
Role of Coating Processes on the Corrosion Kinetics and Mechanism of Zinc in Artificial Seawater

 ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
2. Methods and Materials
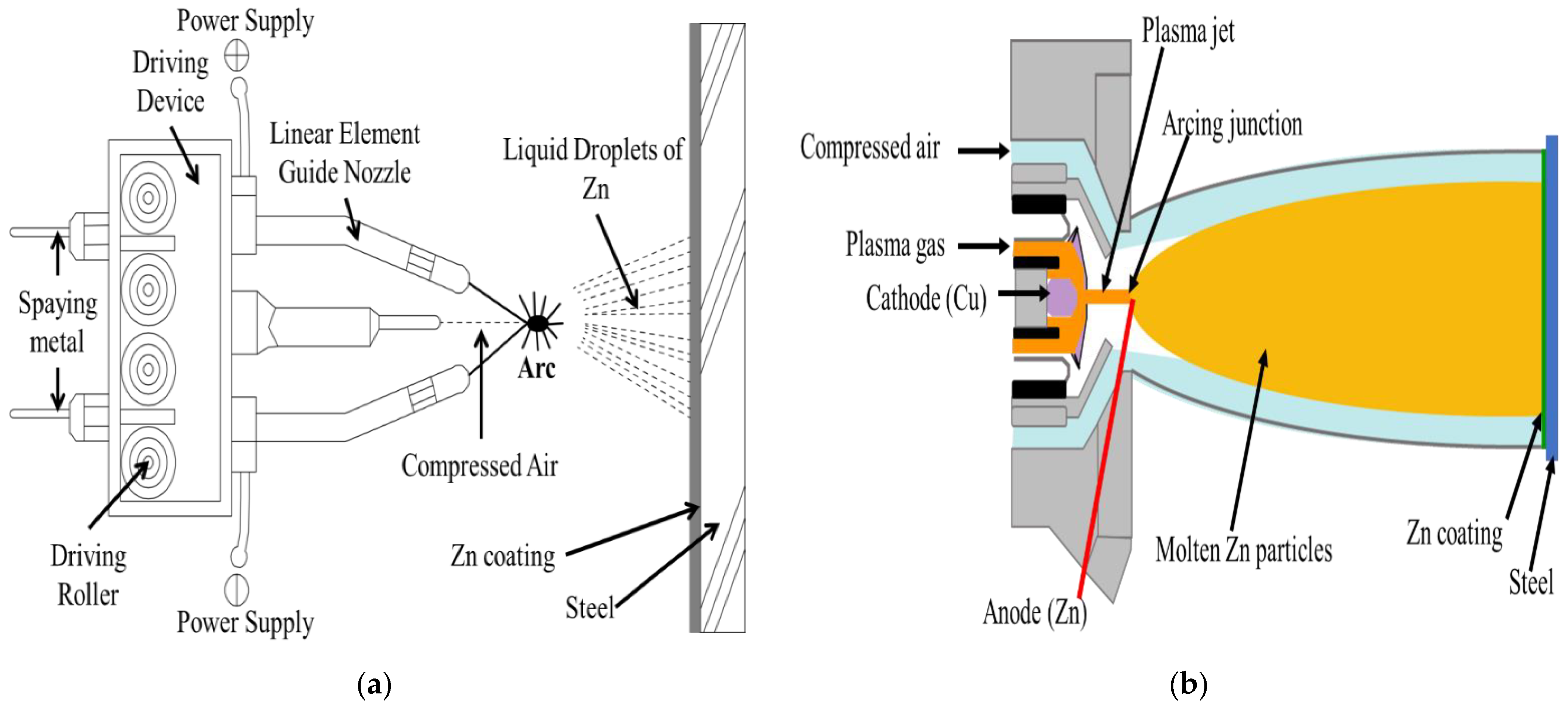
2.1. Deposition of the Coating
2.2. Characterization of the Coatings and Corrosion Products
2.3. Corrosion Characteristics of the Coatings at Different Exposure Periods
3. Results and Discussion
3.1. Characterization of the Coatings
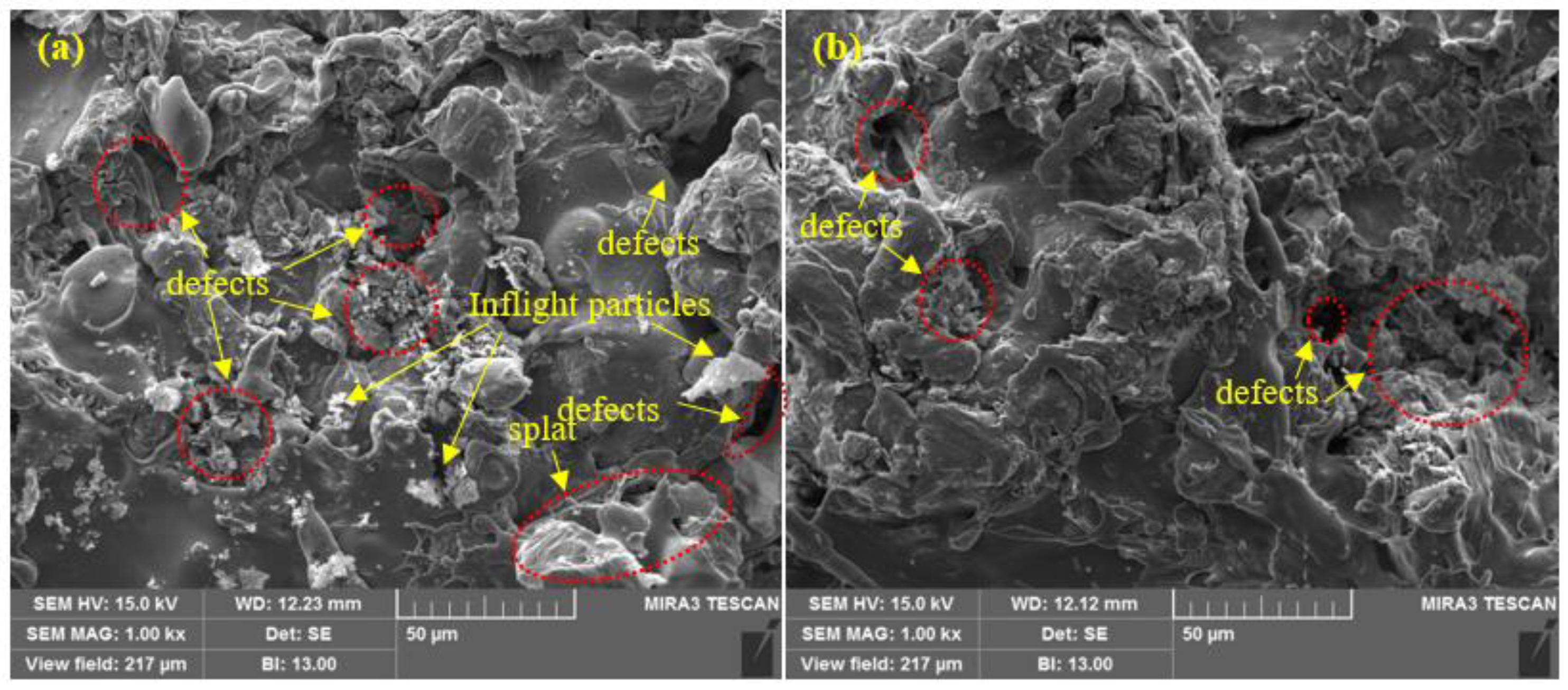
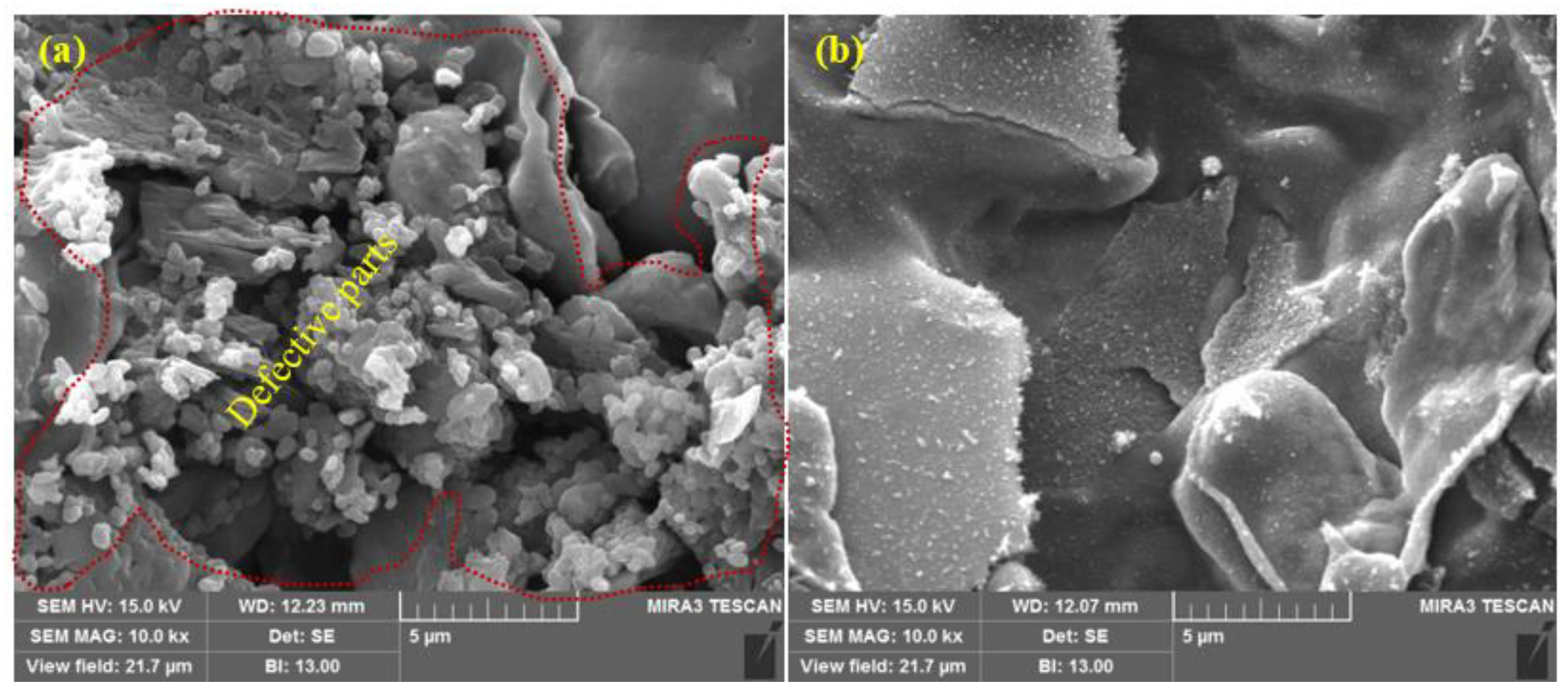
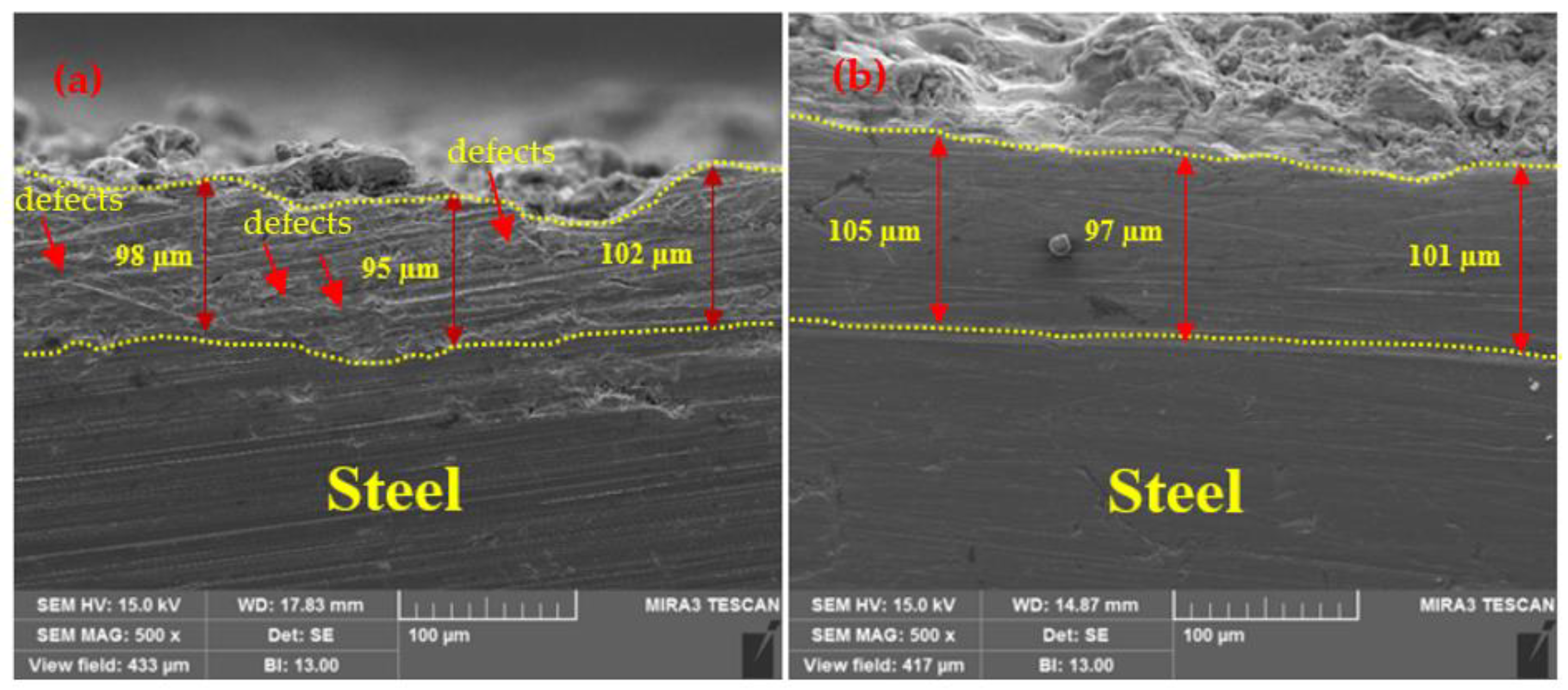
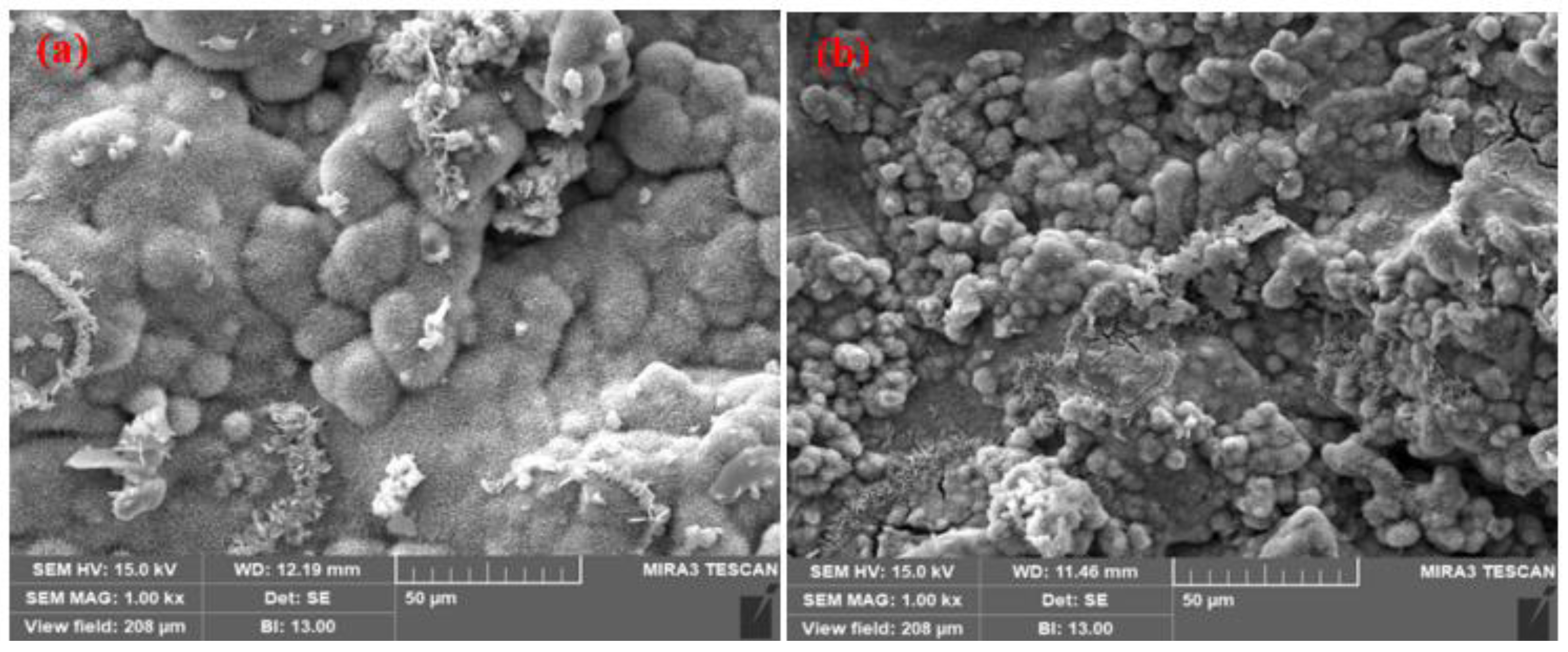
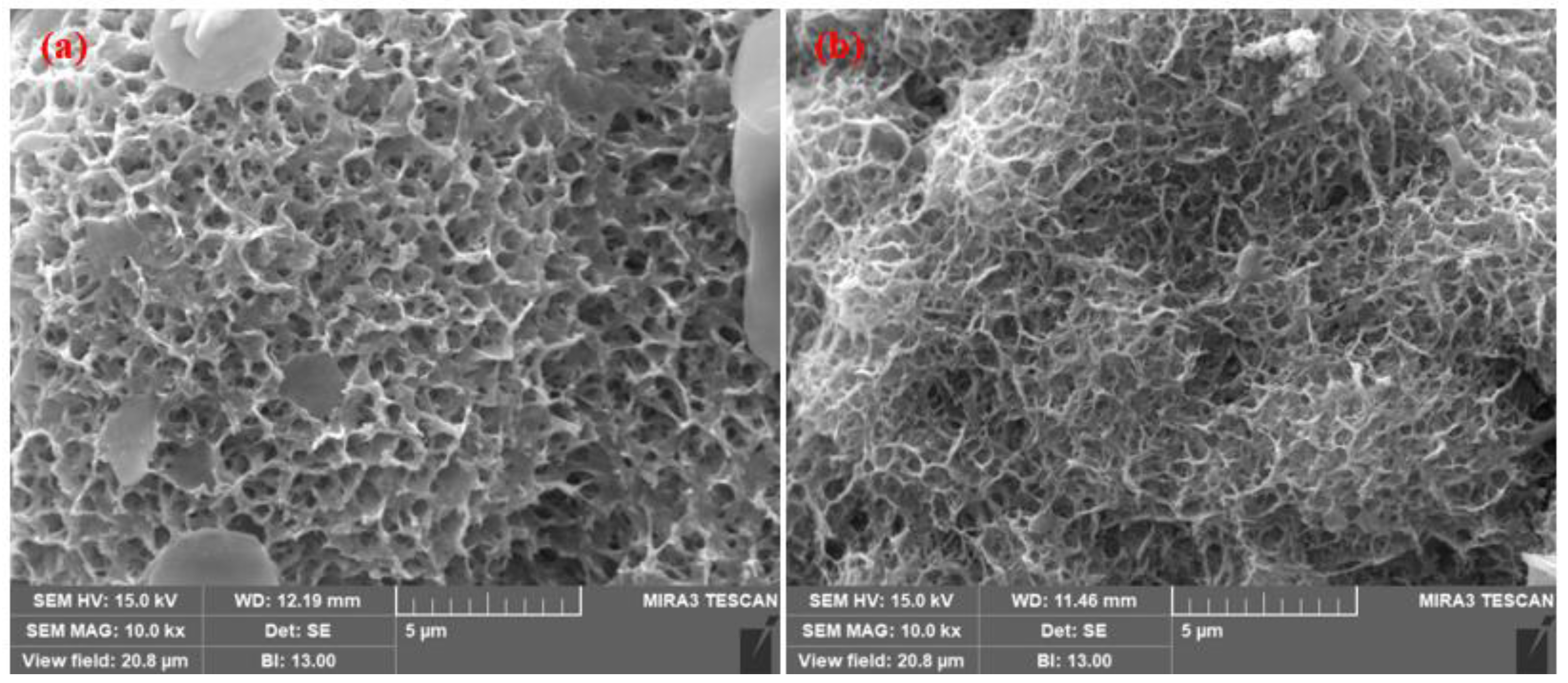
3.1.1. SEM Images of Coatings
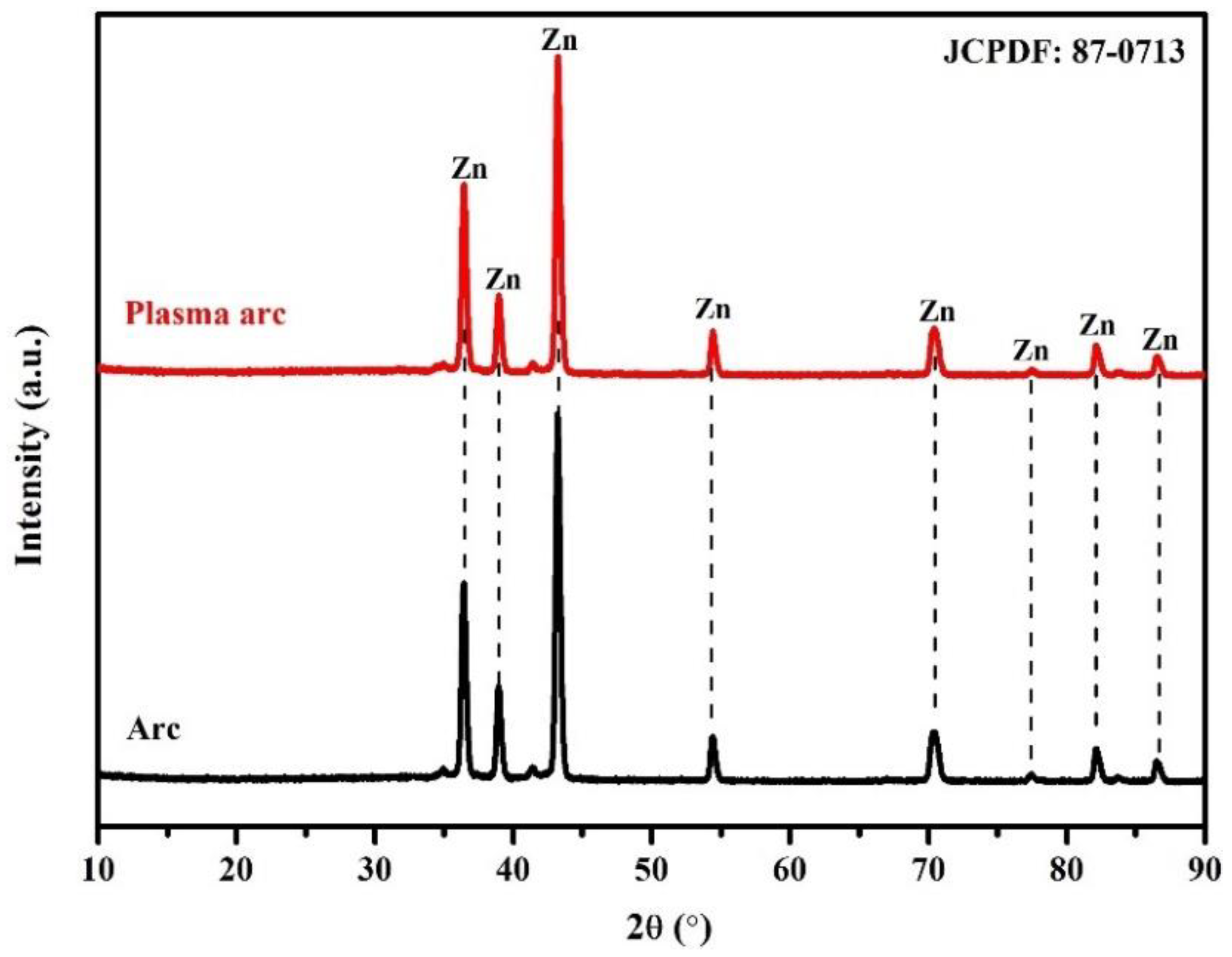
3.1.2. XRD Patterns of the Coatings
3.2. Corrosion Characteristics of the Zn Coating in Artificial Seawater for Different Exposure Periods
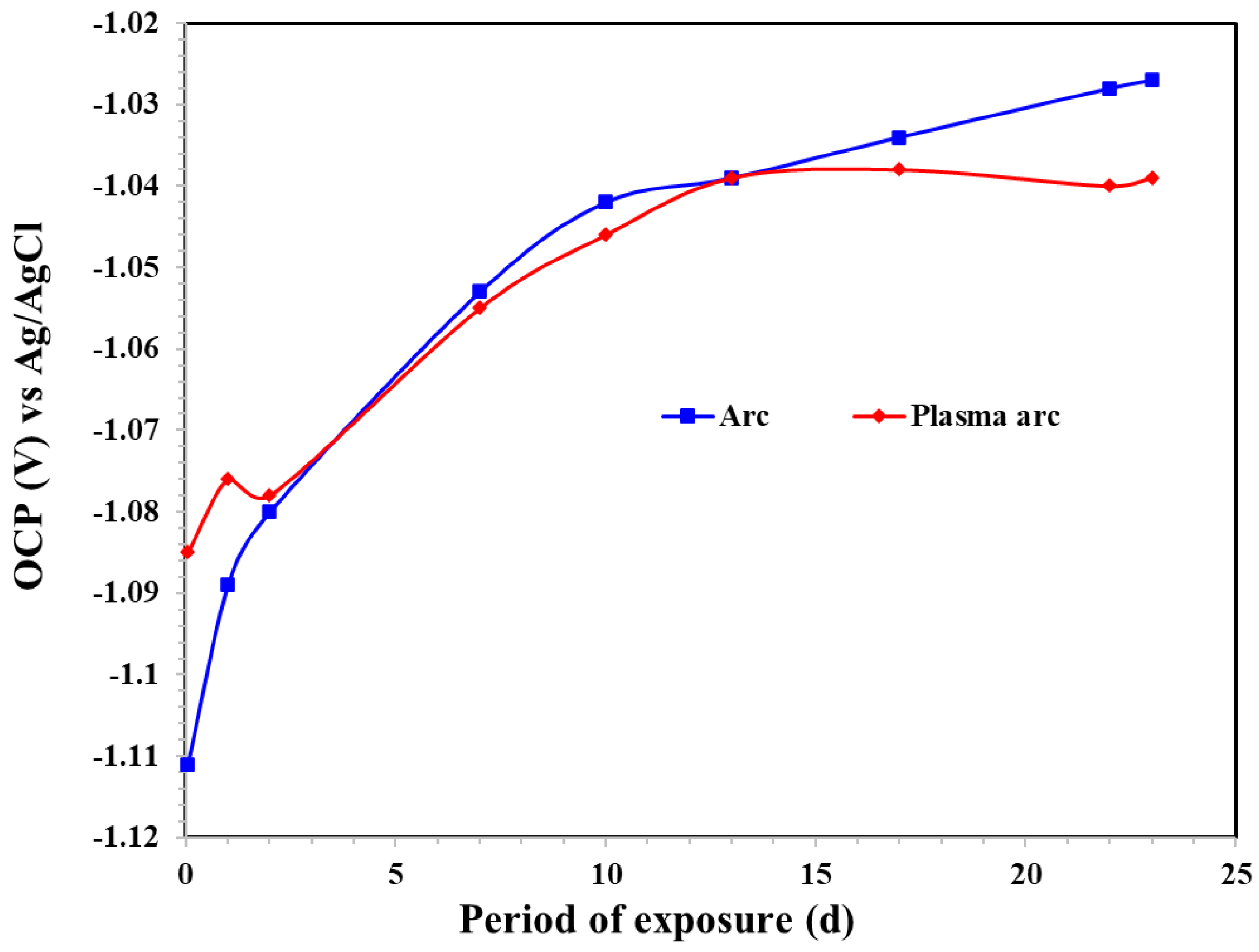
3.2.1. Open Circuit Potential of Coatings
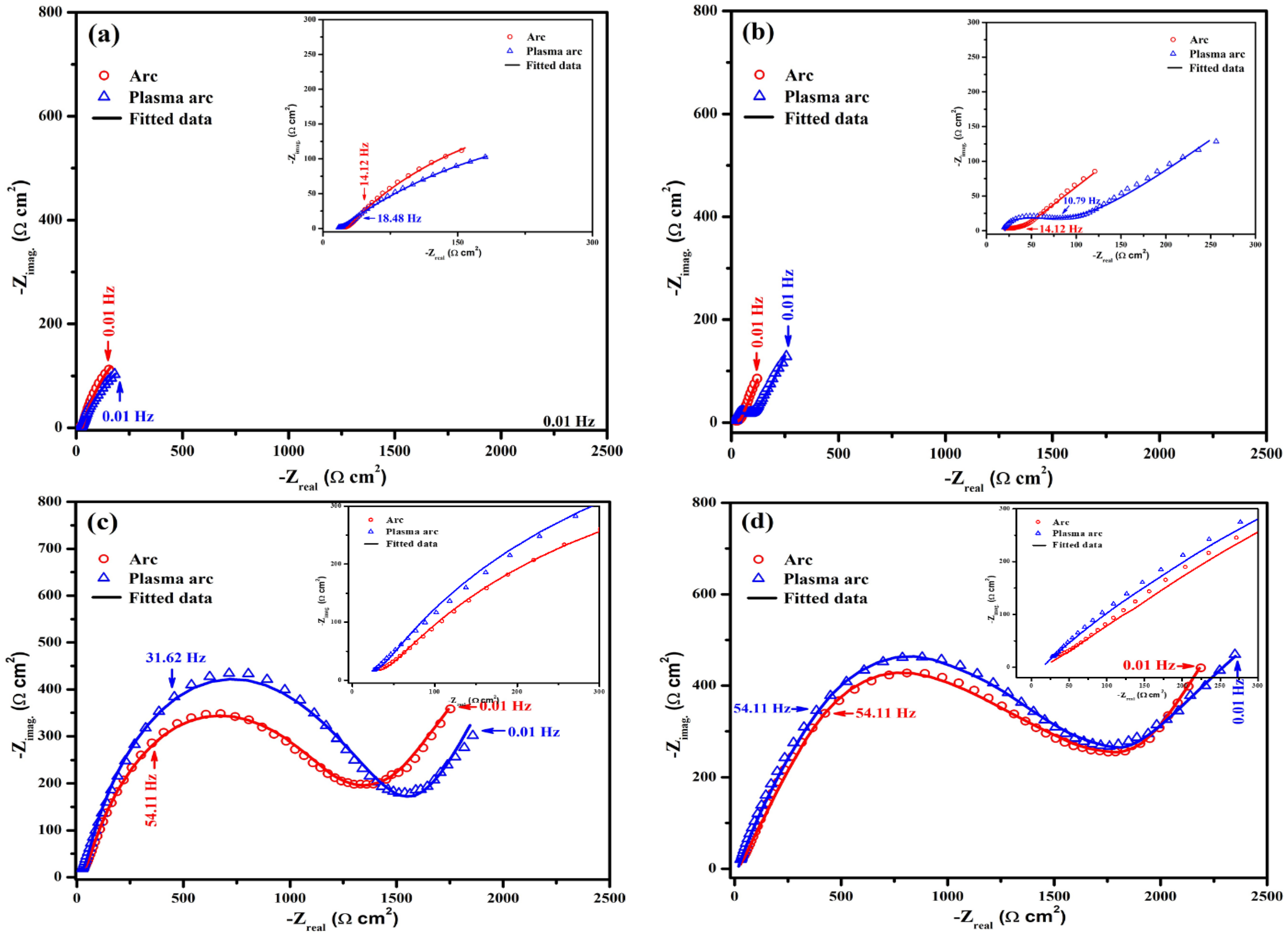
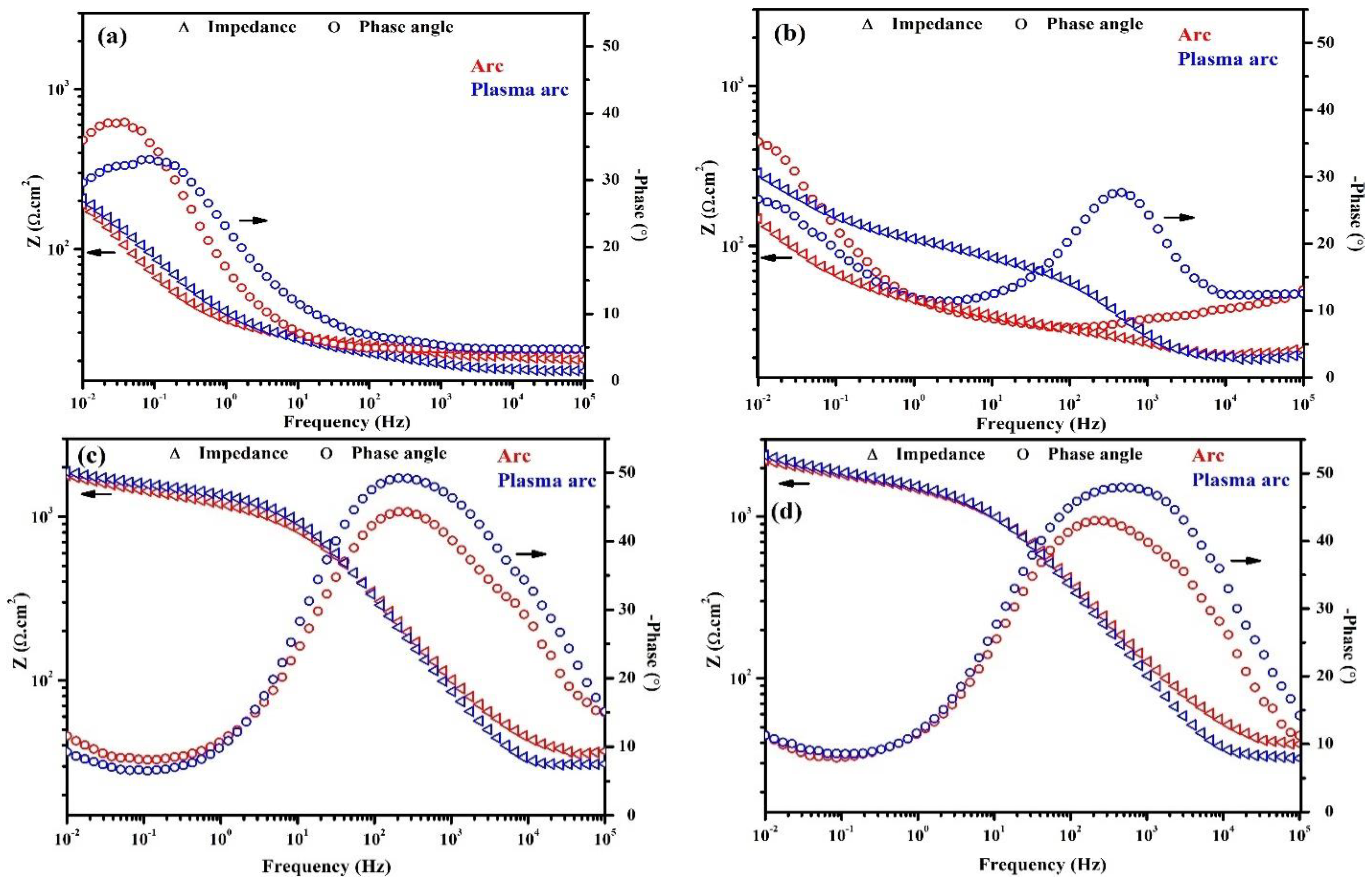
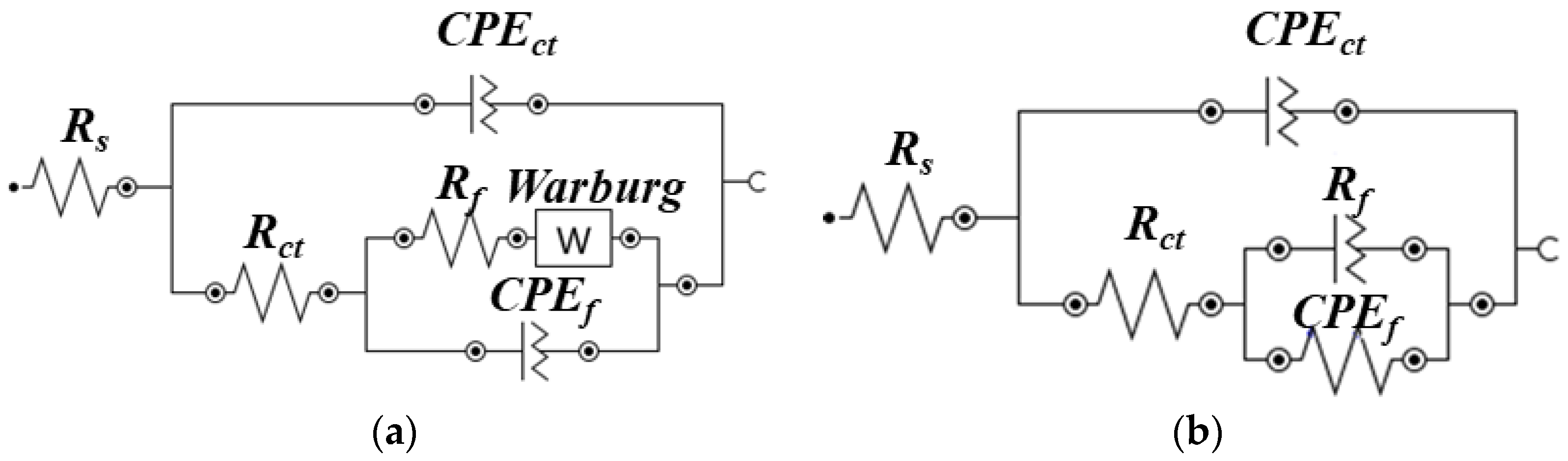
3.2.2. EIS of Zn Coatings for Different Exposure Periods
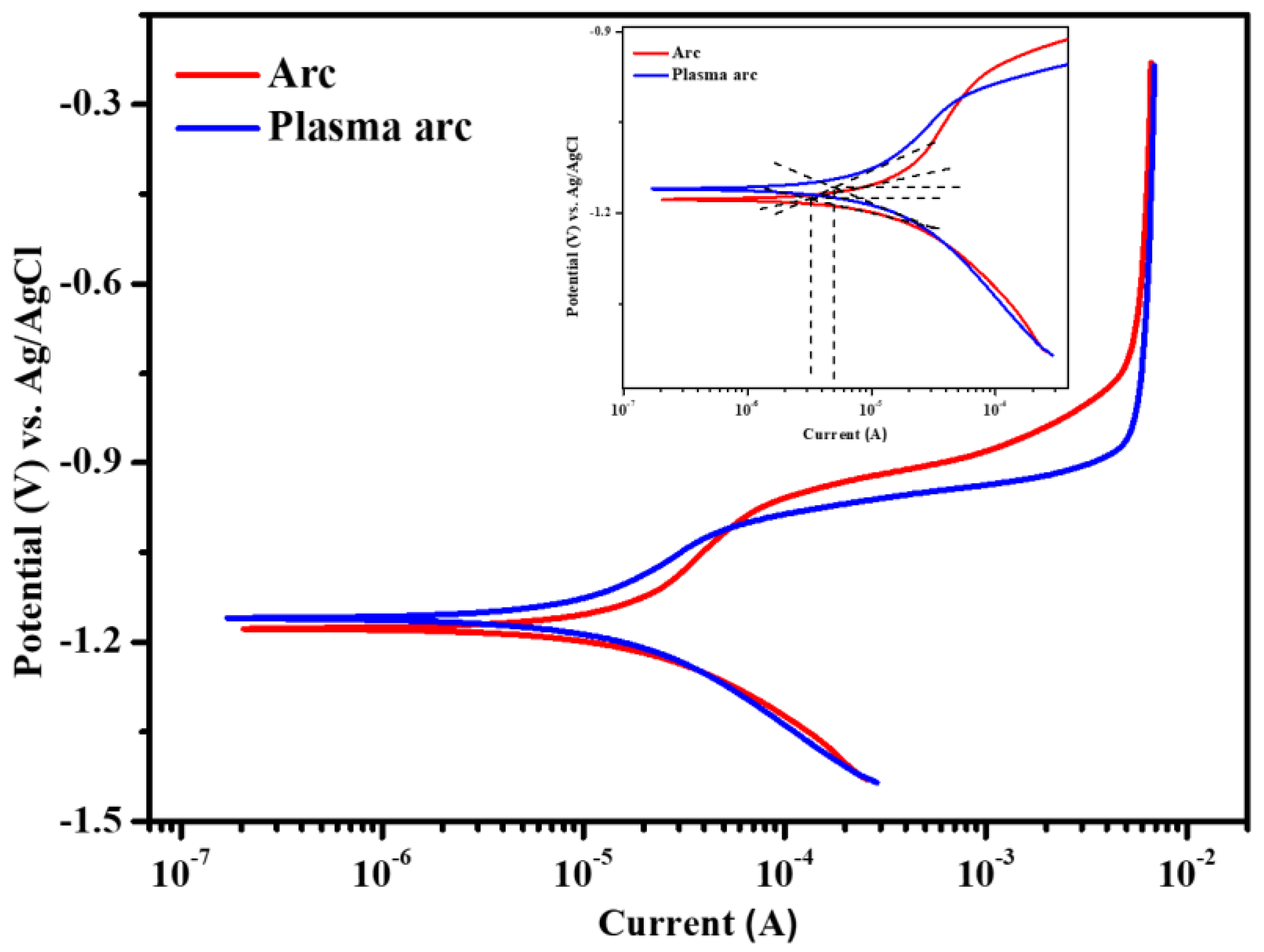
3.2.3. Potentiodynamic Polarization of Zn Coatings after 23 d of Exposure to Artificial Seawater
3.3. Characterization of Corrosion Products
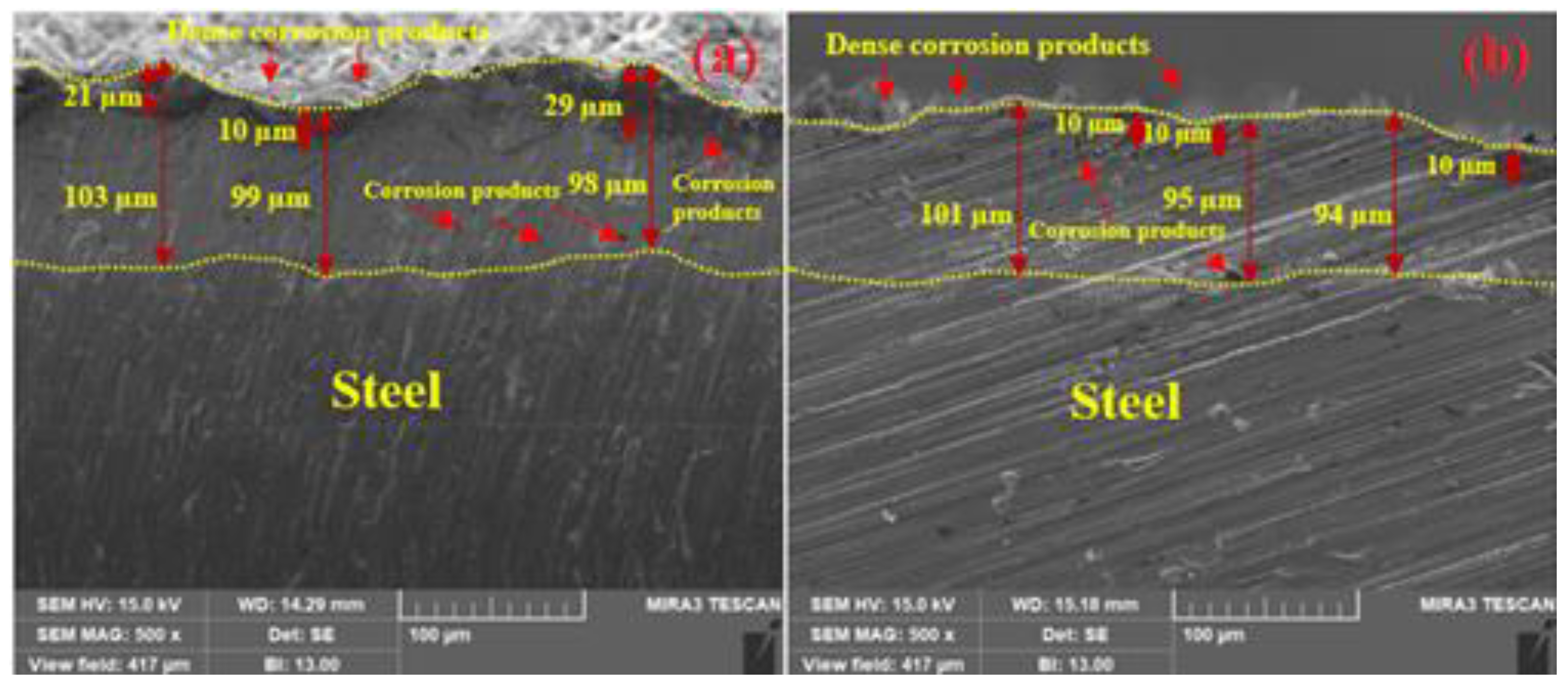
3.3.1. SEM Images of Corrosion Products
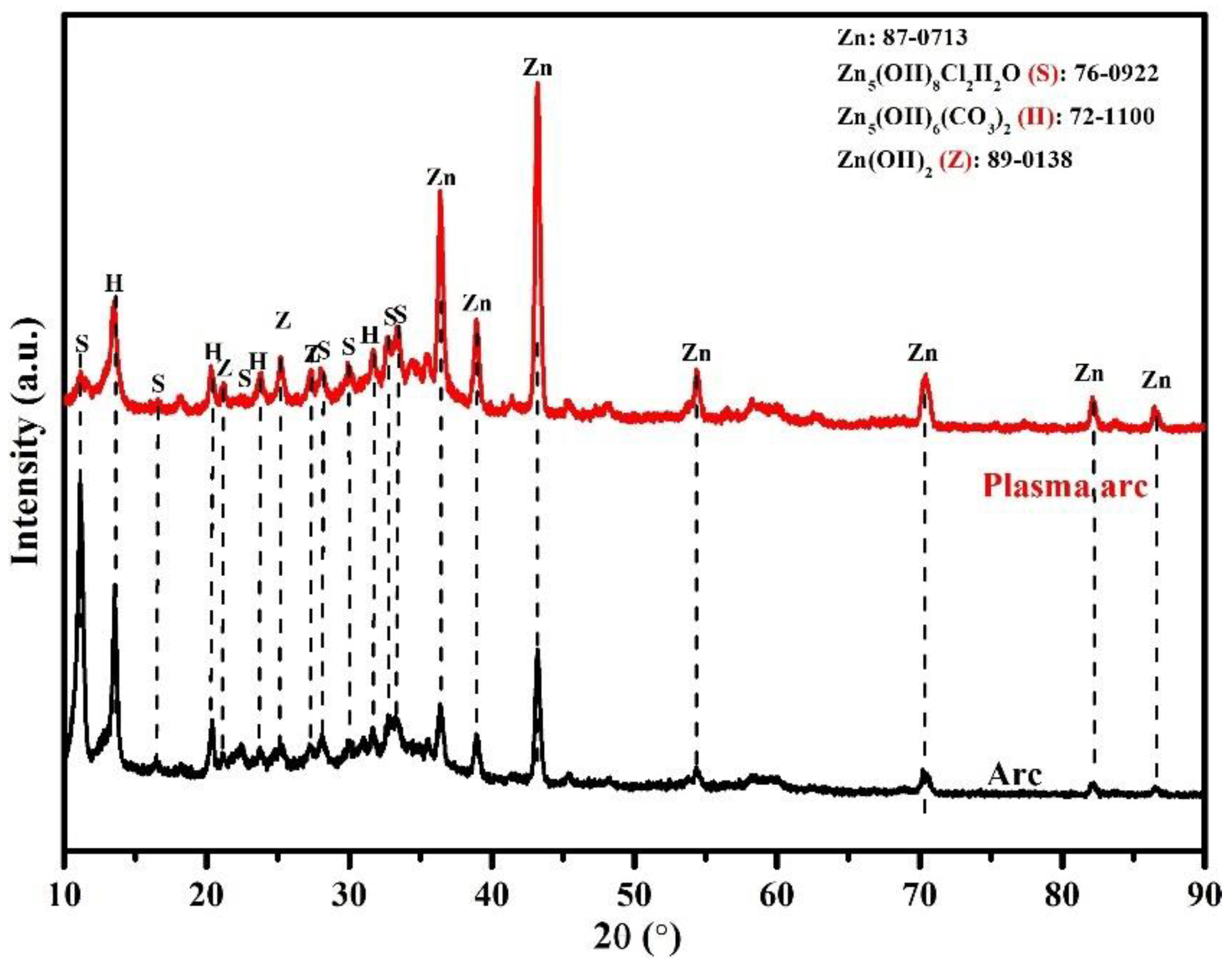
3.3.2. XRD of Corrosion Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.G. Corrosion and Electrochemistry of Zinc; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1996. [Google Scholar]
- Odnevall Wallinder, I.; Leygraf, C. A critical review on corrosion and runoff from zinc and zinc-based alloys in atmospheric environments. Corrosion 2017, 73, 1060–1077. [Google Scholar] [CrossRef]
- Qu, Q.; Yan, C.; Wan, Y.; Cao, C. Effects of NaCl and SO2 on the initial atmospheric corrosion of zinc. Corros. Sci. 2002, 44, 2789–2803. [Google Scholar] [CrossRef]
- Graedel, T. Corrosion mechanisms for zinc exposed to the atmosphere. J. Electrochem. Soc. 1989, 136, 193C. [Google Scholar] [CrossRef]
- Chung, P.P.; Wang, J.; Durandet, Y. Deposition processes and properties of coatings on steel fasteners—A review. Friction 2019, 7, 389–416. [Google Scholar] [CrossRef] [Green Version]
- Barranco, V.; Feliu, S., Jr.; Feliu, S. EIS study of the corrosion behaviour of zinc-based coatings on steel in quiescent 3% NaCl solution. Part 1: Directly exposed coatings. Corros. Sci. 2004, 46, 2203–2220. [Google Scholar] [CrossRef]
- Queiroz, F.; Costa, I. Electrochemical chemical and morphological characterization of galvannealed steel coating. Surf. Coat. Technol. 2007, 201, 7024–7035. [Google Scholar] [CrossRef]
- Ramanauskas, R.; Quintana, P.; Maldonado, L.; Pomés, R.; Pech-Canul, M. Corrosion resistance and microstructure of electrodeposited Zn and Zn alloy coatings. Surf. Coat. Technol. 1997, 92, 16–21. [Google Scholar] [CrossRef]
- Yadav, A.P.; Nishikata, A.; Tsuru, T. Degradation mechanism of galvanized steel in wet–dry cyclic environment containing chloride ions. Corros. Sci. 2004, 46, 361–376. [Google Scholar] [CrossRef]
- Lins, V.D.F.C.; de Andrade Reis, G.F.; de Araujo, C.R.; Matencio, T. Electrochemical impedance spectroscopy and linear polarization applied to evaluation of porosity of phosphate conversion coatings on electrogalvanized steels. Appl. Surf. Sci. 2006, 253, 2875–2884. [Google Scholar] [CrossRef]
- Hosseini, M.; Ashassi-Sorkhabi, H.; Ghiasvand, H.A.Y. Corrosion protection of electro-galvanized steel by green conversion coatings. J. Rare Earths 2007, 25, 537–543. [Google Scholar] [CrossRef]
- Hamid, Z.A.; Aal, A.A.; Hassan, H.; Shaaban, A. Process and performance of hot dip zinc coatings containing ZnO and Ni–P under layers as barrier protection. Appl. Surf. Sci. 2010, 256, 4166–4170. [Google Scholar] [CrossRef]
- Chaliampalias, D.; Vourlias, G.; Pistofidis, N.; Stergioudis, G.; Polychroniadis, E. A morphological and microstructural study of flame-sprayed zinc coatings on low-alloyed steels as a contribution to explaining their corrosion resistance. Phys. Status Solidi 2008, 205, 1566–1571. [Google Scholar] [CrossRef]
- Kobayashi, T.; Maruyama, T.; Kano, M. Characterization of pure aluminum and zinc sprayed coatings produced by flame spraying. Mater. Trans. 2003, 44, 2711–2717. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.-M.; Wang, Y.; Liu, C.; Dong, L.-X.; Yu, H.-H.; Ai, H. Erosion–corrosion of thermally sprayed coatings in simulated splash zone. Surf. Coat. Technol. 2010, 205, 2267–2272. [Google Scholar] [CrossRef]
- Almeida, E.; Pereira, D.; Figueiredo, O. The degradation of zinc coatings in salty atmospheres. Prog. Org. Coat. 1989, 17, 175–189. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Fukanuma, H. Impact fusion phenomenon during cold spraying of zinc. In Proceedings of the International Thermal Spray Conference 2004: Advances in Technology and Application, Osaka, Japan, 12 May 2004; pp. 335–340. [Google Scholar]
- Li, W.-Y.; Li, C.-J.; Yang, G.-J. Effect of impact-induced melting on interface microstructure and bonding of cold-sprayed zinc coating. Appl. Surf. Sci. 2010, 257, 1516–1523. [Google Scholar] [CrossRef]
- Marder, A. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Androsch, F. Accelerated corrosion tests for corrosion protection systems on steel sheet for the automotive industry. Stahl Eisen 2001, 121, 37–46. [Google Scholar]
- Lampman, S.R.; Zorc, T.B. Properties and Selection of Non-Ferrous Alloys and Special Materials. In ASM Handbook; ASM International: Almere, The Netherlands, 1998. [Google Scholar]
- Ctte, A. Corrosion Tests of Flame Sprayed Coated Steel 19 Year Report; American Welding Society: Miami, FA, USA, 1974; pp. 14–79. [Google Scholar]
- Kuroda, S.; Kawakita, J.; Takemoto, M. An 18-year exposure test of thermal-sprayed Zn, Al, and Zn-Al coatings in marine environment. Corrosion 2006, 62, 635–647. [Google Scholar] [CrossRef]
- Chavan, N.M.; Kiran, B.; Jyothirmayi, A.; Phani, P.S.; Sundararajan, G. The corrosion behavior of cold sprayed zinc coatings on mild steel substrate. J. Therm. Spray Technol. 2013, 22, 463–470. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. Standard Practice for the Preparation of Substitute Ocean Water; ASTM International: West Conshohocken, PA, USA, 2003; ASTM D1141. [Google Scholar]
- Steffens, H.-D.; Babiak, Z.; Wewel, M. Recent developments in arc spraying. IEEE Trans. Plasma Sci. 1990, 18, 974–979. [Google Scholar] [CrossRef]
- Malek, M.H.A.; Saad, N.H.; Abas, S.K.; Shah, N.B.M. Critical process and performance parameters of thermal arc spray coating. Int. J. Mater. Eng. Innov. 2014, 5, 12–27. [Google Scholar] [CrossRef]
- Davis, J.R. Surface Engineering for Corrosion and Wear Resistance; ASM International: Almere, The Netherlands, 2001. [Google Scholar]
- Villafuerte, J. Plasma transferred wire arc process fortifies aluminum engine blocks. Adv. Mater. Process. 2014, 172, 37–38. [Google Scholar]
- KATS. Cement Filling Compound for Surface Preparation; Korean Agency for Technology and Standards (KATS): Seoul, Korea, 2001; KS F4716.
- Jannat, A.R.; Lee, H.-S. In Study on Corrosion Resistance Performance of Zn Coating Applied by Arc Thermal and Plasma Arc Spray Process in Artificial Ocean Water. In Proceedings of the Korean Institute of Building Construction Conference 2020: The Korean Institute of Building Construction, Daejeon, Korea, 12 June 2020; pp. 83–84. [Google Scholar]
- Mostaghimi, J.; Pershin, L.; Salimijazi, H.; Nejad, M.; Ringuette, M. Thermal Spray Copper Alloy Coatings as Potent Biocidal and Virucidal Surfaces. J. Therm. Spray Technol. 2021, 30, 25–39. [Google Scholar] [CrossRef]
- Shreepathi, S.; Bajaj, P.; Mallik, B. Electrochemical Impedance Spectroscopy Investigations of Epoxy Zinc Rich Coatings: Role of Zinc Content on Corrosion Protection Mechanism. Electrochim. Acta 2010, 55, 5129–5134. [Google Scholar] [CrossRef]
- Abreu, C.; Izquierdo, M.; Keddam, M.; Novoa, X.; Takenouti, H. Electrochemical behaviour of zinc-rich epoxy paints in 3% NaCl solution. Electrochim. Acta 1996, 41, 2405–2415. [Google Scholar] [CrossRef]
- Yang, F.; Liu, T.; Li, J.; Qiu, S.; Zhao, H. Anticorrosive behavior of a zinc-rich epoxy coating containing sulfonated polyaniline in 3.5% NaCl solution. RSC Adv. 2018, 8, 13237–13247. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Wang, Q.; Gao, N.; Nwokolo, I.K.; Zhang, W.; Ma, L.; Liu, F.; Han, E.-H. Interface Characteristics and Anticorrosion Performances of Cold Galvanizing Coatings Incorporated with γ-chloropropyl Triethoxysilane on Hot-Dip Galvanized Steel. Coatings 2021, 11, 402. [Google Scholar] [CrossRef]
- Khamlich, S.; Mokrani, T.; Dhlamini, M.; Mothudi, B.; Maaza, M. Microwave-assisted synthesis of simonkolleite nanoplatelets on nickel foam–graphene with enhanced surface area for high-performance supercapacitors. J. Colloid Interface Sci. 2016, 461, 154–161. [Google Scholar] [CrossRef]
- Lin, B.-L.; Lu, J.-T.; Kong, G. Effect of molybdate post-sealing on the corrosion resistance of zinc phosphate coatings on hot-dip galvanized steel. Corros. Sci. 2008, 50, 962–967. [Google Scholar] [CrossRef]
- Bonnel, K.; Le Pen, C.; Pebere, N. EIS characterization of protective coatings on aluminium alloys. Electrochim. Acta 1999, 44, 4259–4267. [Google Scholar] [CrossRef]
- Lebrini, M.; Traisnel, M.; Gengembre, L.; Fontaine, G.; Lerasle, O.; Genet, N. Electrochemical impedance spectroscopy and X-ray photoelectron spectroscopy study of the corrosion behaviour of galvanized steel and electroplating steel. Appl. Surf. Sci. 2011, 257, 3383–3387. [Google Scholar] [CrossRef]
- Hong, S.; Chen, W.; Luo, H.Q.; Li, N.B. Inhibition effect of 4-amino-antipyrine on the corrosion of copper in 3 wt.% NaCl solution. Corros. Sci. 2012, 57, 270–278. [Google Scholar] [CrossRef]
- Morad, M. An electrochemical study on the inhibiting action of some organic phosphonium compounds on the corrosion of mild steel in aerated acid solutions. Corros. Sci. 2000, 42, 1307–1326. [Google Scholar] [CrossRef]
- Feliu, S., Jr.; Barranco, V. Comparative EIS and XPS studies of the protective character of thin lacquer films containing CR or P salts formed on galvanised steel, galvanneal and galfan substrates. Electrochim. Acta 2004, 49, 951–964. [Google Scholar] [CrossRef] [Green Version]
- van Ooij, W.J.; Zhu, D. Electrochemical impedance spectroscopy of bis-[triethoxysilypropyl] tetrasulfide on Al 2024-T3 substrates. Corrosion 2001, 57, 413–427. [Google Scholar] [CrossRef]
- Dong, K.; Song, Y.; Shan, D.; Han, E.-H. Corrosion behavior of a self-sealing pore micro-arc oxidation film on AM60 magnesium alloy. Corros. Sci. 2015, 100, 275–283. [Google Scholar] [CrossRef]
- Aziz, I.; Zhang, Q.; Xiang, M. Using EIS to evaluate anti-corrosion properties of the SiCp/5A06 aluminium MMC treated by cerium conversion coatings. J. Rare Earths 2010, 28, 109–116. [Google Scholar] [CrossRef]
- Verdian, M.; Raeissi, K.; Salehi, M. Corrosion performance of HVOF and APS thermally sprayed NiTi intermetallic coatings in 3.5% NaCl solution. Corros. Sci. 2010, 52, 1052–1059. [Google Scholar] [CrossRef]
- Vucko, F.; Prestat, M.; Holzer, L.; Tribollet, B.; Pélissier, K.; Thierry, D. Anodic degradation of Zn-Ni coatings in moderately alkaline NaCl solution. Mater. Lett. 2021, 293, 129701. [Google Scholar] [CrossRef]
- Yan, Y.; Shi, H.; Wang, J.; Liu, F.; Han, E.-H. Corrosion Inhibition of Galvanized Steel in NaCl Solution by Tolytriazole. Acta Metall. Sin. 2019, 32, 471–480. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Bi, Q.; Matthews, A. EIS comparison on corrosion performance of PVD TiN and CrN coated mild steel in 0.5 N NaCl aqueous solution. Corros. Sci. 2001, 43, 1953–1961. [Google Scholar] [CrossRef]
- Yang, D.; Liu, C.; Liu, X.; Qi, M.; Lin, G. EIS diagnosis on the corrosion behavior of TiN coated NiTi surgical alloy. Curr. Appl. Phys. 2005, 5, 417–421. [Google Scholar] [CrossRef]
- Orazem, M.E.; Pébère, N.; Tribollet, B. Enhanced graphical representation of electrochemical impedance data. J. Electrochem. Soc. 2006, 153, B129. [Google Scholar] [CrossRef]
- Brug, G.; van den Eeden, A.L.; Sluyters-Rehbach, M.; Sluyters, J.H. The analysis of electrode impedances complicated by the presence of a constant phase element. J. Electroanal. Chem. Interfacial Electrochem. 1984, 176, 275–295. [Google Scholar] [CrossRef]
- Huang, V.M.-W.; Vivier, V.; Orazem, M.E.; Pébère, N.; Tribollet, B. The apparent constant-phase-element behavior of a disk electrode with faradaic reactions: A global and local impedance analysis. J. Electrochem. Soc. 2006, 154, C99. [Google Scholar] [CrossRef] [Green Version]
- Hirschorn, B.; Orazem, M.E.; Tribollet, B.; Vivier, V.; Frateur, I.; Musiani, M. Determination of effective capacitance and film thickness from constant-phase-element parameters. Electrochim. Acta 2010, 55, 6218–6227. [Google Scholar] [CrossRef]
- Grauer, R. Feste Korrosionsprodukte–I. Magnesium, Zink, Cadmium, Blei und Kupfer. Mater. Corros. 1980, 31, 837–850. [Google Scholar] [CrossRef]
- Lee, H.-S.; Kwon, S.-J.; Singh, J.K.; Ismail, M.A. Influence of Zn and Mg alloying on the corrosion resistance properties of Al coating applied by arc thermal spray process in simulated weather solution. Acta Metall. Sin. 2018, 31, 591–603. [Google Scholar] [CrossRef] [Green Version]
- ASTM. ASTM G102, Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Yin, Q.; Wang, Z.-Y.; Liu, M.-R.; Pan, C. Synergistic Effect of NaCl and SO2 on the Initial Atmospheric Corrosion of Zinc Under Wet–Dry Cyclic Conditions. Acta Metall. Sin. 2019, 32, 780–796. [Google Scholar] [CrossRef] [Green Version]
- Ghose, S. The crystal structure of hydrozincite, Zn5(OH)6(CO3)2. Acta Crystallogr. 1964, 17, 1051–1057. [Google Scholar] [CrossRef]
- Paswan, S.; Singh, J.K.; Singh, D. Effect of lead alloying on corrosion characteristics of galvanized coatings exposed in atmosphere, simulated laboratory and a service environment. Surf. Interfaces 2020, 21, 100752. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Arc Thermal Spray | Plasma Arc Thermal Spray |
|---|---|---|
| Feed stokes | 1.6 mm wire | 1.6 mm wire |
| Distance from gun | 15–20 cm | 20–25 cm |
| Compressed air pressure (bar) | 7.5 | 1st step: 3 (to generate plasma), 2nd step: 6 (compressed air for spraying) |
| Spray voltage (V) | 30 | 55 |
| Spraying current (mA) | 200 | 60 |
| Coatings | Sample Number | Average (µm) | Standard Deviation (µm) | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| Arc | 98 | 101 | 104 | 106 | 102.25 | 3.50 |
| Plasma arc | 100 | 106 | 102 | 99 | 101.75 | 3.10 |
| Coating Process | Element (wt %) | |
|---|---|---|
| O | Zn | |
| Arc | 1.71 | 98.29 |
| Plasma arc | 0.96 | 99.04 |
| Process of Coatings | Period of Exposure | Electrochemical Parameters | Zn2+ Amount (mg/L) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rs (Ω cm2) | Rct (Ω cm2) | CPEct | Cdl (µF cm2) | Rf (Ω cm2) | CPEf | W (1 × 10−3) (Ω cm2 s−0.5) | |||||
| Qct (1 × 10−5) (Ω−1 cm−2 s−n) | nct | Qf (1 × 10−3) (Ω−1 cm−2 s−n) | nf | ||||||||
| Arc | 1 h | 18 | 102 | 12.97 | 0.60 | 2.28 | 70 | 21.57 | 0.55 | - | 12.10 |
| Plasma arc | 14 | 115 | 5.82 | 0.68 | 2.05 | 93 | 16.0 | 0.57 | - | 9.11 | |
| Arc | 1 d | 28 | 71 | 20.75 | 0.55 | 3.07 | 56 | 33.81 | 0.47 | 33.81 | 0.27 |
| Plasma arc | 20 | 149 | 3.90 | 0.68 | 1.34 | 121 | 15.58 | 0.59 | 13.6 | 0.16 | |
| Arc | 13 d | 36 | 315 | 3.99 | 0.69 | 2.11 | 1410 | 9.10 | 0.81 | 10.57 | - |
| Plasma arc | 31 | 430 | 2.30 | 0.71 | 1.19 | 1423 | 9.05 | 0.81 | 9.19 | - | |
| Arc | 23 d | 39 | 455 | 1.89 | 0.72 | 1.14 | 1738 | 5.05 | 0.83 | 8.25 | - |
| Plasma arc | 32 | 489 | 1.08 | 0.73 | 0.57 | 1880 | 5.02 | 0.84 | 6.27 | - | |
| Coating Process | Electrochemical Parameters | ||
|---|---|---|---|
| Ecorr (V) vs. SCE | icorr (µA cm−2) | C.R. (µm year−1) | |
| Arc | −1.175 | 5.45 | 81.71 |
| Plasma arc | −1.157 | 4.90 | 73.46 |
| Coating Process | Elements (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | F | Mg | S | K | Ca | Na | Cl | O | Zn | |
| Arc | 4.93 | 0.14 | 0.29 | 0.82 | 0.12 | 0.33 | 3.63 | 3.70 | 18.80 | 67.24 |
| Plasma Arc | 5.75 | 0.11 | 0.24 | 0.84 | 0.14 | 0.34 | 2.76 | 3.67 | 16.80 | 69.35 |
| Coating Process | Volume Fraction (%) | |||
|---|---|---|---|---|
| Zn | Zn5(OH)8Cl2H2O | Zn5(OH)6(CO3)2 | Zn(OH)2 | |
| Arc | 17.37 | 43.08 | 26.80 | 12.75 |
| Plasma arc | 36.00 | 17.43 | 33.05 | 13.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, J.K.; Mandal, S.; Adnin, R.J.; Lee, H.-S.; Yang, H.-M. Role of Coating Processes on the Corrosion Kinetics and Mechanism of Zinc in Artificial Seawater. Materials 2021, 14, 7464. https://doi.org/10.3390/ma14237464
Singh JK, Mandal S, Adnin RJ, Lee H-S, Yang H-M. Role of Coating Processes on the Corrosion Kinetics and Mechanism of Zinc in Artificial Seawater. Materials. 2021; 14(23):7464. https://doi.org/10.3390/ma14237464
Chicago/Turabian StyleSingh, Jitendra Kumar, Soumen Mandal, Raihana Jannat Adnin, Han-Seung Lee, and Hyun-Min Yang. 2021. "Role of Coating Processes on the Corrosion Kinetics and Mechanism of Zinc in Artificial Seawater" Materials 14, no. 23: 7464. https://doi.org/10.3390/ma14237464
APA StyleSingh, J. K., Mandal, S., Adnin, R. J., Lee, H. -S., & Yang, H. -M. (2021). Role of Coating Processes on the Corrosion Kinetics and Mechanism of Zinc in Artificial Seawater. Materials, 14(23), 7464. https://doi.org/10.3390/ma14237464