
Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum



Abstract
:1. Introduction
2. Materials and Methods
2.1. Reference Subset
2.2. Related Functions
2.3. Experimental Setup and Method
3. Results and Discussion
3.1. Selected Reference Subset of Digital Image Correlation (DIC)
3.1.1. Obtaining Spot Size by Image Processing
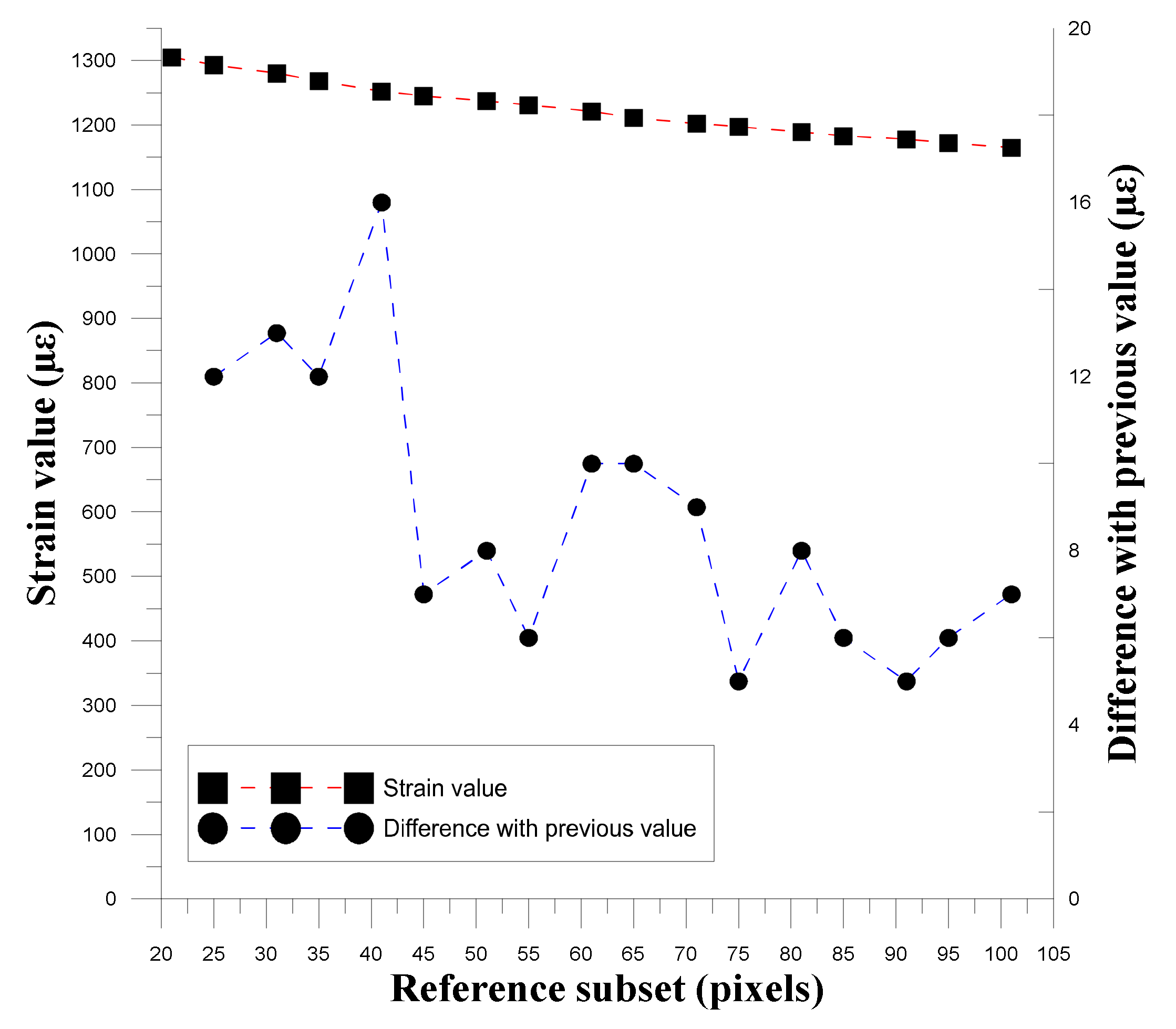
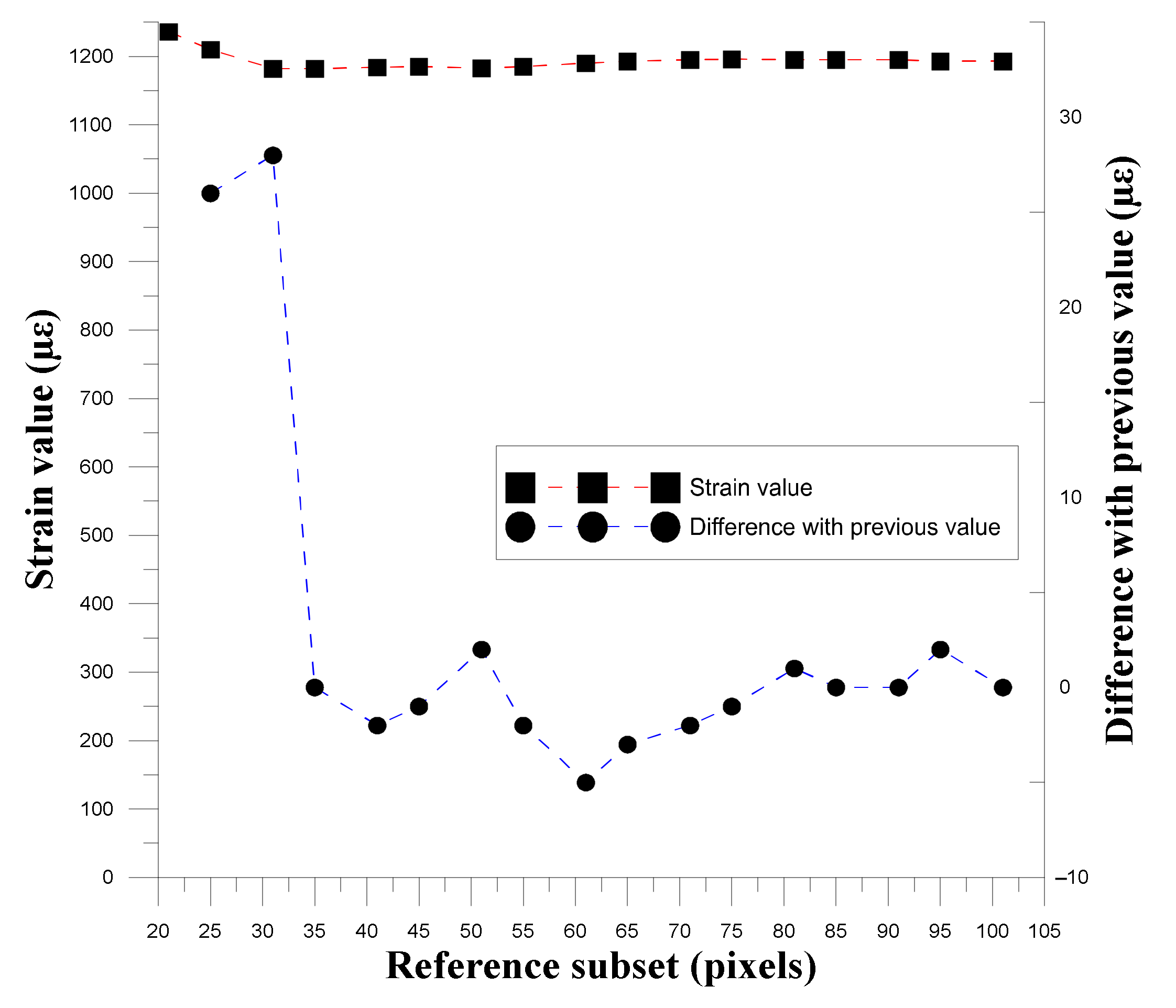
3.1.2. Correlation between Reference Subset and Spot Size
3.2. Laser Drilling with Displacement Measurement of Different Auxiliary Mechanisms
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| DIC | digital image correlation |
| ANN | Artificial Neural Network |
| P(x0, y0) | reference position by the center point |
| P′(x0′, y0′) | deformed position by the center point |
| Q(xi, yj) | reference position by the arbitrary point |
| Q’(xi’, yj’) | reference position by the arbitrary point |
| difference between subsets | |
| strain of the displacement of subset i | |
| ∆Dx | difference between the maximum and minimum deformations |
References
- Park, J.C.; Kim, S.J. Mechanical characteristics of cast AC7AV alloy after alternative multi-pass friction stir processing. Surf. Rev. Lett. 2010, 17, 69–72. [Google Scholar] [CrossRef]
- Chen, C.; Zhao, S.; Han, X.; Cui, M.; Zhao, X.; Ishida, T. Experimental investigation of the mechanical reshaping process for joining aluminum alloy sheets with different thicknesses. J. Manuf. Process. 2017, 26, 105–112. [Google Scholar] [CrossRef]
- Ghelichi, R.; MacDonald, D.; Bagherifard, S.; Jahed, H.; Guagliano, M.; Jodoin, B. Microstructure and fatigue behavior of cold spray coated Al5052. Acta Mater. 2012, 60, 6555–6561. [Google Scholar] [CrossRef]
- Khodabandeloie, A.; Fattah-alhosseini, A. Effect of potassium fluoride (KF) additive on morphology and corrosion behavior of plasma electrolytic oxidation films formed on 5052 aluminum alloy. Anal. Bioanal. Electrochem. 2018, 10, 1574–1586. [Google Scholar]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, K.; Sun, J.; Li, J.; Liu, Y.; Zheng, Y.; Chen, L. Evaluation of novel tool geometries in dry drilling aluminium 2024-T351/titanium Ti6Al4V stack. J. Mater. Process. Technol. 2018, 259, 270–281. [Google Scholar] [CrossRef]
- Pantawane, V.M.; Joshi, S.S.; Dahotre, N.B. Laser Beam Machining of Aluminum and Aluminum Alloys. In ASM Handbook, Aluminum Science and Technology; ASM International: Materials Park, OH, USA, 2018; Volume 2A. [Google Scholar]
- Pandey, A.K.; Dubey, A.K. Taguchi based fuzzy logic optimization of multiple quality characteristics in laser cutting of Duralumin sheet. Opt. Lasers Eng. 2012, 50, 328–335. [Google Scholar] [CrossRef]
- McNally, C.A.; Folkes, J.; Pashby, I.R. Laser drilling of cooling holes in aeroengines: State of the art and future challenges. Mater. Sci. Technol. 2004, 20, 805–813. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Q.; Qian, Q.; Di, B. The development of laser drilling: A review. Mater. Sci. Eng. 2020, 782, 022067. [Google Scholar] [CrossRef]
- Ho, C.-C.; He, J.-J.; Liao, T.-Y. On-line estimation of laser-drilled hole depth using machine vision method. Sensors 2012, 12, 10148–10162. [Google Scholar] [CrossRef]
- Gautam, G.D.; Pandey, A.K. Pulsed Nd: YAG laser beam drilling: A review. Opt. Laser Technol. 2018, 100, 183–215. [Google Scholar] [CrossRef]
- Ding, C.-F.; Lee, M.-S.; Li, K.-M. Low-cost camera based laser power monitoring and stabilizing for micro-hole drilling. Int. J. Precis. Eng. Manuf. 2017, 18, 1205–1212. [Google Scholar] [CrossRef]
- Ho, C.-C.; Hsu, J.-C.; Chang, Y.-J.; Kuo, C.-L.; He, J.-J. Real-Time Breakthrough Detection for Laser Drilling Based on Coaxial Visual Sensing Technology. Appl. Mech. Mater. 2013, 284, 2281–2285. [Google Scholar] [CrossRef]
- Ho, C.-C.; He, J.-J. On-line monitoring of laser-drilling process based on coaxial machine vision. Int. J. Precis. Eng. Manuf. 2014, 15, 671–678. [Google Scholar] [CrossRef]
- Wang, F.; Liu, M.; Wang, S. Kalman filter tracking of sequence spot centroid ablated by femtosecond laser. Microw. Opt. Technol. Lett. 2021, 63, 690–700. [Google Scholar] [CrossRef]
- Peters, W.H.; Ranson, W.F. Digital imaging techniques in experimental stress analysis. Opt. Eng. 1982, 21, 213427. [Google Scholar] [CrossRef]
- Díaz, F.V.; Kaufmann, G.H.; Galizzi, G.E. Determination of residual stresses using hole drilling and digital speckle pattern interferometry with automated data analysis. Opt. Laser Eng. 2000, 33, 39–48. [Google Scholar]
- Hatamleh, O. A comprehensive investigation on the effects of laser and shot peening on fatigue crack growth in friction stir welded AA 2195 joints. Int. J. Fatigue 2009, 31, 974–988. [Google Scholar] [CrossRef]
- Shao, Y.-H. Investigation on Residual Thermal Strain of Laser Drilling. Master’s Thesis, National Tsing Hua University, Hsinchu, Taiwan, 25 June 2004. [Google Scholar]
- Lecompte, D.; Smits, A.; Bossuyt, S.; Sol, H.; Vantomme, J.; Van Hemelrijck, D.; Habraken, A. Quality assessment of speckle patterns for digital image correlation. Opt. Lasers Eng. 2006, 44, 1132–1145. [Google Scholar] [CrossRef] [Green Version]
- Ho, C.-C.; Wu, D.-S.; Chang, Y.-J.; Hsu, J.-C.; Kuo, C.-L.; Kuo, S.-K. Experimental Investigation of Speckle Pattern by Laser Scribing for Digital Image Correlation. J. Laser Micro Nanoeng. 2017, 12, 97–101. [Google Scholar] [CrossRef] [Green Version]
- Song, X.; Yeap, K.B.; Zhu, J.; Belnoue, J.; Sebastiani, M.; Bemporad, E.; Zeng, K.; Korsunsky, A.M. Residual stress measurement in thin films at sub-micron scale using Focused Ion Beam milling and imaging. Thin Solid Films 2012, 520, 2073–2076. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Bustillo, A.; Pimenov, D.Y. Predicting tool life in turning operations using neural networks and image processing. Mech. Syst. Signal Process. 2018, 104, 503–513. [Google Scholar] [CrossRef]
- Hsu, J.-C.; Lin, W.-Y.; Chang, Y.-J.; Ho, C.-C.; Kuo, C.-L. Continuous-wave laser drilling assisted by intermittent gas jets. Int. J. Adv. Manuf. Technol. 2015, 79, 449–459. [Google Scholar] [CrossRef]
- Ho, C.-C.; Chen, Y.-M.; Hsu, J.-C.; Chang, Y.-J.; Kuo, C.-L. Characteristics of the effect of swirling gas jet assisted laser percussion drilling based on machine vision. J. Laser Appl. 2015, 27, 42001. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Pump Energy | Pulse Repetition Rate | Wave Length | Lens Focus Length |
|---|---|---|---|
| 21 J | 15 Hz | 532 nm | 120 mm |
| ML-808 FX Dispenser | Rocker 300 |
|---|---|
| 300 kPa | 21,000 Pa |
| Sample | 1st | 2nd | 3rd |
|---|---|---|---|
| size | 42 pixels | 33 pixels | 34 pixels |
| Set | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Size | 21 | 25 | 31 | 35 | 41 | 45 | 51 | 55 | 61 |
| Set | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | - |
| Size | 65 | 71 | 75 | 81 | 85 | 91 | 95 | 101 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, C.-C.; Li, G.-H. Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum. Materials 2021, 14, 489. https://doi.org/10.3390/ma14030489
Ho C-C, Li G-H. Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum. Materials. 2021; 14(3):489. https://doi.org/10.3390/ma14030489
Chicago/Turabian StyleHo, Chao-Ching, and Guan-Hong Li. 2021. "Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum" Materials 14, no. 3: 489. https://doi.org/10.3390/ma14030489
APA StyleHo, C. -C., & Li, G. -H. (2021). Study on the Measurement of Laser Drilling Depth by Combining Digital Image Relationship Measurement in Aluminum. Materials, 14(3), 489. https://doi.org/10.3390/ma14030489