
Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment



Abstract
:1. Introduction
2. Principles of Cyclic Phase Transformation Heat Treatment
3. Experiment Procedures
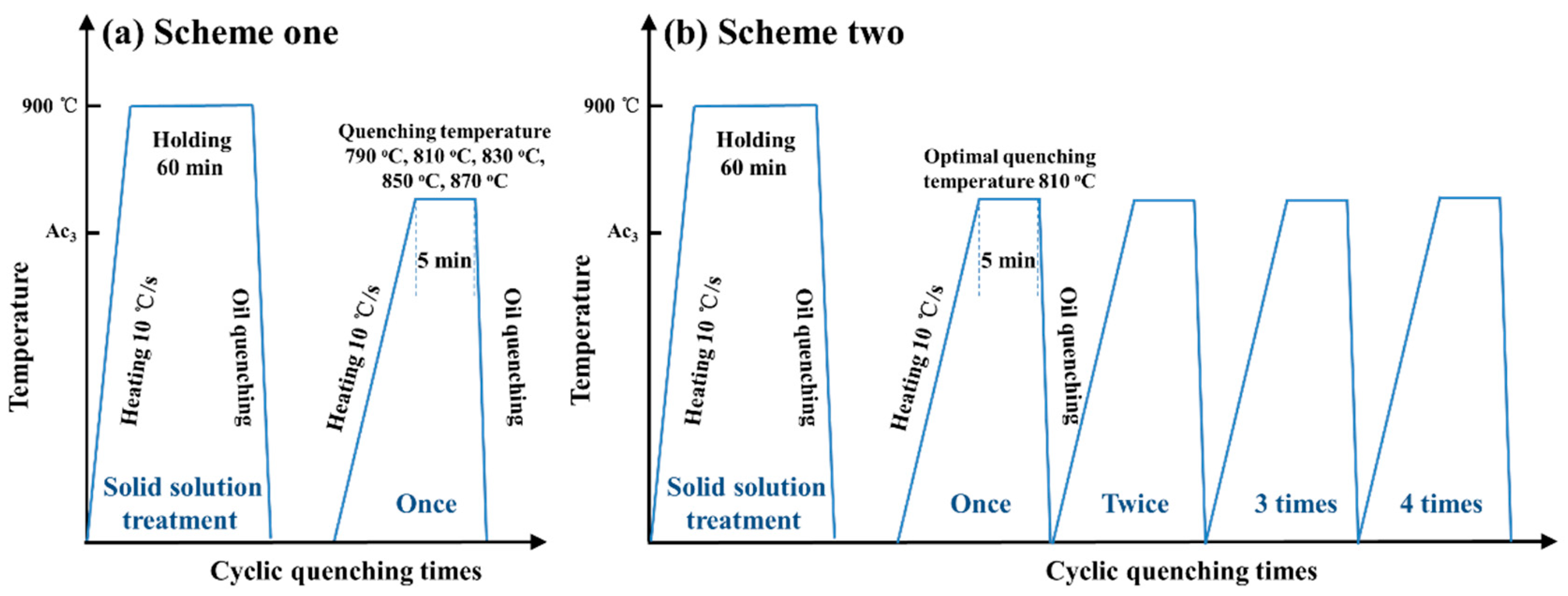
3.1. Experiment Schedule of Cyclic Heat Treatment
3.2. Characterization of Mechanical Performance
4. Microstructures of Specimens Subjected to Cyclic Heat Treatment
4.1. Effects of Cyclic Quenching Temperature on Microstructures
4.2. Effects of Cyclic Quenching Times on Microstructures
5. Mechanical Performance Improvement through Refined Microstructures
5.1. Hardness
5.2. Tensile Properties
5.3. Wear Resistance
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Sun, J.; Jiang, T.; Yang, C.; Tan, Q.; Guo, S.; Liu, Y. Super strength of 65Mn spring steel obtained by appropriate quenching and tempering in an ultrafine grain condition. Mater. Sci. Eng. A 2019, 754, 1–8. [Google Scholar] [CrossRef]
- Wu, J.; Ma, B.; Li, H. Stanciulescu, I. The running-in micro-mechanism and efficient work conditions of cu-based friction material against 65Mn steel. Exp. Tech. 2019, 43, 667–676. [Google Scholar] [CrossRef]
- Li, A.M.; Hu, M.J. Microstructure and properties of 65mn steel after austenite inverse phase transformation by sub-temperature quenching. Adv. Eng. Mater. 2011, 194, 89–94. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, Y.; Yuan, X.; Chen, K.; Xu, R. Effects of boronizing treatment on corrosion resistance of 65Mn steel in two acid mediums. Phys. Procedia 2013, 50, 124–130. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Ma, B.; Li, H.; Ma, C. Friction and wear properties of three different steels against paper-based friction material. Ind. Lubr. Tribol. 2019, 71, 1206–1212. [Google Scholar] [CrossRef]
- Yu, J.; Zhou, H.; Zhang, L.; Lu, L.; Lu, D. Microstructure and properties of modified layer on the 65Mn steel surface by pulse detonation-plasma technology. J. Mater. Eng. Perform. 2021. [Google Scholar] [CrossRef]
- Yuan, X.M.; Wang, H.Y.; Zhao, Y.F.; Xu, X.J.; Cheng, M. Process design of strengthening and toughening treatment for 65mn steel by powder re-boronizing method under low temperature. Adv. Mater. Res. 2014, 941, 1414–1419. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Sun, J.; Jiang, T.; Wang, Y.; Guo, S.; Liu, Y. Effect of grain refinement on high-carbon martensite transformation and its mechanical properties. Mater. Sci. Eng. A 2018, 726, 342–349. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Z.; Sun, J.; Zhao, H.; Shi, Q.; Ma, D. Microstructure and mechanical property of electro-pulsing tempered ultrafine grained 42CrMo steel. Mater. Sci. Eng. A 2020, 782, 139213. [Google Scholar] [CrossRef]
- Wei, S.; Zhang, H.; Tangpatjaroen, C.; Tarnsangpradit, J.; Usta, A.; Perepezko, J.; Szlufarska, I. Wear-induced microstructural evolution of ultra-fine grained (UFGs) aluminum. Acta Mater. 2021, 209, 116787. [Google Scholar] [CrossRef]
- Murty, S.; Torizuka, S. Microstructure-mechanical properties correlation in ultrafine grained steels processed by large strain warm deformation. ISIJ Int. 2008, 48, 1088–1095. [Google Scholar] [CrossRef] [Green Version]
- Sasaki, M.; Matsuura, K.; Ohsasa, K.; Ohno, M. Effects of addition of titanium and boron on columnar austenite grain in carbon steel. ISIJ Int. 2009, 49, 1367–1371. [Google Scholar] [CrossRef] [Green Version]
- El-Shenawy, E.; Reda, R. Optimization of TMCP strategy for microstructure refinement and flow-productivity characteristics enhancement of low carbon steel. J. Mater. Res. Technol. 2019, 8, 2819–2831. [Google Scholar] [CrossRef]
- Fu, J.; Yang, Y. Formation of the solidified microstructure of Mg-Al-Zn alloy under a low-voltage pulsed magnetic field. J. Mater. Res. 2011, 26, 1688–1695. [Google Scholar] [CrossRef]
- Qin, R.; Luo, Y.; Elliott-Bowman, B.; Omoigiade, O. Fabrication of nanostructured pearlite steel wires using electropulsing. Mater. Sci. Technol. 2018, 34, 29–34. [Google Scholar] [CrossRef] [Green Version]
- Xia, Q.; Wang, J.; Wang, Y.; Yang, J. Effect of heating rate on the grain refinement of a TiAl alloy by cyclic heat treatment. Mater. Sci. Eng. A 2001, 300, 309–311. [Google Scholar] [CrossRef]
- Singh, J.; Nath, S. Improved slurry erosion resistance of martensitic 13wt.%Cr-4wt.%Ni steel subjected to cyclic heat treatment. Wear 2020, 460, 203476. [Google Scholar] [CrossRef]
- Adeleke, A.; Ikubanni, P.; Orhadahwe, A.; Aweda, O.; Odusote, K.; Agboola, O. Microstructural assessment of AISI 1021 steel under rapid cyclic heat treatment process. Results Eng. 2019, 4, 100044. [Google Scholar] [CrossRef]
- Saha, A.; Mondal, D.; Maity, J. Effect of cyclic heat treatment on microstructure and mechanical properties of 0.6 wt% carbon steel. Mater. Sci. Eng. A 2010, 527, 4001–4007. [Google Scholar] [CrossRef]
- Saha, A.; Mondal, D.; Biswas, K.; Maity, J. Development of high strength ductile hypereutectoid steel by cyclic heat treatment process. Mater. Sci. Eng. A 2012, 541, 204–215. [Google Scholar] [CrossRef]
- Grange, R.A. The rapid heat treatment of steel. Metall. Trans. 1971, 2, 65–78. [Google Scholar] [CrossRef]
- Mishra, A.; Maity, J. Structure-property correlation of AISI 1080 steel subjected to cyclic quenching treatment. Mater. Sci. Eng. A 2015, 646, 169–181. [Google Scholar] [CrossRef]
- Koscielna, A.; Szkliniarz, W. Effect of cyclic heat treatment parameters on the grain refinement of Ti-48Al-2Cr-2Nb alloy. Mater. Charact. 2009, 60, 1158–1162. [Google Scholar] [CrossRef]
- Haiko, O.; Javaheri, V.; Valtonen, K.; Kaijalainen, A.; Hannula, J.; Komi, J. Effect of prior austenite grain size on the abrasive wear resistance of ultra -high strength martensitic steels. Wear 2020, 454, 203336. [Google Scholar] [CrossRef]
- Wang, L.Y.; Li, L. Improvement of toughness and hardness in br1500hs steel by ultrafine martensite. High Temp. Mater. Process. 2020, 39, 281–290. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhang, L.; Wang, X. Evolution of grain refinement degree induced by dynamic recrystallization for Nimonic 80A during hot compression process and its FEM analysis. Vacuum 2017, 139, 51–63. [Google Scholar] [CrossRef]
- GB/T 4338-2006. Metallic Materials. Tensile Testing at Elevated Temperature; Standardization Administration of China: Beijing, China, 2006.
- ASTM G99-05. Standard Test Method for Wear Testing with a Pin-On-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2010.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cr | P | S | Si | Ni |
|---|---|---|---|---|---|---|
| 0.65 | 0.92 | 0.05 | 0.02 | 0.01 | 0.25 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, Y.; Zhang, Y.-Q.; Zhao, J.; Quan, G.-Z.; Xiong, W. Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment. Materials 2021, 14, 7636. https://doi.org/10.3390/ma14247636
Tong Y, Zhang Y-Q, Zhao J, Quan G-Z, Xiong W. Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment. Materials. 2021; 14(24):7636. https://doi.org/10.3390/ma14247636
Chicago/Turabian StyleTong, Ying, Yu-Qing Zhang, Jiang Zhao, Guo-Zheng Quan, and Wei Xiong. 2021. "Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment" Materials 14, no. 24: 7636. https://doi.org/10.3390/ma14247636
APA StyleTong, Y., Zhang, Y. -Q., Zhao, J., Quan, G. -Z., & Xiong, W. (2021). Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment. Materials, 14(24), 7636. https://doi.org/10.3390/ma14247636