1. Introduction
The aerospace and military industries more and more often require the manufacturing of complex geometry lightweight components with high specific strength and stiffness. In this context, the use of fibro reinforced polymeric composite materials, thanks to their peculiarities, play a fundamental role in achieving such performance. However, at present, it is not always possible to produce complex geometries with this type of material in a single production step; therefore. the trend is to manufacture an assembly consisting of n-parts of simpler geometry. Nevertheless, the designers must take the presence of joints into account as they may have critical points. Traditional jointing techniques, such as riveting and bolting, require the drilling of the parts: it follows that the reinforcement must be cut, reducing their performance. In addition, the presence of holes can generate intensification of stresses that can cause structural failure during the use of the component. As an alternative to traditional fastening, such as riveting and bolting, the development of high-performance structural adhesives has grown in recent decades. Since it is not necessary to drill the parts, the use of structural adhesives is indicated in the case of assembly of components in polymeric composite materials, reducing weight, avoiding the presence of corrosive problems, allowing to dampen the vibrations, and, consequently, the reduction of vibroacoustic activity [
1,
2,
3,
4]. The reliability of a bonded joint is closely related to the chemical compatibility between the substrates, the nature of the adhesive and adherends, the geometric configuration of the joint, the working conditions, and, in particular, the pre-treatment of the surfaces to be bonded, as shown in many works in the literature [
5,
6,
7,
8,
9,
10].
Generally, in industrial application, peel ply represents a widely used solution for realizing a repeatable roughness surface. However, the use of a release agents may be necessary to facilitate the peeling of the peel ply from the surface of the laminate. As a result, the release agents can migrate from the peel ply to the surface of the laminate, lowering the quality of the adhesion between the substrates [
11]. For this reason, additional cleaning with abrasive methods could be necessary. Manual sanding and grit blasting are the most common abrasive processes adopted in the industrial field. They are quite easy to be carried out, but at the same time can show problems of tool wearing, additional contamination, low reproducibility, and health problems for the operators due to the dust production in these types of processes [
12].
As alternative to abrasive methods, excimer and CO
2 lasers can ablate the epoxy resin of the matrix in a selective way without damaging the fiber reinforcement [
13]. In particular, the wavelength of excimer lasers on UV avoids thermal degradation of the composite laminate [
14]. However, CO
2 lasers can be more appropriate in the industrial field because of their higher productivity, higher wall plug efficiency, and treatment speed [
15].
The probability of burning the Carbon Fiber Reinforced Polymer (CFRP) parts, inducing delamination phenomena, is increased with the use of a CO
2 lasers because of their wavelength on IR [
16]. In fact, the high conductivity of the reinforcement transmits the heat generated by the process from the surface to the bulk of the part [
17]. In this way, the interface between the matrix and reinforcement is weakened, leading to the formation of an extensive Heat Affected Zone (HAZ) [
18]. Consequently, the reliability of the bonded joint is strongly linked to the parameter of the laser process chosen during the design phase [
19].
The presence of singularities does not allow the designer to easily use criteria based on maximum stress, which are generally present at the edges of bonded joints, in particular in the case of brittle adhesives [
20]. In fact, singularities are points, in linear elastic analysis, where the value of stress tends to infinity, introducing problems of mesh sensitivity for Finite Elements Method (FEM) solutions [
21]. Otherwise, it is possible to avoid damage approach developed on the maximum stress using energetic criteria. In the fracture mechanics approach, energetic analyses are carried out for the forecast of the damage evolution, and the main parameter used for this scope is the critical energy release rate (GC) that is obtainable directly from mechanical tests [
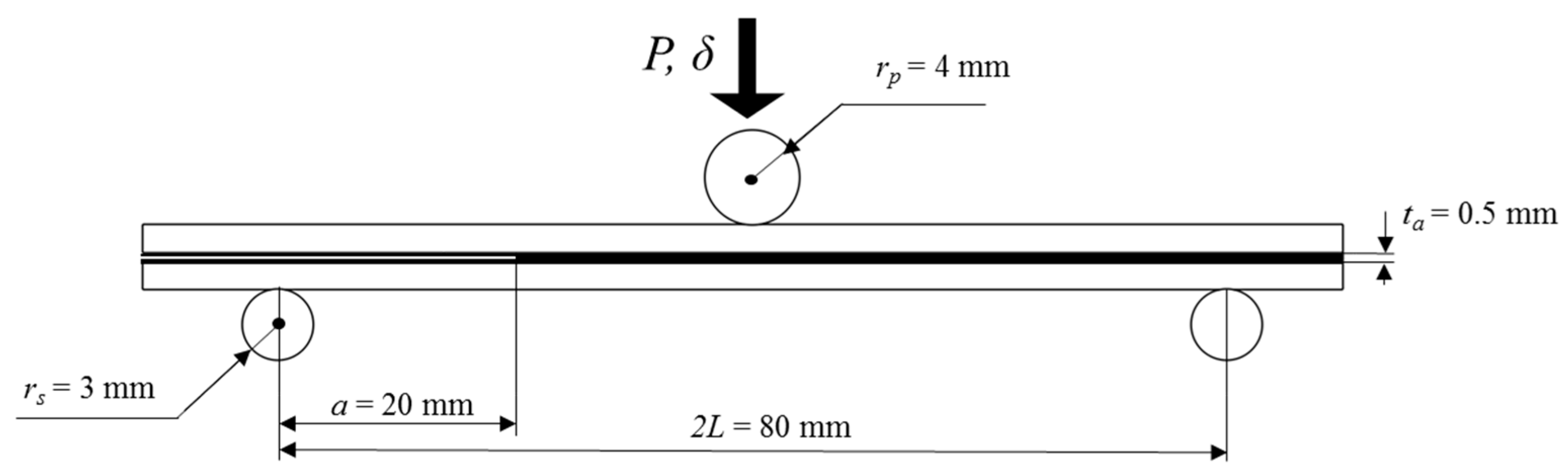
22]. Under mode I and mode II loading, the fracture energy can be, respectively, determined using Double Cantilever Beam (DCB) and End Notched Flexure (ENF) tests [
23,
24].
Because of its simplicity, the Cohesive Zone Model (CZM) is widely used to describe the debonding process along a predefined path [
25,
26]. Here, the Fracture Process Zone (FPZ) is represented through two superimposed surfaces, and a traction-separation law between these two surfaces is adopted for the characterization of the debonding.
The shape of the cohesive law can influence the results of the simulations. Zhang et al. [
27] observed that the shape of the cohesive law depended on the geometry of the joint and the type of adhesive. In particular, they experimented with butt-joints and DCB joints made with brittle and ductile adhesive. The results showed that the bilinear law was more suitable in the case of butt-joints made with brittle adhesive, while the trapezoidal law showed a better fitting with the results obtained from DCB joints made with ductile adhesive. In fact, the type of adhesive had particular influence on the mechanical resistance of a bonded joint [
28].
At present, the pre-treatment for bonding in the industrial field does not take into account the stress distribution into the bonded joint. Because of this, the entire surface to be bonded is usually subjected to a pre-treatment made with the same process parameters, without taking into account the possible presence of singularity in the stress flied during the working life of the bonded joint. The presented paper represents a fundamental step to optimize the laser texturing of the surface to be bonded, taking into account the presence of singularities of stress. Specifically, this first research consisted of investigating the effectiveness of a laser texturing on the mechanical resistance of CFRP bonded joints under mode II. In particular, a cohesive model was used to predict the behavior of the specimens and a comparison between three cohesive laws was carried out for evaluating the most suitable law for modelling the investigated phenomenon.
3. Results and Discussions
3.1. Experimental Results
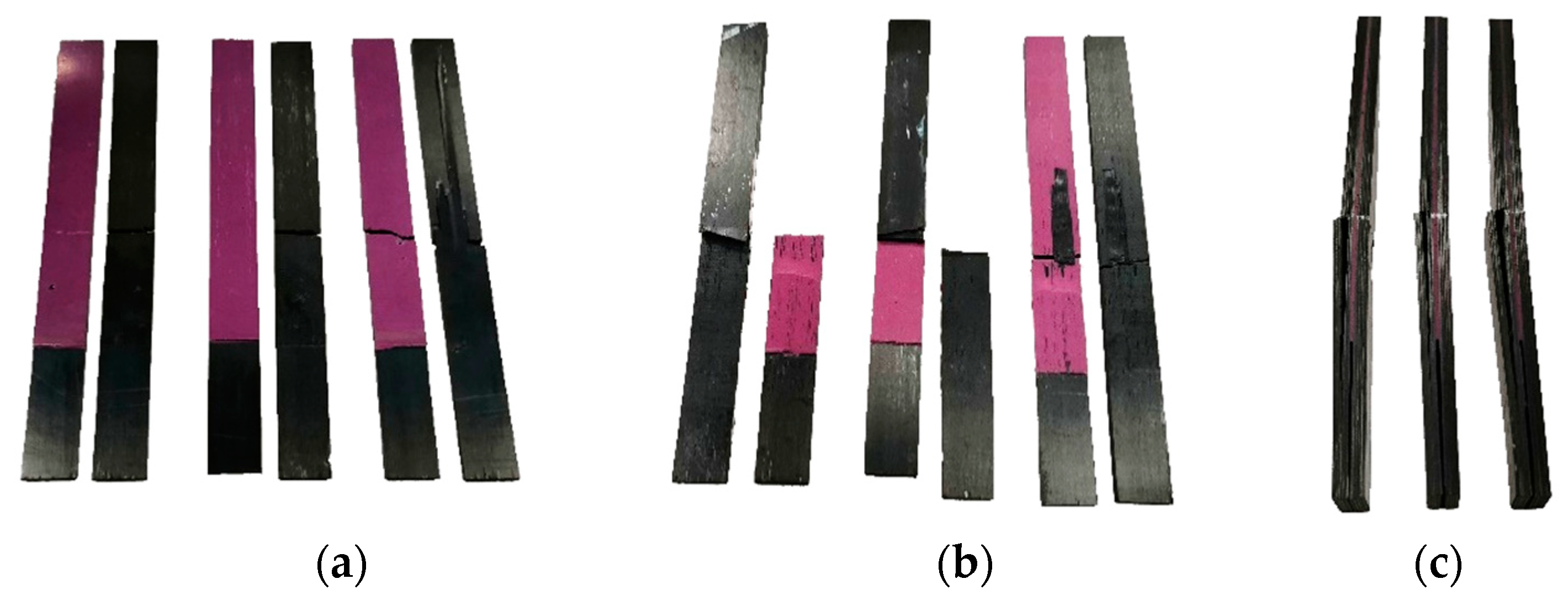
To evaluate the contribution of the laser texturing to the mechanical resistance of the ENF specimens in a quantitative way, the failure had to happen at the adherend/adhesive interface. In fact, the increase of performance due to the laser treatment can be quantitatively evaluated only if the failure appears where the treated surface is located. For this purpose, the limit condition under which the failure in the specimens appeared at the interface was identified through experimental tests. The determination and classification of the failure modes was carried out according to ASTM D5573 [
33]. Specifically, untreated specimens showed adhesive failures, while specimens with the density of treatment of 20% and 35% showed stock-break failures (
Figure 5).
Specimens with the density of treatment of 13% showed more complex mixed failures, which were a combination between adhesive and stock-break failures. In particular, the failure appeared first as an adhesive type until the crack tip arrived in the middle of the specimens, subsequently as stock-break type with the bending failures of the adherends. For that reason, the density of treatment of 13% accounted for the limit condition, giving a mechanical resistance of the interface very close to the adherends delamination resistance. The maximum average load registered during testing showed the important effect of the laser treatment on the mechanical resistance of the ENF specimens. In particular, an average increase from 518.5 N to 1086.0 N was observed between untreated and 20% laser treated specimens (
Table 5).
However, 20% laser treated specimens showed stock-break failures, so the obtained value did not represent the real increase of performance due to the laser treatment. Instead, an average increase from 518.5 N to 1040.4 N was observed between untreated and 13% laser treated specimens, more representative of the increase of performance due to the laser treatment. Specimens treated with a density of treatment of 35% showed a slight decrease of performance of about 3.6% respect specimens treated with a density of treatment of 20%. This could be due to a higher thermal degradation of the matrix of the first surface composite layer. However, observing the experimental range, it is possible to state that this variation is negligible. It is likely that densities of treatment higher than 35% could lead to thermal degradation of the matrix and, subsequently, a lower mechanical resistance of the adherends.
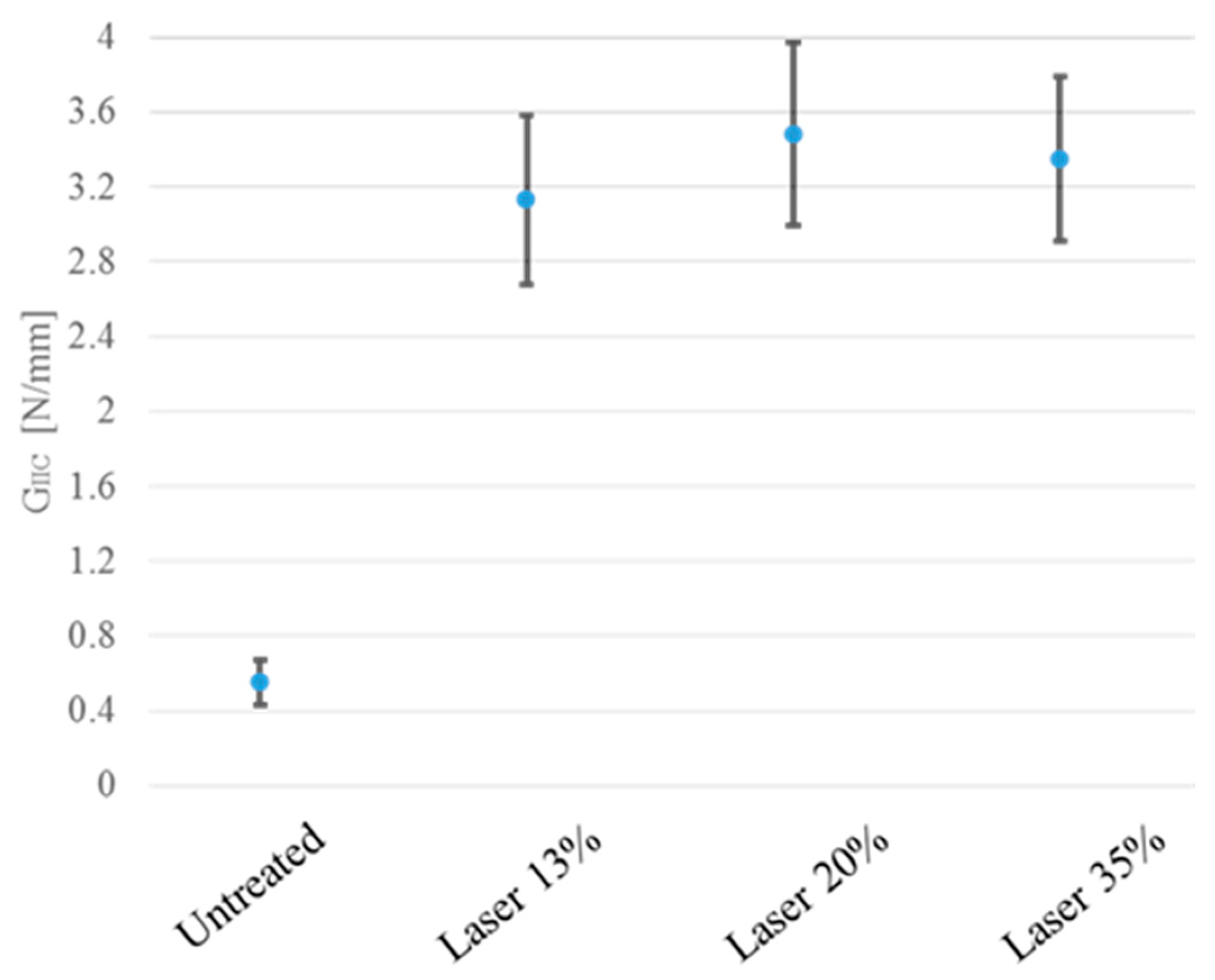
The difference of results between untreated and treated specimens became more pronounced when observing the fracture toughness obtained from experimental tests through the compliance beam method, as shown in
Figure 6.
3.2. Numerical Results
For the parameters identification, the value of the fracture energy was directly obtained from the experimental tests, while the other parameters were obtained by fitting the experimental and numerical load-displacement curves for each density of treatment.
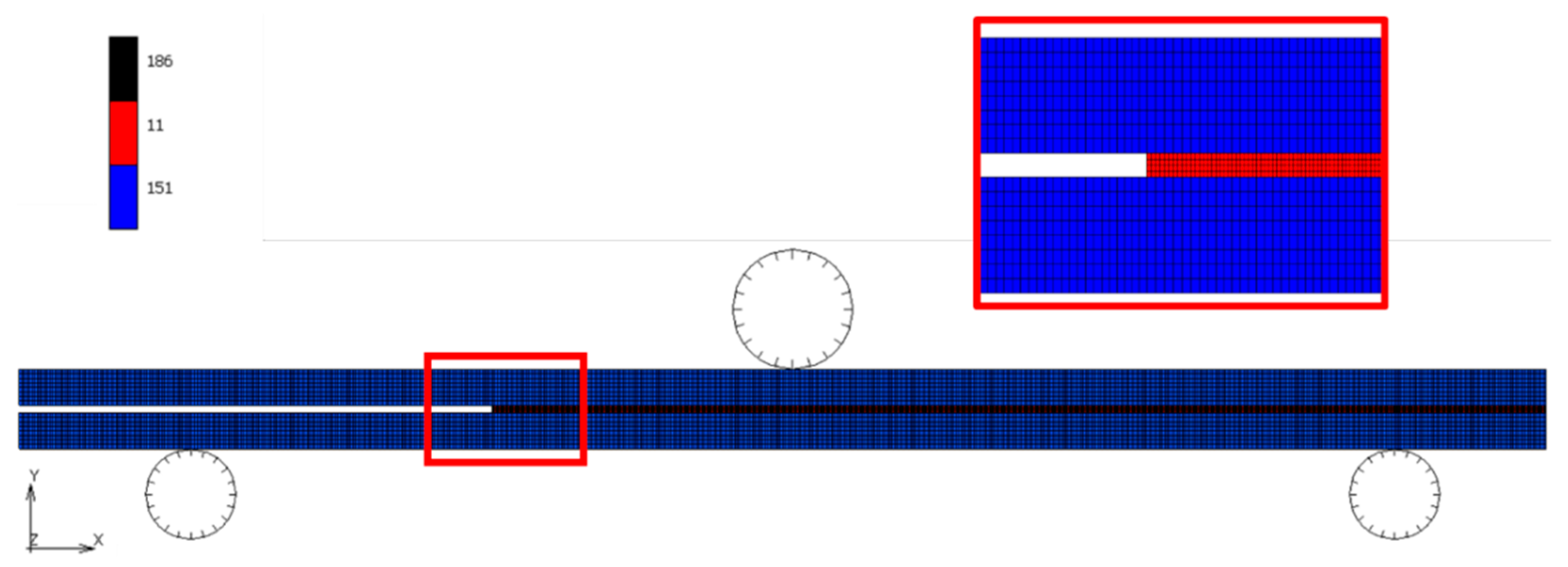
The cohesive numerical model allows to simulate failure in the location where the interface elements are defined. For this reason, the bonded joint can numerically fail only at the adherend/adhesive interface. The densities of treatment that allowed the failure in such a position were 0% and 13%, so it is possible to simulate only these densities of treatment.
Higher densities of treatments (20% and 35%) brought the failure of the adherends, not of the adherend/adhesive interface. The results related to these values were not quantitatively correlated to the increase of performance of the joint due to the laser treatment. In fact, the pretreatment allowed a resistance of the adherend/adhesive interface higher than the flexural resistance of the adherends, so the obtained values of these densities were representative of the adherend properties, not of the interface. For these reasons, the numerical model considered of only densities of treatment of 0% (untreated) and 13% (treated).
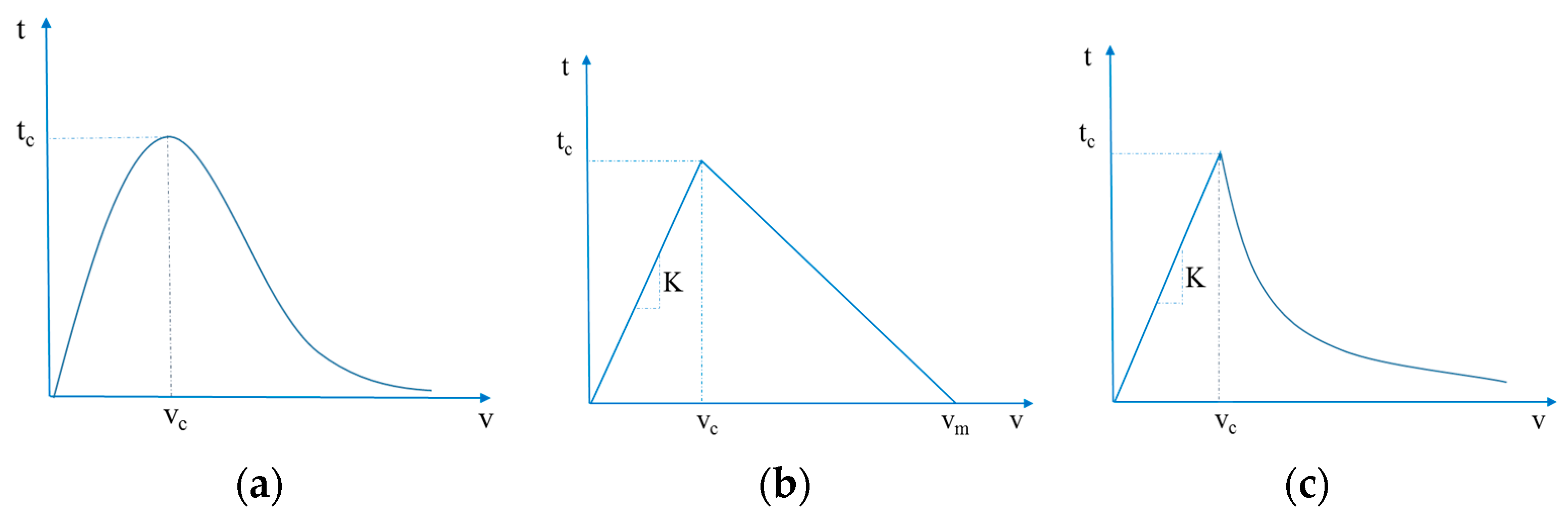
3.2.1. Exponential Law
As it was defined, the exponential law did not allow the interface elements to have a rigid behavior during the elastic part of the cohesive law. In consequence, the interface presented an elastic deformation before the damage growth. In fact, the exponential law was recommended in case of interface elements with a finite thickness, and the determination of the cohesive parameters should be as a function of the elements thickness and the mechanical characteristics of the adhesive. Regarding the simulation of treated specimens, the exponential law did not allow forecasting of the specimens’ behavior because the fracture process zone appeared to be too extensive for numerically breaking the specimen, as shown in
Figure 7. In fact, the main reason why this occurs is essentially related to the impossibility to subdivide the elastic strain and the plastic strain in the exponential law (due to the damaging of the elements). For this reason, the interface elements will always show a partially elastic deformation during the application of the load. This response generates an error in the prediction of the failure load, which is directly proportional to the applied load. It is likely that the error using the exponential law was such that the model was not able to predict the failure load of treated specimens.
Therefore, the exponential law appeared to be unsuitable for modelling the damage initialization and growth in this work, where the interface elements had no thickness and the adhesive was modelled with elastic behavior.
3.2.2. Bilinear Law
The presence of elastic elements for the adhesive discretization allowed the use of interface elements with no thickness, which, in the case of bilinear law, should not have the elastic part of the law. In order to avoid convergence problems of the solution, a default value of
vc of 10
−6 was used. In fact, the adopted approach did not need the elastic mechanical response of the interface elements because this was represented by the mechanical response of the adhesive’ elements. For this reason, the value of
vc should have been equal to zero. However, a value of
vc equal to zero would have generated convergence problems to the simulation. For this reason, the chosen default value was equal to 1.00 nm: it did not represent a measured value, rather a parameter necessary to resolve convergence problems, avoiding elastic strains of the interface elements. The value of the fracture energy
Gc came from the experimental tests, while the maximum displacement
vm represented the variable to get through the inverse method. As a result of this, the stiffness of the interface elements can vary as a function of the optimal value of
vm, although their global behavior could well represent a rigid body with respect to the compliance of the adhesive elements. The cohesive parameters obtained from an inverse method for the bilinear law are reported in
Table 6.
3.2.3. Linear-Exponential Law
The considerations for the elastic part of the bilinear law were the same for the linear-exponential law. Specifically, for the linear-exponential law, it was possible to define a value of
vc as small as possible, so that the mechanical response of the joint in the undamaged state depended only on the deformation adherend and adhesive elements. For that reason, a default value of
vc of 10
−6 was adopted, so the variable to optimize was the decay factor
q. The cohesive parameters obtained from the inverse method for the linear exponential law are reported in
Table 6.
3.3. Comparison between the Numerical and Experimental Results
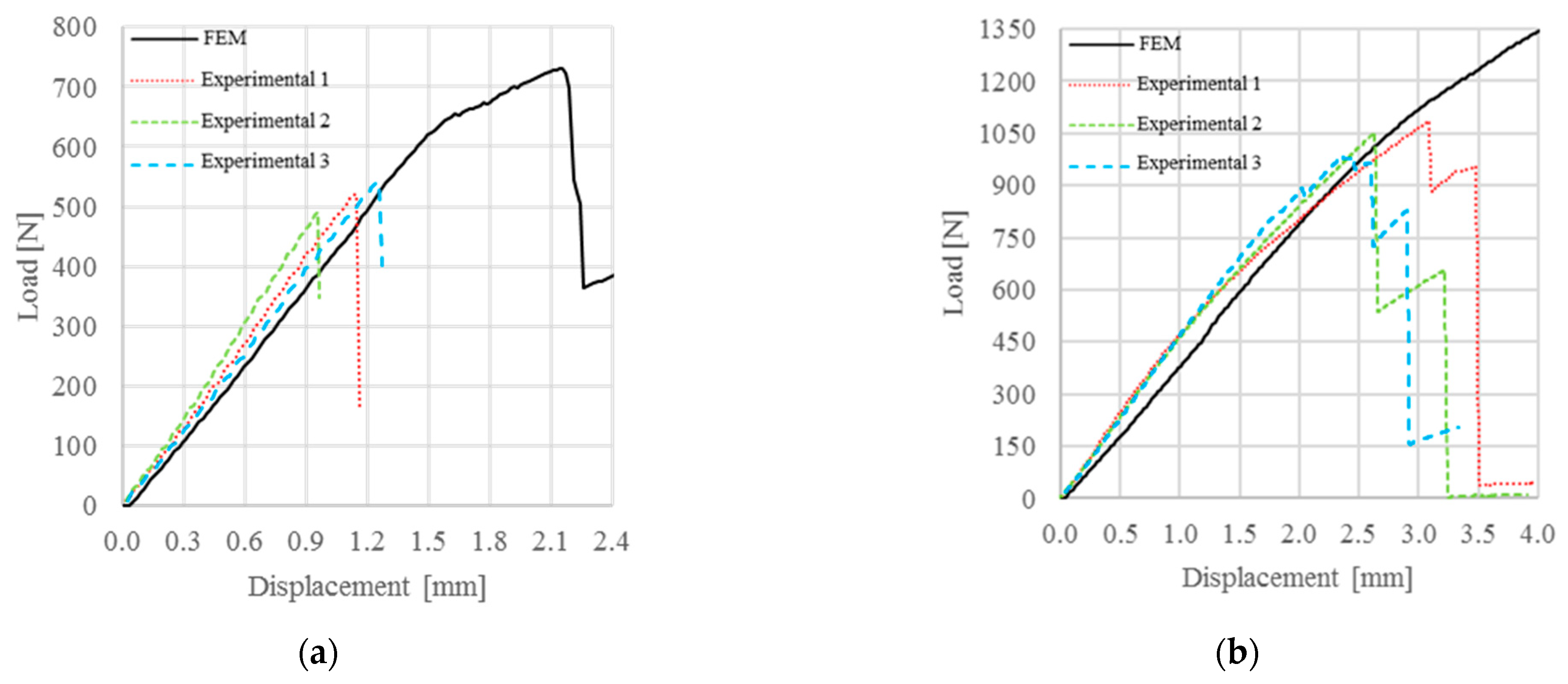
Between the three chosen cohesive laws, only the exponential law showed some difficulties inherent in the numerical failure of ENF specimens, as shown in
Figure 7. In particular, for untreated specimens, the failure appeared with a higher value of load and punch displacement, while treated specimens did not show failures.
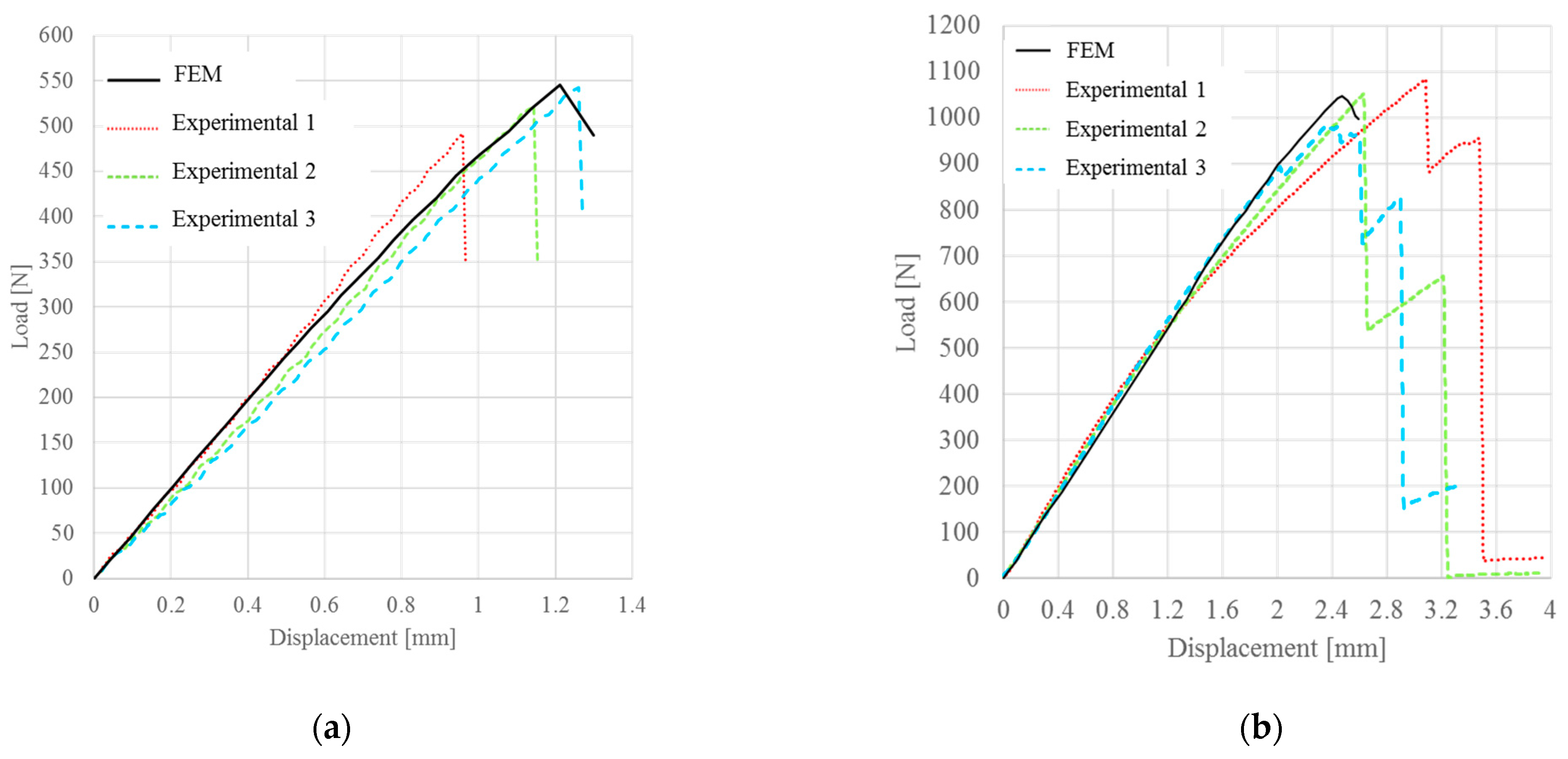
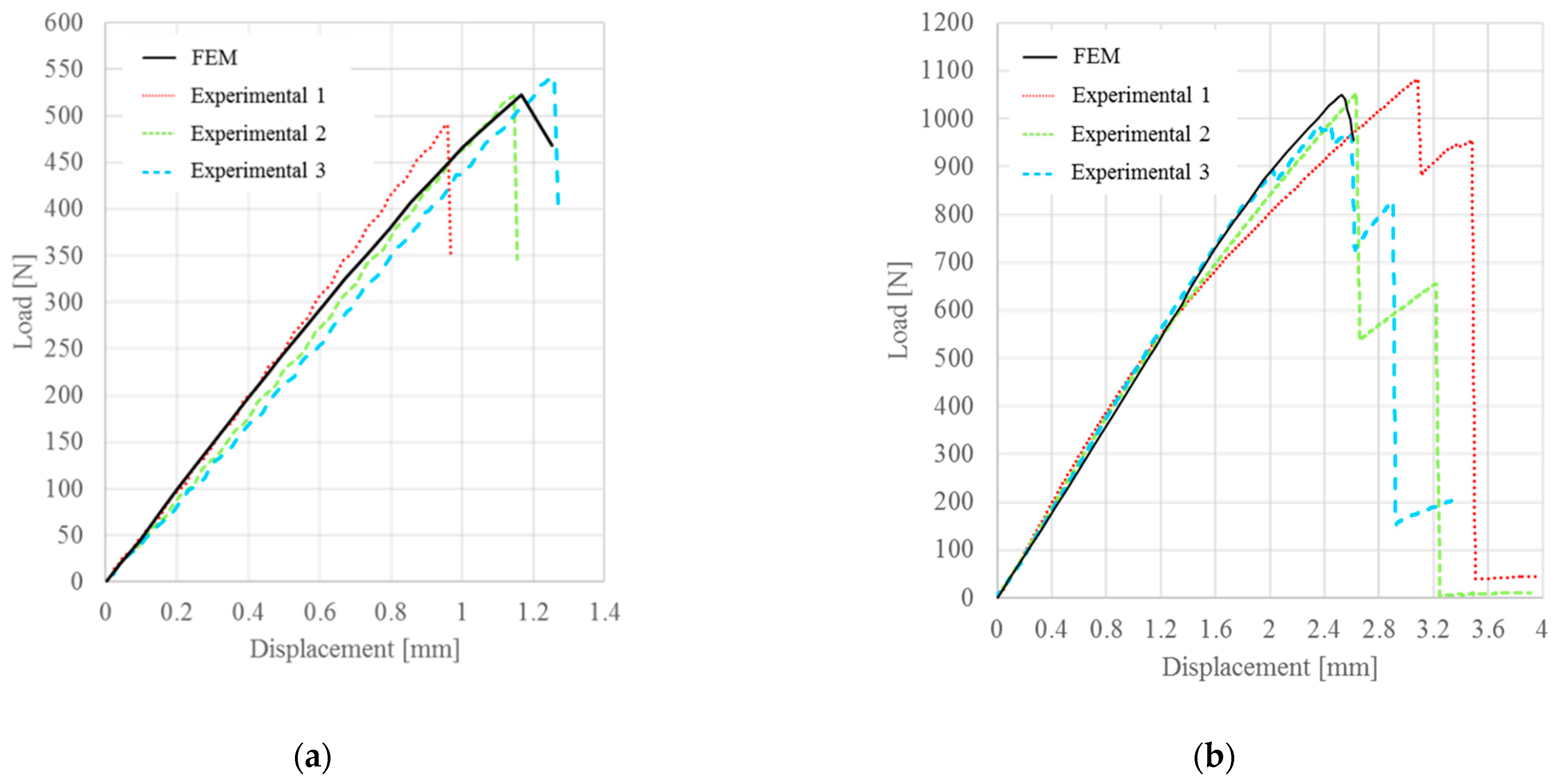
In the case of bilinear law, the numerical results obtained were in good agreement with the experimental results, as shown in
Figure 8. This type of cohesive law tended to overstate the critical displacement for untreated specimens and underestimate the critical displacement for treated specimens. However, these variations of the numerical response, with respect to the average behavior of the specimens, was about 5% and therefore negligible due to the dispersion of experimental results of the same magnitude (
Table 6).
The numerical results obtained using the linear-exponential law showed a slightly lower deviation of the critical displacement, with respect to the bilinear law, as illustrated in
Figure 9. In particular, the obtained failure loads were very similar to the experimental loads, while the deviation of the critical displacement was about 5%. However, this value was lower, with respect to the results related to the bilinear law and lower than the experimental dispersion (
Table 7).
The obtained results indicate that the linear exponential was more suitable for extending the model to a 3D approach. Further studies are needed to investigate how the use of local variation of properties of interface elements in a 3D model using a linear exponential could influence the numerical results in comparison with the experimental results. The aim will be to study the effects of each single dimple on the mechanical resistance of the joint: in this way, it will be possible to design the laser treatment in order to optimize the time and costs process.
4. Conclusions
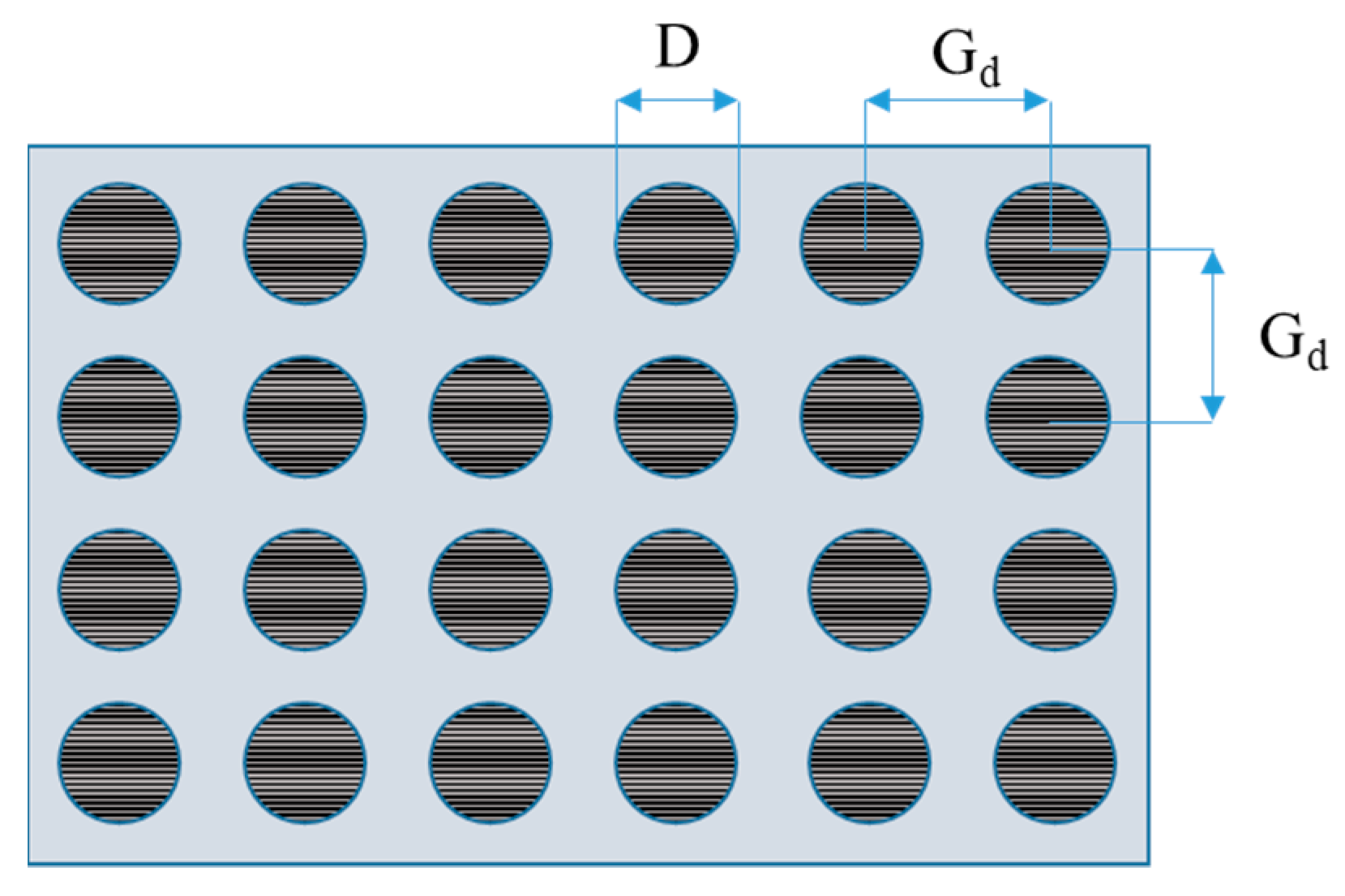
An effectiveness of a CO2 laser texturing on the mechanical performance of ENF bonded joints, made in CFRP and epoxy adhesive, was investigated. The texturing was defined through dimples in a grid square, and the density of treatment was defined depending only on the grid dimension. An average increase of failure load was observed from 518.5 N, in the case of untreated specimens, to a range between 984.7 N and 1112.2 N in the case of treated specimens with different densities of treatment. The failure modes were observed, and a limit condition to evaluate the influence of the treatment was identified with a 13% of treated area. A cohesive model was developed to forecast the effect of the laser texturing, and three shapes of cohesive law were investigated: an exponential law, a bilinear law, and a linear exponential law. It was stated that the exponential law was not able to predict the failure load in the proposed approach, while the bilinear law revealed a good agreement between experimental and numerical results, with a forecast of the critical displacement of about 7% difference, with respect to the experimental average value. However, that difference was consistent with the dispersion obtained from the experimental tests. The linear exponential law revealed a better agreement with the experimental results. In the future, this activity should include further analyses to evaluate the effect of the laser texturing under mixed-mode conditions and, in particular, to evaluate the effect of the single dimple on the mechanical response of the bonded joint with more complex joint configurations. The results of this work represent a fundamental step to develop a 3D numerical tool for designing the optimal laser texturing as a function of the state of stress generated during the working life of the bonded joint, reducing costs and time of the pre-treatment process.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}