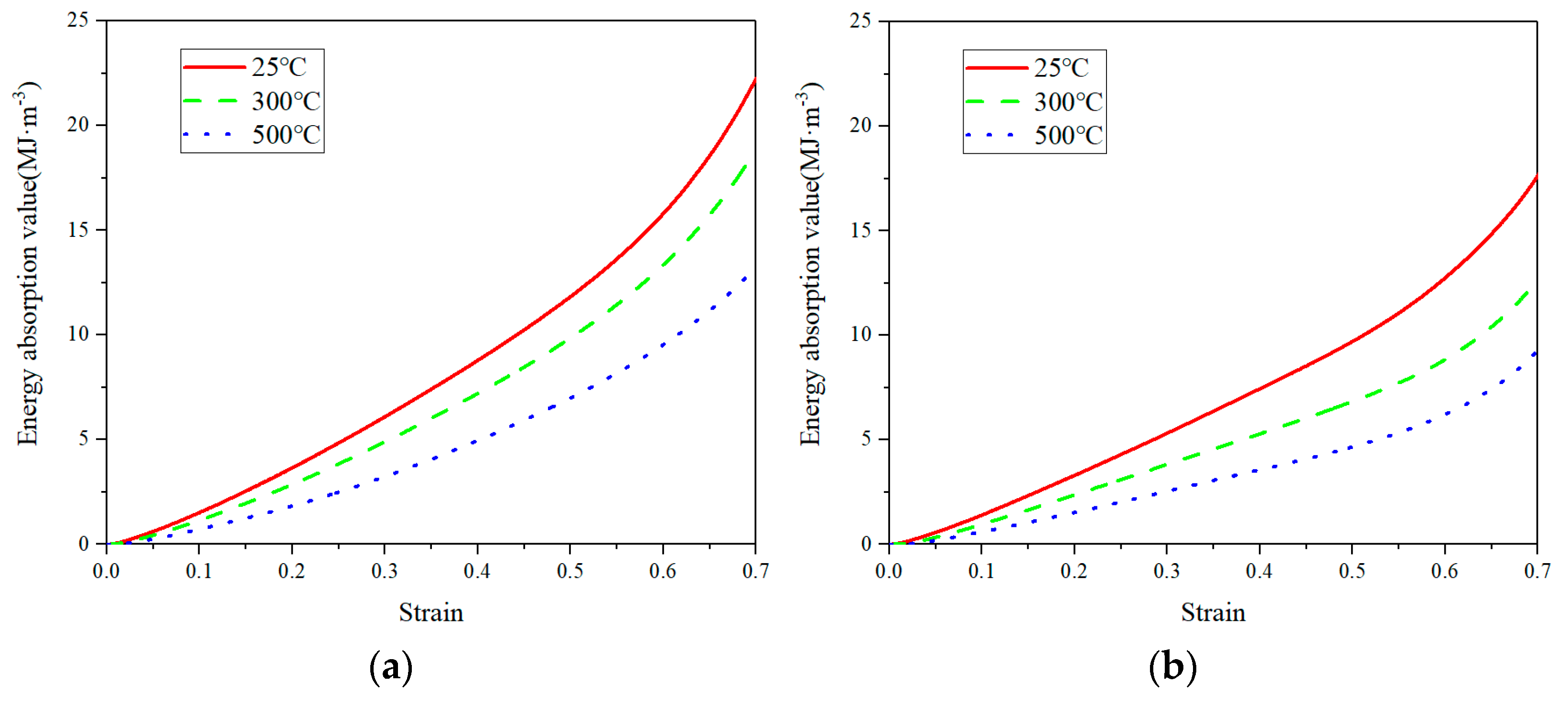
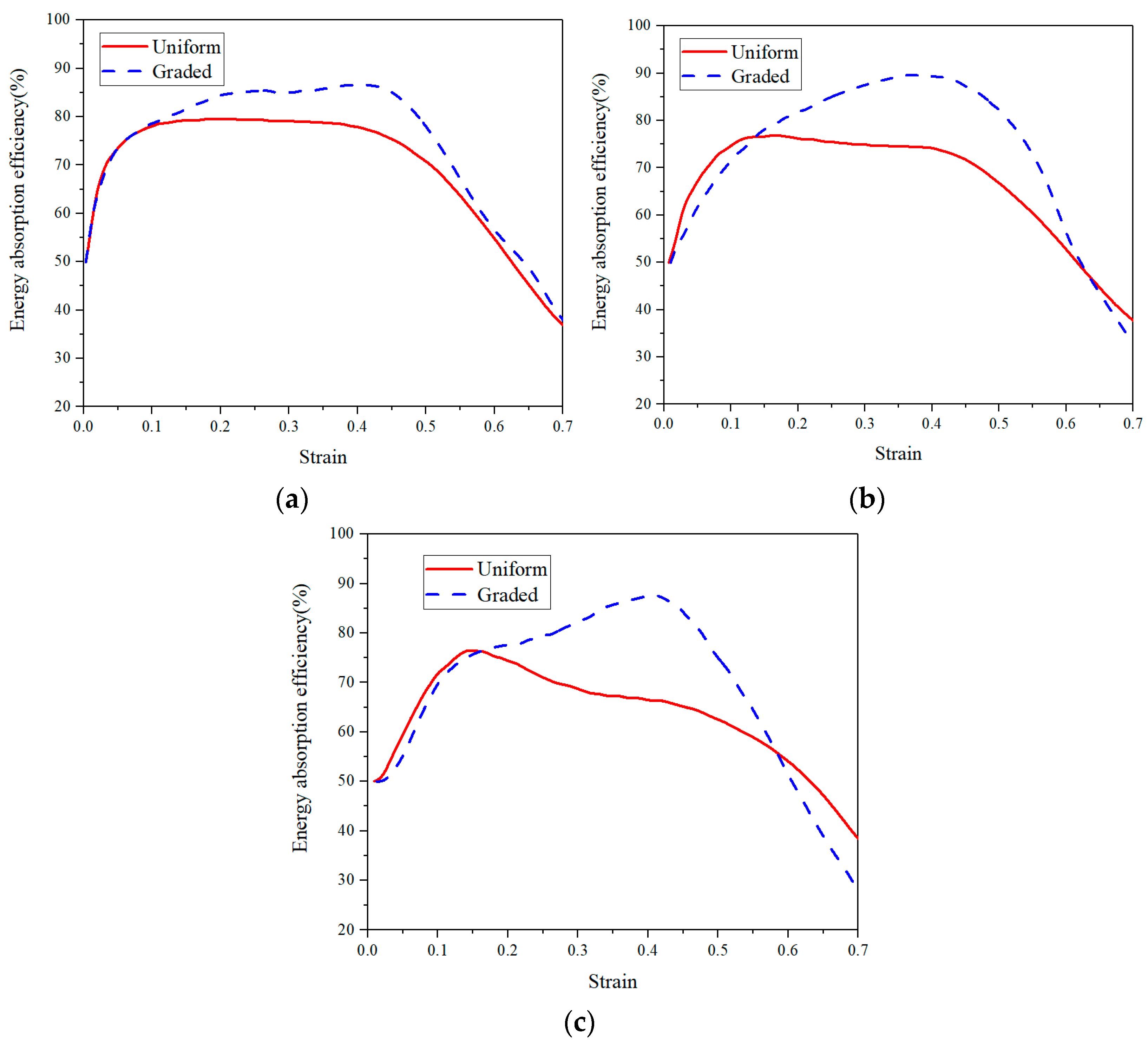
- A high temperature would greatly weaken the initial compressive modulus, plateau stress, and effective energy absorption for both uniform and graded CCCFs; meanwhile, the onset strain of densification and the maximum energy absorption efficiency are less sensitive to the temperature, especially for the graded CCCFs.
- (3)
- In terms of energy absorption, the graded CCCF are superior to the uniform CCCF in both effective energy absorption and energy absorption efficiency. The maximum energy absorption efficiencies of graded CCCFs at different temperatures are all beyond 80%.
- (4)
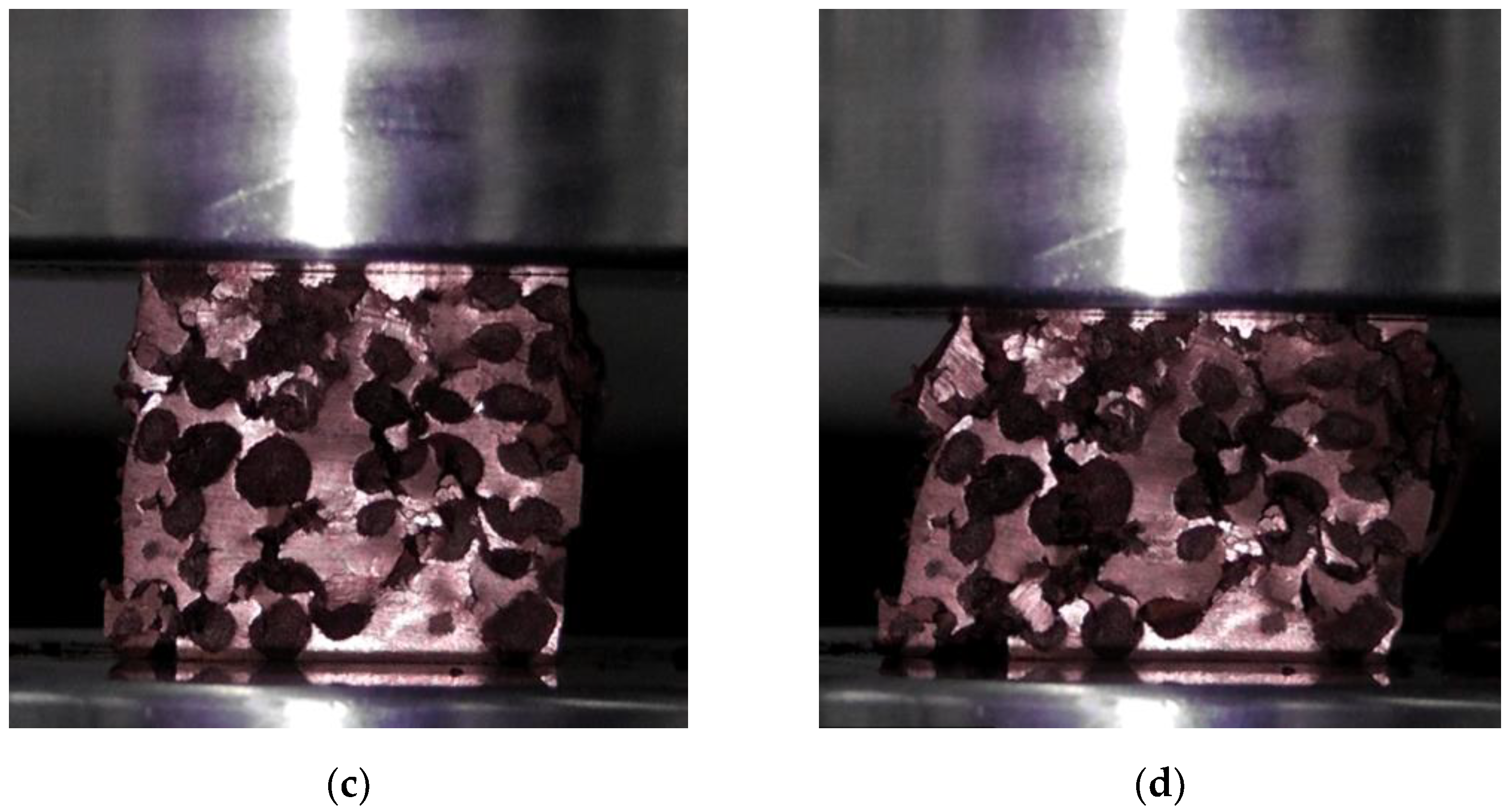
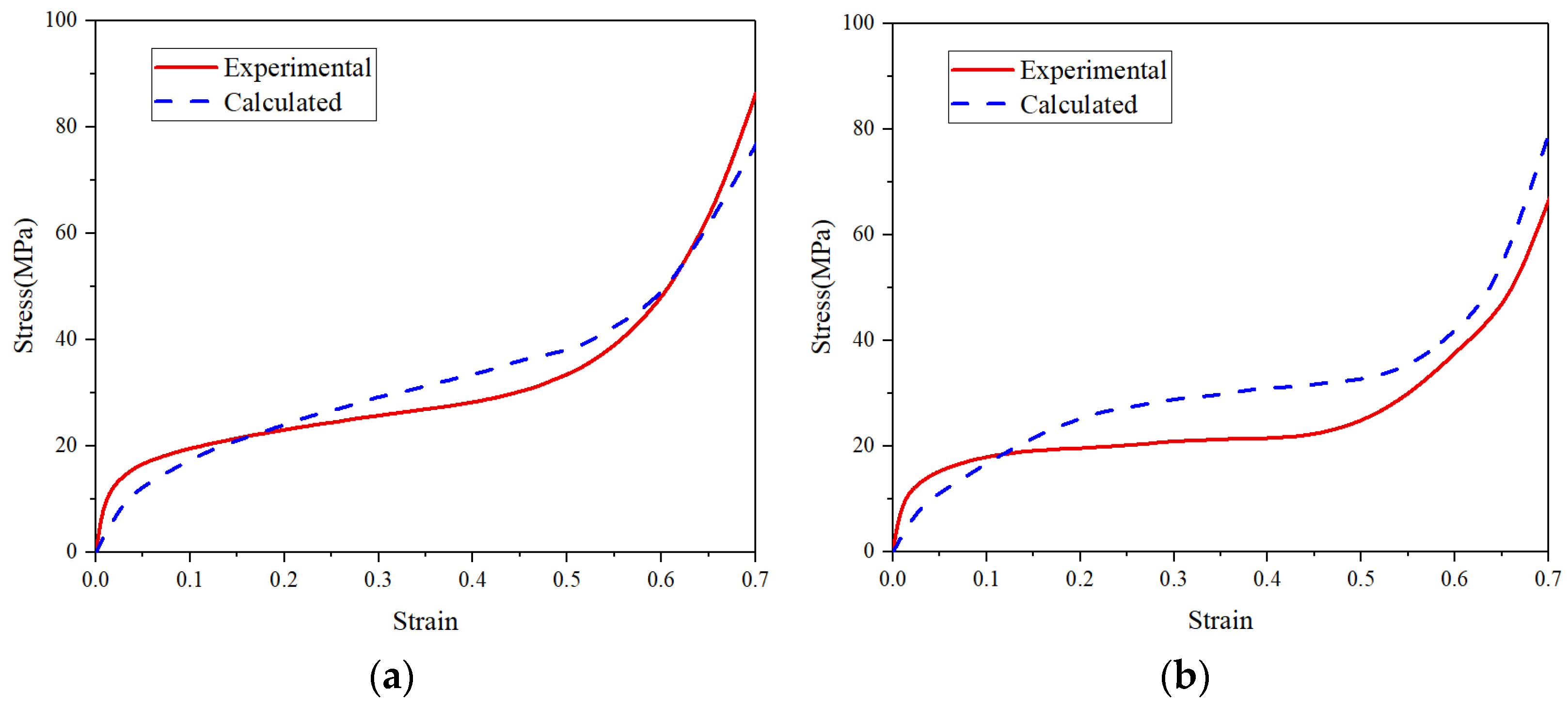
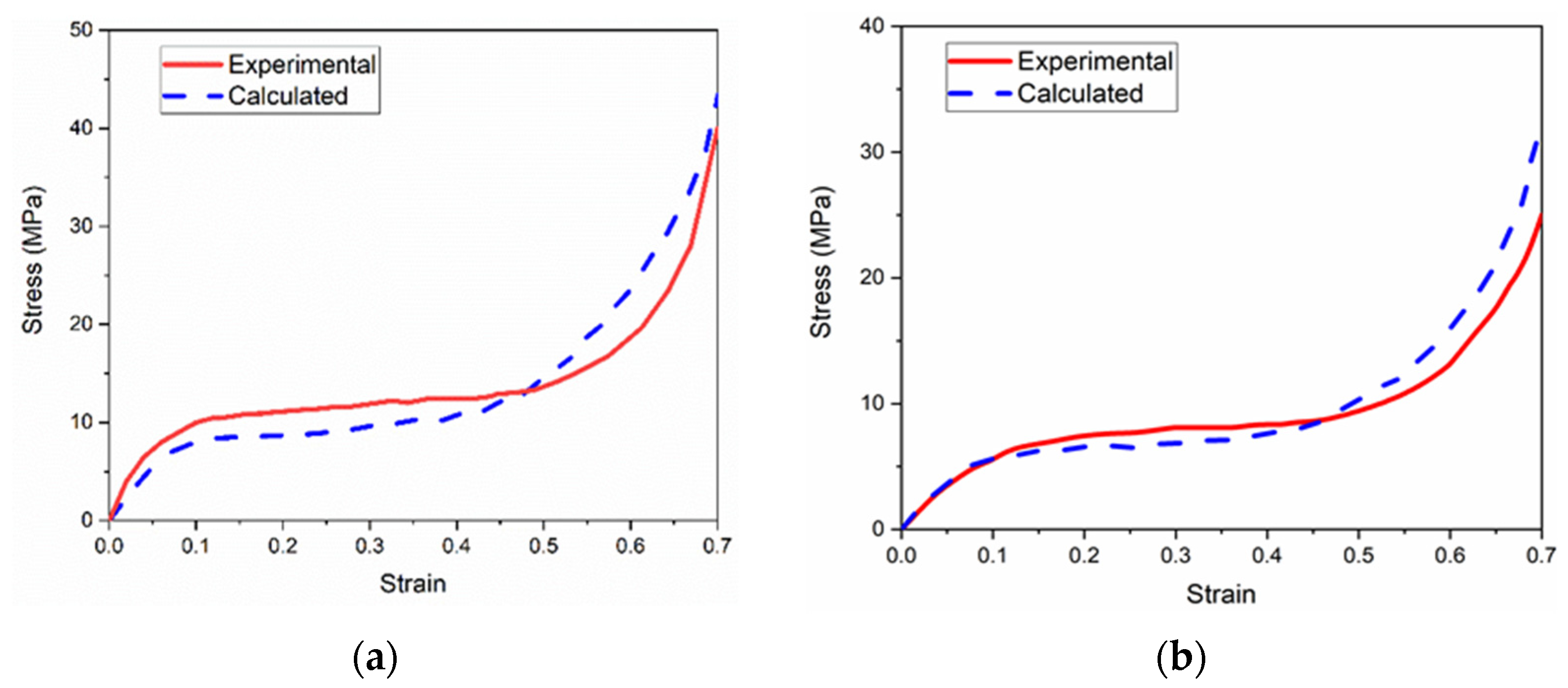
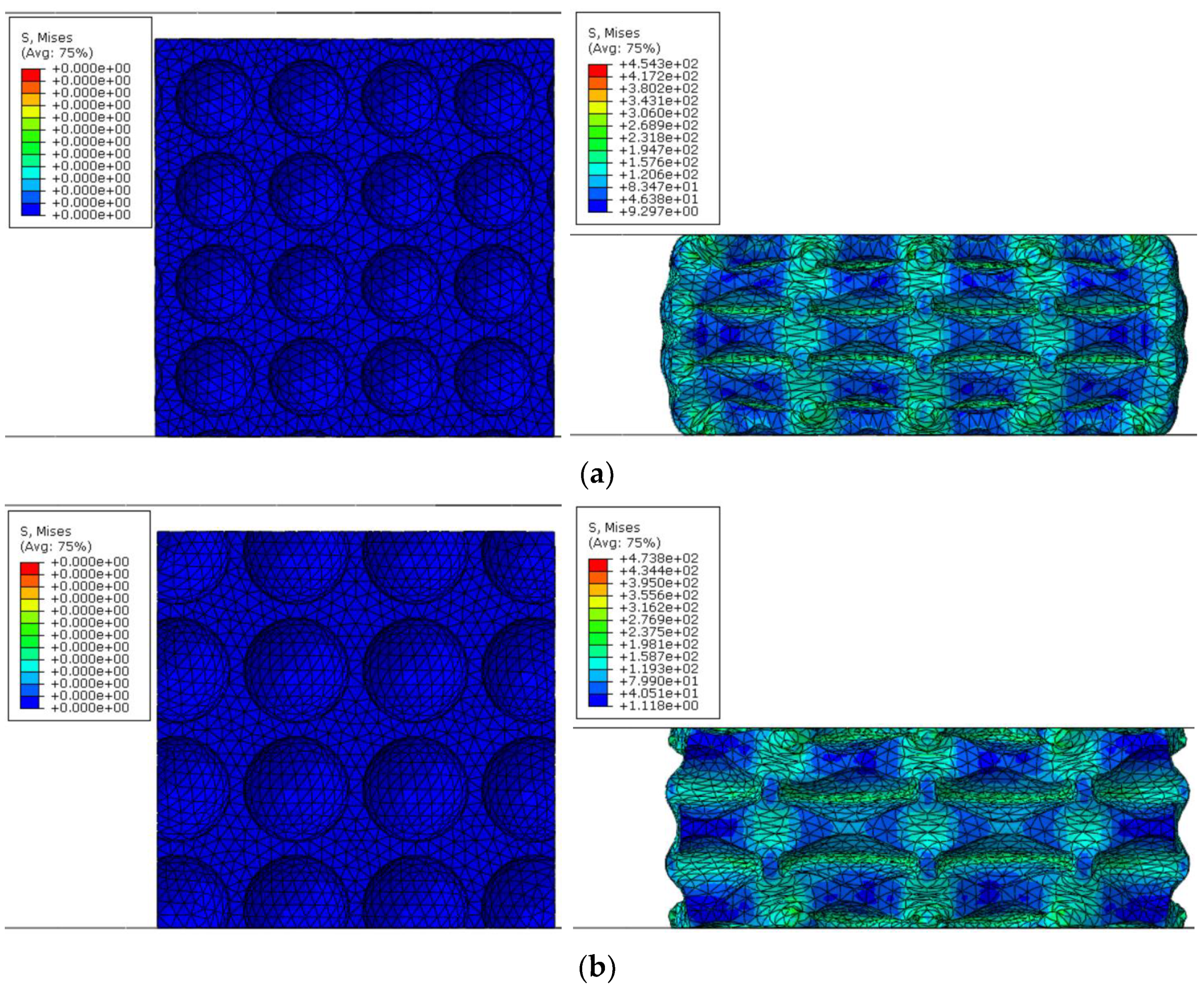
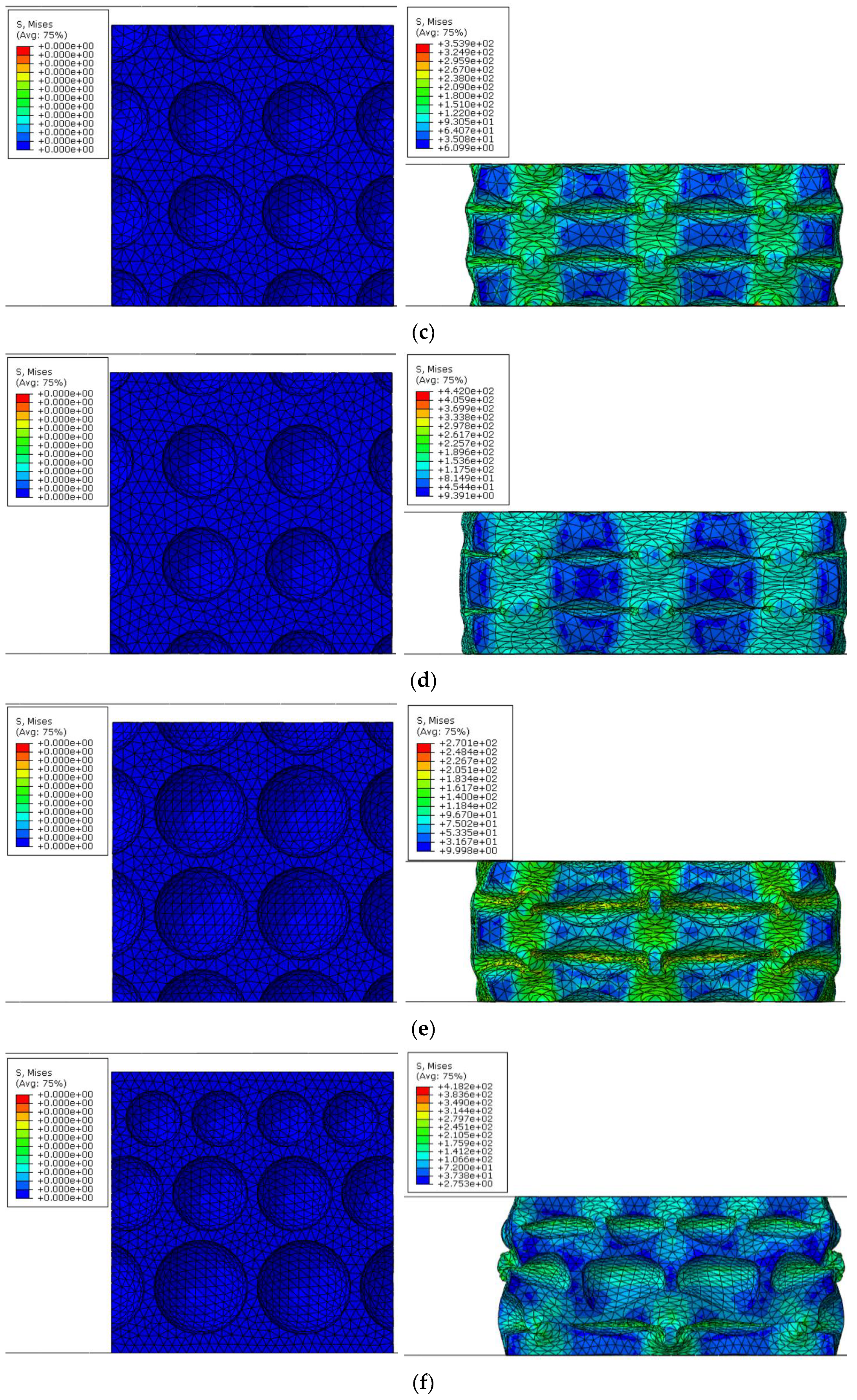
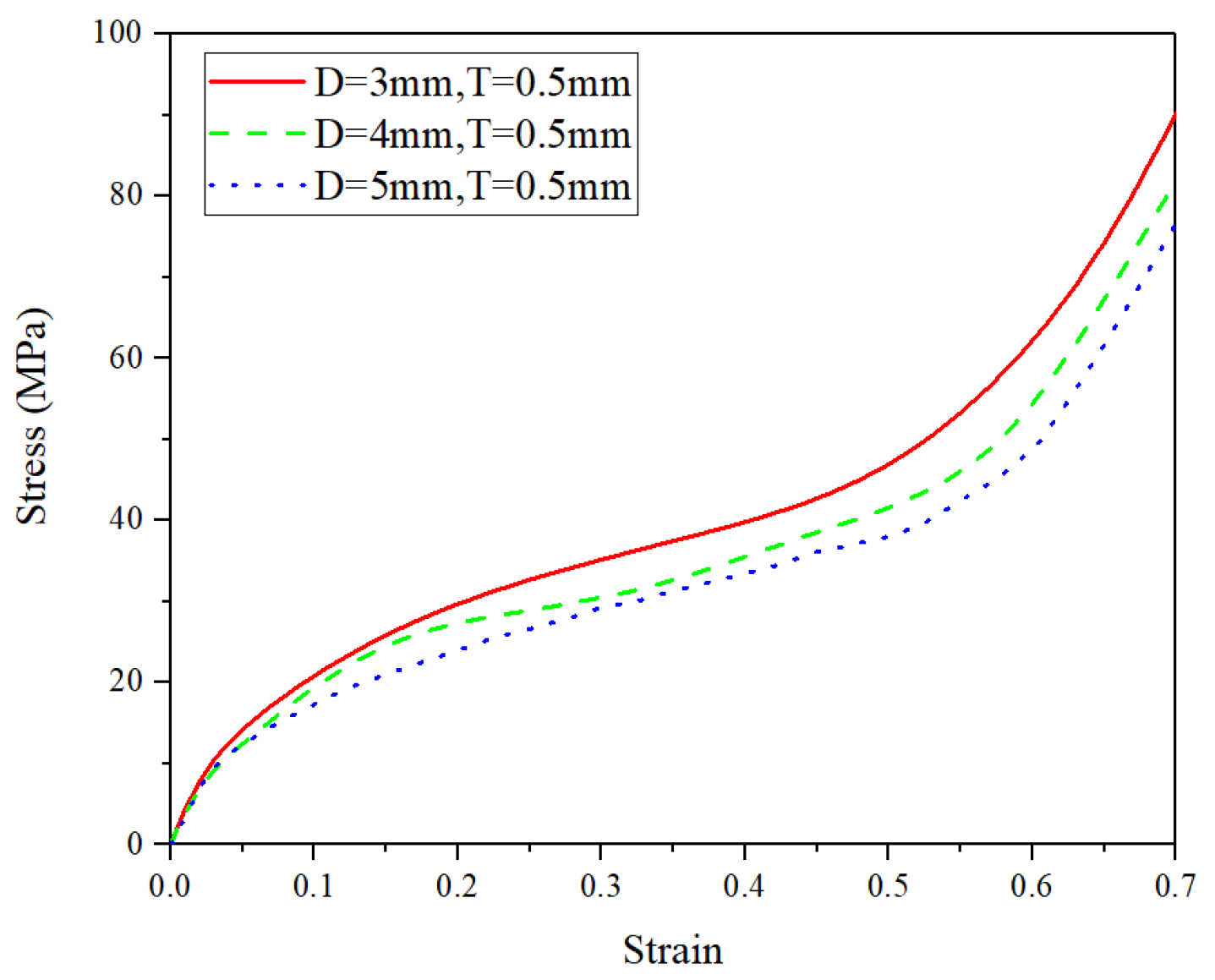
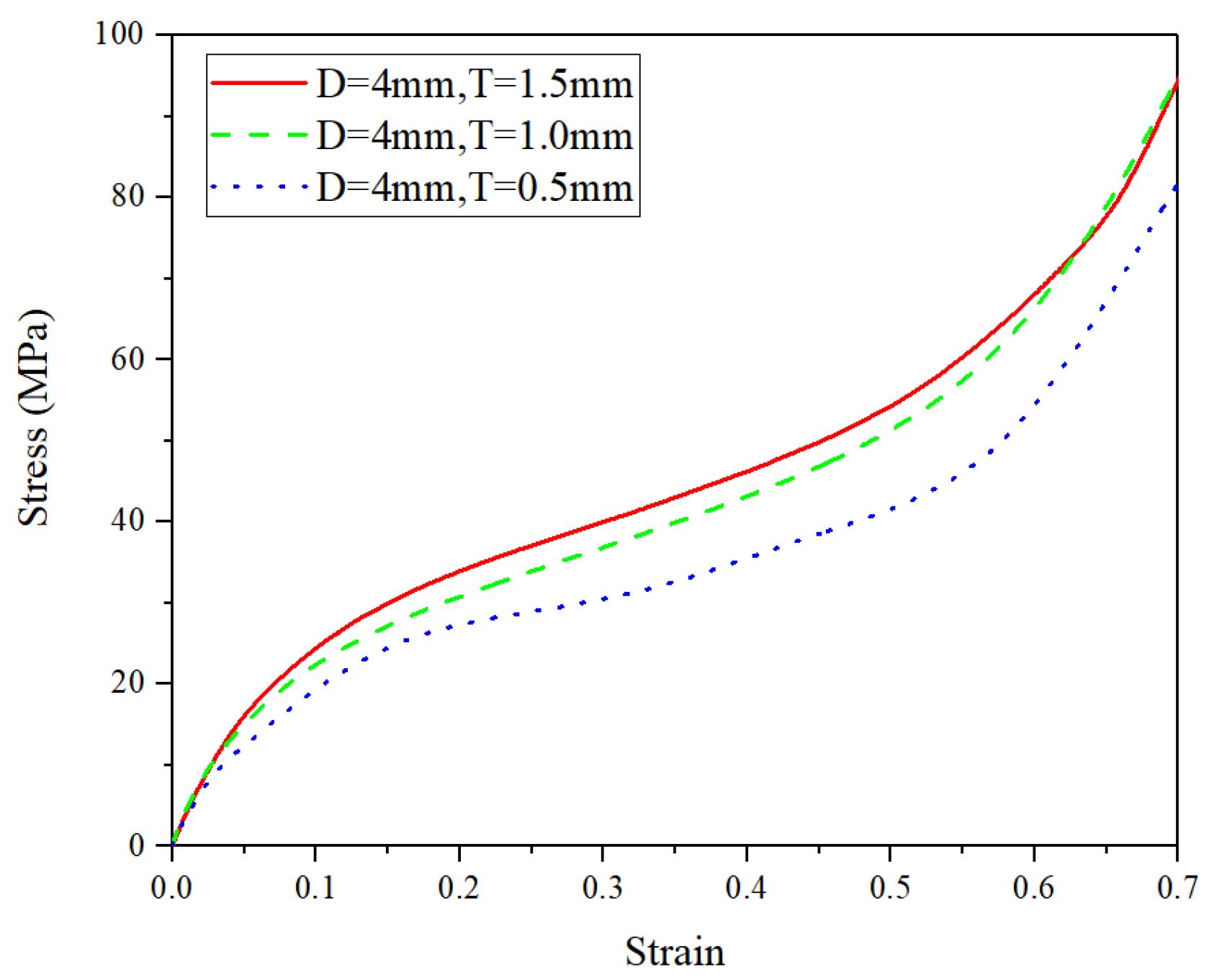
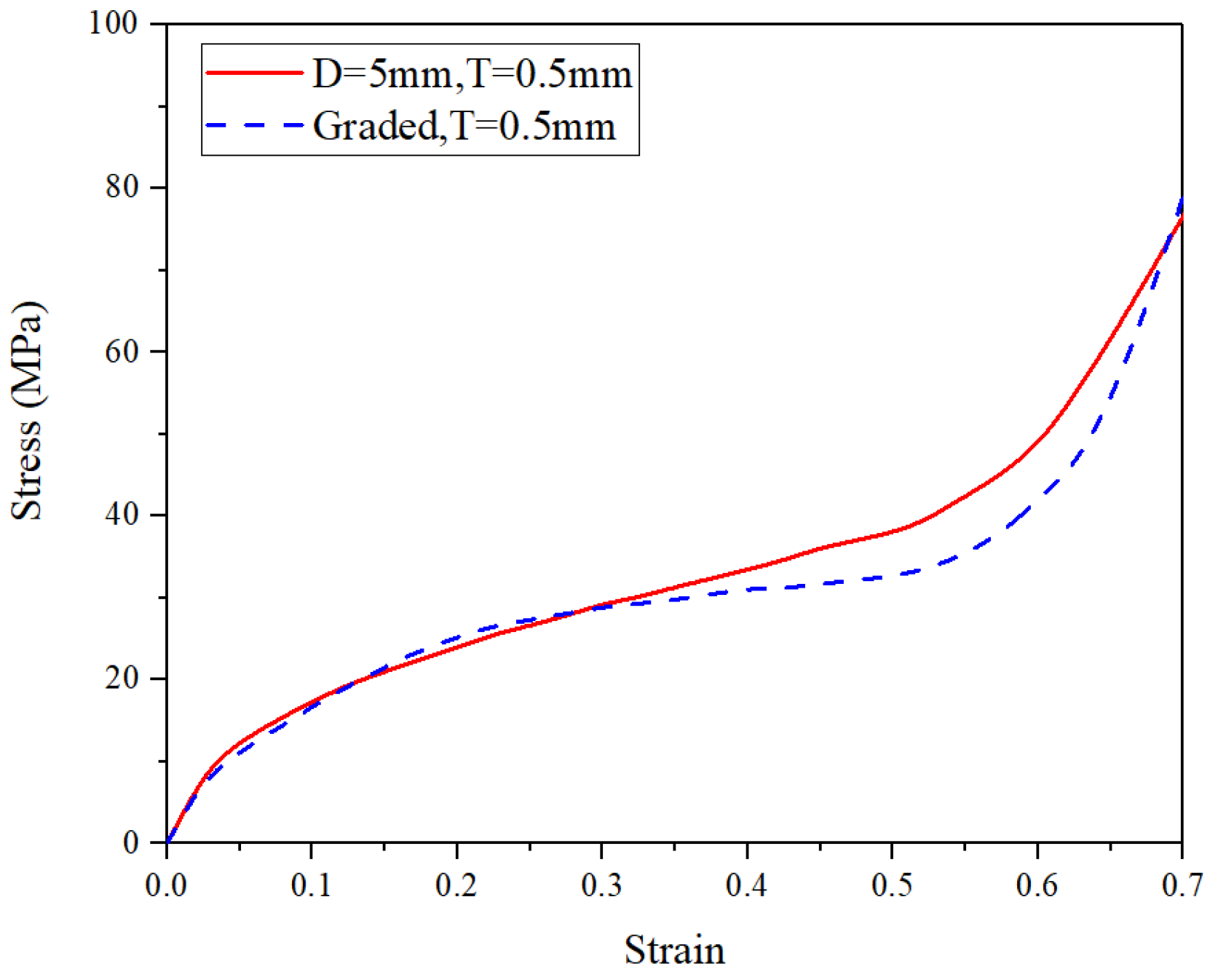
- Finite element simulations based on the ideal sphere foam model could basically mimic the compressive performance of the CCCF samples. It is numerically found that the dominated plastic deformation and stress distribution are periodic and homogenous for uniform CCCF, but both inhomogeneous for the graded one. The decrease of pore diameter and the increase of cell wall thickness could both improve the compressive performance of the CCCFs.
Author Contributions
Funding
Conflicts of Interest
References
- Schaedler, T.A.; Jacobsen, A.J.; Carter, W.B. Toward Lighter, Stiffer Materials. Science 2013, 341, 1181–1182. [Google Scholar] [CrossRef] [PubMed]
- Marx, J.; Rabiei, A. Overview of Composite Metal Foams and Their Properties and Performance. Adv. Eng. Mater. 2017, 19, 652–661. [Google Scholar] [CrossRef]
- Yang, X.; Yu, J.; Xiao, T.; Hu, Z.; He, Y.-L. Design and operating evaluation of a finned shell-and-tube thermal energy storage unit filled with metal foam. Appl. Energy 2020, 261, 114385. [Google Scholar] [CrossRef]
- Rabiei, A.; Lattimer, B.Y.; Bearinger, E. Recent Advances in the Analysis, Measurement, and Properties of Composite Metal Foams (Book Chapter). In Metal-Matrix Composites; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2021; pp. 201–216. [Google Scholar]
- Heyhat, M.M.; Mousavi, S.; Siavashi, M. Battery thermal management with thermal energy storage composites of PCM, metal foam, fin and nanoparticle. J. Energy Storage 2020, 28, 101235. [Google Scholar] [CrossRef]
- Yan, L.; Zhao, Z.; Han, B.; Lu, T.; Lu, B. Tube enhanced foam: A novel way for aluminum foam enhancement. Mater. Lett. 2018, 227, 70–73. [Google Scholar] [CrossRef]
- Yan, L.; Yu, B.; Han, B.; Zhang, Q.; Lu, T.; Lu, B. Effects of aluminum foam filling on the low-velocity impact response of sandwich panels with corrugated cores. J. Sandw. Struct. Mater. 2018, 22, 929–947. [Google Scholar] [CrossRef]
- Tseng, C.-J.; Heush, Y.-J.; Chiang, C.-J.; Lee, Y.-H.; Lee, K.-R. Application of metal foams to high temperature PEM fuel cells. Int. J. Hydrogy Energy 2016, 41, 16196–16204. [Google Scholar] [CrossRef]
- Luo, G.; Xue, P.; Li, Y. Experimental investigation on the yield behavior of metal foam under shear-compression combined loading. Sci. China Technol. Sci. 2021, 64, 1412–1422. [Google Scholar] [CrossRef]
- Schaedler, T.A.; Carter, W.B. Architected Cellular Materials. Annu. Rev. Mater. Res. 2016, 46, 187–210. [Google Scholar] [CrossRef]
- Kádár, C.; Chmelík, F.; Ugi, D.; Máthis, K.; Knapek, M. Damage Characterization during Compression in a Perlite-Aluminum Syntactic Foam. Materials 2019, 12, 3342. [Google Scholar] [CrossRef] [Green Version]
- Antenucci, A.; Guarino, S.; Tagliaferri, V.; Ucciardello, N. Electro-deposition of graphene on aluminium open cell metal foams. Mater. Des. 2015, 71, 78–84. [Google Scholar] [CrossRef]
- Papantoniou, I.; Pantelis, D.; Manolakos, D. Powder metallurgy route aluminium foams: A study of the effect of powder morphology, compaction pressure and foaming temperature on the porous structure. Procedia Struct. Integr. 2018, 10, 243–248. [Google Scholar] [CrossRef]
- Kulshreshtha, A.; Dhakad, S. Preparation of metal foam by different methods: A review. Mater. Today Proc. 2020, 26, 1784–1790. [Google Scholar] [CrossRef]
- Miyanaji, H.; Ma, D.; Atwater, M.A.; Darling, K.A.; Hammond, V.H.; Williams, C. Binder jetting additive manufacturing of copper foam structures. Addit. Manuf. 2020, 32, 100960. [Google Scholar] [CrossRef]
- Singh, G.; Pandey, P.M. Uniform and graded copper open cell ordered foams fabricated by rapid manufacturing: Surface morphology, mechanical properties and energy absorption capacity. Mater. Sci. Eng. A 2019, 761, 138035. [Google Scholar] [CrossRef]
- Singh, G.; Pandey, P.M. Topological ordered copper graphene composite foam: Fabrication and compression properties study. Mater. Lett. 2019, 257, 126712. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, T.; Fleck, N.A.; Hutchinson, J.W.; Wadley, H.N.G.; Gibson, L.J. Metal Foams: A Design Guide; Butterworth-Heinemann: Boston, MA, USA, 2000; p. 251. [Google Scholar] [CrossRef]
- Genna, S.; Trovalusci, F.; Ucciardello, N.; Tagliaferri, V. Improving Performance of an Open Cell Aluminium Foam through Electro-Deposition of Nickel. Materials 2019, 12, 133. [Google Scholar] [CrossRef] [Green Version]
- Elliott, J.C. Metal Foam and Method for Making. U.S. Patent 2,983,597, 9 May 1961. [Google Scholar]
- Mirzaei, M.; Paydar, M.H. A novel process for manufacturing porous 316 L stainless steel with uniform pore distribution. Mater. Des. 2017, 121, 442–449. [Google Scholar] [CrossRef]
- Han, B.; Yu, R.-P.; Zhang, Q.-C.; Gao, H.-J.; Zhang, Q.; Lu, T.J.; Lu, B.-H. Creep of closed-cell aluminum foams: Effects of imperfections and predictive modeling. Mater. Des. 2018, 156, 229–241. [Google Scholar] [CrossRef]
- Savaci, U.; Yilmaz, S.; Güden, M. Open cell lead foams: Processing, microstructure, and mechanical properties. J. Mater. Sci. 2012, 47, 5646–5654. [Google Scholar] [CrossRef] [Green Version]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Patel, P.; Bhingole, P.; Makwana, D. Manufacturing, characterization and applications of lightweight metallic foams for structural applications: Review. Mater. Today Proc. 2018, 5, 20391–20402. [Google Scholar] [CrossRef]
- Suna, Y.; Li, Q.M. Dynamic compressive behaviour of cellular materials: A review of phenomenon, mechanism and modelling. Int. J. Impact Eng. 2018, 112, 74–115. [Google Scholar] [CrossRef] [Green Version]
- Pratomo, A.N.; Santosa, S.P.; Gunawan, L.; Widagdo, D.; Putra, I.S. Numerical study and experimental validation of blastworthy structure using aluminum foam sandwich subjected to fragmented 8 kg TNT blast loading. Int. J. Impact Eng. 2020, 146, 103699. [Google Scholar] [CrossRef]
- Hassanli, F.; Paydar, M.H. Improvement in energy absorption properties of aluminum foams by designing pore-density distribution. J. Mater. Res. Technol. 2021, 14, 609–619. [Google Scholar] [CrossRef]
- Rabiei, A.; Lattimer, B.Y.; Bearinger, E. Recent Advances in the Analysis, Measurement, and Properties of Composite Metal Foams; Department of Mechanical and Aerospace Engineering, North Carolina State University: Raleigh, NC, USA, 2021; pp. 201–216. [Google Scholar] [CrossRef]
- Neville, B.; Rabiei, A. Composite metal foams processed through powder metallurgy. Mater. Des. 2008, 29, 388–396. [Google Scholar] [CrossRef]
- Rabiei, A.; Vendra, L.; Reese, N.; Young, N.; Neville, B.P. Processing and Characterization of a New Composite Metal Foam. Mater. Trans. 2006, 47, 2148–2153. [Google Scholar] [CrossRef] [Green Version]
- Brown, J.; Vendra, L.J.; Rabiei, A. Bending Properties of Al-Steel and Steel-Steel Composite Metal Foams. Met. Mater. Trans. A 2010, 41, 2784–2793. [Google Scholar] [CrossRef]
- Vogiatzis, C.; Tsouknidas, A.; Kountouras, D.; Skolianos, S. Aluminum–ceramic cenospheres syntactic foams produced by powder metallurgy route. Mater. Des. 2015, 85, 444–454. [Google Scholar] [CrossRef]
- Mondal, D.; Majumder, J.D.; Jha, N.; Badkul, A.; Das, S.; Patel, A.; Gupta, G. Titanium-cenosphere syntactic foam made through powder metallurgy route. Mater. Des. 2012, 34, 82–89. [Google Scholar] [CrossRef]
- Chen, J.; Li, X.; Li, W.; He, J.; Li, C.; Dai, S.; Chen, J.; Ren, Y. Study on the Compression Properties and Deformation Failure Mechanism of Open-Cell Copper Foam. Adv. Eng. Mater. 2017, 19, 1600861. [Google Scholar] [CrossRef]
- Sharma, V.; Pal, S.; Racherla, V. Fabrication of copper foam using friction processing. Manuf. Lett. 2021, 29, 61–64. [Google Scholar] [CrossRef]
- Rehman, T.-U.; Ali, H.M.; Saieed, A.; Pao, W.; Ali, M. Copper foam/PCMs based heat sinks: An experimental study for electronic cooling systems. Int. J. Heat Mass Transf. 2018, 127, 381–393. [Google Scholar] [CrossRef]
- Sharma, M.; Modi, O.P.; Kumar, P. Synthesis and characterization of copper foams through a powder metallurgy route using a compressible and lubricant space-holder material. Int. J. Miner. Met. Mater. 2018, 25, 902–912. [Google Scholar] [CrossRef]
- Sharma, V.M.; Pal, S.K.; Racherla, V. A new sintering method for fabrication of open-cell metal foam parts. Mater. Manuf. Process 2020, 35, 1717–1726. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, X.; Shao, Z.; Li, Q. Image-based correlation between the meso-scale structure and deformation of closed-cell foam. Mater. Sci. Eng. A 2017, 688, 27–39. [Google Scholar] [CrossRef] [Green Version]
- Quan, C.; Han, B.; Hou, Z.; Zhang, Q.; Tian, X.; Lu, T.J. 3d printed continuous fiber reinforced composite auxetic honeycomb structures. Compos. Part B Eng. 2020, 187, 107858. [Google Scholar] [CrossRef]
- Li, Q.M.; Magkiriadis, I.; Harrigan, J.J. Compressive Strain at the Onset of Densification of Cellular Solids. J. Cell. Plast. 2006, 42, 371–392. [Google Scholar] [CrossRef]
- Miehe, C.; Schotte, J.; Lambrecht, M. Homogenization of inelastic solid materials at finite strains based on incremental minimization principles. Application to the texture analysis of polycrystals. J. Mech. Phys. Solids 2002, 50, 2123–2167. [Google Scholar] [CrossRef]
- Klinge, S.; Hackl, K. Application of the multiscale fem to the modeling of nonlinear composites with a random microstructure. Int. J. Multiscale Comput. Eng. 2012, 10, 213–227. [Google Scholar] [CrossRef] [Green Version]
- Otero, F.; Oller, S.; Martinez, X.; Salomón, O. Numerical homogenization for composite materials analysis. Comparison with other micro mechanical formulations. Compos. Struct. 2015, 122, 405–416. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Li, Q.; Lowe, T.; McDonald, S.; Withers, P. Investigation of strain-rate effect on the compressive behaviour of closed-cell aluminium foam by 3D image-based modelling. Mater. Des. 2016, 89, 215–224. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Relative Density | Temperature (°C) | Initial Compressive Modulus of (MPa) | Onset Strain of Densification | Plateau Stress (MPa) | Effective Energy Absorption (MJ·m−3) | The Maximum Energy Absorption Efficiency (%) |
|---|---|---|---|---|---|---|---|
| Uniform | 0.42 | 25 | 1462 | 0.29 | 25.48 | 5.84 | 79.66 |
| 300 | 665 | 0.17 | 17.74 | 2.31 | 76.87 | ||
| 500 | 266 | 0.14 | 10.71 | 1.15 | 76.48 | ||
| Graded | 0.37 | 25 | 1285 | 0.40 | 21.47 | 7.45 | 86.73 |
| 300 | 332 | 0.37 | 14.62 | 4.85 | 89.71 | ||
| 500 | 161 | 0.41 | 10.20 | 3.67 | 87.81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, B.; Li, Y.; Wang, Z.; Gu, X.; Zhang, Q. Temperature Effects on the Compressive Behaviors of Closed-Cell Copper Foams Prepared by Powder Metallurgy. Materials 2021, 14, 6405. https://doi.org/10.3390/ma14216405
Han B, Li Y, Wang Z, Gu X, Zhang Q. Temperature Effects on the Compressive Behaviors of Closed-Cell Copper Foams Prepared by Powder Metallurgy. Materials. 2021; 14(21):6405. https://doi.org/10.3390/ma14216405
Chicago/Turabian StyleHan, Bin, Yunyu Li, Zeyu Wang, Xi Gu, and Qi Zhang. 2021. "Temperature Effects on the Compressive Behaviors of Closed-Cell Copper Foams Prepared by Powder Metallurgy" Materials 14, no. 21: 6405. https://doi.org/10.3390/ma14216405
APA StyleHan, B., Li, Y., Wang, Z., Gu, X., & Zhang, Q. (2021). Temperature Effects on the Compressive Behaviors of Closed-Cell Copper Foams Prepared by Powder Metallurgy. Materials, 14(21), 6405. https://doi.org/10.3390/ma14216405