
Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Composite Film
2.2. Analysis of Stearic/HPMC Dual-Layer Film
2.3. Lab Scale Friction Analytics
3. Results and Discussion
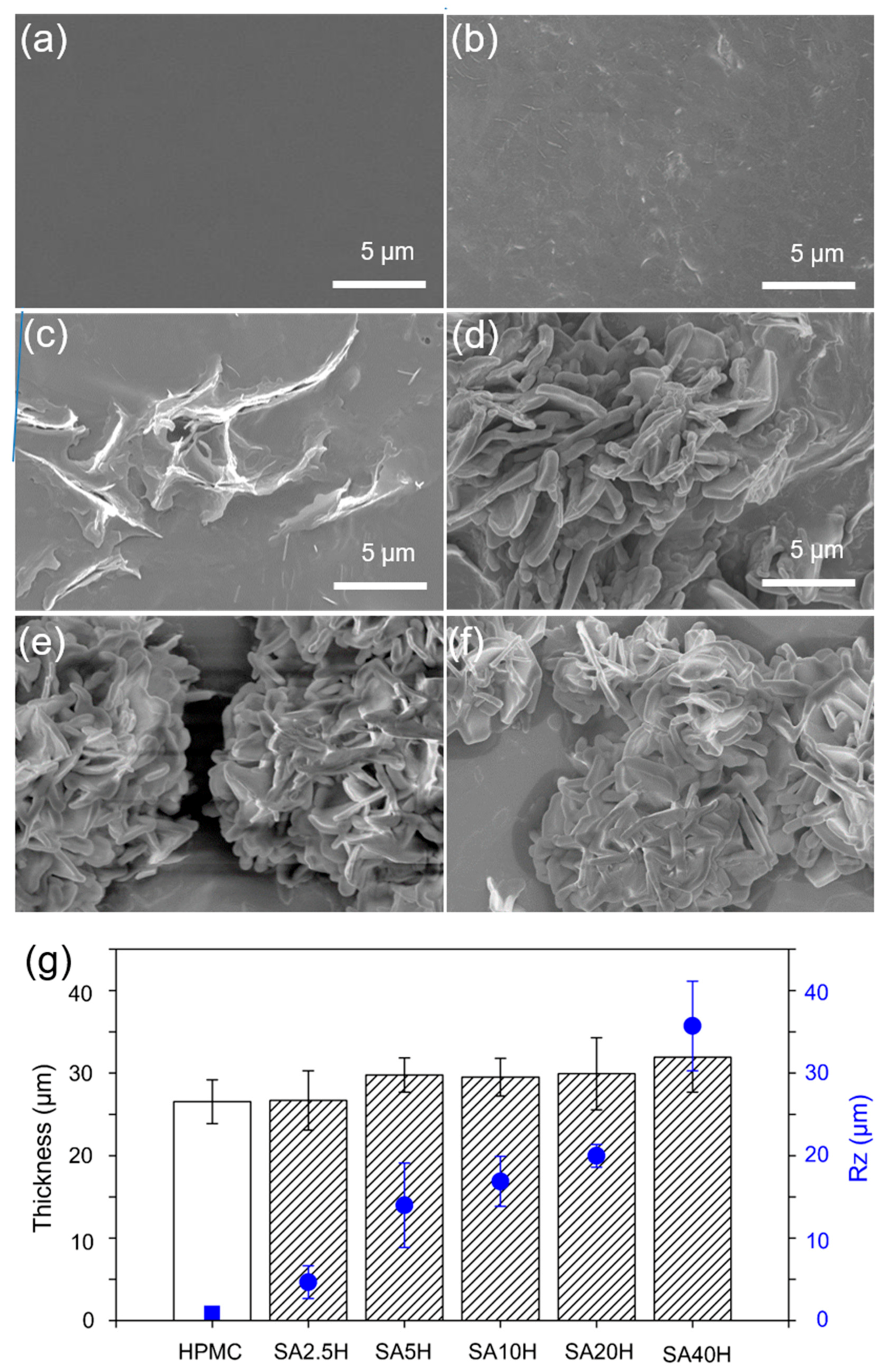
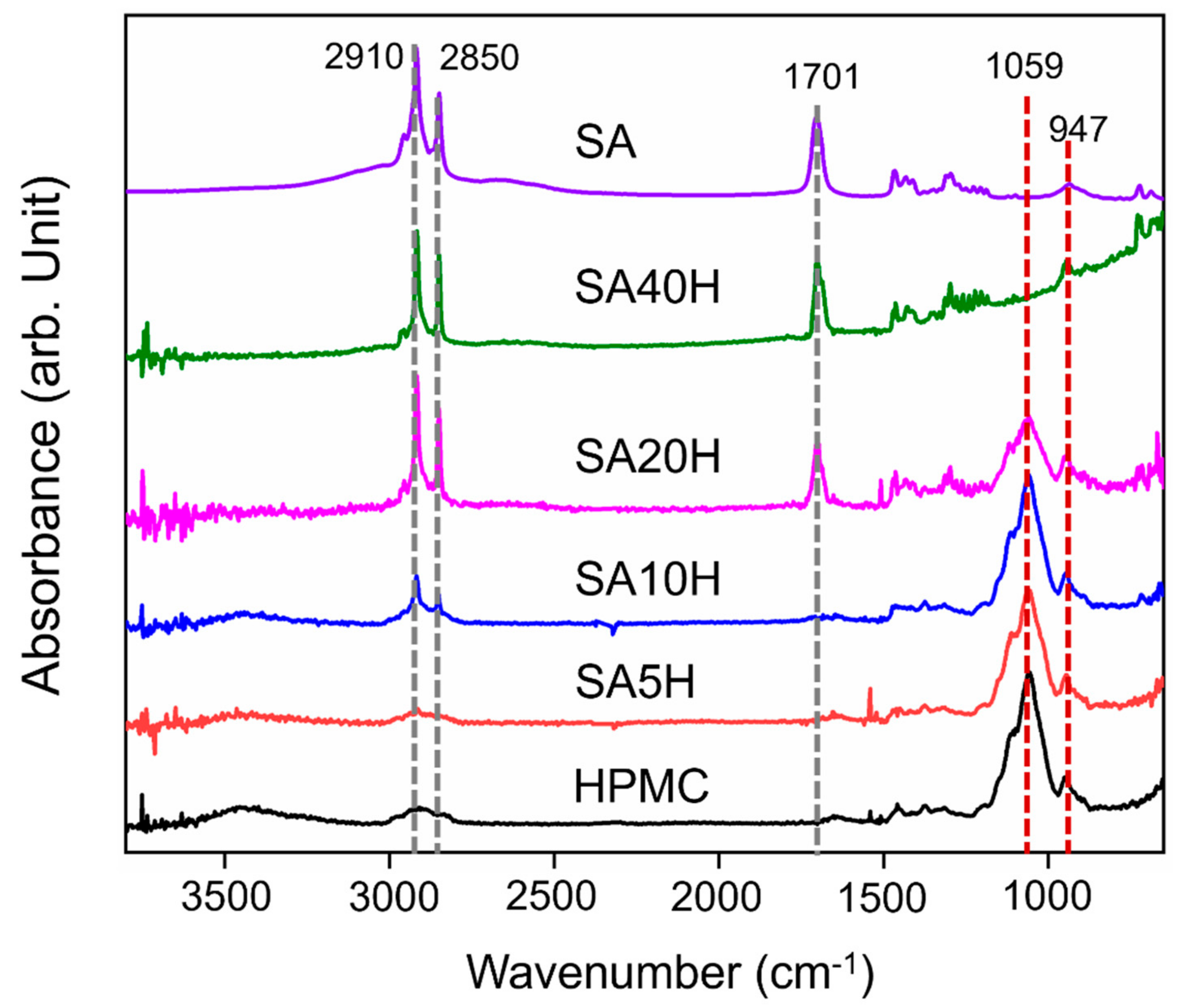
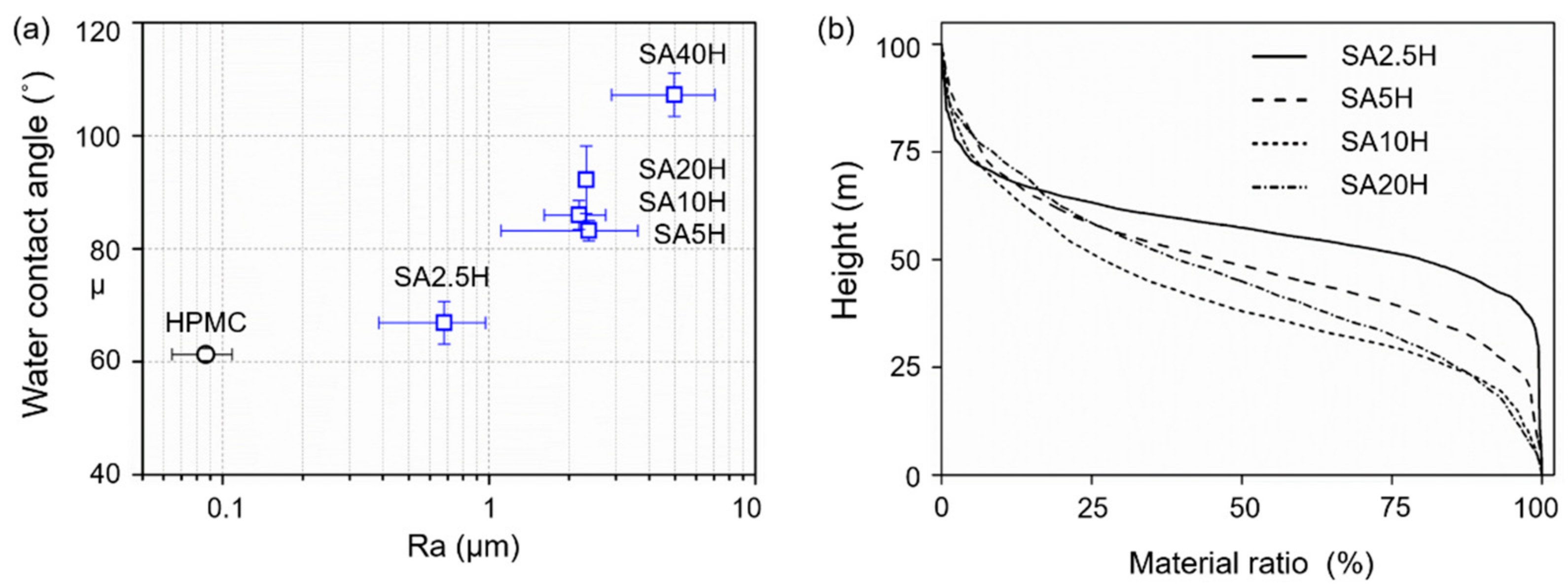
3.1. Characterization of SA/HPMC Dual-Layer Film
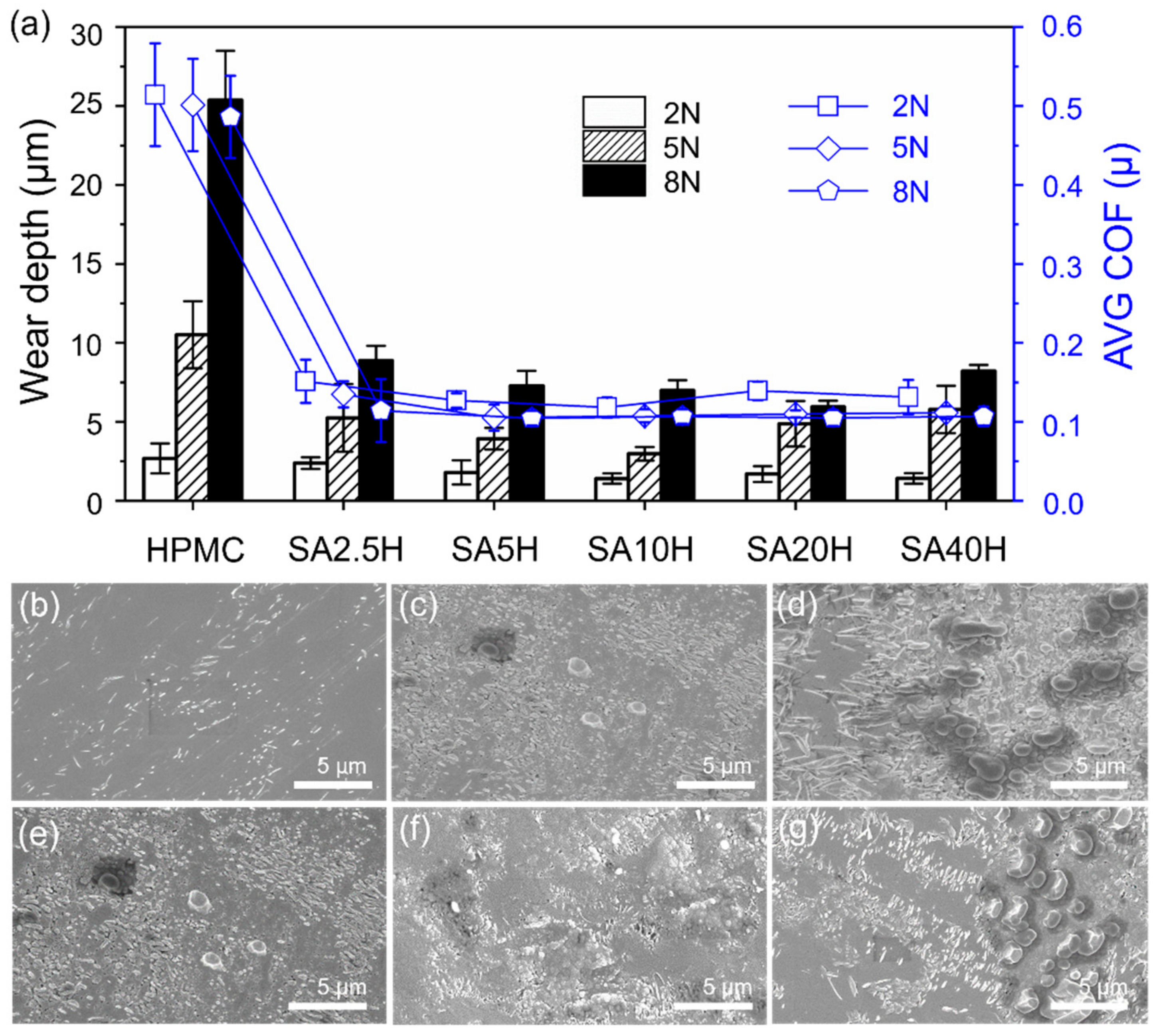
3.2. Tribology Behavior of SA/HPMC Dual-Layer Film
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Correa, J.P.; Montalvo-Navarrete, J.M.; Hidalgo-Salazar, M.A. Carbon footprint considerations for biocomposite materials for sustainable products: A review. J. Clean. Prod. 2019, 208, 785–794. [Google Scholar] [CrossRef]
- Jiang, J.-Q. Occurrence of microplastics and its pollution in the environment: A review. Sustain. Prod. Consum. 2018, 13, 16–23. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Bhushan, B. Green Tribology; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Shi, S.-C.; Liu, G.-T. Cellulose nanocrystal extraction from rice straw using a chlorine-free bleaching process. Cellulose 2021, 28, 6147–6158. [Google Scholar] [CrossRef]
- Shi, S.-C.; Wu, J.-Y.; Peng, Y.-Q. Transfer layer formation in MoS2/hydroxypropyl methylcellulose composite. Wear 2018, 408, 208–213. [Google Scholar] [CrossRef]
- Shi, S.-C.; Peng, Y.-Q. Preparation and tribological studies of stearic acid-modified biopolymer coating. Prog. Org. Coat. 2020, 138, 105304. [Google Scholar] [CrossRef]
- Shi, S.-C.; Tsai, X.-N.; Pek, S.-S. Tribological behavior and energy dissipation of hybrid nanoparticle-reinforced HPMC composites during sliding wear. Surf. Coat. Technol. 2020, 389, 125617. [Google Scholar] [CrossRef]
- Allenspach, C.; Timmins, P.; Sharif, S.; Minko, T. Characterization of a novel hydroxypropyl methylcellulose (HPMC) direct compression grade excipient for pharmaceutical tablets. Int. J. Pharm. 2020, 583, 119343. [Google Scholar] [CrossRef]
- Li, N.; Taylor, L.S. Nanoscale infrared, thermal, and mechanical characterization of telaprevir–polymer miscibility in amorphous solid dispersions prepared by solvent evaporation. Mol. Pharm. 2016, 13, 1123–1136. [Google Scholar] [CrossRef]
- Cheng, Y.; Qin, H.; Acevedo, N.C.; Jiang, X.; Shi, X. 3D printing of extended-release tablets of theophylline using hydroxypropyl methylcellulose (HPMC) hydrogels. Int. J. Pharm. 2020, 591, 119983. [Google Scholar] [CrossRef]
- Chen, Q.; Shi, Y.; Chen, G.; Cai, M. Enhanced mechanical and hydrophobic properties of composite cassava starch films with stearic acid modified MCC (microcrystalline cellulose)/NCC (nanocellulose) as strength agent. Int. J. Biol. Macromol. 2020, 142, 846–854. [Google Scholar] [CrossRef]
- Tanford, C. Theory of micelle formation in aqueous solutions. J. Phys. Chem. 1974, 78, 2469–2479. [Google Scholar] [CrossRef]
- Jarray, A.; Gerbaud, V.; Hemati, M. Stearic acid crystals stabilization in aqueous polymeric dispersions. Chem. Eng. Res. Des. 2016, 110, 220–232. [Google Scholar] [CrossRef] [Green Version]
- Menter, J.; Tabor, D. Orientation of fatty acid and soap films on metal surfaces. Proc. R. Soc. Lond. A Math. Phys. Eng. Sci. 1951, 204, 514–524. [Google Scholar]
- Briscoe, B.; Evans, D.; Tabor, D. The influence of contact pressure and saponification on the sliding behavior of stearic acid monolayers. J. Colloid Interface Sci. 1977, 61, 9–13. [Google Scholar] [CrossRef]
- Bowden, F.P.; Gregory, J.N.; Tabor, D. Lubrication of metal surfaces by fatty acids. Nature 1945, 156, 97–101. [Google Scholar] [CrossRef]
- Kajdas, C.K. Importance of the triboemission process for tribochemical reaction. Tribol. Int. 2005, 38, 337–353. [Google Scholar] [CrossRef]
- Loehlé, S.; Matta, C.; Minfray, C.; Mogne, T.; Iovine, R.; Obara, Y.; Miyamoto, A.; Martin, J. Mixed lubrication of steel by C18 fatty acids revisited. Part I: Toward the formation of carboxylate. Tribol. Int. 2015, 82, 218–227. [Google Scholar] [CrossRef]
- Zhang, Q.; Wan, Y.; Li, Y.; Yang, S.; Yao, W. Friction reducing behavior of stearic acid film on a textured aluminum substrate. Appl. Surf. Sci. 2013, 280, 545–549. [Google Scholar] [CrossRef]
- Sahoo, R.R.; Biswas, S. Frictional response of fatty acids on steel. J. Colloid Interface Sci. 2009, 333, 707–718. [Google Scholar] [CrossRef]
- Crowell, J.E.; Chen, J.G.; Yates, J.T. A vibrational study of the adsorption and decomposition of formic acid and surface formate on Al(111). J. Chem. Phys. 1986, 85, 3111–3122. [Google Scholar] [CrossRef]
- Hagenmaier, R.D.; Shaw, P.E. Moisture permeability of edible films made with fatty acid and hydroxypropyl methyl cellulose. J. Agric. Food Chem. 1990, 38, 1799–1803. [Google Scholar] [CrossRef]
- Jiménez, A.; Fabra, M.; Talens, P.; Chiralt, A. Effect of lipid self-association on the microstructure and physical properties of hydroxypropyl-methylcellulose edible films containing fatty acids. Carbohydr. Polym. 2010, 82, 585–593. [Google Scholar] [CrossRef]
- Fahs, A.; Brogly, M.; Bistac, S.; Schmitt, M. Hydroxypropyl methylcellulose (HPMC) formulated films: Relevance to adhesion and friction surface properties. Carbohydr. Polym. 2010, 80, 105–114. [Google Scholar] [CrossRef]
- Shi, S.-C.; Huang, T.-F. Self-Healing Materials for Ecotribology. Materials 2017, 10, 91. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shi, S.-C.; Huang, T.-F. Effects of temperature and humidity on self-healing behaviour of biopolymer hydroxylpropyl methyl-cellulose for ecotribology. Surf. Coat. Technol. 2018, 350, 997–1002. [Google Scholar] [CrossRef]
- Hay, W.; Fanta, G.F.; Peterson, S.C.; Thomas, A.; Utt, K.D.; Walsh, K.A.; Boddu, V.M.; Selling, G.W. Improved hydroxypropyl methylcellulose (HPMC) films through incorporation of amylose-sodium palmitate inclusion complexes. Carbohydr. Polym. 2018, 188, 76–84. [Google Scholar] [CrossRef] [PubMed]
- Shi, S.-C.; Pek, S.-S. Third-body and dissipation energy in green tribology film. Appl. Sci. 2019, 9, 3787. [Google Scholar] [CrossRef] [Green Version]
- Marmur, A. The lotus effect: Superhydrophobicity and metastability. Langmuir 2004, 20, 3517–3519. [Google Scholar] [CrossRef] [PubMed]
- Ebert, D.; Bhushan, B. Wear-resistant rose petal-effect surfaces with superhydrophobicity and high droplet adhesion using hydrophobic and hydrophilic nanoparticles. J. Colloid Interface Sci. 2012, 384, 182–188. [Google Scholar] [CrossRef]
- Bhushan, B.; Nosonovsky, M. The rose petal effect and the modes of superhydrophobicity. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2010, 368, 4713–4728. [Google Scholar] [CrossRef]
- Feng, L.; Zhang, Y.; Xi, J.; Zhu, Y.; Wang, N.; Xia, A.F.; Jiang, L. Petal effect: A superhydrophobic state with high adhesive force. Langmuir 2008, 24, 4114–4119. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Bio-based coatings for paper applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef] [Green Version]
- He, M.; Xu, M.; Zhang, L. Controllable stearic acid crystal induced high hydrophobicity on cellulose film surface. ACS Appl. Mater. Interfaces 2013, 5, 585–591. [Google Scholar] [CrossRef] [PubMed]
- Garoff, N.; Zauscher, S. The influence of fatty acids and humidity on friction and adhesion of hydrophilic polymer surfaces. Langmuir 2002, 18, 6921–6927. [Google Scholar] [CrossRef]
- Kubiak, K.J.; Wilson, M.C.; Mathia, T.G.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Kubiak, K.; Mathia, T.; Wilson, M. Methodology for metrology of wettability versus roughness of engineering surfaces. In Proceedings of the Fourteenth International Congress of Metrology, Paris, France, 22–25 June 2009. [Google Scholar]
- Gadelmawla, E.; Koura, M.; Maksoud, T.; Elewa, I.; Soliman, H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Derler, S.; Rotaru, G.-M.; Ke, W.; El Issawi-Frischknecht, L.; Kellenberger, P.; Scheel-Sailer, A.; Rossi, R. Microscopic contact area and friction between medical textiles and skin. J. Mech. Behav. Biomed. Mater. 2014, 38, 114–125. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Tabor, D. Shear properties of thin polymeric films. J. Adhes. 1978, 9, 145–155. [Google Scholar] [CrossRef]
- Shi, S.-C.; Huang, T.-F.; Wu, J.-Y. Preparation and Tribological Study of Biodegradable Lubrication Films on Si Substrate. Materials 2015, 8, 1738–1751. [Google Scholar] [CrossRef] [Green Version]
- Descartes, S.; Berthier, Y. Rheology and flows of solid third bodies: Background and application to an MoS1.6 coating. Wear 2002, 252, 546–556. [Google Scholar] [CrossRef]
- Iordanoff, I.; Berthier, Y.; Descartes, S.; Heshmat, H. A review of recent approaches for modeling solid third bodies. J. Tribol. 2002, 124, 725–735. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, S.-C.; Peng, Y.-Q. Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite. Materials 2021, 14, 7707. https://doi.org/10.3390/ma14247707
Shi S-C, Peng Y-Q. Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite. Materials. 2021; 14(24):7707. https://doi.org/10.3390/ma14247707
Chicago/Turabian StyleShi, Shih-Chen, and Yao-Qing Peng. 2021. "Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite" Materials 14, no. 24: 7707. https://doi.org/10.3390/ma14247707
APA StyleShi, S. -C., & Peng, Y. -Q. (2021). Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite. Materials, 14(24), 7707. https://doi.org/10.3390/ma14247707