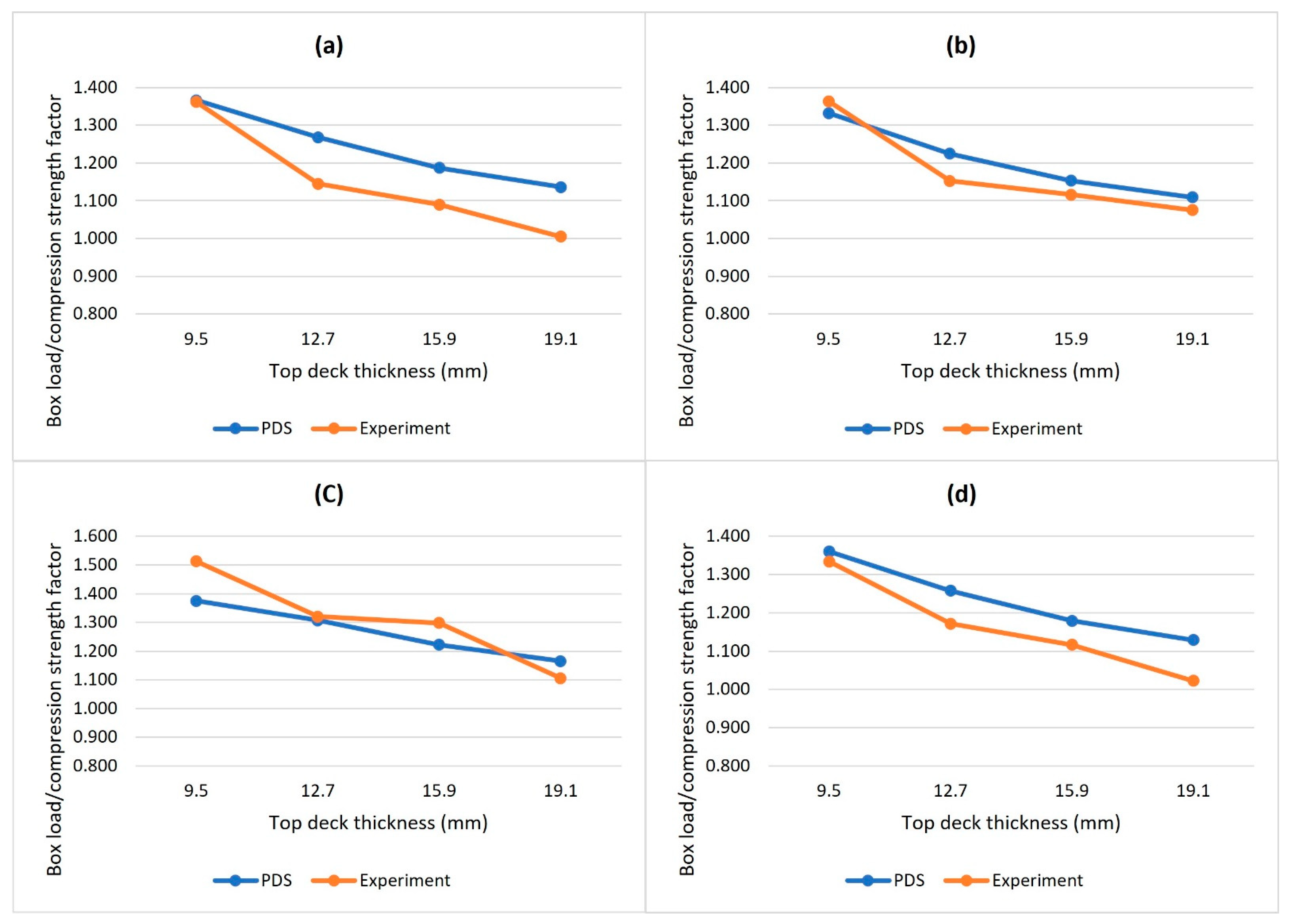
3.1. Software Validation Results
Measurement of the box load factors and box compression strength factors on varied top deck thicknesses, box sizes, and flute sizes are presented in
Table 3. The comparison of box load factors and box compression strength factors is plotted in
Figure 4. It was observed that PDS™ tends to overestimate the effect of top deck stiffness when compared to the experiment results. However, the independent
t-test showed that the difference between PDS™ and the experiment was not statistically significant (
t(25) = −0.85,
p-value = 0.40). The Shapiro-Wilk test confirmed that the normality assumptions were met (PDS: W = 0.927,
p-value = 0.216; Quesenberry: W = 0.919,
p-value = 0.160). Furthermore, the Pearson correlation coefficient revealed a strong positive correlation,
r = 0.911 (
p-value < 0.0001), between box load factors from PDS™ and box compression strength factors from experiment results. In other words, the PDS™ and Quesenberry’s [
27] experiments had a similar pattern.
3.2. Unit Load Scenario Analysis Results
Table 4 and
Table 5 report the amount of top deck board thickness increase required to reduce the corrugated board grade by one level as a function of starting top deck thickness, wood species, initial board grade, and box sizes for the unit loads consisting of C-flute boxes and BC-flute boxes, respectively. A streamlined grading system has been applied, as described in
Section 2.2.4, for better visualization and identification of the level of top deck thickness increase. The top deck thickness increase for grade 3 scenarios was reported as N/A (not applicable) because adding an extra inch of thickness to a pallet deck board is highly cost-prohibitive.
Table 6 and
Table 7 present the KD SYP scenarios’ amount of top deck board thickness increase required to reduce the corrugated board grade by one level as a function of the different factors for the unit loads built using C-flute and BC-flute boxes, respectively.
To investigate how different factors such as the initial top deck board thickness, pallet wood species, box size, and board grade effect the feasibility of optimizing the strength of the corrugated boxes by changing the stiffness of the pallets, researchers looked at the changes in the proportions of different grade scenarios in response to each variable factor.
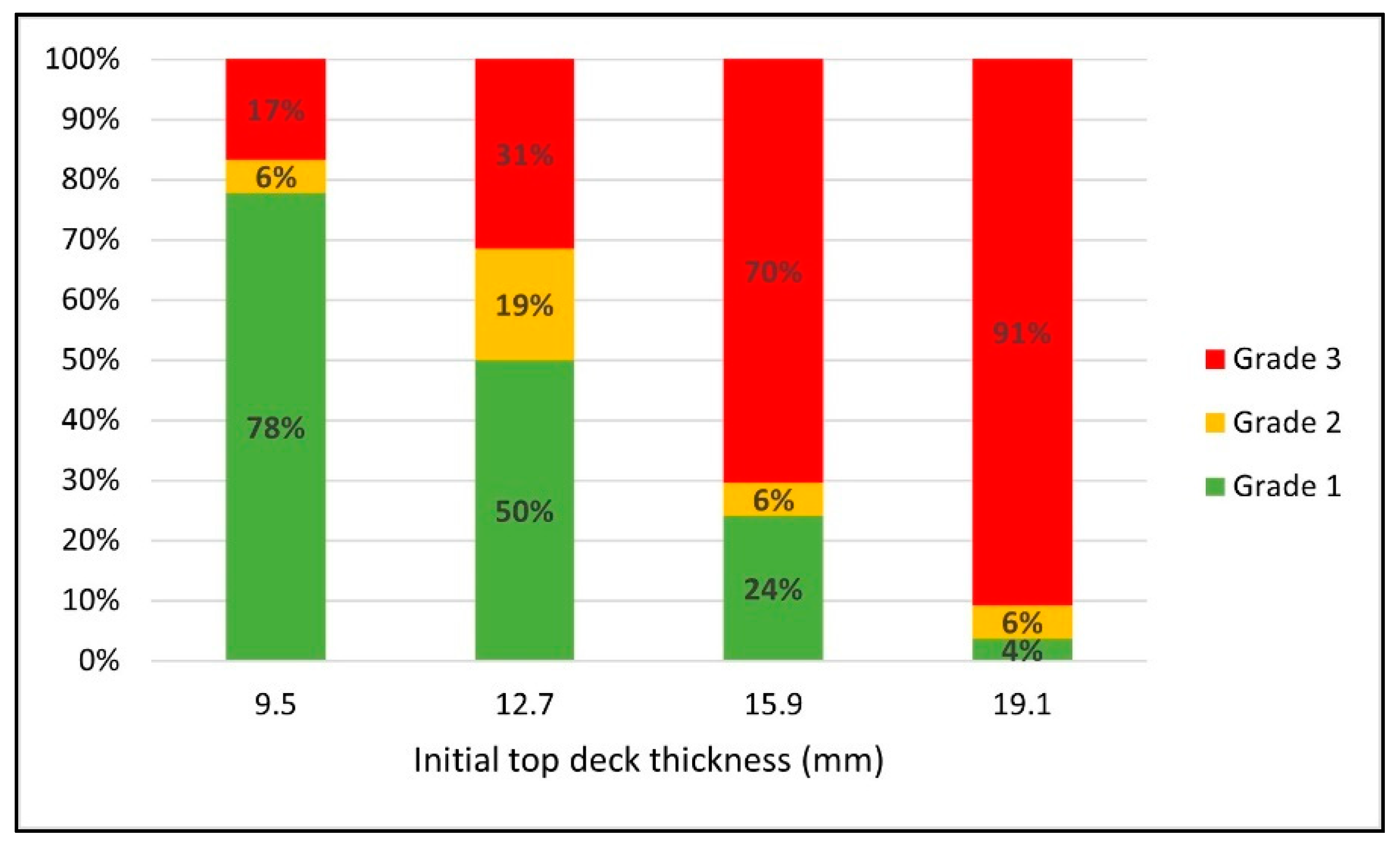
Figure 5 shows how the proportions of various grade scenarios changed when different initial top deck thicknesses were used for the pallet design. As the initial top deck thickness increased, there was a significant reduction in the proportion of grade 1 scenarios. These are the scenarios where it is highly feasible to reduce the corrugated board grade with a reasonable amount of top deck thickness change. The proportion of grade 1 scenarios started from 78% with 9.5 mm initial top deck thickness and decreased to 50%, 24%, and 4% when the initial top deck thickness was 12.7 mm, 15.9 mm, and 19.1 mm, respectively. Correlatingly, the ratio of grade 3 scenarios was almost inversely proportional to the ratio of grade 1 scenarios as the initial top deck thickness increased. The proportion of grade 3 increased from 17% to 31%, 70%, and 91% when the initial top deck thickness was 9.5 mm, 12.7 mm, 15.9 mm, and 19.1 mm, respectively. Unlike other grade scenarios, no consistent trend was found in the proportion of grade 2 scenarios.
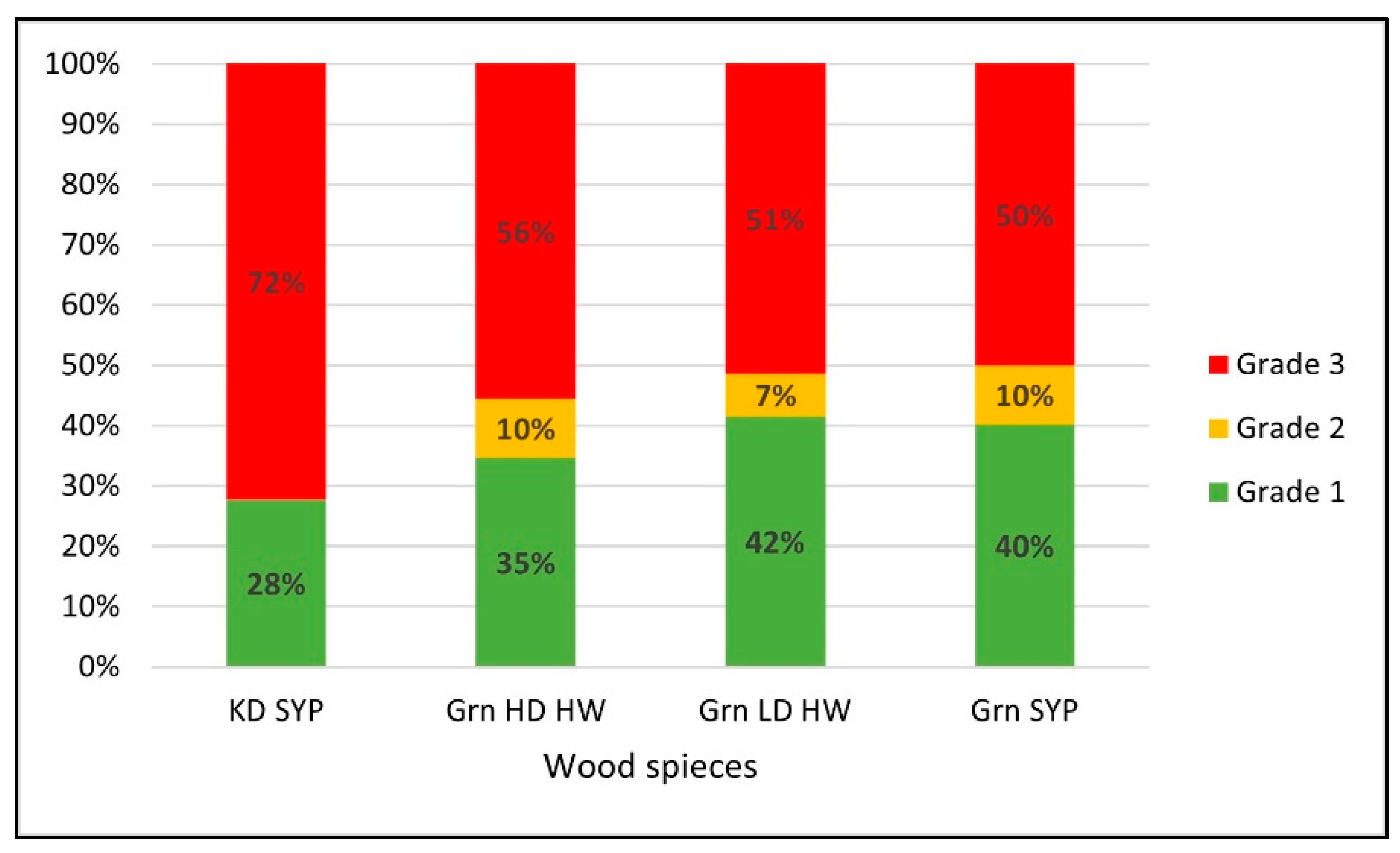
Figure 6 shows the changes in the proportions of the various unit load scenario grades when different wood species were used to build the pallets. The percent of different grade levels were similar for the scenarios using green low-density hardwood and green SYP with around 40% grade 1, 10% grade 2, and 50% grade 3. KD SYP scenarios behaved differently than the other wood species scenarios. They had a much lower number of feasible scenarios than the others. Grade 1 scenarios of KD SYP accounted for only 28%, while grade 1 scenarios of green lumber accounted for between 35–40%. The reduction of feasible scenarios might be attributable to the high stiffness of the KD SYP species. A highly stiff top deck will not bend enough to make a difference in board grade when top deck thickness changes. In addition, the results could have been affected by the limited availability of various KD SYP thicknesses. KD SYP lumber required a larger jump in top deck thicknesses than the 1.59 mm increases used with green species.
Furthermore, the proportion of the grade 1 scenarios for Grn HD HW was slightly lower (35%) than the other green lumber scenarios (40–42%). Since Grn HD HW does not have a limit on the level of top deck thickness increase, this could provide further evidence that the stiffness of the material affects the feasibility of the design scenario. Overall, the results indicate that the feasibility of using increased deck board thickness to lower the corrugated boxboard grade decreases when species with higher material stiffness are initially used to construct the pallets.
Similar trends in the proportional changes of different unit load scenario grades were observed from the initial top deck thickness effect and the pallet wood species effect. Both results indicated a significant reduction in the potential to decrease board grade by increasing top deck stiffness when the pallet was initially designed with stiffer pallet wood material. In other words, this unit load optimization method is more effective when the unit load is initially designed using lower stiffness pallets.
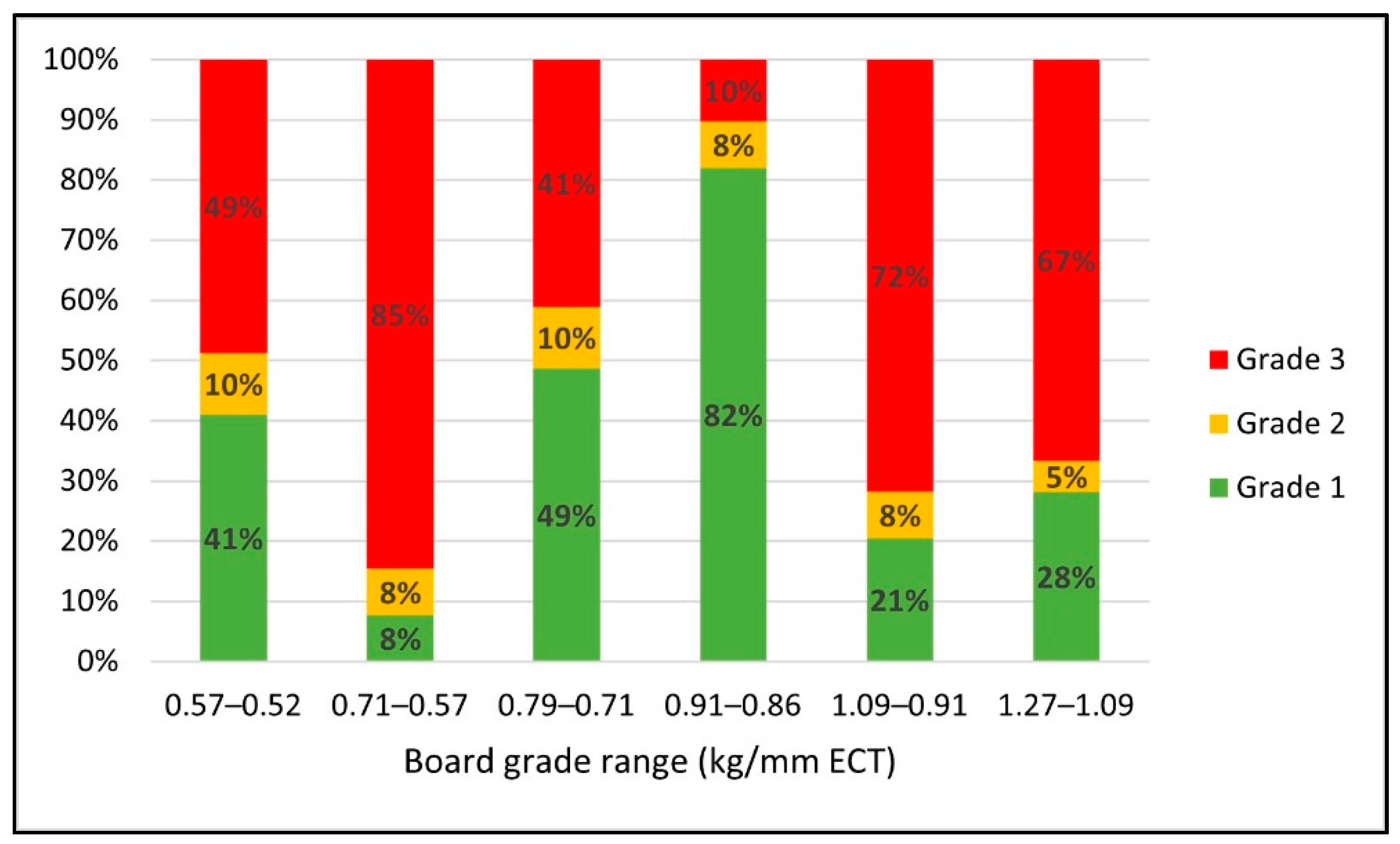
Figure 7 displays changes in the proportions of different grade scenarios as a function of the range of board grade reduction. It was discovered that for the scenarios where the ECT change is greater between the consecutive board grade levels, the proportion of grade 1 scenarios decreases, and the ratio of grade 3 considerably increases. The ratio of grade 1 scenarios ranged between 41% and 82% for the cases with 0.05 kg/mm to 0.08 kg/mm ECT reduction. On the other hand, the proportion of grade 1 scenarios ranged only between 8% and 28% when it required 0.14 kg/mm to 0.18 kg/mm ECT value reduction. These results also show that the higher the initial board grade is, the more opportunities there are to reduce the board material with minor changes to top deck thickness. For instance, the proportion of grade 1 scenarios significantly increased from 41% to 49% and 82% when the board grade reduction range was 0.57–0.52 kg/mm, 0.79–0.71 kg/mm, and 0.91–0.86 kg/mm ECT, respectively. In this analysis, higher board grade also meant that the boxes supported more weight than lower board grade boxes. It indicates that the effect was more prominent for scenarios that had greater unit load weight because having more weight in the boxes causes more bending to the deck boards, which increases stress concentrations on the boxes.
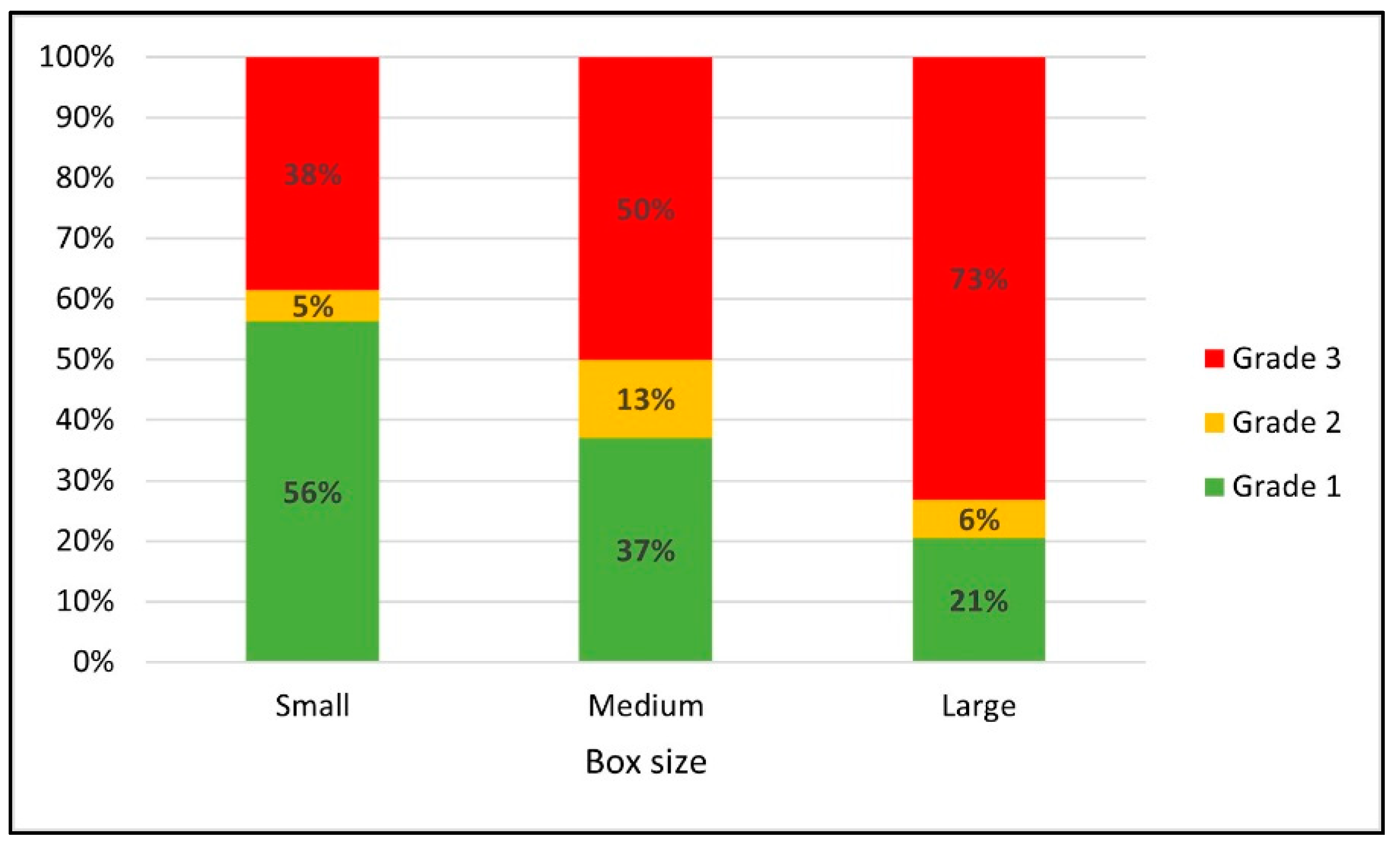
Figure 8 shows changes in the proportions of various unit load scenario grades for the three different box sizes. The proportion of the grade 1 scenarios decreased from 57% to 39% and 21% and the proportion of the grade 3 scenario increased from 38% to 47% and 72% as package size increased from small to medium to large boxes. There was no consistent trend with the proportion of grade 2 scenarios. The results indicated that the feasibility is greater to reduce the corrugated board grade by increasing the thickness of top deck boards for unit loads consisting of small-sized boxes rather than larger ones. Similar to the board grade effect, this trend could be explained by weight differences per unit load. Although each small box held a lighter weight than the medium and large boxes in this analysis, the small box scenarios contained much heavier weight as a whole unit load than the scenarios with larger-sized boxes because these unit loads required more of the small boxes to create the same size load.
Overall, it was found that all investigated variable factors had an observable influence on the feasibility of using an increase in pallet top-deck stiffness to lower the board grade of the corrugated boxes. Unit load scenarios to which it was more feasible to apply the unit load cost optimization method were observed as the initial unit load was designed with less stiff pallet top-deck boards; either thinner top deck boards or lower density wood species. For box-related variables, unit loads of smaller-sized boxes, unit loads with a smaller range of board grade reduction, and unit loads with higher initial board grades all created more favorable situations on which to apply the unit load optimization method due to the heavier weight of these unit loads.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}