
Efficient Design of Thin Wall Seating Made of a Single Piece of Heavy-Duty Corrugated Cardboard


Abstract
:1. Introduction
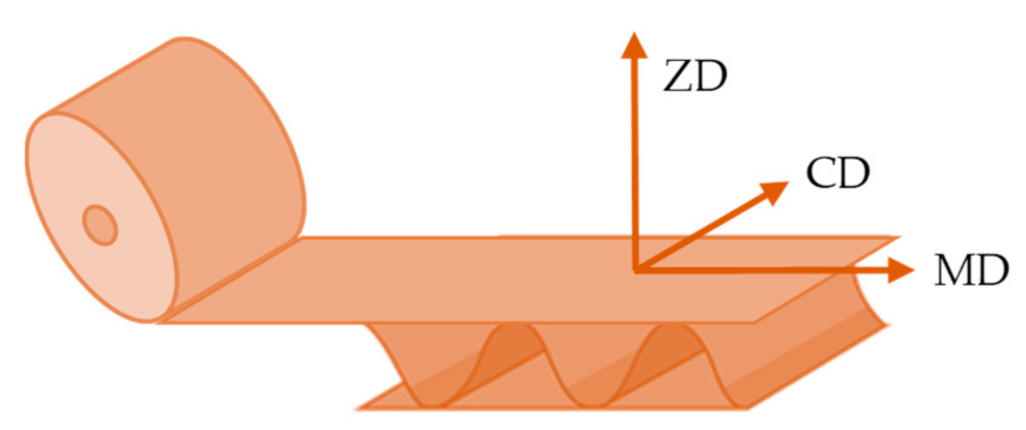
1.1. Corrugated Cardboard
1.2. Thin-Wall Furniture
Corrugated Cardboard Furniture
1.3. Homogenization Techniques
1.4. Scope of the Study
2. Materials and Methods
2.1. Design Stages
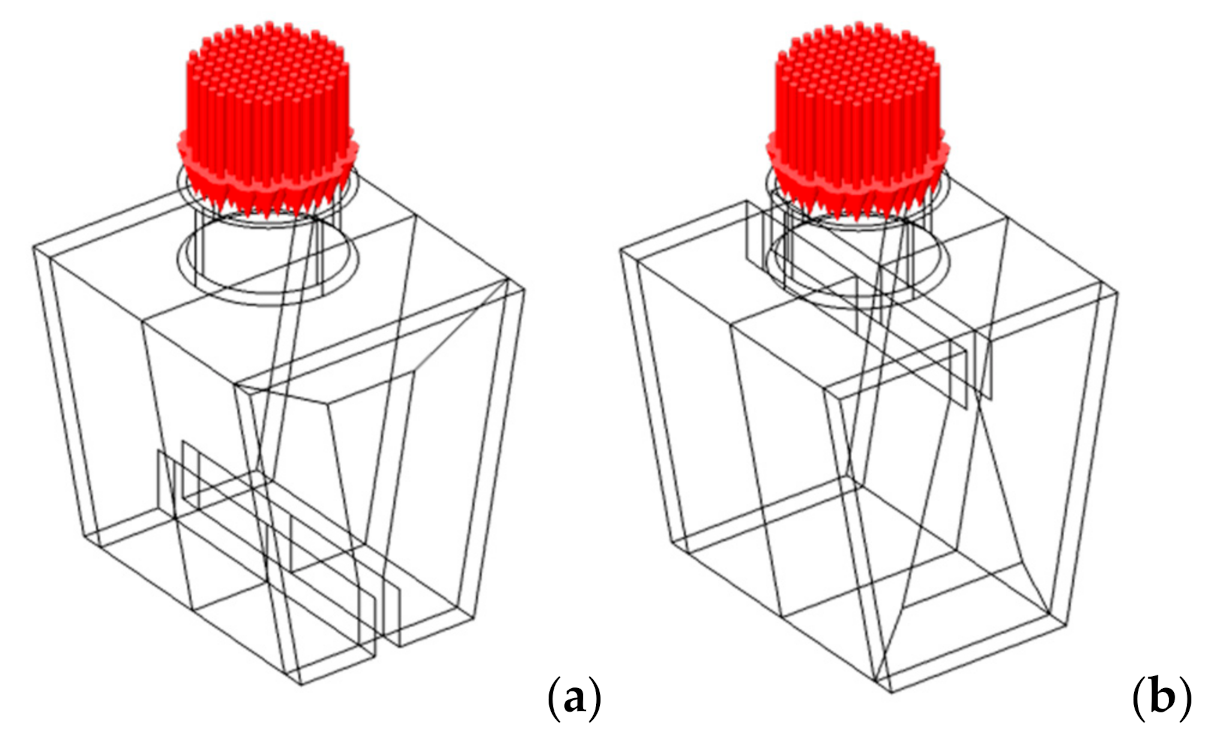
2.2. Finite Element Models
2.2.1. Geometry
2.2.2. Material
2.2.3. Loads and Constraints
2.3. Homogenization Approach
3. Results and Discussion
3.1. Homogenized Material Properties
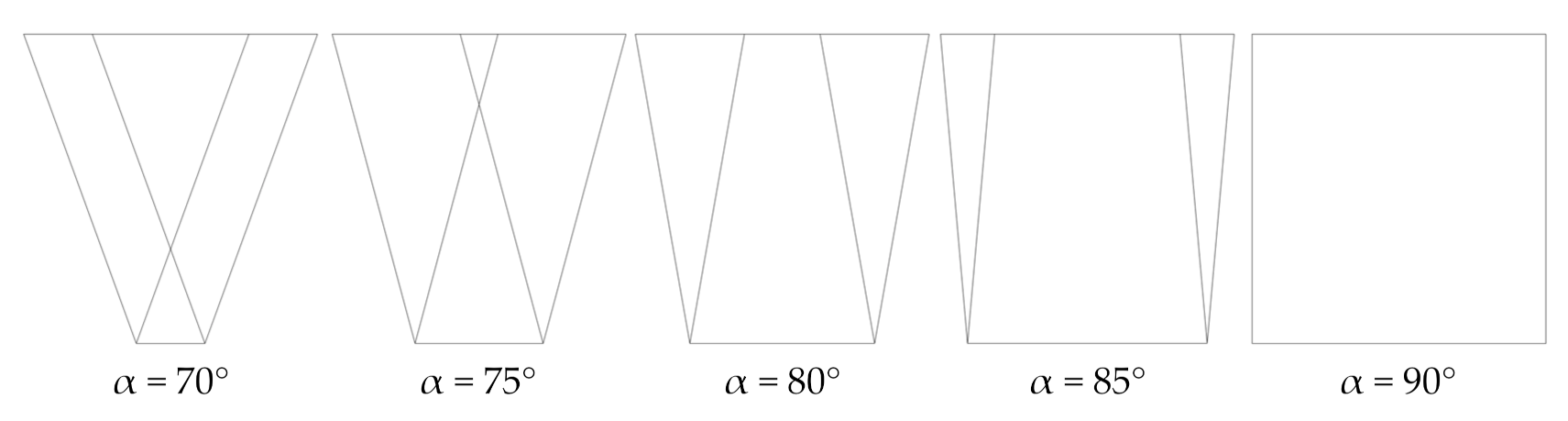
3.2. Parametric Study for α = 70° to 90°
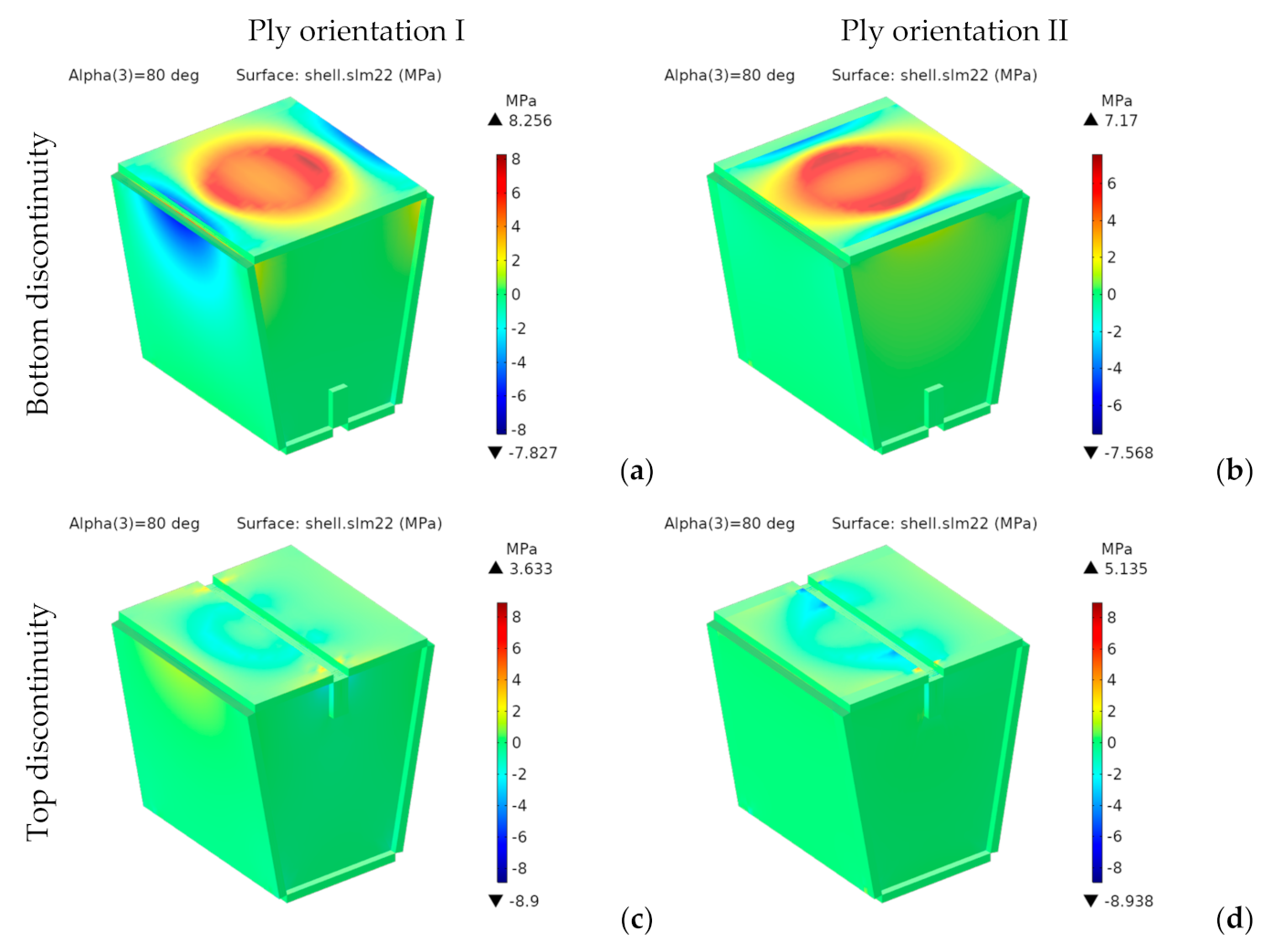
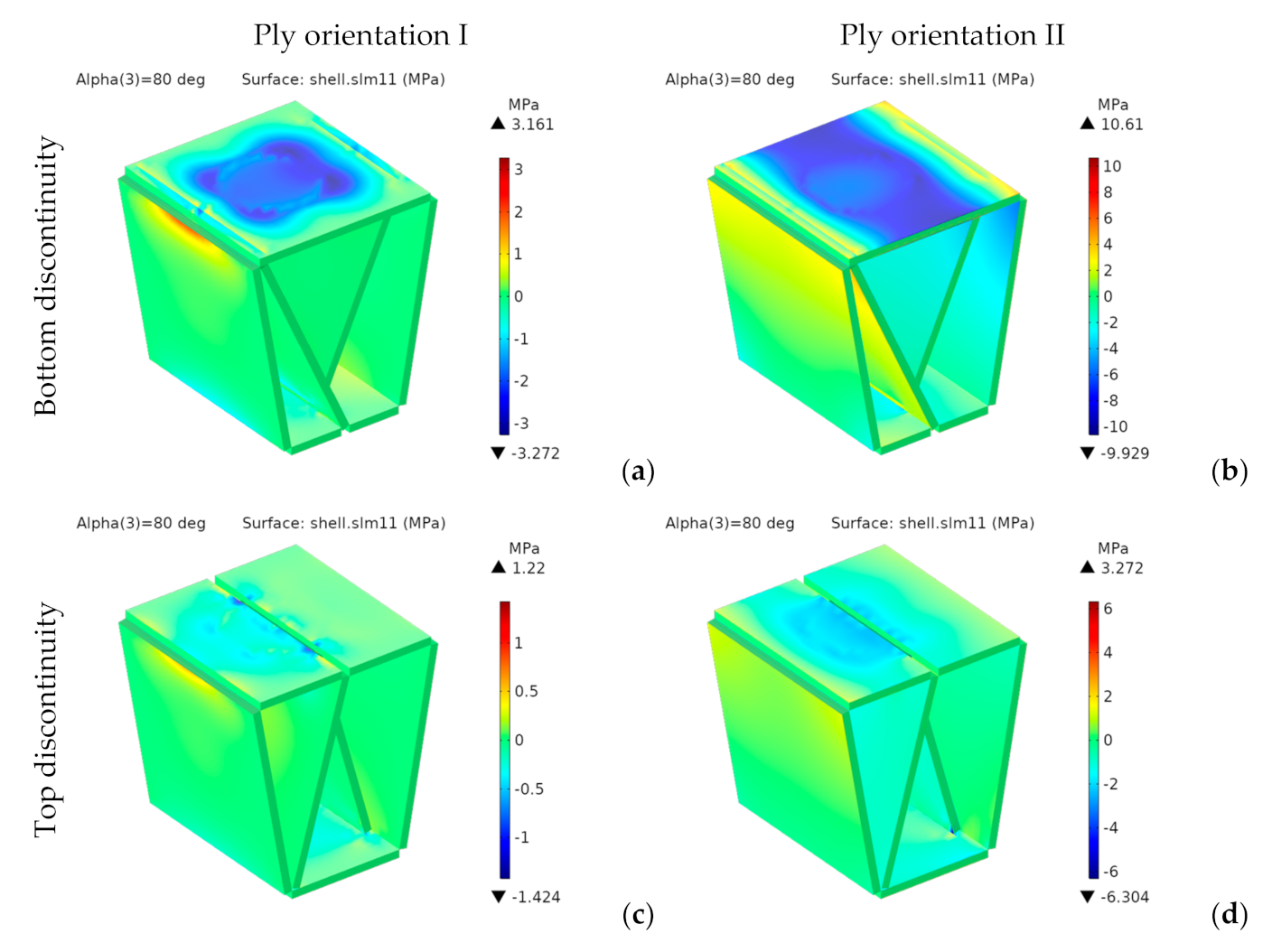
3.3. Analysis of Designs with α = 80°
3.3.1. First Design for α = 80°
3.3.2. Second Design for α = 80°
3.3.3. Third Design for α = 80°
3.3.4. Fourth Design for α = 80°
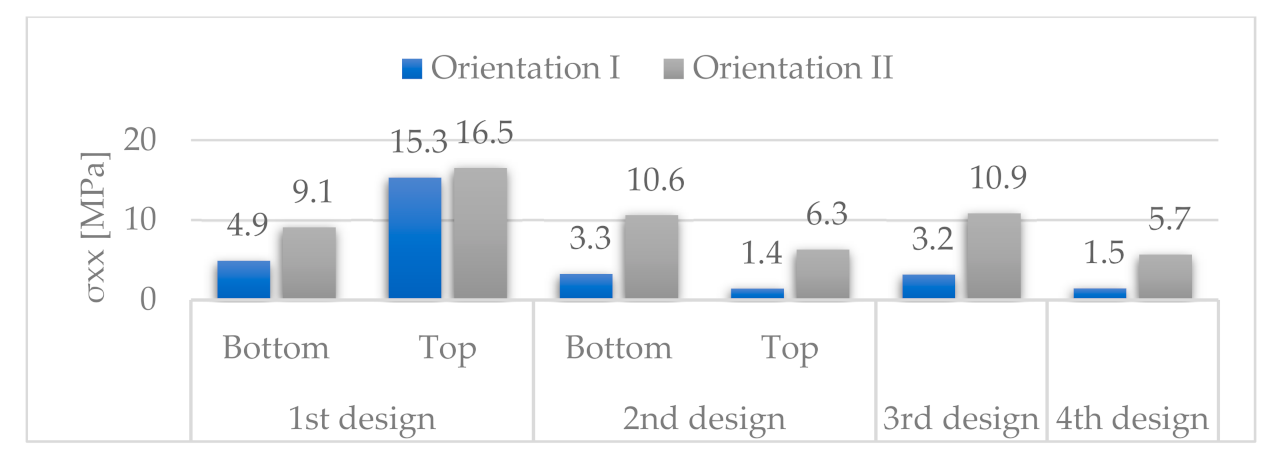
3.3.5. Comparative Results for α = 80°
3.4. Summary Results
- Ply orientation. The vertical and longitudinal deflections are lower for orientation I, except for the first design, with slightly lower values for orientation I with bottom discontinuity.
- Discontinuity location. The vertical and longitudinal deflections are lower for designs with top discontinuity, because the seating surface is divided into two different panels with half the span of the whole seating surface.
- Bottom panel. We should keep the bottom panel, because it prevents longitudinal sliding between the lower edges of the front and rear panels.
- α angle: In the first three designs, α has little influence on the vertical deflections. However, in the fourth design, the lowest vertical deflections correspond to an intermediate angle of 80°. The best results correspond to those angles leading to a more uniform distribution of the seating surface. That is, for those designs with the inner panels dividing the seating surface into three zones of equal length, so that none of them tends to present more significant deflections than the others (see Figure 8).
4. Conclusions
4.1. Main Findings
4.2. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Homogenized Stiffness Matrix
Appendix B. Transformation Matrices
Appendix B.1. Coordinate Transformation of a Generic Vector
Appendix B.2. Strain Transformations
Appendix B.3. Stresses Transformations
References
- Talbi, N.; Batti, A.; Ayad, R.; Guo, Y. An analytical homogenization model for finite element modelling of corrugated cardboard. Compos. Struct. 2009, 88, 280–289. [Google Scholar] [CrossRef]
- Duong, P.T.M. Modeling and Numerical Simulation for the Double Corrugated Cardboard under Transverse Loading by Homogenization Method. Int. J. Eng. Sci. 2017, 6, 16–25. [Google Scholar]
- Ceylan, E.; Güray, E.; Kasal, A. Structural analyses of wooden chairs by finite element method (FEM) and assessment of the cyclic loading performance in comparison with allowable design loads. Maderas-Cienc. Tecnol. 2021, 23. [Google Scholar] [CrossRef]
- Smardzewski, J.; Gawronski, T. FEM Algorithm for chair optimisation. Electron. J. Pol. Agric. Univ. Ser. Wood Technol. 2001, 4, 2. [Google Scholar]
- Kasal, A. Determination of the strength of various sofa frames with finite element analysis. Gazi Univ. J. Sci. 2006, 19, 191–203. [Google Scholar]
- Hu, W.; Liu, N.; Guan, H. Optimal design of a furniture frame by reducing the volume of wood. Drewno 2019, 62, 85–97. [Google Scholar]
- Gustafsson, S.-I. Optimising ash wood chairs. Wood Sci. Technol. 1997, 31, 291–301. [Google Scholar] [CrossRef]
- Smardzewski, J. Numerical analysis of furniture constructions. Wood Sci. Technol. 1998, 32, 273–286. [Google Scholar] [CrossRef]
- Tankut, N.; Tankut, A.N.; Zor, M. Finite Element Analysis of Wood Materials. Drv. Ind. 2014, 65, 159–171. [Google Scholar] [CrossRef]
- Laemlaksakul, V. Innovative design of laminated bamboo furniture using finite element method. Int. J. Math. Comput. Simul. 2008, 2, 274–284. [Google Scholar]
- Smardzewski, J.; Kramski, D. Modelling stiffness of furniture manufactured from honeycomb panels depending on changing climate conditions. Thin-Walled Struct. 2019, 137, 295–302. [Google Scholar] [CrossRef]
- Suarez, B.; Muneta, M.L.M.; Sanz-Bobi, J.D.; Romero, G. Application of homogenization approaches to the numerical analysis of seating made of multi-wall corrugated cardboard. Compos. Struct. 2021, 262, 113642. [Google Scholar] [CrossRef]
- Baioni, E.; Alessi, R.; Corinaldesi, V.; Lancioni, G.; Rizzini, R. Feasibility Study of a Table Prototype Made of High-Performance Fiber-Reinforced Concrete. Technologies 2017, 5, 41. [Google Scholar] [CrossRef] [Green Version]
- Abdel-Mohsen, M.; Faggal, A.; El-Metwally, Y. Efficiency of Corrugated Cardboard as a Building Material. 2012. Available online: https://www.researchgate.net/publication/351323568 (accessed on 15 September 2021). [CrossRef]
- Latka, J.F. Paper in architecture: Research by design, engineering and prototyping. A+ BE Archit. Built Environ. 2017, 19, 1–532. [Google Scholar]
- El Damatty, A.; Mikhail, A.; Awad, A. Finite element modeling and analysis of a cardboard shelter. Thin-Walled Struct. 2000, 38, 145–165. [Google Scholar] [CrossRef]
- Zhang, Z.; Qiu, T.; Song, R.; Sun, Y. Nonlinear Finite Element Analysis of the Fluted Corrugated Sheet in the Corrugated Cardboard. Adv. Mater. Sci. Eng. 2014, 2014, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Barbero, E.J. Finite Element Analysis of Composite Materials Using Abaqus TM; CRC-Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Aboura, Z.; Talbi, N.; Allaoui, S.; Benzeggagh, M. Elastic behavior of corrugated cardboard: Experiments and modeling. Compos. Struct. 2004, 63, 53–62. [Google Scholar] [CrossRef] [Green Version]
- Twede, D.; Selke, S.; Kamdem, D.; Shires, D. Cartons, Crates and Corrugated Board: Handbook of Paper and Wood Packaging Technology; DEStech Publications: Lancaster, PA, USA, 2014. [Google Scholar]
- Dayyani, I.; Shaw, A.D.; Flores, E.I.S.; Friswell, M.I. The Mechanics of Composite Corrugated Structures: A Review with Applications in Morphing Aircraft; Elsevier: Amsterdam, The Netherlands, 2015; pp. 358–380. [Google Scholar]
- Kirwan, M.J. Handbook of Paper and Paperboard Packaging Technology, 2nd ed.; John Wiley and Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Jay Enterprises Limited. Cardboard Thickness and Material. Available online: https://www.jay.co.jp/page/Cardboard_thickness_and_material (accessed on 21 October 2021).
- Allaoui, S.; Aboura, Z.; Benzeggagh, M.L. Phenomena governing uniaxial tensile behaviour of paper-board and corrugated cardboard. Compos. Struct. 2009, 87, 80–92. [Google Scholar] [CrossRef] [Green Version]
- Luong, V.D.; Abbès, F.; Abbès, B.; Duong, P.T.M.; Nolot, J.-B.; Erre, D.; Guo, Y.-Q. Finite Element Simulation of the Strength of Corrugated Board Boxes Under Impact Dynamics. In Proceedings of the International Conference on Advances in Computational Mechanics, Phu Quoc, Vietnam, 2–4 August 2017; pp. 369–380. [Google Scholar] [CrossRef]
- Statista. Production Volume of Paper and Cardboard Worldwide from 2008 to 2018. 2020. Available online: https://www.statista.com/statistics/270314/global-paper-and-cardboard-production/ (accessed on 21 October 2021).
- Statista. Global Paper Production Volume from 2008 to 2018 by Type. 2020. Available online: https://www.statista.com/statistics/270317/production-volume-of-paper-by-type/ (accessed on 21 October 2021).
- Jivkov, V.; Simeonova, R.; Antov, P.; Marinova, A.; Petrova, B.; Kristak, L. Structural Application of Light-Weight Panels Made of Waste Cardboard and Beech Veneer. Materials 2021, 14, 5064. [Google Scholar] [CrossRef] [PubMed]
- Statista. Paper Demand Worldwide in 2020, by Type. 2021. Available online: https://www.statista.com/statistics/1089092/global-paper-consumption-by-type/ (accessed on 21 October 2021).
- Eurostat. Recycling Rate of Packaging Waste by Type of Packaging. 2021. Available online: https://ec.europa.eu/eurostat/databrowser/view/cei_wm020/default/bar?lang=en%2F (accessed on 21 October 2021).
- Vigna, F. Materiality. Cardboard. Kinder. A Journal Dedicated to Child Design, Past, Present and Future. Available online: http://thekinderjournal.com/003-materiality (accessed on 15 September 2021).
- Lu, T.; Chen, C.; Zhu, G. Compressive behaviour of corrugated board panels. J. Compos. Mater. 2001, 35, 2098–2126. [Google Scholar] [CrossRef]
- Nordstrand, T. Analysis and testing of corrugated board panels into the post-buckling regime. Compos. Struct. 2004, 63, 189–199. [Google Scholar] [CrossRef]
- Nyman, U.; Gustafsson, P.J. Material and structural failure criterion of corrugated board facings. Compos. Struct. 2000, 50, 79–83. [Google Scholar] [CrossRef]
- Daum, M.; Darby, D.; Batt, G.; Campbell, L. Application of the stress-energy method for generating corrugated board cushion curves. J. Test. Eval. 2013, 41, 590–601. [Google Scholar] [CrossRef]
- Viguié, J.; Dumont, P.; Orgéas, L.; Vacher, P.; Desloges, I.; Mauret, E. Surface stress and strain fields on compressed panels of corrugated board boxes: An experimental analysis by using digital image stereocorrelation. Compos. Struct. 2011, 93, 2861–2873. [Google Scholar] [CrossRef]
- Fadiji, T.; Ambaw, A.; Coetzee, C.J.; Berry, T.M.; Opara, U.L. Application of finite element analysis to predict the mechanical strength of ventilated corrugated paperboard packaging for handling fresh produce. Biosyst. Eng. 2018, 174, 260–281. [Google Scholar] [CrossRef]
- Allaoui, S.; Aboura, Z.; Benzeggagh, M.L. Effects of the environmental conditions on the mechanical behaviour of the corrugated cardboard. Compos. Sci. Technol. 2009, 69, 104–110. [Google Scholar] [CrossRef]
- Patel, P.; Nordstrand, T.; Carlsson, L.A. Local buckling and collapse of corrugated board under biaxial stress. Compos. Struct. 1997, 39, 93–110. [Google Scholar] [CrossRef]
- Allansson, A.; Svärd, B. Stability and Collapse of Corrugated Board: Numerical and Experimental Analysis. Master’s Thesis, Lund University, Lund, Sweden, 2001. [Google Scholar]
- Park, J.; Kim, G.; Kwon, S.; Chung, S.; Kwon, S.; Choi, W.; Mitsuoka, M.; Inoue, E.; Okayasu, T.; Choe, J. Finite Element Analysis of Corrugated Board under Bending Stress. J. Fac. Agric. Kyushu Univ. 2012, 57, 181–188. [Google Scholar] [CrossRef]
- Fadiji, T.; Berry, T.; Coetzee, C.; Opara, L. Investigating the Mechanical Properties of Paperboard Packaging Material for Handling Fresh Produce Under Different Environmental Conditions: Experimental Analysis and Finite Element Modelling. 2017. Available online: https://scholarworks.rit.edu/japr/vol9/iss2/3 (accessed on 21 October 2021).
- Daxner, T. Optimum Design of Corrugated Board under Buckling Constraints. In Proceedings of the 7th World Congress on Structural and Multidisciplinary Optimization, Seoul, Korea, 21–25 May 2007. [Google Scholar]
- Biancolini, M.; Brutti, C.; Porziani, S. Corrugated board containers design methods. Int. J. Comput. Mater. Sci. Surf. Eng. 2010, 3, 143–163. [Google Scholar] [CrossRef]
- Minh, D.P.T. Analysis and simulation for the double corrugated cardboard plates under bending and in-plane shear force by homogenization method. Int. J. Mech. 2017, 11, 176–181. [Google Scholar]
- Fadiji, T.; Coetzee, C.; Opara, U.L. Compression strength of ventilated corrugated paperboard packages: Numerical modelling, experimental validation and effects of vent geometric design. Biosyst. Eng. 2016, 151, 231–247. [Google Scholar] [CrossRef]
- Isaksson, P.; Krusper, A.; Gradin, P. Shear correction factors for corrugated core structures. Compos. Struct. 2007, 80, 123–130. [Google Scholar] [CrossRef]
- Nordstrand, T.; Carlsson, L.A.; Allen, H.G. Transverse shear stiffness of structural core sandwich. Compos. Struct. 1994, 27, 317–329. [Google Scholar] [CrossRef]
- Kalyankar, N.; Mahakalkar, S.; Giri, J. A Review on Optimization of Corrugated Sheet Box Size for an Industrial Part. Int. J. Res. Advent Technol. ICATEST 2015, 16–19. [Google Scholar]
- Jivkov, V.; Elenska-Valchanova, D. Mechanical Properties of Some Thin Furniture Structural Composite Materials. In Proceedings of the 30th International Conference on Wood Science and Technology, Zagreb, Croatia, 12–13 December 2019. [Google Scholar]
- Jivkov, V.; Petrova, B. Challenges for furniture design with thin structural materials. In Proceedings of the VI International Furniture Congress, Trabzon, Turkey, 2–4 November 2020. [Google Scholar]
- Ruta, G.; Pignataro, M.; Rizzi, N. A direct one-dimensional beam model for the flexural-torsional buckling of thin-walled beams. J. Mech. Mater. Struct. 2006, 1, 1479–1496. [Google Scholar] [CrossRef] [Green Version]
- Piana, G.; Lofrano, E.; Carpinteri, A.; Ruta, G. Effect of local stiffeners and warping constraints on the buckling of symmetric open thin-walled beams with high warping stiffness. Meccanica 2021, 56, 2083–2102. [Google Scholar] [CrossRef]
- Jiménez-Caballero, M.A.; Conde, I.; García, B.; Liarte, E. Design of different types of corrugated board packages using finite element tools. In Proceedings of the SIMULIA Customer Conference, London, UK, 19–21 May 2009. [Google Scholar]
- Berthelot, J. Composite Materials-Mechanical Behavior and Structural Analysis; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Spinillo, C.G.; Fujita, P.T. Do-it-yourself (DIY) furniture for emergency situations: A study on assembling a cardboard bench in Brazil. Theor. Issues Ergon. Sci. 2012, 13, 121–134. [Google Scholar] [CrossRef]
- Cartonlab, La Silla de Cartón. Una Historia de Diseño Sostenible. Available online: https://cartonlab.com/blog/silla-carton/ (accessed on 21 October 2021).
- Chairigami. Available online: https://www.chairigami.com/ (accessed on 21 October 2021).
- Quart De Poil. Cardboard. Available online: https://quartdepoil.fr/en/16,cardboard.html (accessed on 21 October 2021).
- Cartonlab. Available online: https://cartonlab.com/en/ (accessed on 21 October 2021).
- Kartelier. Available online: https://www.facebook.com/kartelier/about/ (accessed on 21 October 2021).
- Kartent. Available online: https://shop.kartent.com/en/ (accessed on 21 October 2021).
- Stange. Available online: https://www.pappmoebelshop.de/home.html (accessed on 21 October 2021).
- Origami Furniture. Collections. Available online: http://www.origamifurniture.com/collections/?lang=en (accessed on 21 October 2021).
- Litencarton. Available online: https://www.litencarton.ch/ (accessed on 21 October 2021).
- Cardboard. Cardboard Furniture and Projects. Available online: http://cardboard.es/portfolio/#productos-de-carton (accessed on 21 October 2021).
- Cartone Design. Available online: https://cartonedesign.com.br/produtos/ (accessed on 21 October 2021).
- Igreen. Cool Green Gadgets. Available online: https://www.igreengadgets.com/ (accessed on 21 October 2021).
- Danbaul x Style. Available online: https://www.danbaul.com/ (accessed on 21 October 2021).
- Architecture Art Designs. 30 Amazing Cardboard DIY Furniture Ideas. Available online: https://www.architectureartdesigns.com/30-amazing-cardboard-diy-furniture-ideas/ (accessed on 21 October 2021).
- Behance. Available online: https://www.behance.net/ (accessed on 21 October 2021).
- Designboom. Available online: https://www.designboom.com/ (accessed on 21 October 2021).
- Inhabitat. Available online: https://inhabitat.com/ (accessed on 21 October 2021).
- Airweave. Available online: https://www.airweave.com/ (accessed on 21 October 2021).
- Gleeson, S. Athletes to Sleep on Recyclable ‘Cardboard’ Beds during 2020 Olympics in Tokyo. USA Today Sports. 2019. Available online: https://eu.usatoday.com/story/sports/olympics/2019/09/24/olympics-2020-athletes-sleep-recyclable-cardboard-beds-tokyo/2429695001/ (accessed on 21 October 2021).
- Finney, A. Airweave Creates Cardboard Beds and Modular Mattresses for Tokyo 2020 Olympics. 2021. Available online: https://www.dezeen.com/2021/07/11/cardboard-beds-modular-mattresses-airweave-tokyo-2020-olympics/ (accessed on 21 October 2021).
- Lloyd, O. Tokyo 2020 Cardboard Beds to Be Made Available for COVID-19 Patients in Osaka Inside the Games. 2021. Available online: https://www.insidethegames.biz/articles/1112915/tokyo-2020-cardboard-beds-covid19-osaka (accessed on 21 October 2021).
- Dimitrov, K.; Heydenrych, M. Relationship between the edgewise compression strength of corrugated board and the compression strength of liner and fluting medium papers. South. For. J. For. Sci. 2009, 71, 227–233. [Google Scholar] [CrossRef]
- Magnucka-Blandzi, E.; Magnucki, K.; Wittenbeck, L. Mathematical modeling of shearing effect for sandwich beams with sinusoidal corrugated cores. Appl. Math. Model. 2015, 39, 2796–2808. [Google Scholar] [CrossRef]
- Magnucka-Blandzi, E.; Magnucki, K. Transverse shear modulus of elasticity for thin-walled corrugated cores of sandwich beams. Theoretical study. J. Theor. Appl. Mech. 2014, 52, 971–980. [Google Scholar] [CrossRef] [Green Version]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. The Role of Buckling in the Estimation of Compressive Strength of Corrugated Cardboard Boxes. Materials 2020, 13, 4578. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Estimation of the Compressive Strength of Corrugated Card-board Boxes with Various Openings. Energies 2020, 14, 155. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Estimation of the Compressive Strength of Corrugated Card-board Boxes with Various Perforations. Energies 2021, 14, 1095. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Role of Transverse Shear Modulus in the Performance of Corrugated Materials. Materials 2020, 13, 3791. [Google Scholar] [CrossRef] [PubMed]
- Nordstrand, T.; Carlsson, L. Evaluation of transverse shear stiffness of structural core sandwich plates. Compos. Struct. 1997, 37, 145–153. [Google Scholar] [CrossRef]
- Luong, V.D.; Bonnin, A.-S.; Abbès, F.; Nolot, J.-B.; Erre, D.; Abbès, B. Finite Element and Experimental Investigation on the Effect of Repetitive Shock in Corrugated Cardboard Packaging. J. Appl. Comput. Mech. 2021, 7, 820–830. [Google Scholar]
- Marek, A.; Garbowski, T. Homogenization of sandwich panels. Comput. Assist. Methods Eng. Sci. 2015, 22, 39–50. [Google Scholar]
- Fadiji, T.; Coetzee, C.; Berry, T.M.; Ambaw, A.; Opara, U.L. The efficacy of finite element analysis (FEA) as a design tool for food packaging: A review. Biosyst. Eng. 2018, 174, 20–40. [Google Scholar] [CrossRef]
- Buannic, N.; Cartraud, P.; Quesnel, T. Homogenization of corrugated core sandwich panels. Compos. Struct. 2003, 59, 299–312. [Google Scholar] [CrossRef] [Green Version]
- Bartolozzi, G.; Orrenius, U.; Pratellesi, A.; Pierini, M. An Equivalent Orthotropic Plate Model for Sinusoidal Core Sandwich Panels in Optimization Processes. In Proceedings of the INTER-NOISE and NOISE-CON Congress and Conference Proceedings, Sorrento, Italy, 16 November 2012; pp. 169–180. [Google Scholar]
- Bartolozzi, G.; Pierini, M.; Orrenius, U.; Baldanzini, N. An equivalent material formulation for sinusoidal corrugated cores of structural sandwich panels. Compos. Struct. 2013, 100, 173–185. [Google Scholar] [CrossRef]
- Bartolozzi, G.; Baldanzini, N.; Pierini, M. Equivalent properties for corrugated cores of sandwich structures: A general analytical method. Compos. Struct. 2014, 108, 736–746. [Google Scholar] [CrossRef]
- Shaban, M.; Alibeigloo, A. Three-dimensional elasticity solution for sandwich panels with corrugated cores by using energy method. Thin-Walled Struct. 2017, 119, 404–411. [Google Scholar] [CrossRef]
- Minh, D.P.T.; Khoa, N.N. An analytic homogenization model in traction and bending for orthotropic composite plates with the type of double corrugated cardboard. Vietnam. J. Mech. 2016, 38, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Nguyen-Minh, N.; Tran-Van, N.; Bui-Xuan, T.; Nguyen-Thoi, T. Free vibration analysis of corrugated panels using homogenization methods and a cell-based smoothed Mindlin plate element (CS-MIN3). Thin-Walled Struct. 2018, 124, 184–201. [Google Scholar] [CrossRef]
- Ishikawa, T.; Chou, T.-W. Stiffness and strength behaviour of woven fabric composites. J. Mater. Sci. 1982, 17, 3211–3220. [Google Scholar] [CrossRef]
- Biancolini, M. Evaluation of equivalent stiffness properties of corrugated board. Compos. Struct. 2005, 69, 322–328. [Google Scholar] [CrossRef]
- Duong, P.; Abbès, B.; Djilali, H.A.; Hammou, A.; Makhlouf, M.; Guo, Y. An analytic homogenisation model for shear–torsion coupling problems of double corrugated core sandwich plates. J. Compos. Mater. 2012, 47, 1327–1341. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Torsional and transversal stiffness of orthotropic sandwich panels. Materials 2020, 13, 5016. [Google Scholar] [CrossRef]
- Sharma, A.; Sankar, B.V.; Haftka, R.T. Homogenization of Plates with Microstructure and Application to Corrugated Core Sandwich Panels. In Proceedings of the 51st AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Orlando, FL, USA, 12–15 April 2010. [Google Scholar]
- Atashipour, S.R.; Al-Emrani, M. A realistic model for transverse shear stiffness prediction of composite corrugated-core sandwich elements. Int. J. Solids Struct. 2017, 129, 1–17. [Google Scholar] [CrossRef]
- Heller, D. A Nonlinear Multiscale Finite Element Model for Comb-Like Sandwich Panels. Ph.D. Thesis, Technische Universität Darmstadt, Darmstadt, Germany, 2015. [Google Scholar]
- Montemurro, M.; Catapano, A.; Doroszewski, D. A multi-scale approach for the simultaneous shape and material optimisation of sandwich panels with cellular core. Compos. Part B Eng. 2016, 91, 458–472. [Google Scholar] [CrossRef] [Green Version]
- Smardzewski, J.; Jasińska, D. Mathematical models and experimental data for HDF based sandwich panels with dual corrugated lightweight core. Holzforschung 2017, 71, 265–273. [Google Scholar] [CrossRef]
- Hernández-Pérez, A.; Hägglund, R.; Carlsson, L.A.; Avilés, F. Analysis of twist stiffness of single and double-wall corrugated boards. Compos. Struct. 2014, 110, 7–15. [Google Scholar] [CrossRef]
- Garbowski, T.; Knitter-Piątkowska, A.; Mrówczyński, D. Numerical Homogenization of Multi-Layered Corrugated Cardboard with Creasing or Perforation. Materials 2021, 14, 3786. [Google Scholar] [CrossRef] [PubMed]
- Gajewski, T.; Garbowski, T.; Staszak, N.; Kuca, M. Crushing of Double-Walled Corrugated Board and Its Influence on the Load Capacity of Various Boxes. Energies 2021, 14, 4321. [Google Scholar] [CrossRef]
- Philadelphia Museum of Art. “Kenno” Stool. Available online: https://www.philamuseum.org/collections/permanent/325729.html (accessed on 15 September 2021).
- Archiproducts. Showroom Finland Presents the Novelties for 2013. Available online: https://www.archiproducts.com/es/noticias/showroom-finland-presents-the-novelties-for-2013_31596 (accessed on 15 September 2021).
- Archilovers. Heikki Ruoho. Designer. Available online: https://www.archilovers.com/heikki-ruoho/ (accessed on 15 September 2021).
- Archilovers. Järvi & Ruoho. Design Firm. Available online: https://www.archilovers.com/teams/119359/jarvi-ruoho.html#info (accessed on 15 September 2021).
- Harta Packaging Industries Sdn Bhd Heavy-Duty Corrugated Board. Available online: https://hartapack.com/home/wp-content/uploads/2019/03/HEAVY-DUTY-CORRUGATED-BOARD-BROCHURE.pdf (accessed on 15 September 2021).
- Tri-Wall Pack. Tri-Wall Pack. Available online: http://www.tri-wall.co.th/images/column_1272621251/brochuse3.pdf (accessed on 15 September 2021).
- Anderson, H.R. Triple-Wall Corrugated Board. U.S. Patent 2,985,553, 23 May 1961. [Google Scholar]
- ADF Packaging Committee. Part 15: Packaging Specifications and Classification Systems; ADF Packaging Committee: Sydney, Australia, 2000. [Google Scholar]
- Chairigami. Cardboard Stool. Available online: https://www.chairigami.com/product-page/cardboard-stool (accessed on 15 September 2021).
- Good Design Award. Cardboard (Tri-Wall) Tables. Available online: https://www.g-mark.org/award/describe/42743?locale=en (accessed on 15 September 2021).
- Hplusf. PunchOut Furninture. Available online: https://hplusf.com/projects/punch-out-furniture/ (accessed on 15 September 2021).
- MoMA. A Child’s Chair: Delight in Ownership. 2012. Available online: https://www.moma.org/explore/inside_out/2012/07/05/a-childs-chair-delight-in-ownership/ (accessed on 15 September 2021).
- European Committee for Standardization (CEN). EN 1728:2013 Furniture—Seating—Test Methods for the Determination of Strength and Durability; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- European Committee for Standardization (CEN). EN 12520:2015—Furniture—Strength, Durability and Safety—Requirements for Domestic Seating; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- Garbowski, T.; Marek, A. Homogenization of corrugated boards through inverse analysis. In Proceedings of the 1st International Conference on Engineering and Applied Sciences Optimization, Kos Island, Greece, 4–6 June 2014. [Google Scholar]
- Barbero, E.J. Introduction to Composite Materials Design; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Pohl, A. Strengthened Corrugated Paper Honeycomb for Application in Structural Elements. Ph.D. Thesis, ETH Zurich, Zurich, Germany, 2009. [Google Scholar]
- Jones, R. Mechanics of Composite Materials; Taylor & Francis: Abingdon, UK, 1998. [Google Scholar]
- Marek, A. Homogenization Techniques and Constitutive Modeling of Sandwich Panels. Master’s Thesis, Poznań University of Technology, Poznań, Poland, 2014. [Google Scholar]
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Picture | Height (in) | Height (mm) | Flutes/m | Pitch (mm) | Take-Up Factor |
|---|---|---|---|---|---|---|
| A flute |  | 1/4″ | 4.8 | 108 ± 10 | 8.0–9.5 | ≈1.50 |
| B flute |  | 1/8″ | 3.2 | 154 ± 10 | 5.5–6.5 | ≈1.40 |
| C flute |  | 11/64″ | 4.0 | 128 ± 10 | 6.8–7.9 | ≈1.45 |
| E flute |  | 1/16″ | 1.6 | 295 ± 13 | 3.0–3.5 | ≈1.25 |
| F flute |  | 1/32″ | 0.8 | 420 ± 13 | 1.9–2.6 | ≈1.25 |
| Parameter | Unit | Heavy Duty | ||
|---|---|---|---|---|
| Outer Liner | Inner Liner | Fluting | ||
| E1 | MPa | 8250 | 8180 | 4500 |
| E2 | MPa | 2900 | 3120 | 4500 |
| E3 | MPa | 2900 | 3120 | 3000 |
| G23 | MPa | 70 | 70 | 35 |
| G13 | MPa | 7 | 7 | 3.5 |
| G12 | MPa | 1890 | 1950 | 1500 |
| ν12 | - | 0.43 | 0.43 | 0.40 |
| ν13 | - | 0.01 | 0.01 | 0.01 |
| ν23 | - | 0.01 | 0.01 | 0.01 |
| t | mm | 0.75 | 0.40 | 0.25 |
| h | mm | - | - | 4.8 |
| P | mm | - | - | 8.5 |
| Qij | Unit | Outer Liner | Inner Liner | Fluting |
|---|---|---|---|---|
| Q11 | [MPa] | 8824.2 | 8801.4 | 146.2 |
| Q12 | [MPa] | 1334.2 | 1444 | 59.807 |
| Q13 | [MPa] | 44.361 | 48.01 | 145.44 |
| Q22 | [MPa] | 3102 | 3357.2 | 361.6 |
| Q23 | [MPa] | 35.71 | 39.08 | 59.755 |
| Q33 | [MPa] | 2900.5 | 3120.6 | 146.14 |
| Q44 | [MPa] | 70 | 70 | 4.5198 |
| Q55 | [MPa] | 7 | 7 | 0.90365 |
| Q66 | [MPa] | 1890 | 1950 | 5.9147 |
| Design | Area (m2) | w (mm) | u (mm) | σxx (MPa) | σyy (MPa) |
|---|---|---|---|---|---|
| 1st | 0.87 | 0.9 | 0.2 | 15.3 | 8.9 |
| 2nd | 0.83 | 1.1 | 0.3 | 1.4 | 2.6 |
| 3rd | 0.79 | 6.0 | 1.9 | 3.2 | 8.4 |
| 4th | 0.57 | 0.6 | 1.2 | 1.5 | 2.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suarez, B.; Muneta, L.M.; Romero, G.; Sanz-Bobi, J.D. Efficient Design of Thin Wall Seating Made of a Single Piece of Heavy-Duty Corrugated Cardboard. Materials 2021, 14, 6645. https://doi.org/10.3390/ma14216645
Suarez B, Muneta LM, Romero G, Sanz-Bobi JD. Efficient Design of Thin Wall Seating Made of a Single Piece of Heavy-Duty Corrugated Cardboard. Materials. 2021; 14(21):6645. https://doi.org/10.3390/ma14216645
Chicago/Turabian StyleSuarez, Berta, Luisa M. Muneta, Gregorio Romero, and Juan D. Sanz-Bobi. 2021. "Efficient Design of Thin Wall Seating Made of a Single Piece of Heavy-Duty Corrugated Cardboard" Materials 14, no. 21: 6645. https://doi.org/10.3390/ma14216645
APA StyleSuarez, B., Muneta, L. M., Romero, G., & Sanz-Bobi, J. D. (2021). Efficient Design of Thin Wall Seating Made of a Single Piece of Heavy-Duty Corrugated Cardboard. Materials, 14(21), 6645. https://doi.org/10.3390/ma14216645