1. Introduction
Wire-WEDM is a non-conventional machining method in which the removal of material occurs by the repetitive sparks produced between the electrode and the work material in the dielectric medium. The circulation of dielectric fluid carries away the molten debris from the machining zone. Wire-EDM is extensively used in the industries for producing the complex contours in the electrically conductive materials such as aluminium, copper, brass, titanium and other alloys. The advantages of wire-EDM over other processes are it can produce thin walls with very small radii of internal corners, minimal burrs, high dimensional accuracy, absence of mechanical stress, low surface roughness, fast processing and cost-effectiveness. Due to low density, the aluminium alloys are popularly used in transport applications (automobiles, aeroplanes and ships) for reducing the fuel consumption and thus carbon emission. The sector-wise usage is as follows: the transportation industry—23%, building and construction—25%, packaging industries—8%, engineering industries—11% and electrical appliances—12% [
1]. In general, this metal possesses low density, good malleability, corrosion resistance and electricity conductivity. Aluminium 6000 series material shows excellent mechanical properties and weldability, thus it finds applications in aircraft fittings, electrical fittings and connectors, camera lens mounts, marines fittings and hardware, couplings, hinge pins, pistons, bike frames, valve parts, etc. [
2,
3].
The properties of aluminium can be further improved by alloying with other materials such as SiC, Al
2O
3, MgO, WC, S
iO
2, B
4C, etc. Studies shows that yield strength, ultimate tensile strength, elastic modulus and hardness were improved by the addition of SiC and Al
2O
3 particles in aluminium matrix [
4]. The addition, Al
2O
3, zirconium, cerium and magnesium resulted in decreasing the electrical conductivity of the composite [
5]. The age hardened Al6061-SiC
p reinforced composites showed the improvement in hardness by approximately 120–145% compared to as-cast alloy at aging temperature range of 100 to 200 °C. The lower temperature aging showed substantial improvement in wear resistance compared to high temperature aging [
6]. The addition of grain refiners (Al-5Ti-1B) led to size reduction and also transformed a longer and coarser grain to circular shaped and finer grains which significantly increased the hardness, tensile and wear resistance properties, but decreased the ductility [
7]. SiC
p are used as reinforcement particles because of its high ratio of strength to weight, thermal stability and wear resistance [
8,
9]. Investigation of micro-structural and mechanical properties of Al 6061 with SiC
p (500 nm) showed the improvements in Young’s modulus, strength and toughness [
10]. Cao et al. [
11] studied the effects of silicon and tungsten carbide reinforcement in aluminum matrix composites. The strong interfacial bond created between the matrix and the reinforced particles in these composites were found to transfer the load from the matrix and distributed to the reinforcement. This resulted in enhancement of the elastic modulus and the strength of composite. Nair et al. [
12] made a review of metallurgy of Al-SiC composites in which the elastic stiffening effects of the SiC whiskers are detailed through continuum mechanics models. The type of reinforcement, its size, shape and quantity were found to significantly influence the mechanical properties [
13].
Although aluminium possesses good machinability, the machining of SiC
p-reinforced aluminium alloys is challenging due to its abrasive nature which lead to rapid tool wear and affecting the surface quality [
14,
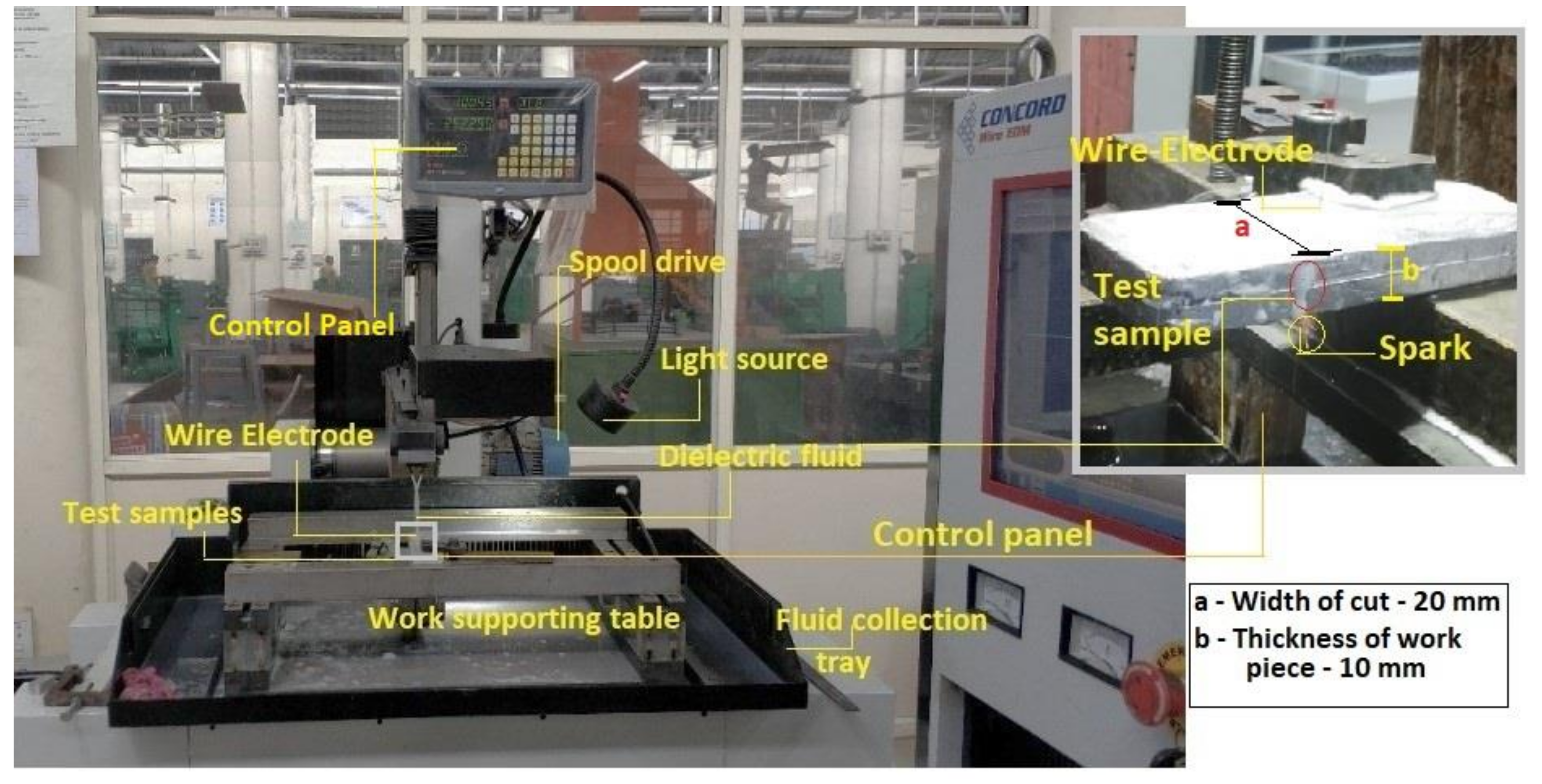
15]. The pull-out of the particle from the matrix and fracture of reinforced particles lead to formation of voids and cavities on the machined surface affecting the surface quality. In this scenario, the wire-EDM is one of the viable non-traditional methods in which the material removal occurs by rapid and repetitive sparks which occur by the electric discharge between the tool and workpiece. This causes the localized heating in the spark gap and the temperature developed is high enough to melt and vaporize the base metal. The dielectric fluid is circulated in the spark gap to control the electrical discharge and carry away the heat generated in machining [
16]. The limitation of this process is requirement of electrically conductive work piece. The advantage of wire-EDM includes, machining is independent of mechanical properties of the work material, producing the complex profiles and the non-contact between tool and work piece during the machining. The research trends of wire-EDM mainly focus on scientific investigations of applications and optimization of the process parameters. In recent years, EDM is popularly used for making nozzles for automobiles, miniature hole for turbine blade cooling, biomedical device such as stents, micro-channels for microfluidic devices and the production of various micro-electro-mechanical devices, etc. [
17]. The Wire-EDM is also found to be an effective tool for polishing applications of 3D printed parts in which about 80% of surface roughness was reduced [
18]. The Wire-EDM polished 3D printed SS316L material showed the elimination the balling pits, voids and porosity. The high t
on led to roughness due to prolonged duration of discharge, thus the low t
on was encouraged for polishing application by wire-EDM. The negligible amount of wire electrode material deposition was seen on the polished on surface.
A. Pramanik [
19] investigated the effect of reinforced SiC
p size (0.7–13 μm) in aluminium composites which were prepared by hot extrusion and heated treated (T1). The test samples with the smaller sized SiC
p and 0% particles did not exhibit significant difference on the surface quality after wire-EDM. The smaller sized SiC
p showed larger kerf width and lower electrode wear compared to test samples reinforced with larger particles size. Furthermore, matrix material was coated on the wire-electrode during the machining. The machining performance was found to be improved by mixing the multiwalled carbon nanotubes (MWCNTs) in the dielectric fluid. MWCNTs (1 g/L) mixed with dielectric fluid enhanced the MRR by 75.42% and reduced the SR by 19.15% in wire-EDM of Nitinol shape memory alloy. In addition, a substantial reduction recast layer thickness and other surface defects were also observed [
20]. P Sivaprakasam et al. [
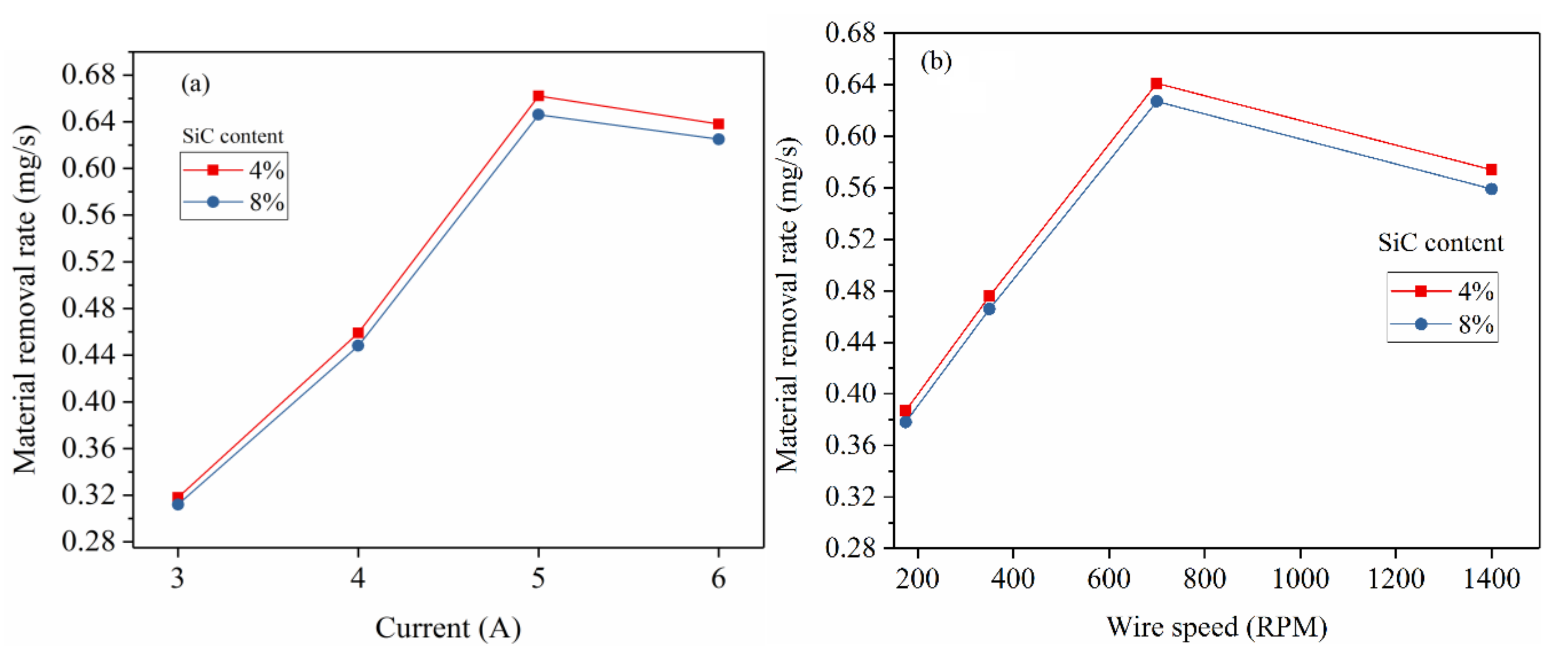
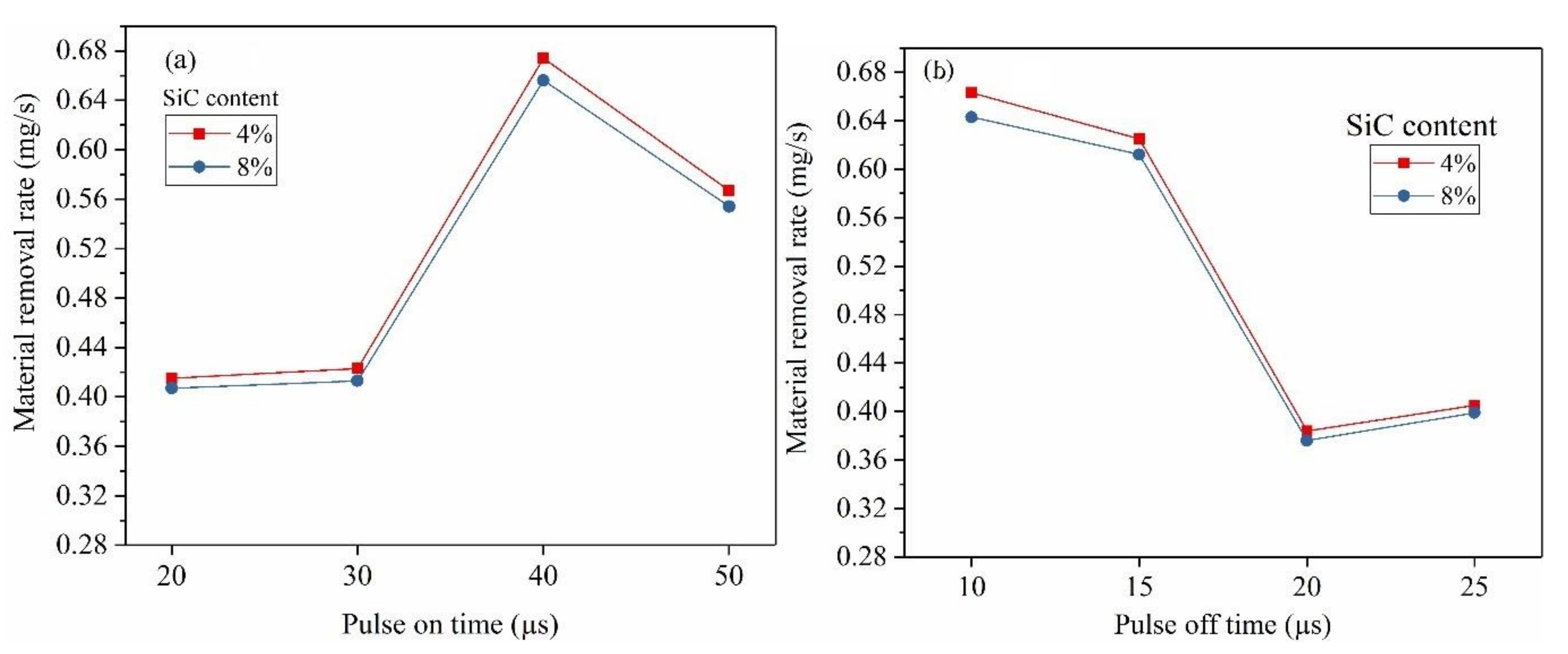
21] determined the machinability of A413—9% composite using zinc coated copper wire in wire-EDM. The operating parameters such as voltage, capacitance and feed rate showed significant interaction effect on the kerf-width and surface roughness. The MRR was increased with increase in supply current and duration of pulse-on while machining of SiC/Al composite [
22,
23,
24,
25]. When composition of SiC
p is increased upto 15% in the matrix phase, the MRR was found to decrease and the further increase in SiC content showed the reverse trend. Agrawal et al. [
26] investigated the surface roughness and MRR of AA6025 composite (SiC: 10 wt. % and Al
2O
3:10 wt. %). The studies showed that the machining performance was improved by using conductive powder in the dielectric fluid. This is due to reduced strength of dielectric fluid by the conductive particles and increased the spark gap. This phenomenon assisted in ignition process by generating a stable and higher discharge in the spark gap [
27]. Sidhu et al. [
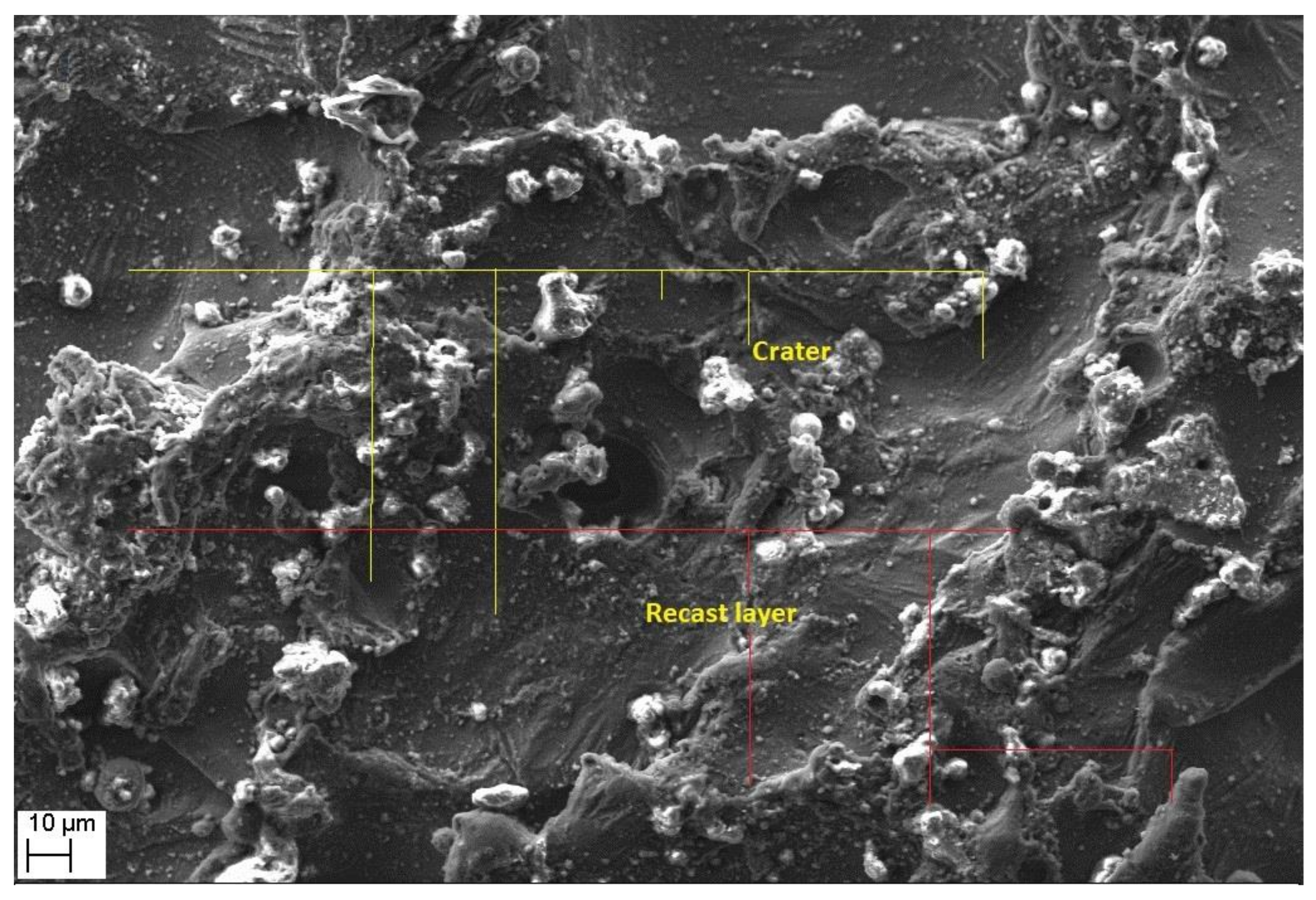
28] studied the EDM surface properties of 6% SiC/A356.2, 10% SiC-5% quartz/Al and 30% SiC/A359. The surface hardness was found to increase with increase in the density of the reinforced particles. In EDM, significant amount of metal transfer was found to occur from the copper electrode compared to graphite electrode. Dey et al. [
29] optimized the wire-EDM parameters for machining of Al6061/ceno-sphere composite. The increase in pulse current and pulse-on time produced the larger craters and high surface waviness. This resulted in poor surface quality and increased electrode wear rate in Al (6351)-SiC-B
4C Composite [
30].
The weight and volume fraction of reinforcing particles affects the distribution of particles in the matrix which further affects the mechanical properties of the composite. The homogenous distribution of reinforced particles leads to uniform load distribution in the composite and hence improve its mechanical properties. However, higher loading of reinforced particles led to agglomeration which resulted in reduction of its mechanical properties due to improper load distribution [
31,
32]. The tensile strength and hardness were found to increase with the addition of SiC
p up to 10 wt. % beyond which these properties were gradually reduced. However, the ductility of the composite decreased with increase in SiC
p content [
33]. The stir casting of the test samples showed the agglomeration of the SiC
p particles in the molten Al6061 matrix for the loading beyond 8 wt. %. Considering this the weight fraction is restricted upto 8 wt. % in this work. Machining of Al-SiC
p by traditional methods possess challenges of high tool wear-rate, formation of pits, voids, micro-cracks and fractured reinforcements on the cut surface. These challenges can be addressed by non-conventional machining methods such as wire-EDM. Considering these factors, an attempt is made in this work to investigate the effects of wire-EDM process parameters such as current, pulse-on and pulse-off time, wire speed and voltage on MRR and optimize these settings to improve the productivity in terms of MRR. Although, artificial neural network-based optimization methods such as fuzzy AHP-ARAS [
34], genetic algorithm [
35], particle swarm, moth-flame and Grass–Hooper optimization [
36] methods are more attractive tools of optimization for the experiments with large data sets, for limited experimental trails as in this work, Taguchi and response surface [
37] methods are more viable methods. Therefore, this works adopts Taguchi method for optimization of MRR and to develop the regression model to predict the MRR. The model estimates the MRR for different settings of these process parameters.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}