
Wear and Corrosion Resistance of AlSi10Mg–CP–Ti Metal–Metal Composite Materials Produced by Electro-Sinter-Forging

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Tribological Testing
2.2. Electrochemical Characterization
3. Results and Discussion
3.1. Tribological Testing
3.1.1. Coefficient of Friction
3.1.2. Wear Mechanisms Characterization
3.1.3. Hertzian Stress Profile
3.2. Electrochemical Characterization
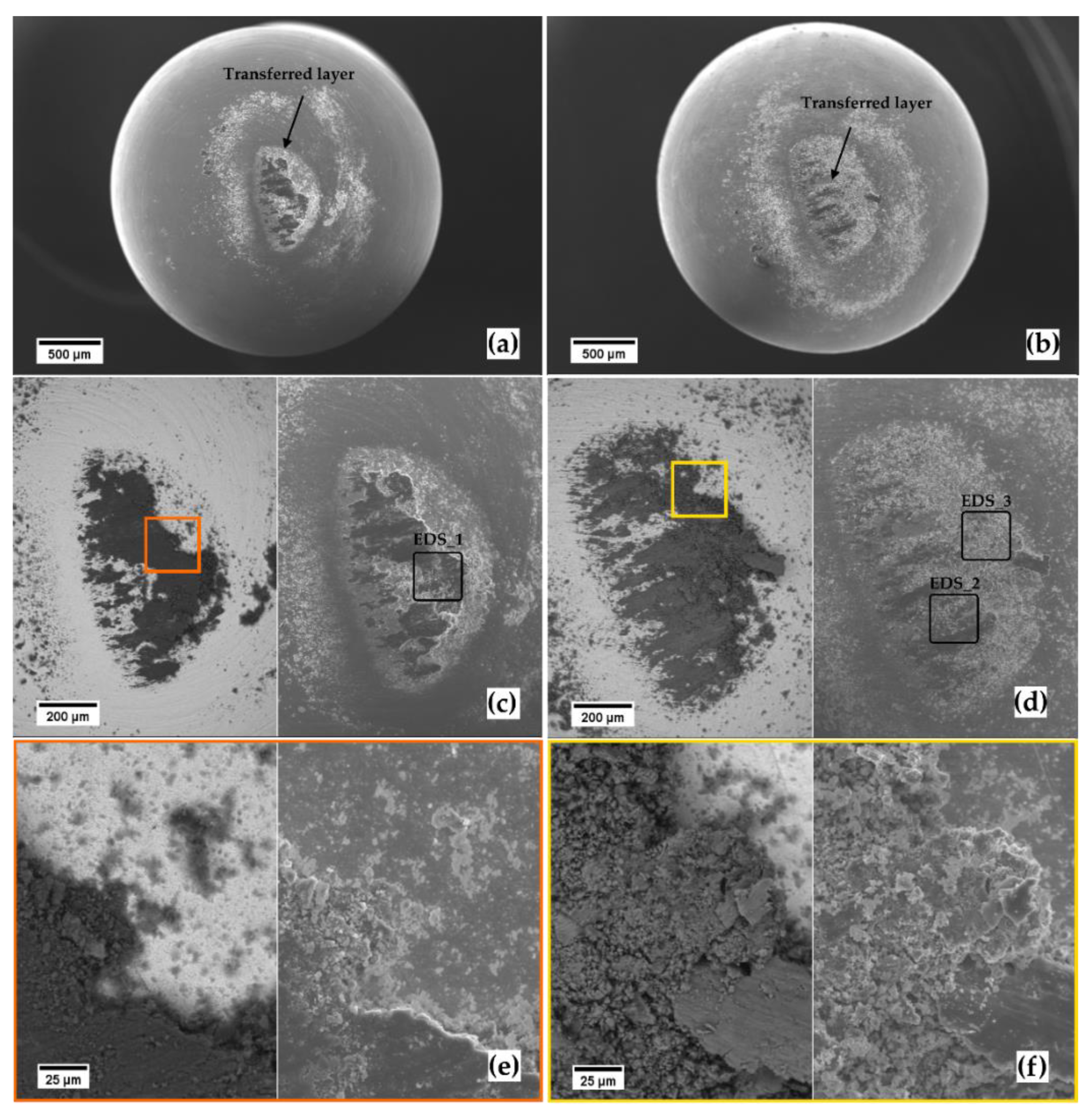
3.2.1. SEM-EDS Analysis
3.2.2. Raman Spectra
4. Conclusions
- -
- The metal–metal composite with 20% Ti and 80% AlSi10Mg has a higher wear resistance than the 80% Ti–20% AlSi10Mg due to a protective oxide layer formed by the AlSi10Mg phase: such layer switches the wear mechanism from adhesive/abrasive to tribo-oxidative. This conclusion is confirmed by the differences in wear rate and observing the wear tracks.
- -
- The metal–metal composite’s wear mechanism with 80% Ti and 20% AlSi10Mg is a mix of abrasive and adhesive wear. The protective layer formation is hindered in these sliding conditions because Titanium, due to its low resistance to plastic shearing and low work hardening, forms comminuted wear debris without building a continuous layer on the wear track.
- -
- A higher amount of Titanium in the samples increases the OCP due to the cathodic behavior related to forming a stable, protective TiO2 layer.
- -
- In the presence of chloride ions, the formation of a passive layer on the Aluminum alloy portions of the samples is hindered, thus exposing unprotected regions to the solution, where the dissolution occurs. In addition, the EDS analysis highlighted severe oxidation and the presence of Cl-based compounds on AlSi10 areas where localized corrosion processes take place.
- -
- The Raman spectra confirmed the evidence from the electrochemical measurements by detecting only traces of Al2O3 and significant amounts of AlCl-based compounds in correspondence of anodic zones; TiO2 was detected in Ti domains where the cathodic reaction occurs.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Madhusudan, S.; Sarcar, M.M.M.; Bhargava, N.R.M.R. Fabrication and characterization of aluminium-copper composites. J. Alloys Compd. 2009, 471, 116–118. [Google Scholar] [CrossRef]
- Huang, M.; Fan, G.H.; Geng, L.; Cao, G.J.; Du, Y.; Wu, H.; Zhang, T.T.; Kang, H.J.; Wang, T.M.; Du, G.H.; et al. Revealing extraordinary tensile plasticity in layered Ti-Al metal composite. Sci. Rep. 2016, 6, 38461. [Google Scholar] [CrossRef] [Green Version]
- Gopi Krishna, M.; Praveen Kumar, K.; Naga Swapna, M.; Babu Rao, J.; Bhargava, N.R.M.R. Metal-metal Composites-An Innovative Way for Multiple Strengthening. Mater. Today Proc. 2017, 4, 8085–8095. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of ductile magnesium composite materials using Titanium as reinforcement. J. Alloys Compd. 2002, 345, 246–251. [Google Scholar] [CrossRef]
- Balarami Reddy, T.; Karthik, P.; Gopi Krishna, M. Mechanical behavior of Al–Cu binary alloy system/ Cu particulates reinforced metal-metal composites. Results Eng. 2019, 4, 100046. [Google Scholar] [CrossRef]
- Canakcı, A.; Ozkaya, S.; Erdemir, F.; Karabacak, A.H.; Celebi, M. Effects of Fe–Al intermetallic compounds on the wear and corrosion performances of AA2024/316L SS metal/metal composites. J. Alloys Compd. 2020, 845, 156236. [Google Scholar] [CrossRef]
- Russell, A.M.; Chumbley, L.S.; Tian, Y. Deformation processed metal-metal composites. Adv. Eng. Mater. 2000, 2, 11–22. [Google Scholar] [CrossRef]
- Qin, L.; Wang, J.; Wu, Q.; Guo, X.; Tao, J. In-situ observation of crack initiation and propagation in Ti/Al composite laminates during tensile test. J. Alloys Compd. 2017, 712, 69–75. [Google Scholar] [CrossRef]
- Luo, J.G.; Acoff, V.L. Using cold roll bonding and annealing to process Ti/Al multi-layered composites from elemental foils. Mater. Sci. Eng. A 2004, 379, 164–172. [Google Scholar] [CrossRef]
- Mei, B.; Miyamoto, Y. Preparation of Ti-Al intermetallic compounds by spark plasma sintering. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 843–847. [Google Scholar] [CrossRef]
- Sun, Y.; Vajpai, S.K.; Ameyama, K.; Ma, C. Fabrication of multilayered Ti-Al intermetallics by spark plasma sintering. J. Alloys Compd. 2014, 585, 734–740. [Google Scholar] [CrossRef]
- Sun, Y.; Haley, J.; Kulkarni, K.; Aindow, M.; Lavernia, E.J. Influence of electric current on microstructure evolution in Ti/Al and Ti/TiAl3 during spark plasma sintering. J. Alloys Compd. 2015, 648, 1097–1103. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Acarer, M. Effect of ball milling time on the structural characteristics and mechanical properties of nano-sized Y2O3 particle reinforced aluminum matrix composites produced by powder metallurgy route. Adv. Powder Technol. 2021, 32, 3826–3844. [Google Scholar] [CrossRef]
- Kumar, N.; Bharti, A.; Saxena, K.K. A re-investigation: Effect of powder metallurgy parameters on the physical and mechanical properties of aluminium matrix composites. Mater. Today Proc. 2021, 44, 2188–2193. [Google Scholar] [CrossRef]
- Nayak, K.C.; Pandey, A.K.; Date, P.P. Mechanical and physical characterization of powder metallurgy based aluminium metal matrix hybrid composite. Mater. Today Proc. 2020, 33, 5408–5413. [Google Scholar] [CrossRef]
- Fais, A. A faster FAST: Electro-Sinter-Forging. Met. Powder Rep. 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Franchini, F.; Bidulský, R.; Kvačkaj, T.; Grande, M.A. Characterization of microstructural and mechanical properties after cold rolling of an electro-sinter-forged Cu-Sn alloy. Arch. Metall. Mater. 2020, 65, 787–792. [Google Scholar] [CrossRef]
- Aranda, R.M.; Ternero, F.; Lozano-Pérez, S.; Montes, J.M.; Cuevas, F.G. Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review. Metals 2021, 11, 616. [Google Scholar] [CrossRef]
- Gobber, F.S.; Fracchia, E.; Fais, A.; Peter, I.; Grande, M.A. Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging. Metals 2021, 11, 1645. [Google Scholar] [CrossRef]
- Gupta, R.K.; Sukiman, N.L.; Fleming, K.M.; Gibson, M.A.; Birbilis, N. Electrochemical behavior and localized corrosion associated with Mg2Si particles in Al and Mg alloys. ECS Electrochem. Lett. 2012, 1. [Google Scholar] [CrossRef]
- Niu, Q.L.; Zheng, X.H.; Ming, W.W.; Chen, M. Friction and Wear Performance of Titanium Alloys against Tungsten Carbide under Dry Sliding and Water Lubrication. Tribol. Trans. 2013, 56, 101–108. [Google Scholar] [CrossRef]
- Liu, Y.J.; Liu, Z.; Jiang, Y.; Wang, G.W.; Yang, Y.; Zhang, L.C. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloys Compd. 2017, 735, 1414–1421. [Google Scholar] [CrossRef]
- Prasad, S.V.; McDevitt, N.T.; Zabinski, J.S. Tribology of tungsten disulfide films in humid environments: The role of a tailored metal-matrix composite substrate. Wear 1999, 230, 24–34. [Google Scholar] [CrossRef]
- Vink System Design & Analysis HertzWin 2021. Available online: https://www.vinksda.com/en-2/ (accessed on 9 November 2021).
- Ghiara, G.; Spotorno, R.; Delsante, S.; Tassistro, G.; Piccardo, P.; Cristiani, P. Dezincification inhibition of a food processing brass OT60 in presence of Pseudomonas fluorescens. Corros. Sci. 2019, 157, 370–381. [Google Scholar] [CrossRef]
- Ghiara, G.; Spotorno, R.; Trasatti, S.P.; Cristiani, P. Effect of Pseudomonas fluorescens on the electrochemical behaviour of a single-phase Cu-Sn modern bronze. Corros. Sci. 2018, 139, 227–234. [Google Scholar] [CrossRef]
- Ernest, R. Friction and Wear of Materials, 2nd ed.; Wiley-Interscience: Hoboken, NJ, USA, 1996; ISBN 978-0-471-83084-9. [Google Scholar]
- Hertz, H. Ueber die Berührung fester elastischer Körper. J. Reine Angew. Math. 1882, 1882, 156–171. [Google Scholar] [CrossRef]
- Kim, H.J.; Emge, A.; Karthikeyan, S.; Rigney, D.A. Effects of tribooxidation on sliding behavior of aluminum. Wear 2005, 259, 501–505. [Google Scholar] [CrossRef]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Budinski, K.G. Tribological properties of titanium alloys. Wear 1991, 151, 203–217. [Google Scholar] [CrossRef]
- Seri, O. The effect of NaCl concentration on the corrosion behavior of aluminum containing iron. Corros. Sci. 1994, 36, 1789–1803. [Google Scholar] [CrossRef]
- Abdo, H.S.; Sherif, E.S.M.; El-Serehy, H.A. Manufacturing of ti-6%al and ti-6%al-4%v alloys and their corrosion in sodium chloride solutions. Crystals 2020, 10, 181. [Google Scholar] [CrossRef] [Green Version]
- Spotorno, R.; Ghiara, G.; Latronico, G.; Carlini, R.; Mele, P.; Artini, C. Corrosion of the Filled Skutterudite Sm0.1(Fe0.45Ni0.55)4Sb12 by NaCl Solutions: An Electrochemical Study. J. Electron. Mater. 2020, 49, 2872–2880. [Google Scholar] [CrossRef]
- Canepa, P.; Ghiara, G.; Spotorno, R.; Canepa, M.; Cavalleri, O. Structural vs. electrochemical investigation of niobium oxide layers anodically grown in a Ca and P containing electrolyte. J. Alloys Compd. 2021, 851, 156937. [Google Scholar] [CrossRef]
- Khademi, M.; Barz, D.P.J. Structure of the Electrical Double Layer Revisited: Electrode Capacitance in Aqueous Solutions. Langmuir 2020, 36, 4250–4260. [Google Scholar] [CrossRef]
- Davis, J.A.; James, R.O.; Leckie, J.O. Surface ionization and complexation at the oxide/water interface. I. Computation of electrical double layer properties in simple electrolytes. J. Colloid Interface Sci. 1978, 63, 480–499. [Google Scholar] [CrossRef]
- Brug, G.J.; van den Eeden, A.L.G.; Sluyters-Rehbach, M.; Sluyters, J.H. The analysis of electrode impedances complicated by the presence of a constant phase element. J. Electroanal. Chem. 1984, 176, 275–295. [Google Scholar] [CrossRef]
- Hirschorn, B.; Orazem, M.E.; Tribollet, B.; Vivier, V.; Frateur, I.; Musiani, M. Determination of effective capacitance and film thickness from constant-phase-element parameters. Electrochim. Acta 2010, 55, 6218–6227. [Google Scholar] [CrossRef]
- Mazhar, A.A.; Badawy, W.A.; Abou-Romia, M.M. Impedance studies of corrosion resistance of aluminium in chloride media. Surf. Coat. Technol. 1986, 29, 335–345. [Google Scholar] [CrossRef]
- Parsons, R. Atlas of electrochemical equilibria in aqueous solutions. J. Electroanal. Chem. Interfacial Electrochem. 1967, 13, 471. [Google Scholar] [CrossRef]
- Legrand, L.; Tranchant, A.; Messina, R.; Romain, F.; Lautie, A. Raman Study of Aluminum Chloride-Dimethylsulfone Solutions. Inorg. Chem. 1996, 35, 1310–1312. [Google Scholar] [CrossRef]
- Li, X.; Fan, Y.; Zhao, X.; Ma, R.; Du, A.; Cao, X.; Ban, H. Damping capacity and storage modulus of SiC matrix composites infiltrated by AlSi alloy. Metals 2019, 9, 1195. [Google Scholar] [CrossRef] [Green Version]
- Mishra, A.K.; Upadhyay, R.K.; Kumar, A. Surface Wear Anisotropy in AlSi10Mg Alloy Sample Fabricated by Selective Laser Melting: Effect of Hatch Style, Scan Rotation and Use of Fresh and Recycled Powder. J. Tribol. 2021, 143, 021701. [Google Scholar] [CrossRef]
- Galkin, N.G.; Galkin, K.N.; Chernev, I.M.; Fajgar, R.; Stuchlikova, T.H.; Stuchlik, J.; Remes, Z. Formation and properties of p–i–n diodes based on hydrogenated amorphous silicon with embedded CrSi 2, Mg 2 Si and Ca 2 Si nanocrystallites for energy conversion applications. JJAP Conf. Proc. 2016, 3, 011104. [Google Scholar] [CrossRef] [Green Version]
- Lübbe, M.; Gigler, A.M.; Stark, R.W.; Moritz, W. Identification of iron oxide phases in thin films grown on Al 2 O 3 (0 0 0 1) by Raman spectroscopy and X-ray diffraction. Surf. Sci. 2010, 604, 679–685. [Google Scholar] [CrossRef]
- Ekoi, E.J.; Gowen, A.; Dorrepaal, R.; Dowling, D.P. Characterisation of titanium oxide layers using Raman spectroscopy and optical profilometry: Influence of oxide properties. Results Phys. 2019, 12, 1574–1585. [Google Scholar] [CrossRef]
- Mazza, T.; Barborini, E.; Piseri, P.; Milani, P.; Cattaneo, D.; Li Bassi, A.; Bottani, C.E.; Ducati, C. Raman spectroscopy characterization of Ti O2 rutile nanocrystals. Phys. Rev. B Condens. Matter Mater. Phys. 2007, 75, 045416. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Al | Si | Mg | Ti | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|---|---|
| AlSi10Mg | Bal. | 10.20 ± 0.13 | 0.35 ± 0.07 | - | - | - | <0.09 | <0.01 | <0.007 |
| Ti-Grade 2 | - | - | - | Bal. | 0.30 ± 0.02 | 0.08 ± 0.02 | <0.25 | <0.03 | <0.015 |
| Ball Diameter (mm) | Ball Material | Sliding Speed (m/s) | Sliding Distance (m) | Applied Load (N) | Surface Roughness, Ra (µm) |
|---|---|---|---|---|---|
| 3 | WC-6Co | 0.02 | 100 | 5 | 0.4 µm |
| O | Al | Si | Ti | |
|---|---|---|---|---|
| EDS_1 | 31.61 | 48.05 | 4.98 | 15.36 |
| EDS_2 | 15.73 | 15.23 | 1.97 | 67.07 |
| EDS_3 | 10.14 | 19.30 | 2.34 | 68.22 |
| R-s/Ω·cm2 | R-ct/Ω·cm2 | CPE-dl-Q/Ω−1·cm−2·sn−1 | CPE-n | Ceff-dl/F·cm−2 | |
|---|---|---|---|---|---|
| Ti20–AlSi | 10.2 | 921.50 | 6.23 × 10−5 | 0.86 | 1.7 × 10−5 |
| Ti80–AlSi | 10.1 | 926.50 | 2.54 × 10−4 | 0.81 | 4.2 × 10−5 |
| I0/A·cm−2 | Ba/mV·dec−1 | Bc/mV·dec−1 | Rp/Ω·cm−2 | |
|---|---|---|---|---|
| Ti20–AlSi | 5.89 × 10−5 | 14 | 47 | 1285 |
| Ti80–AlSi | 4.89 × 10−5 | 13 | 67 | 1546 |
| Raman Shift Indexing Ti20–AlSi [cm−1] | |||
|---|---|---|---|
| Species | Corroded Al | Lightly-corroded Al | Titanium |
| AlCl4− *,[a] | 123 | 122 | 122 |
| Al | 300 | 293 | - |
| Mg2Si | - | 471 | - |
| Si | 511, 956 | 518, 965 | 517, 965 |
| Al2O3 | - | - | 642 |
| TiO2 | - | - | 762 |
| Minor carbon phases [44] *,[b] | 1335 | - | - |
| Carbon phase broadening or O2 [44] *,[b] | 1597 | - | 1554 |
| Raman shift indexing Ti80-AlSi [cm−1] | |||
| Species | Corroded Al | Lightly-corroded Al | Titanium |
| AlCl4− *,[a] | 127 | 122 | - |
| Al | 296 | 293 | 293 |
| AlCl3 *,[a] | - | - | 242 |
| Si | 513, 943 | 518, 965 | - |
| TiO2 | - | 805 | 792 |
| Minor carbon phases *,[b] | - | - | 1356 |
| Carbon phase broadening *,[b] | - | - | 1554 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gobber, F.S.; Fracchia, E.; Spotorno, R.; Fais, A.; Manfredi, D. Wear and Corrosion Resistance of AlSi10Mg–CP–Ti Metal–Metal Composite Materials Produced by Electro-Sinter-Forging. Materials 2021, 14, 6761. https://doi.org/10.3390/ma14226761
Gobber FS, Fracchia E, Spotorno R, Fais A, Manfredi D. Wear and Corrosion Resistance of AlSi10Mg–CP–Ti Metal–Metal Composite Materials Produced by Electro-Sinter-Forging. Materials. 2021; 14(22):6761. https://doi.org/10.3390/ma14226761
Chicago/Turabian StyleGobber, Federico Simone, Elisa Fracchia, Roberto Spotorno, Alessandro Fais, and Diego Manfredi. 2021. "Wear and Corrosion Resistance of AlSi10Mg–CP–Ti Metal–Metal Composite Materials Produced by Electro-Sinter-Forging" Materials 14, no. 22: 6761. https://doi.org/10.3390/ma14226761
APA StyleGobber, F. S., Fracchia, E., Spotorno, R., Fais, A., & Manfredi, D. (2021). Wear and Corrosion Resistance of AlSi10Mg–CP–Ti Metal–Metal Composite Materials Produced by Electro-Sinter-Forging. Materials, 14(22), 6761. https://doi.org/10.3390/ma14226761