
Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode


Abstract
:1. Introduction
2. Configuration of the Model
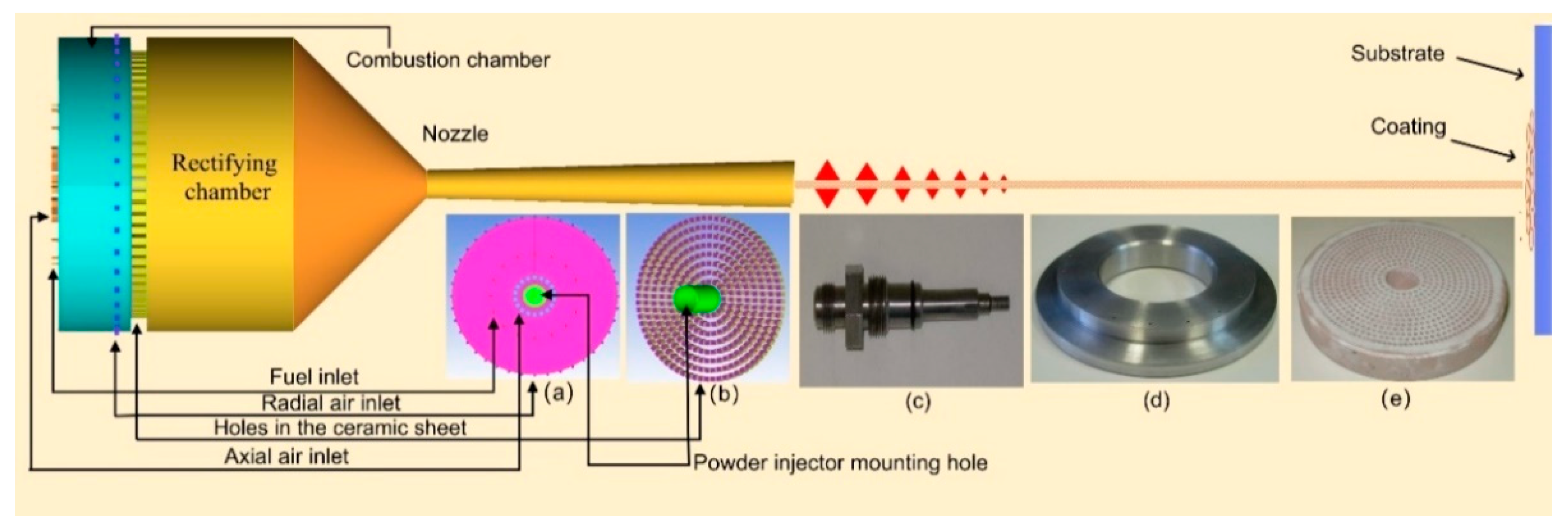
2.1. Model Structure
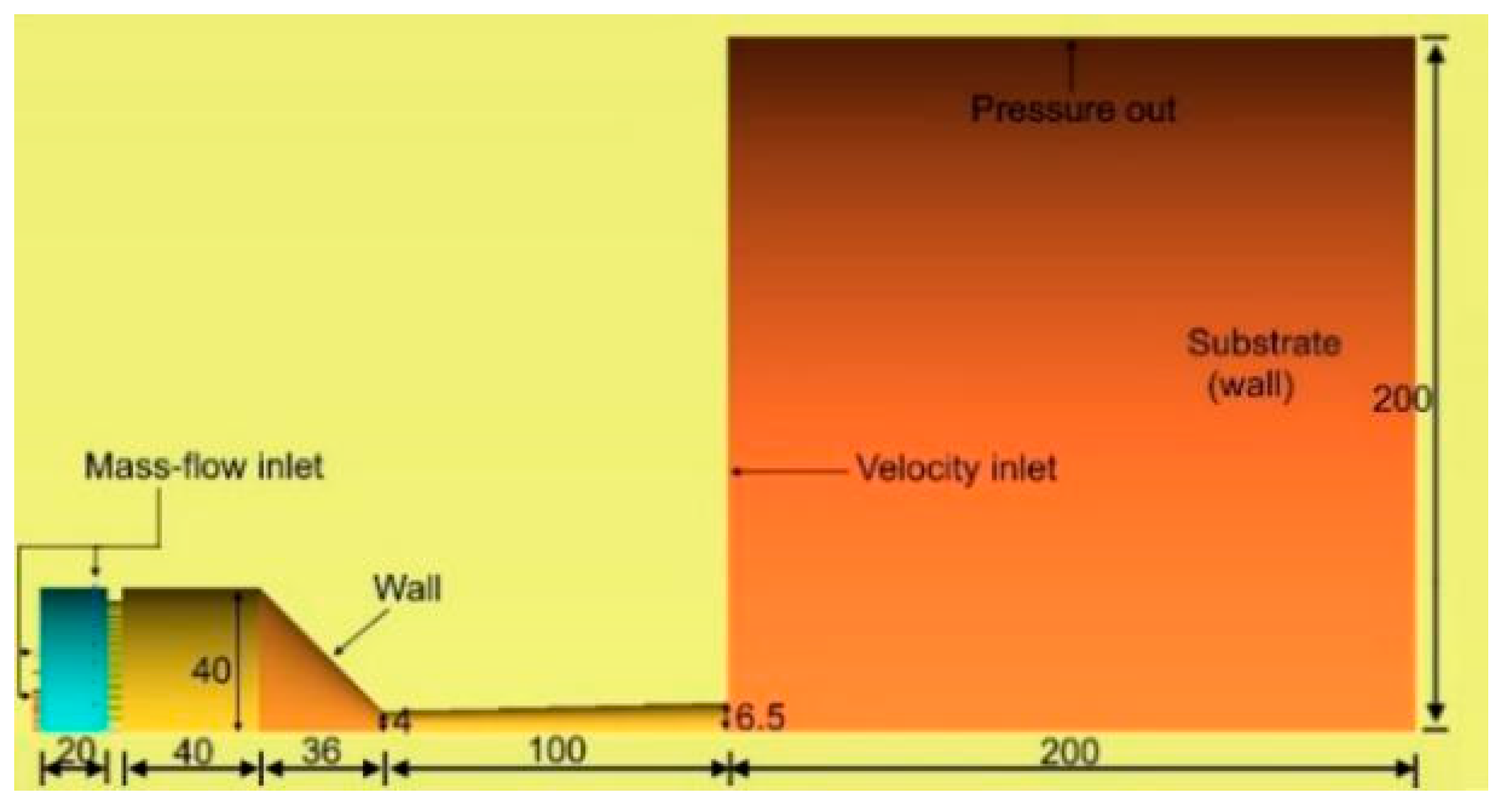
2.2. Computational Domain and Boundary Conditions
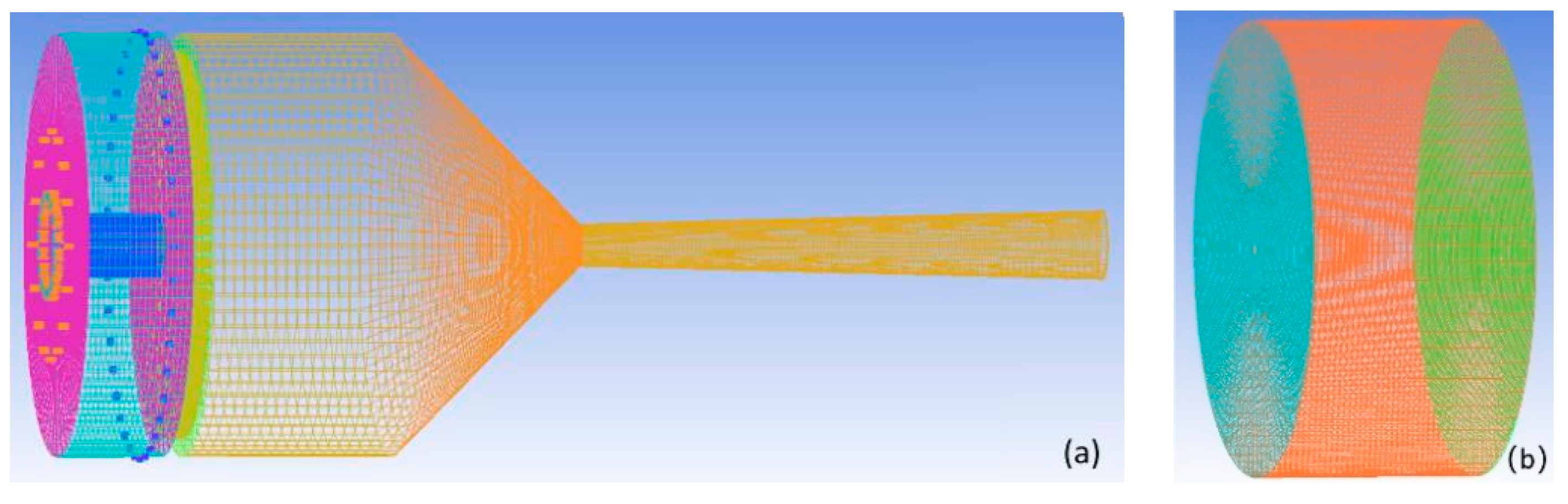
2.3. Meshing
2.4. Flow Dynamic Model
- (1)
- Mass conservation equation:
- (2)
- Momentum conservation equation:
- (3)
- Energy transport equation:
- (4)
- Species transport equations:
2.5. Combustion Model
3. Results and Discussion
3.1. Influence of Mesh Cells Pattern on Simulations
3.2. Effect of Ceramic Sheet on Gas Flow Field
3.3. Effect of Hole Sizes of Ceramic Sheet on Gas Flow Field
3.4. Effect of the Radial Air Inlets on Gas Flow Field
3.5. Influence of Different Chemical Reactions on the Simulation Results
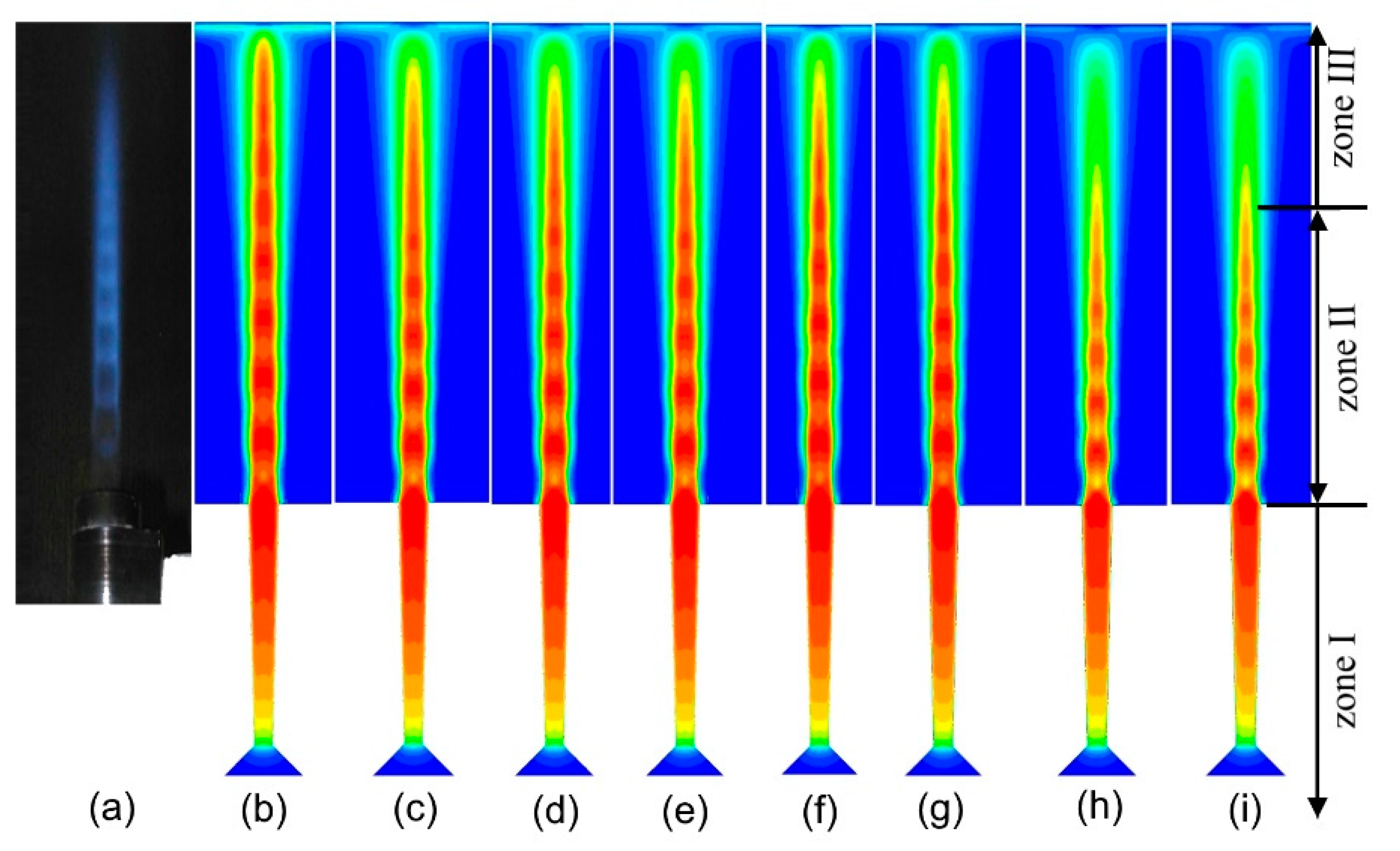
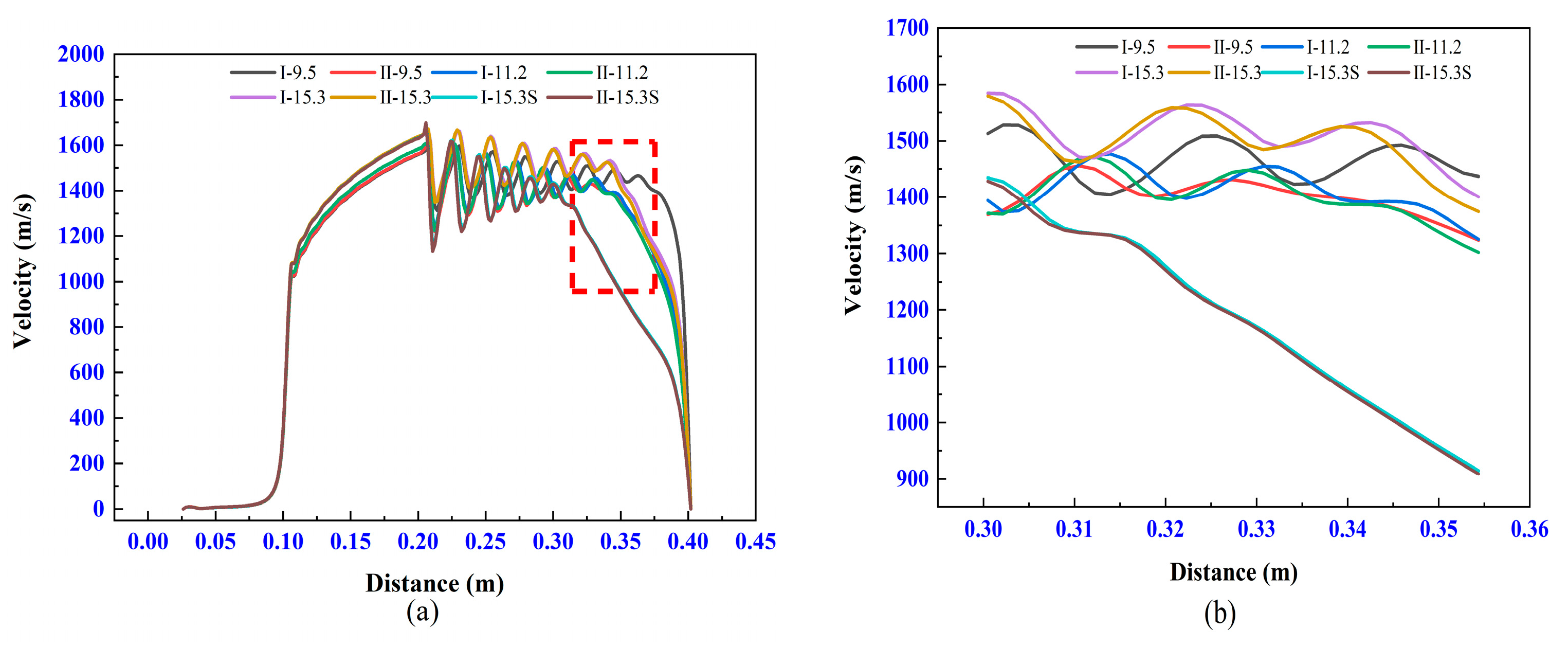
3.5.1. Influence of the Different Chemical Reactions on Velocity Field
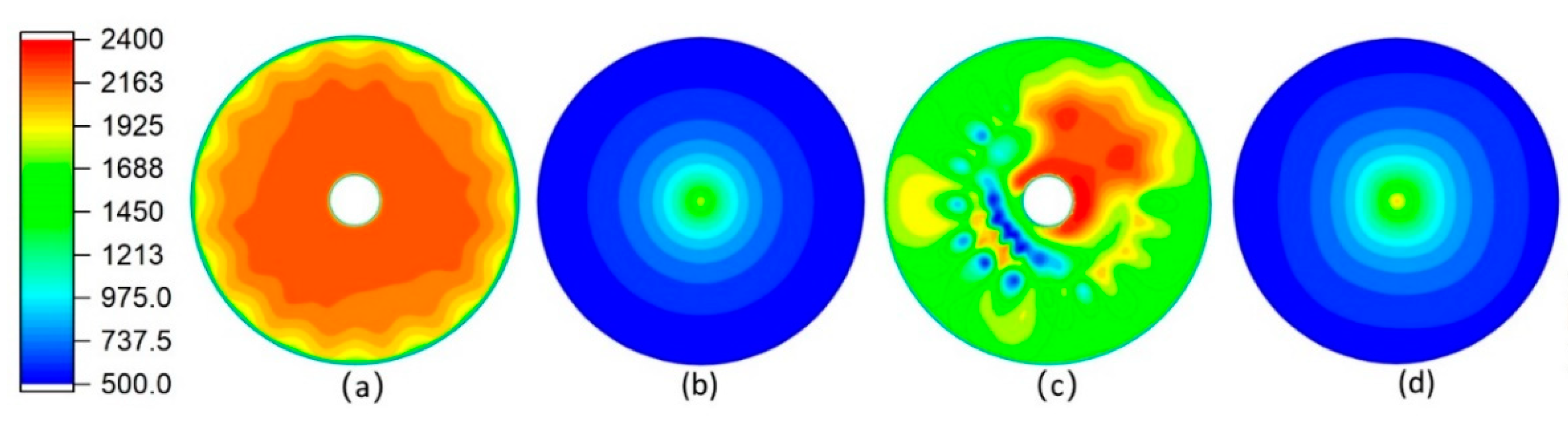
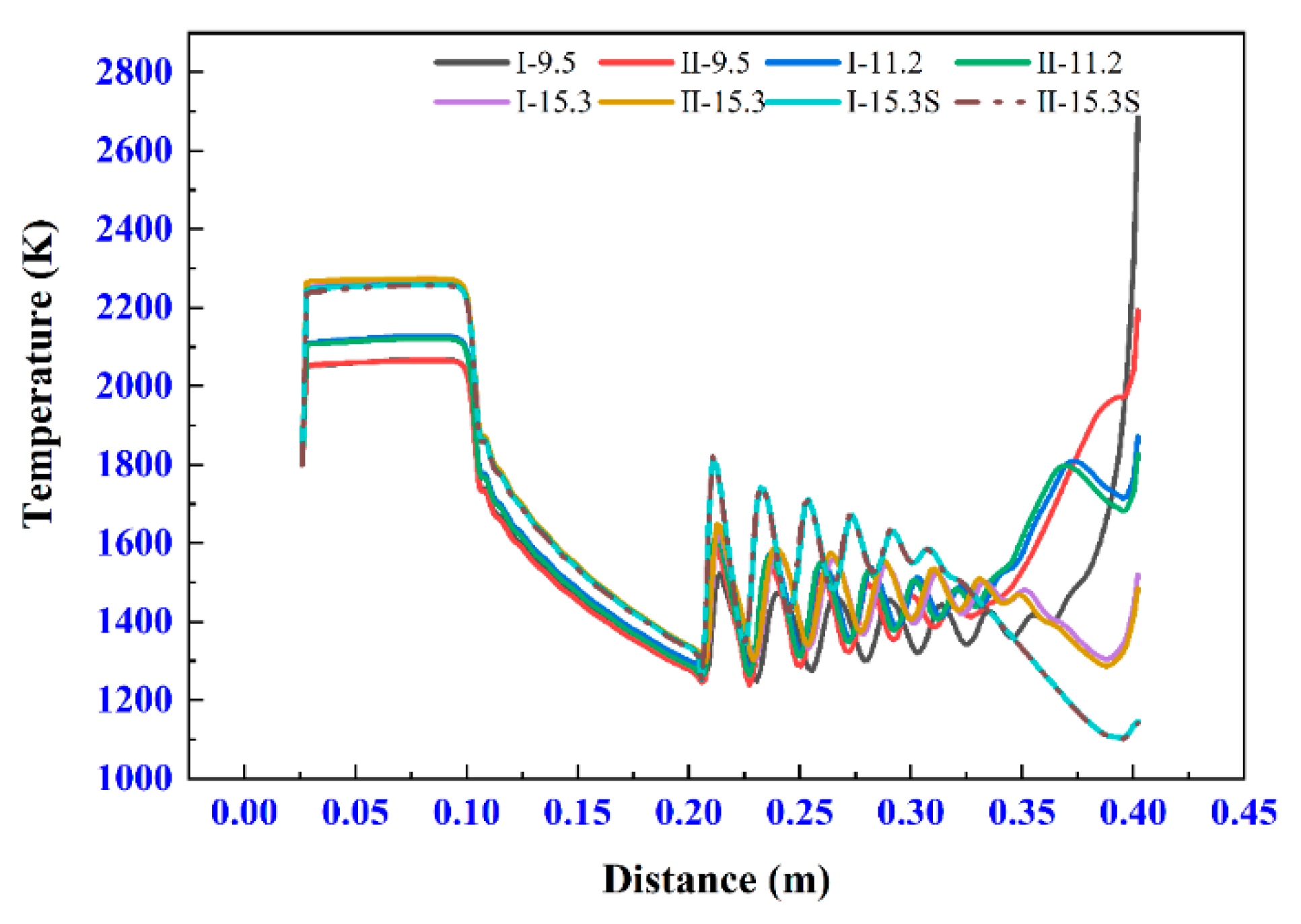
3.5.2. Influence of the Different Chemical Reactions on Temperature Field
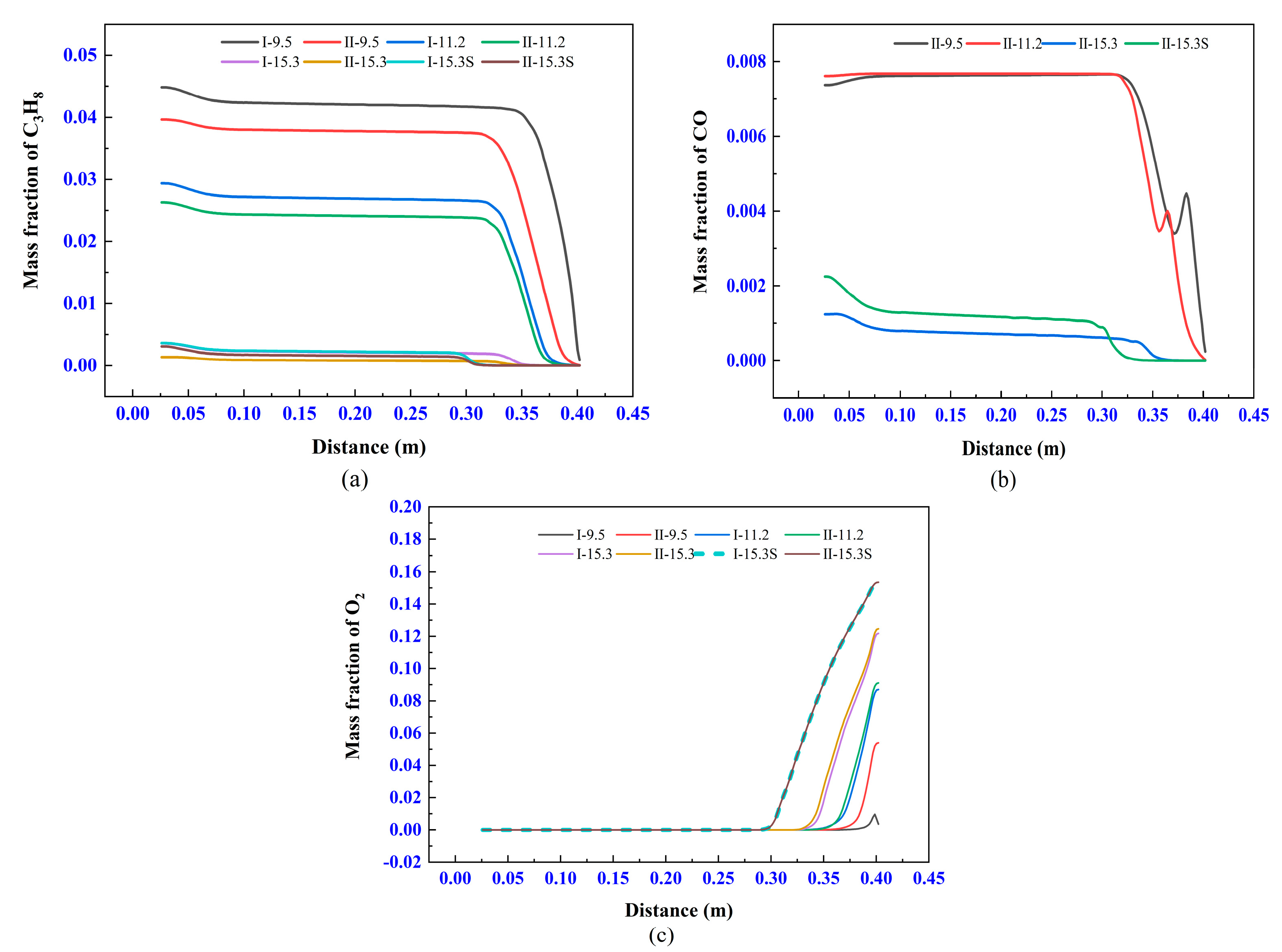
3.5.3. Influence of the Different Chemical Reactions on Gas Species Transport
4. Conclusions
- The false-diffusion caused by hexahedral mesh cells is smaller than that caused by tetrahedral mesh cells in the supersonic flow field, and the former provides higher simulation accuracy.
- The porous ceramic sheet has a rectification effect. The radial inlet and porous ceramic sheets increase the residence time and stroke of the gas in the combustion chamber, and increase the probability of chemical reactions.
- Under the assumption that the combustion reaction ends in the spray combustion chamber, the influence of chemical reaction method on the simulation results is significant only when the fuel is excessive.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Berger, L.; Puschmann, R.; Spatzier, J.; Matthews, S. Potenzial von HVAF-Spritzprozessen; Potential of HVAF Spray Processes. Therm. Spray Bull. 2013, 6, 16–20. Available online: https://www.researchgate.net/publication/257656151_Potenzial_von_HVAF-Spritzprozessen_Potential_of_HVAF_Spray_Processes (accessed on 30 January 2021).
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P. Microstructural characteristics and corrosion behavior of HVAF- and HVOF-sprayed Fe-based coatings. Surf. Coat. Technol. 2017, 318, 365–373. [Google Scholar] [CrossRef]
- Hulka, I.; Serban, V.; Secoşan, I.; Vuoristo, P.; Niemi, K. Wear properties of CrC–37WC–18M coatings deposited by HVOF and HVAF spraying processes. Surf. Coat. Technol. 2012, 210, 15–20. [Google Scholar] [CrossRef]
- Milanti, A.; Koivuluoto, H.; Vuoristo, P. Influence of the Spray Gun Type on Microstructure and Properties of HVAF Sprayed Fe-Based Corrosion Resistant Coatings. J. Therm. Spray Technol. 2015, 24, 1312–1322. [Google Scholar] [CrossRef]
- Sadeghi, E.; Reddy, L.; Hussain, T.; Huhtakangas, M.; Markocsan, N.; Joshi, S. Influence of KCl and HCl on high temperature corrosion of HVAF-sprayed NiCrAlY and NiCrMo coatings. Mater. Des. 2018, 148, 17–29. [Google Scholar] [CrossRef]
- Jafari, R.; Sadeghi, E.; Farahani, T.S.; Huhtakangas, M.; Markocsan, N.; Joshi, S. KCl-Induced High-Temperature Corrosion Behavior of HVAF-Sprayed Ni-Based Coatings in Ambient Air. J. Therm. Spray Technol. 2018, 27, 500–511. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Liu, W.; Ma, Y.; Meng, S.; Liu, C.; Long, L.; Tang, S. A comparative study on wear and corrosion behaviour of HVOF- and HVAF-sprayed WC–10Co–4Cr coatings. Surf. Eng. 2016, 33, 1–9. [Google Scholar] [CrossRef]
- Janka, L.; Norpoth, J.; Trache, R.; Thiele, S.; Berger, L.-M. HVOF- and HVAF-Sprayed Cr3C2-NiCr Coatings Deposited from Feedstock Powders of Spherical Morphology: Microstructure Formation and High-Stress Abrasive Wear Resistance Up to 800 °C. J. Therm. Spray Technol. 2017, 26, 1720–1731. [Google Scholar] [CrossRef]
- Zeng, Z.; Sakoda, N.; Tajiri, T.; Kuroda, S. Structure and corrosion behavior of 316L stainless steel coatings formed by HVAF spraying with and without sealing. Surf. Coat. Technol. 2008, 203, 284–290. [Google Scholar] [CrossRef]
- Gorlach, I. A new method for thermal spraying of Zn–Al coatings. Thin Solid Films 2009, 517, 5270–5273. [Google Scholar] [CrossRef]
- Sadeghi, E.; Markocsan, N.; Nylén, P. Microstructural and electrochemical characterization of Ni-based bi-layer coatings produced by the HVAF process. Surf. Coat. Technol. 2016, 304, 606–619. [Google Scholar] [CrossRef]
- Liang, D.; Ma, J.; Cai, Y.; Liu, X.; Xie, S.; Wei, X.; Xu, G.; Shen, J. Characterization and elevated-temperature tribological performance of AC–HVAF-sprayed Fe-based amorphous coating. Surf. Coat. Technol. 2020, 387, 125535. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A. Thermal Sprayed Coatings Used Against Corrosion and Corrosive Wear. Adv. Plasma Spray Appl. 2012, 10, 34448. [Google Scholar] [CrossRef] [Green Version]
- Gorlach, I.A. Thermal Stress Evaluation of Thermo-Blast Jet Nozzle Materials. Ph.D. Thesis, North-West University, Potchefstroom, South Africa, July 2004. Available online: http://repository.nwu.ac.za/handle/10394/352 (accessed on 30 January 2021).
- Yuan, X.; Wang, H.; Hou, G.; Zha, B. Numerical Modeling of a Low Temperature High Velocity Air Fuel Spraying Process with Injection of Liquid and Metal Particles. J. Therm. Spray Technol. 2006, 15, 413–421. [Google Scholar] [CrossRef]
- Jiang, H.-R.; Li, M.-L.; Wei, X.-S.; Ma, T.-C.; Dong, Y.; Ying, C.-X.; Liao, Z.-Y.; Shen, J. Numerical Investigation of In-Flight Behavior of Fe-Based Amorphous Alloy Particles in AC-HVAF Thermal Spray Process. J. Therm. Spray Technol. 2019, 28, 1146–1159. [Google Scholar] [CrossRef]
- Gao, X.; Li, C.; Zhang, D.; Gao, H.; Han, X. Numerical analysis of the activated combustion high-velocity air-fuel (AC-HVAF) thermal spray process: A survey on the parameters of operation and nozzle geometry. Surf. Coat. Technol. 2021, 405, 126588. [Google Scholar] [CrossRef]
- Zhou, Z.; Chen, Y.; Hu, Z.; Shen, B.; Liang, X. Numerical Investigation of Particles in Warm-Particle Peening-Assisted High-Velocity Oxygen Fuel (WPPA-HVOF) Spraying. J. Therm. Spray Technol. 2020, 1–13. [Google Scholar] [CrossRef]
- Jafari, H.; Emami, S.; Mahmoudi, Y. Numerical investigation of dual-stage high velocity oxy-fuel (HVOF) thermal spray process: A study on nozzle geometrical parameters. Appl. Therm. Eng. 2017, 111, 745–758. [Google Scholar] [CrossRef] [Green Version]
- Pan, J.; Hu, S.; Lijun, Y.; Ding, K.; Ma, B. Numerical analysis of flame and particle behavior in an HVOF thermal spray process. Mater. Des. 2016, 96, 370–376. [Google Scholar] [CrossRef]
- Tabbara, H.; Gu, S. Computational simulation of liquid-fuelled HVOF thermal spraying. Surf. Coat. Technol. 2009, 204, 676–684. [Google Scholar] [CrossRef] [Green Version]
- Kamnis, S.; Gu, S. Study of In-Flight and Impact Dynamics of Nonspherical Particles from HVOF Guns. J. Therm. Spray Technol. 2009, 19, 31–41. [Google Scholar] [CrossRef] [Green Version]
- Vengeepuram Rajagopalan, S. Numerical analysis of a High Velocity Oxygen Fuel (HVOF) Process. Master’s Thesis, Concordia University, Montreal, QC, Canada, August 2007. Available online: https://spectrum.library.concordia.ca/975504/ (accessed on 13 July 2020).
- Kamnis, S.; Gu, S. Numerical modelling of propane combustion in a high velocity oxygen–fuel thermal spray gun. Chem. Eng. Process. Process. Intensif. 2006, 45, 246–253. [Google Scholar] [CrossRef]
- Kamnis, S.; Gu, S. 3-D modelling of kerosene-fuelled HVOF thermal spray gun. Chem. Eng. Sci. 2006, 61, 5427–5439. [Google Scholar] [CrossRef]
- Cheng, D.; Trapaga, G.; McKelliget, J.W.; Lavernia, E.J. Mathematical modelling of high velocity oxygen fuel thermal spraying of nanocrystalline materials: An overview. Modelling Simul. Mater. Sci. Eng. 2003, 11, R1–R31. Available online: https://iopscience.iop.org/article/10.1088/0965-0393/11/1/201/meta (accessed on 30 January 2021). [CrossRef]
- Dolatabadi, A.; Mostaghimi, J.; Pershin, V. Effect of a cylindrical shroud on particle conditions in high velocity oxy-fuel spray process. Sci. Technol. Adv. Mat. 2002, 3, 245–255. [Google Scholar] [CrossRef]
- Eastwick, C.N.; Simmons, K.; McCartney, D.G. Computational Fluid Dynamic Modeling of Gas Flow Characteristics in a High-Velocity Oxy-Fuel Thermal Spray System. J. Therm. Spray Technol. 2001, 10, 461–469. [Google Scholar] [CrossRef]
- Hassan, B.; Lopez, A.R.; Oberkampf, W.L. Computational analysis of a three-dimensional High-Velocity Oxygen-Fuel (HVOF) Thermal Spray torch. J. Therm. Spray Technol. 1998, 7, 71–77. Available online: https://link.springer.com/article/10.1361/105996398770351061 (accessed on 30 January 2021). [CrossRef]
- Eidelman, S.; Yang, X. Three dimensional simulation of HVOF spray deposition of nanoscale materials. Nanostructured Mater. 1997, 9, 79–84. [Google Scholar] [CrossRef]
- Yang, X.; Eidelman, S. Numerical analysis of a high-velocity oxygen-fuel thermal spray system. J. Therm. Spray Technol. 1996, 5, 175–184. [Google Scholar] [CrossRef]
- Oberkampf, W.L.; Talpallikar, M. Analysis of a high-velocity oxygen-fuel (HVOF) thermal spray torch part 1: Numerical formulation. J. Therm. Spray Technol. 1996, 5, 53–61. [Google Scholar] [CrossRef]
- Li, H.-P.; Pfender, E. Three Dimensional Modeling of the Plasma Spray Process. J. Therm. Spray Techn. 2007, 16, 245–260. Available online: https://link.springer.com/article/10.1007/s11666-007-9023-x (accessed on 30 January 2021). [CrossRef] [Green Version]
- Xiong, H.-B.; Zheng, L.-L.; Sampath, S.; Williamson, R.; Fincke, J.R. Three-dimensional simulation of plasma spray: Effects of carrier gas flow and particle injection on plasma jet and entrained particle behavior. Int. J. Heat Mass Transf. 2004, 47, 5189–5200. [Google Scholar] [CrossRef]
- Ahmed, I.; Bergman, T.L. Three-Dimensional Simulation of Thermal Plasma Spraying of Partially Molten Ceramic Agglomerates. J. Therm. Spray Technol. 2000, 9, 215–224. [Google Scholar] [CrossRef]
- Samareh, B.; Dolatabadi, A. A Three-Dimensional Analysis of the Cold Spray Process: The Effects of Substrate Location and Shape. J. Therm. Spray Technol. 2007, 16, 634–642. [Google Scholar] [CrossRef]
- Trimis, D.; Durst, F. Combustion in a Porous Medium-Advances and Applications. Combust. Sci. Technol. 1996, 121, 153–168. [Google Scholar] [CrossRef]
- Kamal, M.M.; Mohamad, A.A. Combustion in Porous Media. Proc. Inst. Mech. Eng. Part A: J. Power Energy 2006, 220, 487–508. [Google Scholar] [CrossRef]
- Mujeebu, M.A.; Abdullah, M.; Abu Bakar, M.; Mohamad, A. Applications of porous media combustion technology—A review. Appl. Energy 2009, 86, 1365–1375. [Google Scholar] [CrossRef]
- Kärrholm, F.P. Numerical Modelling of Diesel Spray Injection, Turbulence Interaction and Combustion; Chalmers University of Technology: Gothenburg, Sweden, 2008; Available online: https://www.researchgate.net/profile/Fabian_Peng_Kaerrholm/publication/230605808_Numerical_Modelling_of_Diesel_Spray_Injection_Turbulence_Interaction_and_Combustion/links/5b8f735492851c6b7ec054d8/Numerical-Modelling-of-Diesel-Spray-Injection-Turbulence-Interaction-and-Combustion.pdf (accessed on 30 January 2021).
- Giordano, P.; Lentini, D. Combustion-Radiation-Turbulence Interaction Modeling in Absorbing/Emitting Nonpremixed Flames. Combust. Sci. Technol. 2001, 172, 1–22. [Google Scholar] [CrossRef]
- Bilger, R.; Pope, S.; Bray, K.; Driscoll, J. Paradigms in turbulent combustion research. In Proceedings of the Combustion Institute; Elsevier: Amsterdam, The Netherlands, 2005; Volume 30, pp. 21–42. [Google Scholar]
- Anderson, J.D. Governing Equations of Fluid Dynamics. In Computational Fluid Dynamics; Springer Nature: London, UK, 2009; pp. 15–51. [Google Scholar]
- ANSYS, Fluent (2020 R1), Theory Guide. Available online: https://ansyshelp.ansys.com/account/secured?returnurl=/Views/Secured/corp/v201/en/flu_th/flu_th_sec_turb_realizke.html (accessed on 31 January 2021).
- Shih, T.-H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A new k-ϵ eddy viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Imanian, H.; Mohammadian, A. Numerical simulation of flow over ogee crested spillways under high hydraulic head ratio. Eng. Appl. Comput. Fluid Mech. 2019, 13, 983–1000. [Google Scholar] [CrossRef] [Green Version]
- Shaheed, R.; Mohammadian, A.; Gildeh, H.K. A comparison of standard k–ε and realizable k–ε turbulence models in curvedand confluent channels. Environ. Fluid Mech. 2019, 19, 543–568. [Google Scholar] [CrossRef]
- Kucukgokoglan, S.; Aroussi, A.; Pickering, S.; Menacer, M. Prediction of interactions between burners in multi-burner systems. In Proceedings of the International Symposium on Multiphase Flow and Transport Phenomena, Antalya, Turkey, 3 November 1997; Begel House Inc.: Antalya, Turkey, 1997. Available online: http://old.ichmt.org/abstracts/MFTP-2000/Abstracts/71.pdf (accessed on 31 January 2021).
- Reynolds, W. Fundamentals of Turbulence for Turbulence Modeling and Simulation; Stanford Univ CA Dept of Mechanical Engineering: Palo Alto, CA, USA, 1987; Available online: https://apps.dtic.mil/sti/citations/ADP005793 (accessed on 31 January 2021).
- Kundu, K.; Penko, P.; Yang, S. Reduced reaction mechanisms for numerical calculations in combustion of hydrocarbon fuels. In Proceedings of the 36th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 12–15 January 1998; p. 803. [Google Scholar] [CrossRef]
- Patankar, S.V. Numerical Heat Transfer and Fluid Flow; Hemisphere Publishing Corp: Washington, DC, USA, 1980; Volume 210, p. 108. Available online: https://books.google.de/books?hl=zh-CN&lr=&id=Y2G1DwAAQBAJ&oi=fnd&pg=PP1&dq=Numerical+Heat+Transfer+and+Fluid+Flow&ots=7TF54WA5UJ&sig=6e6njvYn8gb5GkAY4a61JmJo80s&redir_esc=y#v=onepage&q=Numerical%20Heat%20Transfer%20and%20Fluid%20Flow&f=false (accessed on 31 January 2021).
- Harsha, P.T.; Lee, S.C. Correlation between turbulent shear stress and turbulent kinetic energy. AIAA J. 1970, 8, 1508–1510. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Mesh | With Ceramic Sheet (Yes/No) | Size of Ceramic Holes | Number of Ceramic Holes | Type of Cells | |
|---|---|---|---|---|---|
| Combustion Chamber | Rest of the Model | ||||
| #1 | Yes | 2 × 2 mm2 | 452 | Tetrahedron | Hexahedron |
| #2 | No | - | - | Hexahedron | Hexahedron |
| #3 | Yes | 2 × 2 mm2 | 452 | Hexahedron | Hexahedron |
| #4 | Yes | 1 × 1 mm2 | 1472 | Hexahedron | Hexahedron |
| Experiment Name | Chemical Reaction | Mass Flow Rate at Axial Air Inlets (g/s) | Mass Flow Rate at Radial Air Inlets (g/s) | Mass Flow Rate at Fuel Inlets (g/s) | Air-Fuel Mass Flow Ratio | Total Mass Flow Rate (g/s) |
|---|---|---|---|---|---|---|
| I-9.5 | One-step | 11.00 | 24.20 | 3.70 | 9.50 | 38.90 |
| II-9.5 | Two-step | 11.00 | 24.20 | 3.70 | 9.50 | 38.90 |
| I-11.2 | One-step | 8.80 | 22.60 | 2.80 | 11.20 | 34.20 |
| II-11.2 | Two-step | 8.80 | 22.60 | 2.80 | 11.20 | 34.20 |
| I-15.3 | One-step | 11.00 | 24.20 | 2.30 | 15.30 | 37.50 |
| II-15.3 | Two-step | 11.00 | 24.20 | 2.30 | 15.30 | 37.50 |
| I-15.3-S | One-step | 8.80 | 19.36 | 1.84 | 15.30 | 30.00 |
| II-15.3-S | Two-step | 8.00 | 20.00 | 1.83 | 15.30 | 29.83 |
| Experiment | I-9.5 | II-9.5 | I-11.2 | II-11.2 | I-15.3 | II-15.3 | I-15.3S | II-15.3S |
| Maximum Velocity (m/s) | 1596 | 1596 | 1603 | 1608 | 1668 | 1671 | 1699 | 1699 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, F.; Li, Z.; Fang, M.; Hou, H. Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode. Materials 2021, 14, 657. https://doi.org/10.3390/ma14030657
Liu F, Li Z, Fang M, Hou H. Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode. Materials. 2021; 14(3):657. https://doi.org/10.3390/ma14030657
Chicago/Turabian StyleLiu, Fuqiang, Zhiyong Li, Min Fang, and Hua Hou. 2021. "Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode" Materials 14, no. 3: 657. https://doi.org/10.3390/ma14030657
APA StyleLiu, F., Li, Z., Fang, M., & Hou, H. (2021). Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode. Materials, 14(3), 657. https://doi.org/10.3390/ma14030657