
Progress in Flexible Electronic Textile for Heating Application: A Critical Review



Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
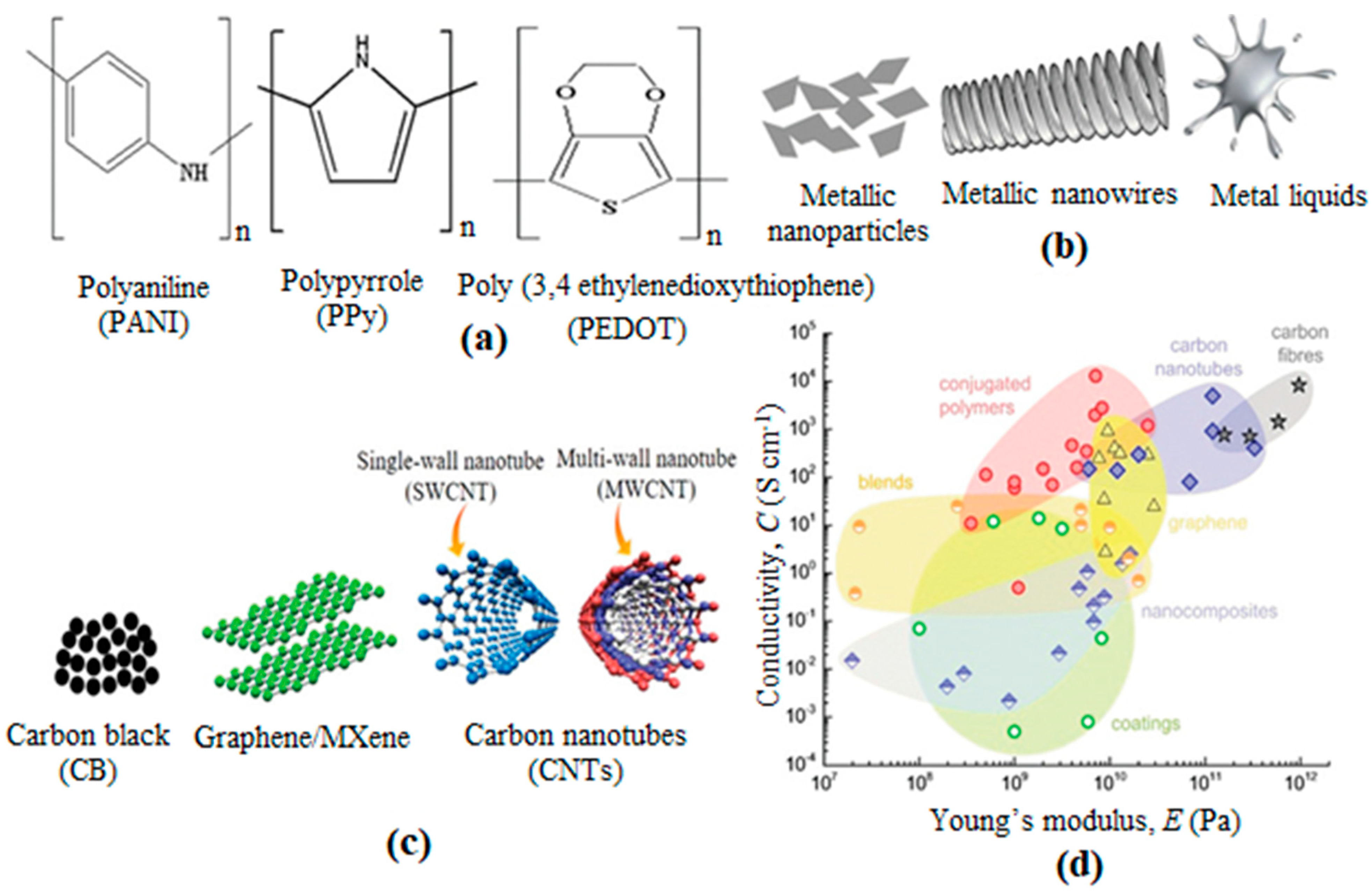
| Electroactive Materials | Group of Electroactive Materials | Limit of Electrical Properties | Strengths and Weaknesses | Refs. |
|---|---|---|---|---|
| Metallic flakes/nanoparticles/nanowires (e.g., Cu/Ag/AgNWs/Au/Ni/Al) | Metal and its derivatives | ≈104–6.3 × 107 Sm−1 |
| [23] |
| PANI/PPy/PEDOT: PSS/PhT | Intrinsically conducting polymers (ICPs) | ≈10–1.7 × 10−3 Sm−1 |
| [24] |
| CB/CNF/GO/rGO/MXene/SWCNT/MWCNT | Carbonaceous materials | ≈102–109 Sm−1 |
| [25,26] |

2. Conductive Textile Architectures
2.1. Conductive Fibre/Yarns

2.2. Conductive Fabrics

3. Thermoregulation for Conductive Textiles
4. Roadmap towards Heating Textile Devices
5. Advanced Heating Textiles and Their Performances
5.1. Metal-Based Heating Textiles

| Electroactive Materials | Type of Textile | Temperature Range (°C) | Voltage Range (V) | Electrical Properties | Refs. |
|---|---|---|---|---|---|
| AgNWs | Cotton/Polyurethane Core-Spun Yarn (CPY) | ≈25–100 | 2–6 | ≈36 Ωsq−1 | [82] |
| AgNWs | Nylon | ≈30–140 | 2–10 | 30 Ωsq−1 | [79] |
| AgNWs Ink | Polyester (PET) | ≈20–100 | 3–7 | ≈10 Ωsq−1 | [83] |
| AgNFs and PtNFs | Silk fabric (SF) | 41.3–99 | 3–8 | 25 Ωsq−1 | [84] |
| AgNFs | Silk fibroin (SF) | ≈28–106.2 | 0.5–4.5 | 12 Ωsq−1 | [85] |
| AgMFs | - | 27.3–209.4 | 0–1.6 | ˂0.2 Ωsq−1 | [86] |
| AgFDs | Polystyrene film | 52.3–180< | 1–4 | 0.048 Ωsq−1 | [87] |
| AgNWs | PVA Film | ≈45–74 | 3–5 | 20 Ωsq−1 | [67] |
| AgNWs | Polyester (PET) and polydimethylsiloxane (PDMS) | ≈30–160 | 5–25 | ≈0.5 Ωsq−1 | [88] |
| AgNWs | Polydimethylsiloxane (PDMS) | ≈50–160 | 1–2 | 0.25 Ωsq−1 | [89] |
| CuNWs | Polyurethane (PU) | 46–102 | 3–7 | 4.7 Ωsq−1 | [90] |
| Cu-Ni NWs | Poly (ethylene terephthalate) (PET) | 20–106 | 3–15 | 300 Ωsq−1 | [91] |
| AgNWs | Elastomer | ≈40 | 0.5–1.0 | ≈0.8 Ω | [66] |
| AgNPs | Cotton fabric | ≈34–98 | 1–5 | 0.26 Ωsq−1 | [92] |
| AgNW/PEDOT: PSS | Silk yarn | 25–64 | 2–3 | ≈320 S/cm | [93] |
| CuZr | Metallic glasses | 180 | 7 | 3.8 Ωsq−1 | [65] |
| AgNWs | Cotton fabric | ≈42 | 1.5 | 2.2 Ωsq−1 | [94] |
| Cu filament | PET-Cu braided fabric | ≈89 | 5 | 2.428 Ω/m | [95] |
| Stainless steel yarns | Polyester knitting fabric | ≈60 | 12 | - | [54] |
| CuNWs | PET fibres | 57 | 3 | - | [96] |
| Silver-plated yarn | Polyester staple yarn | 4 | 70 | - | [97] |
| Stainless steel | Cotton fabric | ≈84 (plain) ≈99 (Interlock) | 3 | 0.3 Ω cm−1 | [73] |
| Stainless steel, CB | Cotton fabric | ≈63 | 6 | 1.2–12 kΩ | [98] |
| Ag | Cotton-nylon spandex fabric | ≈119 | 10 | 21 Ω mm | [99] |
| Ag | Polyamide | 52 | 2.5 | 0.64 Ω | [81] |
| AgNPs | Cotton | 36.5–118.7 | 0.5–2.0 | - | [100] |
| CuNWs | Polyamide 6 | 70 | 1.8 | 0.3 Ωsq−1 | [101] |
5.2. Conductive Polymer Based Heating Textiles

| Electroactive Materials | Type of Textile | Temperature Range (°C) | Voltage Range (V) | Electrical Properties | Refs. |
|---|---|---|---|---|---|
| PEDOT: PSS, rGO | Cotton fabric | 70 | 30 | 150 Ω sq−1 | [125] |
| PEDOT, MXene | Cotton fabric | ≈193 | 12 | 3.6 Ω sq−1 | [126] |
| PPy, FeCl3 | Cotton fabric | ≈168 | 5 | 0.37 Ω cm | [127] |
| PPy | PET fabric | ≈110 | 30 | 1434.12 Ω sq−1 | [121] |
| PPy | Cotton fabric | ≈48 | 9 | 32 Ω sq−1 | [128] |
| PPy, MXene, silicone | PET fabric | ≈57 | 3 | ≈1000 S m−1 | [109] |
| PPy | PET-lycra fabric | ≈40 | 24 | 150–500 Ω sq−1 | [115] |
| Polypyrrole | Nylon fabric | 55 | 3.6 | 5 Ω sq−1 | [107] |
| Polyethylene dioxophene thiophene | PET | 43 | 15 | 52 Ω sq−1 | [129] |
| PEDOT | Cotton fabric | ≈44 | 6 | 41 Ω sq−1 | [130] |
| PEDOT: PSS, SDS | Cotton fabric | ≈99 | 12 | 1335 Scm−1 | [131] |
| PEDOT: PSS, glycerol | Polyamide fabric | ≈80 | 12 | 740 Ω | [129] |
| rGO | PET/PU fabric | ≈59 | 30 | 2.0 × 10−5 S sq−1 | [132] |
| rGO | PET fabric | ≈138 | 14 | 24.7 Ω sq−1 | [133] |
5.3. Carbon Based Heating Textiles


| Electroactive Materials | Type of Textile | Temperature Range (°C) | Voltage Range (V) | Electrical Properties | Refs. |
|---|---|---|---|---|---|
| rGO/PEDOT: PSS | Cotton fabric | 30–70 | 5–30 | 150 Ω sq−1 | [125] |
| MWCNT | Glass or poly(dimethylsiloxane) (PDMS) | 100 | 40 | 172 Ω sq−1 | [143] |
| MWCNTs | Cotton | ≈90 | 10–60 | 1670 Ω sq−1 | [144] |
| MWCNTs | Silk Fabric | ≈49.1 | 5–25 | 468 Ω sq−1 | [145] |
| Graphene | Polyimide | 55–150 | 30–60 | 1.568 Ω sq−1 | [146] |
| rGO | Polyester fabric | 50–138.64 | 6–14 | 24.7 Ω sq−1 | [133] |
| CB | Polyester Fabric | ≈30–85 | 0–20 | <71 Ω cm−1 | [147] |
| CNT | Cotton Yarn | Max. 80 | 2–5 | 3.92 Ω cm−1 | [148] |
| CC/PW | Thermoplastic Polyurethane (TPU) | ≈32.5–50 | 2–3 | 374 Sm−1 | [149] |
| MnO2/rGO | Cotton fabric | Max. 36 | 1–15 | 0.78 Ω | [150] |
| Graphene/WPU | Polyester | 71.3 | 50 | 5.43 × 103 Ω sq−1 | [151] |
| Recycled carbon fibre | non-woven fabric | 94.6 | 13 | 2.8 × 103 Sm−1 | [152] |
| Graphene, WPU | Aramid fabric (knit) | ≈54 | 5 | ≈56 Ω | [153] |
| Graphene, MWCNTs | Cotton | 66.2 | 27 | 29.8 Ω sq−1 | [154] |
| MWCNTs | Polyester/polyurethane | 56.1 | 5 | 2.66 Ω cm | [155] |

| Material | Mesh or Core | Characteristics | Advantage | Disadvantage | Resistance per Unit Length | Refs. |
|---|---|---|---|---|---|---|
| Copper wire/tinsel wire | Polyester, copper (tinsel) | Flattened and twisted with cotton, nylon, Nomex or Kevlar thread | Robust connection, conventional | Difficult to integrate into clothing | ~21 Ω cm−1 | [162] |
| Stainless steel staple fibres | Blended with polyester | Composite broken bundles (sewable) | Strength, resistance to corrosion, biologicalinertness | Difficult to attach to existing electronics components | BK 50/2 ~50 Ω cm−1, broken) | [47] |
| Aracon MCAF metal clad aramid (polymer) fibres | Kevlar | Composite core: Kevlar cladding metal: Ag, Ni, Cu, Au, Sn (24–200 fibres) | Light, flexible, stable, high temp resistance Can be soldered like normal wire | Conformability in integration with fabrics | ~0.001 Ω cm−1 | [47] |
| Metallic organza | Cloth | Composite fibre: Ag | Yarn level integration | Challenging connections to data acquisition | ~10 Ω m−1 | [47] |
| Silver thread | Fabric | Composite2 ply Ag fibre, nylon | Machine sewable | Sensitive to humidity and aging | ~85 Ω ft−1 | [163] |
| Strips of conductive fabric | Coated or intr. conductive fabric | Carbon based, PPy, PEDOT, PANi, metal plated (i.e., Cu, Ni) | Can be glued, sewed to other fabrics | Compatibility and specialty of connectors | Varies | [164] |
| Thin Kapton sheet | Kapton | Stacking of thin film layers including silicon nitride | Enables flexible electronics techniques | Cannot be machine sewn | Varies | [165] |
| Coating Technique | Textile Yarn | ICP | Linear Resistivity (Conductivity) | Refs. |
|---|---|---|---|---|
| Solution polymerization | Wool, cotton, nylon, and polyester | PANI | 23 kΩ/cm/ filament | [166] |
| Dipping and drying | PET | PANI | ~70 Ω/cm | [11] |
| Dipping and drying | PET | PANI | ~100 Ω/cm | [42] |
| Solution polymerization | Wool | PPy | 4.8 kΩ/cm | [167] |
| Solution polymerization | Wool | PPy | ~50 Ω/cm | [168] |
| Vapour polymerization | Wool, cotton, and nylon | PPy | 0.37–3 kΩ/mm | [169] |
| Vapour polymerization | Wool | PPy | 0.43 kΩ/mm | [170] |
| Vapour polymerization | Nylon-6 and polyurethane | PPy | ---- | [171] |
| Vapour polymerization and solution polymerization | Cotton and silk | PPy | 6.4×10-4 S/cm (cotton) 3.2×10-4 S/cm (silk) | [172] |
| Dipping and drying | Silk | PEDOT: PSS | 8.5 S/cm | [173] |
| Dipping and drying | Silk | PEDOT: PSS | 2 kΩ/mm | [34] |
| Vapour polymerization | Viscose | PEDOT: PSS | ---- | [35] |
6. Future Perspective and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xue, P.; Tao, X.; Leung, M.Y.; Zhang, H. Electromechanical properties of conductive fibres, yarns and fabrics. Wearable Electron. Photonics 2005, 81, 104. [Google Scholar] [CrossRef]
- Mattmann, C.; Clemens, F.; Tröster, G. Sensor for measuring strain in textile. Sensors 2008, 8, 3719–3732. [Google Scholar] [CrossRef]
- Tang, S.L.P.; Stylios, G.K. An overview of smart technologies for clothing design and engineering. Int. J. Cloth. Sci. Technol. 2006, 18, 108–128. [Google Scholar] [CrossRef]
- Schwarz, A.; Kazani, I.; Cuny, L.; Hertleer, C.; Ghekiere, F.; de Clercq, G.; Van Langenhove, L. Comparative study on the mechanical properties of elastic, electro-conductive hybrid yarns and their input materials. Text. Res. J. 2011, 81, 1713–1723. [Google Scholar] [CrossRef]
- Hufenbach, W.; Adam, F.; Fischer, W.J.; Kunadt, A.; Weck, D. Mechanical behaviour of textile-reinforced thermoplastics with integrated sensor network components. Mater. Des. 2011, 32, 4931–4935. [Google Scholar] [CrossRef]
- Jocic, D. Smart Textile Materials by Surface Modification with Biopolymeric Systems. Res. J. Text. Appar. 2008, 12, 58–65. [Google Scholar] [CrossRef]
- Zhang, X.X.; Tao, X. Smart textiles (1): Passive smart. Text. Asia 2001, 32, 45–48. [Google Scholar]
- Zhang, X.X.; Tao, X. Smart textiles (2): Active smart. Text. Asia 2001, 32, 49–52. [Google Scholar]
- Zhang, X.X.; Tao, X. Smart textiles (3): Very smart. Text. Asia 2001, 32, 35–37. [Google Scholar]
- Stoppa, M.; Chiolerio, A. Wearable electronics and smart textiles: A critical review. Sensors 2014, 14, 11957–11992. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, B.; Koncar, V.; Devaux, E.; Dufour, C.; Viallier, P. Electrical and morphological properties of PP and PET conductive polymer fibers. Synth. Met. 2004, 146, 167–174. [Google Scholar] [CrossRef]
- Knittel, D.; Schollmeyer, E. Electrically high-conductive textiles. Synth. Met. 2009, 159, 1433–1437. [Google Scholar] [CrossRef]
- Wang, H.; Zhou, H.; Gestos, A.; Fang, J.; Niu, H.; Ding, J.; Lin, T. Robust, electro-conductive, self-healing superamphiphobic fabric prepared by one-step vapour-phase polymerisation of poly(3,4-ethylenedioxythiophene) in the presence of fluorinated decyl polyhedral oligomeric silsesquioxane and fluorinated alkyl silane. Soft Matter 2013, 9, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Perumalraj, R.; Dasaradan, B.S.; Anbarasu, R.; Arokiaraj, P.; Leo Harish, S. Electromagnetic shielding effectiveness of copper core-woven fabrics. J. Text. Inst. 2009, 100, 512–524. [Google Scholar] [CrossRef]
- Roh, J.S.; Chi, Y.S.; Kang, T.J.; Nam, S.W. Electromagnetic Shielding Effectiveness of Multifunctional Metal Composite Fabrics. Text. Res. J. 2008, 78, 825–835. [Google Scholar] [CrossRef]
- Palamutcu, S.; Özek, A.; Karpuz, C.; Daǧ, N. Electrically conductive textile surfaces and their electromagnetic shielding efficiency measurement. Tekst. Konfeksiyon 2010, 20, 199–207. [Google Scholar]
- Özdemir, H.; Özkurt, A. The effects of weave and conductive yarn density on the electromagnetic shielding effectiveness of cellular woven fabrics. Tekst. Konfeksiyon 2013, 23, 124–135. [Google Scholar]
- Hwang, P.W.; Chen, A.P.; Lou, C.W.; Lin, J.H. Electromagnetic shielding effectiveness and functions of stainless steel/bamboo charcoal conductive fabrics. J. Ind. Text. 2014, 44, 477–494. [Google Scholar] [CrossRef]
- Bhat, N.V.; Seshadri, D.T.; Radhakrishnan, S. Preparation, Characterization, and Performance of Conductive Fabrics: Cotton + PANi. Text. Res. J. 2004, 74, 155–166. [Google Scholar] [CrossRef]
- Cork, C.R. Conductive Fibres for Electronic Textiles: An Overview; Elsevier Ltd.: Sawston, Cambridge, UK, 2015. [Google Scholar] [CrossRef]
- Mattila, H.R. Intelligent Textiles and Clothing, 2nd ed.; Woodhead Publishing Limited: Sawston, Cambridge, UK, 2006. [Google Scholar]
- Li, L.; Yang, K.; Song, G.; Zhang, L.; Guo, J. Research and Application of the Property of Conductive Knitted Fabrics. Mod. Appl. Sci. 2009, 3, 84–88. [Google Scholar] [CrossRef] [Green Version]
- Naghdi, S.; Rhee, K.Y.; Hui, D.; Park, S.J. A review of conductive metal nanomaterials as conductive, transparent, and flexible coatings, thin films, and conductive fillers: Different deposition methods and applications. Coatings 2018, 8, 278. [Google Scholar] [CrossRef] [Green Version]
- Balint, R.; Cassidy, N.J.; Cartmell, S.H. Conductive polymers: Towards a smart biomaterial for tissue engineering. Acta Biomater. 2014, 10, 2341–2353. [Google Scholar] [CrossRef]
- Meguid, S.A.; Weng, G.J. Micromechanics and Nanomechanics of Composite Solids; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Rothon, R. Sustainable and Recycled Particulate Fillers. In Polymers and Polymeric Composites: A Reference Series; Springer: Berlin, Germany, 2016. [Google Scholar] [CrossRef]
- Lund, A.; van der Velden, N.M.; Persson, N.K.; Hamedi, M.M.; Müller, C. Electrically conducting fibres for e-textiles: An open playground for conjugated polymers and carbon nanomaterials. Mater. Sci. Eng. R Rep. 2018, 126, 1–29. [Google Scholar] [CrossRef]
- Chatterjee, K.; Tabor, J.; Ghosh, T.K. Electrically conductive coatings for fiber-based E-Textiles. Fibers 2019, 7, 51. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, E.; Hasan, M.M.B.; Abdkader, A.; Cherif, C. Development of a process chain for the production of high-performance 100% metal spun yarns based on planed metal staple fibres. SN Appl. Sci. 2020, 2, 1–17. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, H.; Lu, H.; Li, S.; Zhang, Y. Electronic fibers and textiles: Recent progress and perspective. IScience 2021, 24, 102716. [Google Scholar] [CrossRef] [PubMed]
- Song, H.Y.; Lee, J.H.; Kang, D.; Cho, H.; Cho, H.S.; Lee, J.W.; Lee, Y.J. Textile electrodes of jacquard woven fabrics for biosignal measurement. J. Text. Inst. 2010, 101, 758–770. [Google Scholar] [CrossRef]
- Schwarz, A.; Cardoen, J.; Westbroek, P.; van Langenhove, L.; Bruneel, E.; van Driessche, I.; Hakuzimana, J. Steps Towards a Textile-Based Transistor: Development of the Gate and Insulating Layer. Text. Res. J. 2010, 80, 1738–1746. [Google Scholar] [CrossRef]
- Alagirusamy, R.; Eichhoff, J.; Gries, T.; Jockenhoevel, S. Coating of conductive yarns for electro-textile applications. J. Text. Inst. 2013, 104, 270–277. [Google Scholar] [CrossRef]
- Kuhn, H.H.; Child, A.D.; Kimbrell, W.C. Toward real applications of conductive polymers. Synth. Met. 1995, 71, 2139–2142. [Google Scholar] [CrossRef]
- Hamedi, M.; Forchheimer, R.; Inganäs, O. Towards woven logic from organic electronic fibres. Nat. Mater. 2007, 6, 357–362. [Google Scholar] [CrossRef] [PubMed]
- Müller, C.; Hamedi, M.; Karlsson, R.; Jansson, R.; Marcilla, R.; Hedhammar, M. Woven electrochemical transistors on silk fibers. Adv. Mater. 2011, 23, 898–901. [Google Scholar] [CrossRef]
- Behabtu, N.; Young, C.C.; Tsentalovich, D.E.; Kleinerman, O.; Wang, X.; Ma, A.W.K.; Bengio, E.A.; Waarbeek, R.F.T.; de Jong, J.J.; Hoogerwerf, R.E.; et al. Strong, light, multifunctional fibers of carbon nanotubes with ultrahigh conductivity. Science 2013, 339, 182–186. [Google Scholar] [CrossRef] [Green Version]
- Devaux, E.; Koncar, V.; Kim, B.; Campagne, C.; Roux, C.; Rochery, M.; Saihi, D. Processing and characterization of conductive yarns by coating or bulk treatment for smart textile applications. Trans. Inst. Meas. Control. 2007, 29, 355–376. [Google Scholar] [CrossRef]
- Mirjalili, M.; Karimi, L. Preparation of melt spun electroconductive fine fibres containing carbon nanotubes. Autex Res. J. 2015, 15, 87–92. [Google Scholar] [CrossRef] [Green Version]
- Ye, C.; Dong, S.; Ren, J.; Ling, S. Ultrastable and High-Performance Silk Energy Harvesting Textiles. Nano-Micro Lett. 2020, 12, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Locher, I. Technologies for System-On-Textile Integration; Swiss Federal Institute of Technology: Zurich, Switzerland, 2006. [Google Scholar] [CrossRef]
- Kim, B.; Koncar, V.; Dufour, C. Polyaniline-coated PET conductive yarns: Study of electrical, mechanical, and electro-mechanical properties. J. Appl. Polym. Sci. 2006, 101, 1252–1256. [Google Scholar] [CrossRef]
- Negru, D.; Buda, C.T.; Avram, D. Electrical conductivity of woven fabrics coated with carbon black particles. Fibres Text. East. Eur. 2012, 90, 53–56. [Google Scholar]
- Xue, P.; Park, K.H.; Tao, X.M.; Chen, W.; Cheng, X.Y. Electrically conductive yarns based on PVA/carbon nanotubes. Compos. Struct. 2007, 78, 271–277. [Google Scholar] [CrossRef]
- Show, Y.; Itabashi, H. Electrically conductive material made from CNT and PTFE. Diam. Relat. Mater. 2008, 17, 602–605. [Google Scholar] [CrossRef]
- Gurarslan, A.; Özdemir, B.; Bayat, İ.H.; Yelten, M.B.; Kurt, G.K. Silver nanowire coated knitted wool fabrics for wearable electronic applications. J. Eng. Fibers Fabr. 2019, 14, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Russo, P.R.; Gershenfeld, N. E-broidery: Design and fabrication of textile-based computing. IBM Syst. J. 2000, 39, 840–860. [Google Scholar]
- Li, Y.; Cheng, X.Y.; Leung, M.Y.; Tsang, J.; Tao, X.M.; Yuen, M.C.W. A flexible strain sensor from polypyrrole-coated fabrics. Synth. Met. 2005, 155, 89–94. [Google Scholar] [CrossRef]
- Jiyong, H.; Xiaofeng, Z.; Guohao, L.; Xudong, Y.; Xin, D. Electrical properties of PPy-coated conductive fabrics for human joint motion monitoring. Autex Res. J. 2016, 16, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Tokarska, M.; Gniotek, K. Anisotropy of the electrical properties of flat textiles. J. Text. Inst. 2015, 106, 9–18. [Google Scholar] [CrossRef]
- Lizák, P.; Mojumdar, S.C. Thermal properties of textile fabrics. J. Therm. Anal. Calorim. 2013, 112, 1095–1100. [Google Scholar] [CrossRef]
- Cheng, K.B.; Lee, M.L.; Ramakrishna, S.; Ueng, T.H. Electromagnetic Shielding Effectiveness of Stainless Steel/Polyester Woven Fabrics. Text. Res. J. 2001, 71, 42–49. [Google Scholar] [CrossRef]
- Zhang, H.; Tao, X.; Wang, S.; Yu, T. Electro-Mechanical Properties of Knitted Fabric Made From Conductive Multi-Filament Yarn Under Unidirectional Extension. Text. Res. J. 2005, 75, 598–606. [Google Scholar] [CrossRef]
- Kayacan, O.; Bulgun, E.Y. Heating behaviors of metallic textile structures. Int. J. Cloth. Sci. Technol. 2009, 21, 127–136. [Google Scholar] [CrossRef]
- Peter, M.; Barrie, J. Industrial and Process Furnaces: Principles, Design and Operation, 2nd ed.; Butterworth-Heinemann Publisher: London, UK, 2014. [Google Scholar] [CrossRef]
- Scott, R.A. The technology of electrically heated clothing. Ergonomics 1988, 31, 1065–1081. [Google Scholar] [CrossRef]
- Hao, L.; Yi, Z.; Li, C.; Li, X.; Yuxiu, W.; Yan, G. Development and characterization of flexible heating fabric based on conductive filaments, Meas. J. Int. Meas. Confed. 2012, 45, 1855–1865. [Google Scholar] [CrossRef]
- Nakad, Z.; Jones, M.; Martin, T.; Shenoy, R. Using electronic textiles to implement an acoustic beamforming array: A case study. Pervasive Mob. Comput. 2007, 3, 581–606. [Google Scholar] [CrossRef] [Green Version]
- Power, E.J. Knitting of electroconductive yarns. IEE Eurowearable 2003, 55–60. [Google Scholar] [CrossRef]
- Stavrakis, A.K.; Simić, M.; Stojanović, G.M. Electrical characterization of conductive threads for textile electronics. Electronics 2021, 10, 967. [Google Scholar] [CrossRef]
- De Rossi, D.; della Santa, A.; Mazzoldi, A. Dressware: Wearable hardware. Mater. Sci. Eng. C 1999, 7, 31–35. [Google Scholar] [CrossRef]
- Laforte, J.L.; Louchez, P.; Bouchard, G.; Ma, F. A facility to evaluate performance of aircraft ground de/anti-icing fluids subjected to freezing rain. Cold Reg. Sci. Technol. 1990, 18, 161–171. [Google Scholar] [CrossRef]
- Baars, W.J.; Stearman, R.O.; Tinney, C.E. A Review on the Impact of Icing on Aircraft Stability and Control. ASD J. 2010, 2, 35–52. [Google Scholar] [CrossRef]
- Lewis, G.K.; Langer, M.D.; Henderson, C.R.; Ortiz, R. Design and evaluation of a wearable self-applied therapeutic ultrasound device for chronic myofascial pain. Ultrasound Med. Biol. 2013, 39, 1429–1439. [Google Scholar] [CrossRef]
- An, B.W.; Gwak, E.J.; Kim, K.; Kim, Y.C.; Jang, J.; Kim, J.Y.; Park, J.U. Stretchable, Transparent Electrodes as Wearable Heaters Using Nanotrough Networks of Metallic Glasses with Superior Mechanical Properties and Thermal Stability. Nano Lett. 2016, 16, 471–478. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.; Park, J.; Hyun, W.; Kim, J.; Kim, J.; Lee, Y.B.; Song, C.; Hwang, H.J.; Kim, J.H.; Hyeon, T.; et al. Stretchable Heater Using Ligand-Exchanged Silver Nanowire Nanocomposite for Wearable Articular Thermotherapy. ACS Nano 2015, 9, 6626–6633. [Google Scholar] [CrossRef]
- Lan, W.; Chen, Y.; Yang, Z.; Han, W.; Zhou, J.; Zhang, Y.; Wang, J.; Tang, G.; Wei, Y.; Dou, W.; et al. Ultraflexible Transparent Film Heater Made of Ag Nanowire/PVA Composite for Rapid-Response Thermotherapy Pads. ACS Appl. Mater. Interfaces 2017, 9, 6644–6651. [Google Scholar] [CrossRef] [PubMed]
- Giansanti, D.; Maccioni, G. Development and testing of a wearable Integrated Thermometer sensor for skin contact thermography. Med. Eng. Phys. 2007, 29, 556–565. [Google Scholar] [CrossRef]
- Suh, M.; Curto, S.; Prakash, P.; van Rhoon, G. Wearable Device for Thermotherapies; Elsevier Ltd.: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Adnan, M.; Moses, J.J. A Study on the Efficiency of Lavender Microcapsules on Silk/Lyocell Blended Fabrics. In Functional Textile and Clothing; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Fang, S.; Wang, R.; Ni, H.; Liu, H.; Liu, L. A review of flexible electric heating element and electric heating garments. J. Ind. Text. 2020, 1–36. [Google Scholar] [CrossRef]
- Šahta, I.; Baltina, I.; Truskovska, N.; Blums, J.; Deksnis, E. Selection of conductive yarns for knitting an electrical heating element. WIT Trans. Built Environ. 2014, 137, 91–102. [Google Scholar] [CrossRef] [Green Version]
- Hamdani, S.T.A.; Fernando, A.; Maqsood, M. Thermo-mechanical behavior of stainless steel knitted structures. Heat Mass Transf. Stoffuebertragung 2016, 52, 1861–1870. [Google Scholar] [CrossRef]
- Hsu, P.C.; Liu, X.; Liu, C.; Xie, X.; Lee, H.R.; Welch, A.J.; Zhao, T.; Cui, Y. Personal thermal management by metallic nanowire-coated textile. Nano Lett. 2015, 15, 365–371. [Google Scholar] [CrossRef]
- Atwa, Y.; Maheshwari, N.; Goldthorpe, I.A. Silver nanowire coated threads for electrically conductive textiles. J. Mater. Chem. C 2015, 3, 3908–3912. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Li, J.; Chen, L.; Liu, L.; Li, Y.; Li, X.; Li, X.; Yang, H. Thermal-electronic behaviors investigation of knitted heating fabrics based on silver plating compound yarns. Text. Res. J. 2016, 86, 1398–1412. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Li, X. Thermal-electrical properties and resistance stability of silver coated yarns. AIP Conf. Proc. 2017, 1820, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Sun, K.; Liu, S.; Long, H. Structural parameters affecting electrothermal properties of woolen knitted fabrics integrated with silver-coated yarns. Polymers 2019, 11, 1709. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.; Lee, H.; Lee, J.; Kwon, J.; Han, S.; Suh, Y.D.; Cho, H.; Shin, J.; Yeo, J.; Ko, S.H. Highly Stretchable and Transparent Metal Nanowire Heater for Wearable Electronics Applications. Adv. Mater. 2015, 27, 4744–4751. [Google Scholar] [CrossRef]
- Guo, R.; Wang, H.; Sun, X.; Yao, S.; Chang, H.; Wang, H.; Liu, J.; Zhang, Y. Semiliquid Metal Enabled Highly Conductive Wearable Electronics for Smart Fabrics. ACS Appl. Mater. Interfaces 2019, 11, 30019–30027. [Google Scholar] [CrossRef] [PubMed]
- Repon, M.R.; Mikučionienė, D.; Baltina, I.; Blūms, J.; Laureckiene, G. Ag Coated Pa-Based Electro-Conductive Knitted Fabrics for Heat Generation in Compression Supports. Autex Res. J. 2021, 21, 1–9. [Google Scholar] [CrossRef]
- Zhao, M.; Li, D.; Huang, J.; Wang, D.; Mensah, A.; Wei, Q. A multifunctional and highly stretchable electronic device based on silver nanowire/wrap yarn composite for a wearable strain sensor and heater. J. Mater. Chem. C 2019, 7, 13468–13476. [Google Scholar] [CrossRef]
- Kim, T.; Kim, Y.W.; Lee, H.S.; Kim, H.; Yang, W.S.; Suh, K.S. Uniformly interconnected silver-nanowire networks for transparent film heaters. Adv. Funct. Mater. 2013, 23, 1250–1255. [Google Scholar] [CrossRef]
- Huang, J.; Li, Y.; Xu, Z.; Li, W.; Xu, B.; Meng, H.; Liu, X.; Guo, W. An integrated smart heating control system based on sandwich-structural textiles. Nanotechnology 2019, 30, 325203. [Google Scholar] [CrossRef]
- Huang, J.; Xu, Z.; Qiu, W.; Chen, F.; Meng, Z.; Hou, C.; Guo, W.; Liu, X.Y. Stretchable and Heat-Resistant Protein-Based Electronic Skin for Human Thermoregulation. Adv. Funct. Mater. 2020, 30, 1–9. [Google Scholar] [CrossRef]
- Kim, Y.I.; An, S.; Kim, M.W.; Jo, H.S.; Kim, T.G.; Swihart, M.T.; Yarin, A.L.; Yoon, S.S. Highly transparent, conducting, body-attachable metallized fibers as a flexible and stretchable film. J. Alloys Compd. 2019, 790, 1127–1136. [Google Scholar] [CrossRef]
- Tian, B.; Liu, Q.; Luo, C.; Feng, Y.; Wu, W. Multifunctional Ultrastretchable Printed Soft Electronic Devices for Wearable Applications. Adv. Electron. Mater. 2020, 6, 1900922. [Google Scholar] [CrossRef]
- Cui, Z.; Han, Y.; Huang, Q.; Dong, J.; Zhu, Y. Electrohydrodynamic printing of silver nanowires for flexible and stretchable electronics. Nanoscale 2018, 10, 6806–6811. [Google Scholar] [CrossRef]
- Yao, S.; Cui, J.; Cui, Z.; Zhu, Y. Soft electrothermal actuators using silver nanowire heaters. Nanoscale 2017, 9, 3797–3805. [Google Scholar] [CrossRef]
- Ding, S.; Jiu, J.; Gao, Y.; Tian, Y.; Araki, T.; Sugahara, T.; Nagao, S.; Nogi, M.; Koga, H.; Suganuma, K.; et al. One-Step Fabrication of Stretchable Copper Nanowire Conductors by a Fast Photonic Sintering Technique and Its Application in Wearable Devices. ACS Appl. Mater. Interfaces 2016, 8, 6190–6199. [Google Scholar] [CrossRef]
- Chen, J.; Chen, J.; Li, Y.; Zhou, W.; Feng, X.; Huang, Q.; Zheng, J.G.; Liu, R.; Ma, Y.; Huang, W. Enhanced oxidation-resistant Cu-Ni core-shell nanowires: Controllable one-pot synthesis and solution processing to transparent flexible heaters. Nanoscale 2015, 7, 16874–16879. [Google Scholar] [CrossRef] [PubMed]
- Niu, B.; Yang, S.; Hua, T.; Tian, X.; Koo, M.K. Facile fabrication of highly conductive, waterproof, and washable e-textiles for wearable applications. Nano Res. 2021, 14, 1043–1052. [Google Scholar] [CrossRef]
- Hwang, B.; Lund, A.; Tian, Y.; Darabi, S.; Darabi, S.; Müller, C.; Müller, C. Machine-Washable Conductive Silk Yarns with a Composite Coating of Ag Nanowires and PEDOT:PSS. ACS Appl. Mater. Interfaces 2020, 12, 27537–27544. [Google Scholar] [CrossRef]
- Lian, Y.; Yu, H.; Wang, M.; Yang, X.; Li, Z.; Yang, F.; Wang, Y.; Tai, H.; Liao, Y.; Wu, J.; et al. A multifunctional wearable E-textile: Via integrated nanowire-coated fabrics. J. Mater. Chem. C 2020, 8, 8399–8409. [Google Scholar] [CrossRef]
- Pragya, A.; Singh, H.; Kumar, B.; Gupta, H.; Shankar, P. Designing and investigation of braided-cum-woven structure for wearable heating textile. Eng. Res. Express 2020, 2, 015003. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Guan, T.; Xu, F.; Sun, J. Durable, Highly Electrically Conductive Cotton Fabrics with Healable Superamphiphobicity. ACS Appl. Mater. Interfaces 2018, 10, 12042–12050. [Google Scholar] [CrossRef] [PubMed]
- Hamdani, S.T.A.; Potluri, P.; Fernando, A. Thermo-mechanical behavior of textile heating fabric based on silver coated polymeric yarn. Materials 2013, 6, 1072–1089. [Google Scholar] [CrossRef] [Green Version]
- Erdogan, M.H.; Erdem, N. A theoretical approach for predicting the tensile behavior of needle punched-heat set heavy geotextiles. Ind. Textil 2011, 62, 227–232. [Google Scholar]
- Ali, A.; Baheti, V.; Militky, J.; Khan, Z.; Zhu, G. Metal Coating on Ultrafine Polyester Non-woven Fabrics and Their Ageing Properties. Fibers Polym. 2019, 20, 1347–1359. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, Y.; Huang, J.; Zhang, S.; Zhang, R.; Ye, D.; Cai, G.; Yang, H.; Gu, S.; Xu, W. Multi-functional and water-resistant conductive silver nanoparticle-decorated cotton textiles with excellent joule heating performances and human motion monitoring. Cellulose 2021, 28, 7483–7495. [Google Scholar] [CrossRef]
- Guo, Z.; Sun, C.; Wang, J.; Cai, Z.; Ge, F. High-performance laminated fabric with enhanced photothermal conversion and Joule heating effect for personal thermal management. ACS Appl. Mater. Interfaces 2021, 13, 8851–8862. [Google Scholar] [CrossRef]
- Boutrois, J.P.; Jolly, R.; Pétrescu, C. Process of polypyrrole deposit on textile. Product characteristics and applications. Synth. Met. 1997, 85, 1405–1406. [Google Scholar] [CrossRef]
- Jolly, R.; Petrescu, C.; Thieblemont, J.C.; Marechal, J.C.; Menneteau, F.D. Heating Panels for Accomodation Obtained from Textiles Made Electrically Conductive by Polypyrrole Deposit. J. Ind. Text. 1994, 23, 228–236. [Google Scholar] [CrossRef]
- Ala, O.; Fan, Q. Applications of Conducting Polymers in Electronic Textiles. Res. J. Text. Appar. 2009, 13, 51–68. [Google Scholar] [CrossRef]
- Bajgar, V.; Penhaker, M.; Martinková, L.; Pavlovič, A.; Bober, P.; Trchová, M.; Stejskal, J. Cotton fabric coated with conducting polymers and its application in monitoring of carnivorous plant response. Sensors 2016, 16, 498. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.Y.; Park, D.W.; Lim, J.O. Polypyrrole-coated woven fabric as a flexible surface-heating element. Macromol. Res. 2003, 11, 481–487. [Google Scholar] [CrossRef]
- Shang, S.; Yang, X.; Tao, X.M.; Lam, S.S. Vapor-phase polymerization of pyrrole on flexible substrate at low temperature and its application in heat generation. Polym. Int. 2010, 59, 204–211. [Google Scholar] [CrossRef]
- Lv, J.; Zhou, P.; Zhang, L.; Zhong, Y.; Sui, X.; Wang, B.; Chen, Z.; Xu, H.; Mao, Z. High-performance textile electrodes for wearable electronics obtained by an improved in situ polymerization method. Chem. Eng. J. 2019, 361, 897–907. [Google Scholar] [CrossRef]
- Wang, Q.W.; Zhang, H.B.; Liu, J.; Zhao, S.; Xie, X.; Liu, L.; Yang, R.; Koratkar, N.; Yu, Z.Z. Multifunctional and Water-Resistant MXene-Decorated Polyester Textiles with Outstanding Electromagnetic Interference Shielding and Joule Heating Performances. Adv. Funct. Mater. 2019, 29, 1–10. [Google Scholar] [CrossRef]
- Dall’Acqua, L.; Tonin, C.; Varesano, A.; Canetti, M.; Porzio, W.; Catellani, M. Vapour phase polymerisation of pyrrole on cellulose-based textile substrates. Synth. Met. 2006, 156, 379–386. [Google Scholar] [CrossRef]
- Seshadri, D.T.; Bhat, N.V. Synthesis and properties of cotton fabrics modified with polypyrrole. BTRA Scan. 2005, 35, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Yildiz, Z.; Usta, I.; Gungor, A. Electrical properties and electromagnetic shielding effectiveness of polyester yarns with polypyrrole deposition. Text. Res. J. 2012, 82, 2137–2148. [Google Scholar] [CrossRef]
- Sparavigna, A.C.; Florio, L.; Avloni, J.; Henn, A. Polypyrrole Coated PET Fabrics for Thermal Applications. Mater. Sci. Appl. 2010, 1, 253–259. [Google Scholar] [CrossRef] [Green Version]
- Kaynak, A.; Håkansson, E. Short-term heating tests on doped polypyrrole-coated polyester fabrics. Synth. Met. 2008, 158, 350–354. [Google Scholar] [CrossRef] [Green Version]
- Kaynak, A.; Håkansson, E. Generating heat from conducting polypyrrole-coated PET fabrics. Adv. Polym. Technol. 2005, 24, 194–207. [Google Scholar] [CrossRef] [Green Version]
- Hakansson, E.; Kaynak, A.; Lin, T.; Nahavandi, S.; Jones, T.; Hu, E. Characterization of conducting polymer coated synthetic fabrics for heat generation. Synth. Met. 2004, 144, 21–28. [Google Scholar] [CrossRef]
- Rodriguez, J.; Otero, T.F.; Grande, H.; Moliton, J.P.; Moliton, A.; Trigaud, T. Optimization of the electrical conductivity of polypyrrole films electrogenerated on aluminium electrodes. Synth. Met. 1996, 76, 301–303. [Google Scholar] [CrossRef]
- Abbasi, A.M.R.; Militky, J.; Gregr, J. Heat Generation by Polypyrrole Coated Glass Fabric. J. Text. 2013, 2013, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Malhotra, U.; Maity, S.; Chatterjee, A. Polypyrrole-silk electro-conductive composite fabric by in situ chemical polymerization. J. Appl. Polym. Sci. 2015, 132, 1–10. [Google Scholar] [CrossRef]
- Maráková, N.; Humpolíček, P.; Kašpárková, V.; Capáková, Z.; Martinková, L.; Bober, P.; Trchová, M.; Stejskal, J. Antimicrobial activity and cytotoxicity of cotton fabric coated with conducting polymers, polyaniline or polypyrrole, and with deposited silver nanoparticles. Appl. Surf. Sci. 2017, 396, 169–176. [Google Scholar] [CrossRef]
- Maity, S.; Chatterjee, A.; Singh, B.; Singh, A.P. Polypyrrole based electro-conductive textiles for heat generation. J. Text. Inst. 2014, 105, 887–893. [Google Scholar] [CrossRef]
- Yang, X.; Shang, S.; Li, L.; Tao, X.M.; Yan, F. Vapor phase polymerization of 3,4-ethylenedioxythiophene on flexible substrate and its application on heat generation. Polym. Adv. Technol. 2011, 22, 1049–1055. [Google Scholar] [CrossRef]
- Ji, S.; He, W.; Wang, K.; Ran, Y.; Ye, C. Thermal response of transparent silver nanowire/PEDOT:PSS film heaters. Small 2014, 10, 4951–4960. [Google Scholar] [CrossRef]
- Yang, F.; Lan, C.; Zhang, H.; Guan, J.; Zhang, F.; Fei, B.; Zhang, J. Study on graphene/CNC-coated bamboo pulp fabric preparation of fabrics with thermal conductivity. Polymers 2019, 11, 1265. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, A.; Jalil, M.A.; Hossain, M.M.; Moniruzzaman, M.; Adak, B.; Islam, M.T.; Parvez, M.S.; Mukhopadhyay, S. A PEDOT:PSS and graphene-clad smart textile-based wearable electronic Joule heater with high thermal stability. J. Mater. Chem. C 2020, 8, 16204–16215. [Google Scholar] [CrossRef]
- Zheng, X.; Shen, J.; Hu, Q.; Nie, W.; Wang, Z.; Zou, L.; Li, C. Vapor phase polymerized conducting polymer/MXene textiles for wearable electronics. Nanoscale 2021, 13, 1832–1841. [Google Scholar] [CrossRef] [PubMed]
- Xie, J.; Pan, W.; Guo, Z.; Jiao, S.S.; Yang, L.P. In situ polymerization of polypyrrole on cotton fabrics as flexible electrothermal materials. J. Eng. Fibers Fabr. 2019, 14, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Park, C.H. Electric heated cotton fabrics with durable conductivity and self-cleaning properties. RSC Adv. 2018, 8, 31008–31018. [Google Scholar] [CrossRef] [Green Version]
- Moraes, M.R.; Alves, A.C.; Toptan, F.; Martins, M.S.; Vieira, E.M.F.; Paleo, A.J.; Souto, A.P.; Santos, W.L.F.; Esteves, M.F.; Zille, A. Glycerol/PEDOT:PSS coated woven fabric as a flexible heating element on textiles. J. Mater. Chem. C 2017, 5, 3807–3822. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Baima, M.; Andrew, T.L. Transforming Commercial Textiles and Threads into Sewable and Weavable Electric Heaters. ACS Appl. Mater. Interfaces 2017, 9, 32299–32307. [Google Scholar] [CrossRef]
- Yeon, C.; Kim, G.; Lim, J.W.; Yun, S.J. Highly conductive PEDOT:PSS treated by sodium dodecyl sulfate for stretchable fabric heaters. RSC Adv. 2017, 7, 5888–5897. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Qin, Z.; Dou, Z.; Liu, N.; Chen, L.; Zhu, M. Fabricating conductive poly(ethylene terephthalate) nonwoven fabrics using an aqueous dispersion of reduced graphene oxide as a sheet dyestuff. RSC Adv. 2014, 4, 23869–23875. [Google Scholar] [CrossRef]
- Wang, D.; Li, D.; Zhao, M.; Xu, Y.; Wei, Q. Multifunctional wearable smart device based on conductive reduced graphene oxide/polyester fabric. Appl. Surf. Sci. 2018, 454, 218–226. [Google Scholar] [CrossRef]
- Pang, E.; Pickering, S.J.; Chan, A.; Wong, K.H. Use of recycled carbon fibre as a heating element. J. Compos. Mater. 2013, 47, 2039–2050. [Google Scholar] [CrossRef]
- Ilanchezhiyan, P.; Zakirov, A.S.; Kumar, G.M.; Yuldashev, S.U.; Cho, H.D.; Kang, T.W.; Mamadalimov, A.T. Highly efficient CNT functionalized cotton fabrics for flexible/wearable heating applications. RSC Adv. 2015, 5, 10697–10702. [Google Scholar] [CrossRef]
- Rahman, M.J.; Mieno, T. Conductive Cotton Textile from Safely Functionalized Carbon Nanotubes. J. Nanomater. 2015, 1–10. [Google Scholar] [CrossRef]
- Neella, N.; Gaddam, V.; Rajanna, K.; Nayak, M.M. Low cost, disposable and wearable body warmer using RGO sheets coated on cloth substrate as heating element. In Proceedings of the 2017 IEEE 12th International Conference on Nano/Micro Engineered and Molecular Systems NEMS, Los Angeles, CA, USA, 9–12 April 2017; pp. 177–180. [Google Scholar] [CrossRef]
- Ji, Y.; Li, Y.; Chen, G.; Xing, T. Fire-resistant and highly electrically conductive silk fabrics fabricated with reduced graphene oxide via dry-coating. Mater. Des. 2017, 133, 528–535. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Joshi, R.; Chughtai, A.A.; Macintyre, C.R. Graphene Modified Multifunctional Personal Protective Clothing. Adv. Mater. Interfaces 2019, 6, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Faruk, M.O.; Ahmed, A.; Jalil, M.A.; Islam, M.T.; Shamim, A.M.; Adak, B.; Hossain, M.M.; Mukhopadhyay, S. Functional textiles and composite based wearable thermal devices for Joule heating: Progress and perspectives. Appl. Mater. Today 2021, 23, 1–23. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, X.; Lei, Z.; Wang, L.; Tian, M.; Zhu, S.; Xiao, H.; Tang, X.; Qu, L. Flexible MXene-Decorated Fabric with Interwoven Conductive Networks for Integrated Joule Heating, Electromagnetic Interference Shielding, and Strain Sensing Performances. ACS Appl. Mater. Interfaces 2020, 12, 14459–14467. [Google Scholar] [CrossRef]
- Kim, H.; Kim, H.S.; Lee, S. Thermal insulation property of graphene/polymer coated textile based multi-layer fabric heating element with aramid fabric. Sci. Rep. 2020, 10, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Jung, D.; Lee, K.H.; Kim, D.; Burk, D.; Overzet, L.J.; Lee, G.S. Highly conductive flexible multi-walled carbon nanotube sheet films for transparent touch screen. Jpn. J. Appl. Phys. 2013, 52, 1–6. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Qia, K.; Xin, J.H. Functionalization of cotton with carbon nanotubes. J. Mater. Chem. 2008, 18, 3454–3460. [Google Scholar] [CrossRef]
- Zhou, J.; Zhao, Z.; Hu, R.; Yang, J.; Xiao, H.; Liu, Y.; Lu, M. Multi-walled carbon nanotubes functionalized silk fabrics for mechanical sensors and heating materials. Mater. Des. 2020, 191, 108636. [Google Scholar] [CrossRef]
- Sui, D.; Huang, Y.; Huang, L.; Liang, J.; Ma, Y.; Chen, Y. Flexible and transparent electrothermal film heaters based on graphene materials. Small 2011, 7, 3186–3192. [Google Scholar] [CrossRef] [PubMed]
- Pahalagedara, L.R.; Siriwardane, I.W.; Tissera, N.D.; Wijesena, R.N.; de Silva, K.M.N. Carbon black functionalized stretchable conductive fabrics for wearable heating applications. RSC Adv. 2017, 7, 19174–19180. [Google Scholar] [CrossRef] [Green Version]
- Hossain, M.M.; Bradford, P. Industrially knittable CNT/cotton sheath-core yarns for smart textiles. In Proceedings of the SPIE Nano-, Bio-, Info-Tech Sensors, and 3D Systems IV, Online Only, CA, USA, 27 April–8 May 2020; Volume 1137809, pp. 1–6. [Google Scholar] [CrossRef]
- Umair, M.M.; Zhang, Y.; Zhang, S.; Jin, X.; Tang, B. A novel flexible phase change composite with electro-driven shape memory, energy conversion/storage and motion sensing properties. J. Mater. Chem. A 2019, 7, 26385–26392. [Google Scholar] [CrossRef]
- Levitt, A.; Zhang, J.; Dion, G.; Gogotsi, Y.; Razal, J.M. MXene-Based Fibers, Yarns, and Fabrics for Wearable Energy Storage Devices. Adv. Funct. Mater. 2020, 30, 1–22. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S. Characteristics of Electrical Heating Elements Coated with Graphene Nanocomposite on Polyester Fabric: Effect of Different Graphene Contents and Annealing Temperatures. Fibers Polym. 2018, 19, 965–976. [Google Scholar] [CrossRef]
- Kong, K.; Cheedarala, R.K.; Kim, M.; Roh, H.D.; Park, Y.B.; Park, H.W. Electrical thermal heating and piezoresistive characteristics of hybrid CuO-woven carbon fiber/vinyl ester composite laminates. Compos. Part A Appl. Sci. Manuf. 2016, 85, 103–112. [Google Scholar] [CrossRef]
- Kayacan, O.; Bulgun, E.; Sahin, O. Implementation of Steel-based Fabric Panels in a Heated Garment Design. Text. Res. J. 2009, 79, 1427–1437. [Google Scholar] [CrossRef]
- Cui, J.; Zhou, S. Highly conductive and ultra-durable electronic textiles via covalent immobilization of carbon nanomaterials on cotton fabric. J. Mater. Chem. C 2018, 6, 12273–12282. [Google Scholar] [CrossRef]
- Choi, H.N.; Jee, S.H.; Ko, J.; Kim, D.J.; Kim, S.H. Properties of surface heating textile for functional warm clothing based on a composite heating element with a positive temperature coefficient. Nanomaterials 2021, 11, 904. [Google Scholar] [CrossRef] [PubMed]
- Fang, Y.; Chen, G.; Bick, M.; Chen, J. Smart textiles for personalized thermoregulation. Chem. Soc. Rev. 2021, 50, 9357–9374. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, Q.; Jin, W.; Jing, Y.; Chen, X.; Han, X.; Bao, Q.; Liu, Y.; Wang, X.; Wang, S.; et al. Carbon nanotube yarn based thermoelectric textiles for harvesting thermal energy and powering electronics. J. Mater. Chem. A 2020, 8, 2984–2994. [Google Scholar] [CrossRef]
- Hong, S.; Gu, Y.; Seo, J.K.; Wang, J.; Liu, P.; Meng, Y.S.; Xu, S.; Chen, R. Wearable thermoelectrics for personalized thermoregulation. Sci. Adv. 2019, 5, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, P.; Li, Y.; Xu, Y.; Bao, L.; Wang, L.; Pan, J.; Zhang, Z.; Sun, X.; Peng, H. Stretchable and Energy-Efficient Heating Carbon Nanotube Fiber by Designing a Hierarchically Helical Structure. Small 2018, 14, 1–6. [Google Scholar] [CrossRef]
- Alberghini, M.; Hong, S.; Lozano, L.M.; Korolovych, V.; Huang, Y.; Signorato, F.; Zandavi, S.H.; Fucetola, C.; Uluturk, I.; Tolstorukov, M.Y.; et al. Sustainable polyethylene fabrics with engineered moisture transport for passive cooling. Nat. Sustain. 2021, 4, 715–724. [Google Scholar] [CrossRef]
- Bisht, N.; More, P.; Khanna, P.K.; Abolhassani, R.; Mishra, Y.K.; Madsen, M. Progress of hybrid nanocomposite materials for thermoelectric applications. Mater. Adv. 2021, 2, 1927–1956. [Google Scholar] [CrossRef]
- Cottet, D.; Grzyb, J.; Kirstein, T.; Tröster, G. Electrical Characterization of Textile Transmission Lines. IEEE Trans. Adv. Packag. 2003, 26, 182–190. [Google Scholar] [CrossRef]
- Meyer, J.; Arnrich, B.; Schumm, J.; Troster, G. Design and modeling of a textile pressure sensor for sitting posture classification. IEEE Sens. J. 2010, 10, 1391–1398. [Google Scholar] [CrossRef]
- Inaba, M.; Hoshino, Y.; Nagasaka, K.; Ninomiya, T.; Kagami, S.; Inoue, H. Full-body tactile sensor suit using electrically conductive fabric and strings. IEEE Int. Conf. Intell. Robot. Syst. 1996, 2, 450–457. [Google Scholar] [CrossRef]
- Bonderover, E.; Wagner, S. A woven inverter circuit for e-textile applications. IEEE Electron Device Lett. 2004, 25, 295–297. [Google Scholar] [CrossRef]
- Nouri, M.; Kish, M.H.; Entezami, A.A.; Edrisi, M. Conductivity of Textile Fibers Treated with Aniline. Iran. Polym. J. Engl. Ed. 2009, 9, 49–58. [Google Scholar]
- Varesano, A.; Dall’Acqua, L.; Tonin, C. A study on the electrical conductivity decay of polypyrrole coated wool textiles. Polym. Degrad. Stab. 2005, 89, 125–132. [Google Scholar] [CrossRef]
- Kaynak, A.; Wang, L.; Hurren, C.; Wang, X. Characterization of conductive polypyrrole coated wool yarns. Fibers Polym. 2002, 3, 24–30. [Google Scholar] [CrossRef]
- Kaynak, A.; Najar, S.S.; Foitzik, R.C. Conducting nylon, cotton and wool yarns by continuous vapor polymerization of pyrrole. Synth. Met. 2008, 158, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Najar, S.S.; Kaynak, A.; Foitzik, R.C. Conductive wool yarns by continuous vapour phase polymerization of pyrrole. Synth. Met. 2007, 157, 1–4. [Google Scholar] [CrossRef]
- Xue, P.; Tao, X.M. Morphological and electromechanical studies of fibers coated with electrically conductive polymer. J. Appl. Polym. Sci. 2005, 98, 1844–1854. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Ali, P. Preparation of Conducting Fibres from Cellulose and Silk by Polypyrrole Coating. Iran. Polym. J. 2014, 11, 934–940. [Google Scholar]
- Irwin, M.D.; Roberson, D.A.; Olivas, R.I.; Wicker, R.B.; MacDonald, E. Conductive polymer-coated threads as electrical interconnects in e-textiles. Fibers Polym. 2011, 12, 904–910. [Google Scholar] [CrossRef]
| Indicators of Thermal Conductivity of Thermal Insulators | Thermal Conductivity (λ/Wm−1 K−1) |
|---|---|
| Wood | 0.17 |
| Asbestos | 0.17 |
| Plastics | 0.17 |
| Leather | 0.15 |
| Polystyrene | 0.1329 |
| Polyacrylonitrile fibres | 0.05 |
| Nylon | 0.209–0.337 |
| Polypropylene fibres | 0.22–0.30 |
| Cellulose | 0.11 |
| Air | 0.0244 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Repon, M.R.; Mikučionienė, D. Progress in Flexible Electronic Textile for Heating Application: A Critical Review. Materials 2021, 14, 6540. https://doi.org/10.3390/ma14216540
Repon MR, Mikučionienė D. Progress in Flexible Electronic Textile for Heating Application: A Critical Review. Materials. 2021; 14(21):6540. https://doi.org/10.3390/ma14216540
Chicago/Turabian StyleRepon, Md. Reazuddin, and Daiva Mikučionienė. 2021. "Progress in Flexible Electronic Textile for Heating Application: A Critical Review" Materials 14, no. 21: 6540. https://doi.org/10.3390/ma14216540
APA StyleRepon, M. R., & Mikučionienė, D. (2021). Progress in Flexible Electronic Textile for Heating Application: A Critical Review. Materials, 14(21), 6540. https://doi.org/10.3390/ma14216540