
Sound-Assisted Fluidization for Temperature Swing Adsorption and Calcium Looping: A Review



Abstract
:1. Introduction
2. Experimental Set-Up and Procedure
2.1. SAFB
2.2. Materials
2.3. Fluidization Tests
2.4. CO2 Adsorption Tests
- qe—the amount of CO2 adsorbed per unit mass of adsorbent at the thermodynamic equilibrium. In particular, this is evaluated from the integration of the BT curve according to the following mass balance:where m is the sorbent mass, FCO2,in and FCO2,out are the inlet and outlet CO2 molar flowrate, respectively, and ts is the saturation time;
- tb—the BT time, namely, the time in which the outlet CO2 concentration is the 5% of the feed concentration. Technically, in real industrial adsorption processes, it is the time at which the adsorber is taken off-line for regenerating the sorbent, which means that larger values of tb correspond to the more effective capture capacities;
- Δτ—a time parameter providing information on the kinetics of the adsorption process. The smaller Δτ is, the faster the adsorption will be. In particular, it is representative of the slope of the linear part of the BT curve and it is evaluated as t95—tb (with t95 being the time for which the outlet CO2 concentration reach 95% of the concentration in the feed), which means that higher values of Δτ represents steeper BT curves;
- ψ—the fraction of bed used at BT, namely the percentage of the total captured CO2 (qe) which is adsorbed at the BT time, tb.
- non-isothermal purge—in this mode of operation, the heating happens contextually to the N2 purging step. In particular, once the adsorption step is concluded, the column is heated up (20 °C/min) to the selected Tdes and, at the same time, the feed (QIN) is switched from the CO2/N2 mixture, used during the previous adsorption step, to pure N2 (Qp) to purge the bed.
- isothermal purge—in this mode of operation, the purging step happens isothermally. In particular, once the adsorption step is concluded, the column is isolated so that all the desorbed CO2 is kept inside the column. To do so, the inlet and outlet of the column are closed by means of two-way valves and, in the case of sound-assisted adsorption tests, the acoustic field is switched off and the system is heated up to the selected desorption temperature. Then, once the set Tdes is reached, the purging step is started, namely, the acoustic field is switched on, in the case of sound-assisted tests, the feed to the column is opened fluxing N2 and the column exit is un-sealed. In this way, the CO2 already desorbed from the adsorbent, which has been trapped inside the isolated column, and the CO2 still adsorbed on the sorbent (i.e., the CO2 that can be released only by reducing the CO2 partial pressure) exits from the column diluted in the N2 stream.
- R—the CO2 recovery level, defined as the percentage of the previously captured CO2 which is recovered during the desorption step;
- td—the time needed for CO2 desorption at a fixed value of R;
- Cm—CO2 purity, expressed as the average CO2 concentration in the desorbed stream.
2.5. Ca-Looping Tests
3. Results
3.1. Fluid Dynamics of Sound-Assisted Fluidized Beds
3.1.1. Effect of Sound Intensity and Frequency
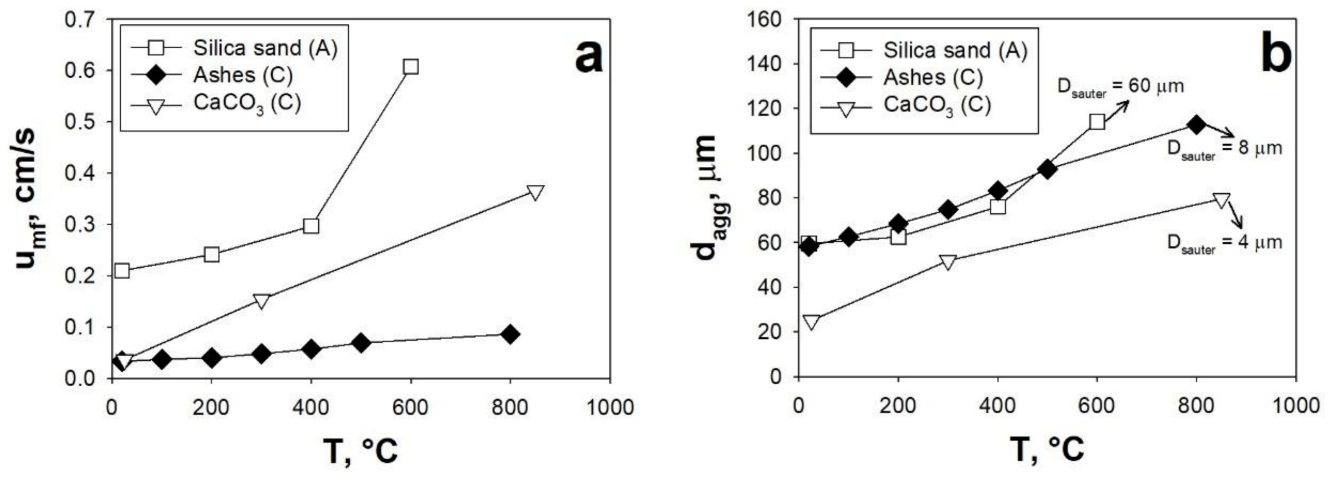
3.1.2. Effect of Temperature
3.2. Temperature Swing Adsorption (TSA)
3.2.1. Adsorption
3.2.2. Desorption
3.3. Calcium Looping (CaL)
4. Conclusions
- Higher SPLs lead to a general enhancement of the fluidization quality (i.e., lower values of umf and dagg), whereas, an optimum range of frequency (providing minimum values of umf and dagg) can be found in the proximity of to the natural frequency of the powder.
- Increasing temperatures negatively affect the fluidization quality due to the intensification of IPFs. Regardless of the powders being A or C type, the fluidization parameters, umf and dagg, are increased when the temperature is increased.
- Increasing values of the adsorption temperature (Tads) negatively affects the CO2 adsorption thermodynamics, i.e., higher values of Tads lead to lower qe. On the contrary, increasing values Tads positively affect the CO2 adsorption kinetics, i.e., higher values of Tads lead to lower values of Δt.
- Increasing values of the CO2 partial pressure (PCO2) positively affects the CO2 adsorption thermodynamics, i.e., higher values of PCO2 lead to higher qe. Likewise, increasing values PCO2 positively affect the CO2 adsorption kinetics, i.e., higher values of PCO2 lead to lower values of Δt.
- Increasing values of the desorption temperature (Tdes) positively affects the CO2 desorption kinetics, i.e., for a fixed R, higher values of Tdes lead to shorter td and higher Cm.
- Increasing values of Qp also positively affects the desorption rate, i.e., for a fixed R, higher values of Qp lead to shorter td and higher Cm.
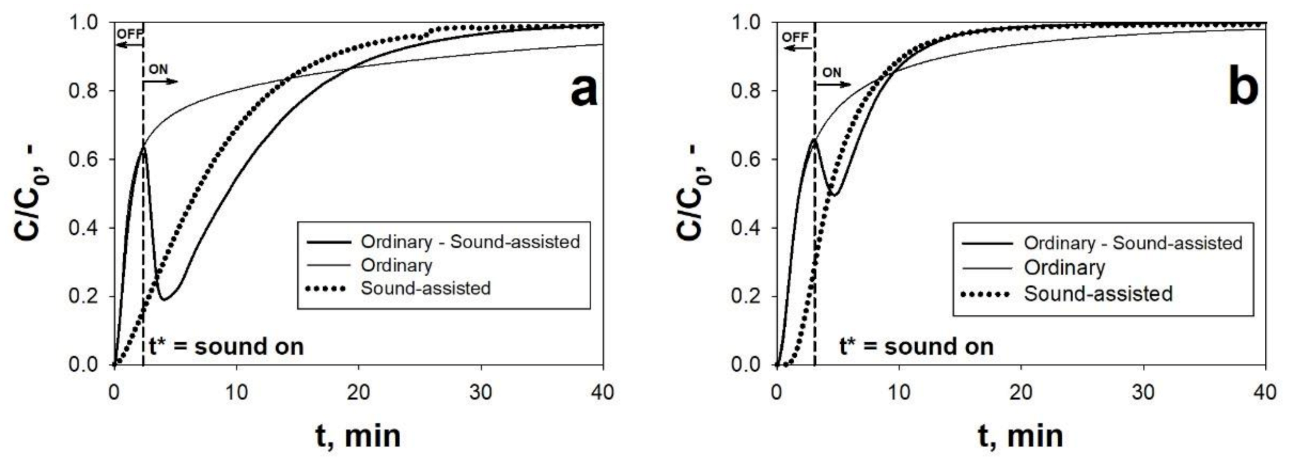
- The beneficial effect of the acoustic perturbation is much stronger in the early fast stage of the carbonation, when the reaction is mainly governed by the reaction of CO2 with the CaO surface and the sound can improve the gas–solid contact efficiency.
- The acoustic perturbation also leads to the increase of the residual carbonation conversion and to the reduction of the rate of the natural deactivation of CaO due to sintering phenomena.
- When performed under sound-assisted conditions, the fine CaO particles can provide a residual conversion remarkably higher that the values reported for coarser limestone and even for CaO stabilized with sintering inhibitors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Shabanian, J.; Jafari, R.; Chaouki, J. Fluidization of ultrafine powders. Int. Rev. Chem. Eng. 2012, 4, 16–50. [Google Scholar]
- Raganati, F.; Chirone, R.; Ammendola, P. Gas–solid fluidization of cohesive powders. Chem. Eng. Res. Des. 2018, 133, 347–387. [Google Scholar] [CrossRef]
- Raganati, F.; Ammendola, P.; Chirone, R. CO2 capture performances of fine solid sorbents in a sound-assisted fluidized bed. Powder Technol. 2014, 268, 347–356. [Google Scholar] [CrossRef]
- Raganati, F.; Ammendola, P.; Chirone, R. CO2 adsorption on fine activated carbon in a sound assisted fluidized bed: Effect of sound intensity and frequency, CO2 partial pressure and fluidization velocity. Appl. Energy 2014, 113, 1269–1282. [Google Scholar] [CrossRef]
- Raganati, F.; Chirone, R.; Ammendola, P. Calcium-looping for thermochemical energy storage in concentrating solar power applications: Evaluation of the effect of acoustic perturbation on the fluidized bed carbonation. Chem. Eng. J. 2020, 392, 123658. [Google Scholar] [CrossRef]
- Raganati, F.; Chirone, R.; Ammendola, P. Preliminary study on sound assisted calcium looping for TCES in CSP applications. Chem. Eng. Trans. 2019, 74, 427–432. [Google Scholar] [CrossRef]
- Ortiz, C.; Valverde, J.M.; Chacartegui, R.; Perez-Maqueda, L.A.; Giménez, P. The calcium-looping (CaCO3/CaO) process for thermochemical energy storage in concentrating solar power plants. Renew. Sustain. Energy Rev. 2019, 113, 109252. [Google Scholar] [CrossRef]
- Sarrión, B.; Perejón, A.; Sánchez-Jiménez, P.E.; Pérez-Maqueda, L.A.; Valverde, J.M. Role of calcium looping conditions on the performance of natural and synthetic Ca-based materials for energy storage. J. CO2 Util. 2018, 28, 374–384. [Google Scholar] [CrossRef]
- Song, C. Global challenges and strategies for control, conversion and utilization of CO2 for sustainable development involving energy, catalysis, adsorption and chemical processing. Catal. Today 2006, 115, 2–32. [Google Scholar] [CrossRef]
- Scherer, V.; Stolten, D.; Franz, J.; Riensche, E. CCS separation techniques—Review on existing technologies and developments. Chem. Ing. Tech. 2012, 84, 1026–1040. [Google Scholar] [CrossRef]
- Ammendola, P.; Raganati, F.; Chirone, R.; Miccio, F. Fixed bed adsorption as affected by thermodynamics and kinetics: Yellow tuff for CO2 capture. Powder Technol. 2020, 373, 446–458. [Google Scholar] [CrossRef]
- Karl, M.; Wright, R.F.; Berglen, T.F.; Denby, B. Worst case scenario study to assess the environmental impact of amine emissions from a CO2 capture plant. Int. J. Greenh. Gas Control. 2011, 5, 439–447. [Google Scholar] [CrossRef]
- Yu, C.-H.; Huang, C.-H.; Tan, C.-S. A review of CO2 capture by absorption and adsorption. Aerosol Air Qual. Res. 2012, 12, 745–769. [Google Scholar] [CrossRef] [Green Version]
- Goel, C.; Bhunia, H.; Bajpai, P.K. Novel nitrogen enriched porous carbon adsorbents for CO2 capture: Breakthrough adsorption study. J. Environ. Chem. Eng. 2016, 4, 346–356. [Google Scholar] [CrossRef]
- Ammendola, P.; Raganati, F.; Chirone, R. CO2 adsorption on a fine activated carbon in a sound assisted fluidized bed: Thermodynamics and kinetics. Chem. Eng. J. 2017, 322, 302–313. [Google Scholar] [CrossRef]
- Raganati, F.; Alfe, M.; Gargiulo, V.; Chirone, R.; Ammendola, P. Kinetic study and breakthrough analysis of the hybrid physical/chemical CO2 adsorption/desorption behavior of a magnetite-based sorbent. Chem. Eng. J. 2019, 372, 526–535. [Google Scholar] [CrossRef]
- Raganati, F.; Alfe, M.; Gargiulo, V.; Chirone, R.; Ammendola, P. Isotherms and thermodynamics of CO2 adsorption on a novel carbon-magnetite composite sorbent. Chem. Eng. Res. Des. 2018, 134, 540–552. [Google Scholar] [CrossRef]
- Plaza, M.G.; García, S.; Rubiera, F.; Pis, J.J.; Pevida, C. Post-combustion CO2 capture with a commercial activated carbon: Comparison of different regeneration strategies. Chem. Eng. J. 2010, 163, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Ammendola, P.; Raganati, F.; Chirone, R. Effect of operating conditions on the CO2 recovery from a fine activated carbon by means of TSA in a fluidized bed assisted by acoustic fields. Fuel Process. Technol. 2015, 134, 494–501. [Google Scholar] [CrossRef]
- Raganati, F.; Ammendola, P.; Chirone, R. Effect of acoustic field on CO2 desorption in a fluidized bed of fine activated carbon. Particuology 2015, 23, 8–15. [Google Scholar] [CrossRef]
- Raganati, F.; Ammendola, P.; Chirone, R. On improving the CO2 recovery efficiency of a conventional TSA process in a sound assisted fluidized bed by separating heating and purging. Sep. Purif. Technol. 2016, 167, 24–31. [Google Scholar] [CrossRef]
- Elfving, J.; Bajamundi, C.; Kauppinen, J.; Sainio, T. Modelling of equilibrium working capacity of PSA, TSA and TVSA processes for CO2 adsorption under direct air capture conditions. J. CO2 Util. 2017, 22, 270–277. [Google Scholar] [CrossRef]
- Mason, J.A.; Sumida, K.; Herm, Z.R.; Krishna, R.; Long, J.R. Evaluating metal–organic frameworks for post-combustion carbon dioxide capture via temperature swing adsorption. Energy Environ. Sci. 2011, 4, 3030–3040. [Google Scholar] [CrossRef]
- Merel, J.; Clausse, M.; Meunier, F. Experimental investigation on CO2 post−combustion capture by indirect thermal swing adsorption using 13X and 5A zeolites. Ind. Eng. Chem. Res. 2008, 47, 209–215. [Google Scholar] [CrossRef]
- Wang, L.; Liu, Z.; Li, P.; Yu, J.; Rodrigues, A.E. Experimental and modeling investigation on post-combustion carbon dioxide capture using zeolite 13X-APG by hybrid VTSA process. Chem. Eng. J. 2012, 197, 151–161. [Google Scholar] [CrossRef]
- Thiruvenkatachari, R.; Su, S.; Yu, X.X.; Bae, J.-S. Application of carbon fibre composites to CO2 capture from flue gas. Int. J. Greenh. Gas Control. 2013, 13, 191–200. [Google Scholar] [CrossRef]
- D’Alessandro, D.M.; Smit, B.; Long, J.R. Carbon dioxide capture: Prospects for new materials. Angew. Chemie. Int. Ed. 2010, 49, 6058–6082. [Google Scholar] [CrossRef] [Green Version]
- Keramati, M.; Ghoreyshi, A.A. Improving CO2 adsorption onto activated carbon through functionalization by chitosan and triethylenetetramine. Phys. E. 2014, 57, 161–168. [Google Scholar] [CrossRef]
- Gargiulo, V.; Alfè, M.; Ammendola, P.; Raganati, F.; Chirone, R. CO2 sorption on surface-modified carbonaceous support: Probing the influence of the carbon black microporosity and surface polarity. Appl. Surf. Sci. 2016, 360, 329–337. [Google Scholar] [CrossRef]
- Jung, S.; Park, Y.-K.; Kwon, E.E. Strategic use of biochar for CO2 capture and sequestration. J. CO2 Util. 2019, 32, 128–139. [Google Scholar] [CrossRef]
- Samanta, A.; Zhao, A.; Shimizu, G.K.H.; Sarkar, P.; Gupta, R. Post-combustion CO2 capture using solid sorbents: A review. Ind. Eng. Chem. Res. 2012, 51, 1438–1463. [Google Scholar] [CrossRef]
- Pevida, C.; Plaza, M.G.; Arias, B.; Fermoso, J.; Rubiera, F.; Pis, J.J. Surface modification of activated carbons for CO2 capture. Appl. Surf. Sci. 2008, 254, 7165–7172. [Google Scholar] [CrossRef] [Green Version]
- Dindi, A.; Quang, D.V.; Vega, L.F.; Nashef, E.; Abu-Zahra, M.R.M. Applications of fly ash for CO2 capture, utilization, and storage. J. CO2 Util. 2019, 29, 82–102. [Google Scholar] [CrossRef]
- Goel, C.; Kaur, H.; Bhunia, H.; Bajpai, P.K. Carbon dioxide adsorption on nitrogen enriched carbon adsorbents: Experimental, kinetics, isothermal and thermodynamic studies. J. CO2 Util. 2016, 16, 50–63. [Google Scholar] [CrossRef]
- Gargiulo, V.; Alfè, M.; Raganati, F.; Lisi, L.; Chirone, R.; Ammendola, P. BTC-based metal-organic frameworks: Correlation between relevant structural features and CO2 adsorption performances. Fuel 2018, 222, 319–326. [Google Scholar] [CrossRef]
- Alfe, M.; Ammendola, P.; Gargiulo, V.; Raganati, F.; Chirone, R. Magnetite loaded carbon fine particles as low-cost CO2 adsorbent in a sound assisted fluidized bed. Proc. Combust. Inst. 2015, 35, 2801–2809. [Google Scholar] [CrossRef]
- Valverde, J.M.; Raganati, F.; Quintanilla, M.A.S.; Ebri, J.M.P.; Ammendola, P.; Chirone, R. Enhancement of CO2 capture at Ca-looping conditions by high-intensity acoustic fields. Appl. Energy 2013, 111, 538–549. [Google Scholar] [CrossRef]
- Dean, C.C.; Blamey, J.; Florin, N.H.; Al-Jeboori, M.J.; Fennell, P.S. The calcium looping cycle for CO2 capture from power generation, cement manufacture and hydrogen production. Chem. Eng. Res. Des. 2011, 89, 836–855. [Google Scholar] [CrossRef] [Green Version]
- Erans, M.; Manovic, V.; Anthony, E.J. Calcium looping sorbents for CO2 capture. Appl. Energy 2016, 180, 722–742. [Google Scholar] [CrossRef] [Green Version]
- Ortiz, C.; Valverde, J.M.; Chacartegui, R.; Perez-Maqueda, L.A. Carbonation of limestone derived CaO for thermochemical energy storage: From kinetics to process integration in concentrating solar plants. ACS Sustain. Chem. Eng. 2018, 6, 6404–6417. [Google Scholar] [CrossRef] [Green Version]
- Valverde, J.M.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A. Effect of heat pretreatment/recarbonation in the Ca-looping process at realistic calcination conditions. Energy Fuels. 2014, 28, 4062–4067. [Google Scholar] [CrossRef] [Green Version]
- Manovic, V.; Anthony, E.J. Thermal activation of CaO-based sorbent and self-reactivation during CO2 capture looping cycles. Environ. Sci. Technol. 2008, 42, 4170–4174. Available online: http://www.ncbi.nlm.nih.gov/pubmed/18589983 (accessed on 15 December 2020). [CrossRef] [PubMed]
- Wang, Y.; Lin, S.; Suzuki, Y. Limestone calcination with CO2 capture (II): Decomposition in CO2/steam and CO2/N2 atmospheres. Energy Fuels 2008, 22, 2326–2331. [Google Scholar] [CrossRef]
- Benitez-Guerrero, M.; Valverde, J.M.; Sanchez-Jimenez, P.E.; Perejon, A.; Perez-Maqueda, L.A. Calcium-Looping performance of mechanically modified Al2O3-CaO composites for energy storage and CO2 capture. Chem. Eng. J. 2018, 334, 2343–2355. [Google Scholar] [CrossRef]
- Sánchez-Jiménez, P.E.; Valverde, J.M.; Perejón, A.; De La Calle, A.; Medina, S.; Pérez-Maqueda, L.A. Influence of ball milling on CaO crystal growth during limestone and dolomite calcination: Effect on CO2 capture at calcium looping conditions. Cryst. Growth Des. 2016, 16, 7025–7036. [Google Scholar] [CrossRef] [Green Version]
- Antzara, A.N.; Arregi, A.; Heracleous, E.; Lemonidou, A.A. In-depth evaluation of a ZrO2 promoted CaO-based CO2 sorbent in fluidized bed reactor tests. Chem. Eng. J. 2018, 333, 697–711. [Google Scholar] [CrossRef]
- Benitez-Guerrero, M.; Sarrion, B.; Perejon, A.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A.; Manuel Valverde, J. Large-scale high-temperature solar energy storage using natural minerals. Sol. Energy Mater. Sol. Cells. 2017, 168, 14–21. [Google Scholar] [CrossRef]
- Salaudeen, S.A.; Acharya, B.; Dutta, A. CaO-based CO2 sorbents: A review on screening, enhancement, cyclic stability, regeneration and kinetics modelling. J. CO2 Util. 2018, 23, 179–199. [Google Scholar] [CrossRef]
- Perez-Vaquero, J.; Valverde, J.M.; Quintanilla, M.A.S. Flow properties of CO2 sorbent powders modified with nanosilica. Powder Technol. 2013, 249, 443–455. [Google Scholar] [CrossRef]
- Valverde, J.M.; Pontiga, F.; Soria-Hoyo, C.; Quintanilla, M.A.S.; Moreno, H.; Duran, F.J.; Espin, M.J. Improving the gas-solids contact efficiency in a fluidized bed of CO2 adsorbent fine particles. Phys. Chem. Chem. Phys. 2011, 13, 14906–14909. [Google Scholar] [CrossRef]
- Izquierdo-Barrientos, M.A.; Sobrino, C.; Almendros-Ibáñez, J.A. Experimental heat transfer coefficients between a surface and fixed and fluidized beds with PCM. Appl. Therm. Eng. 2015, 78, 373–379. [Google Scholar] [CrossRef] [Green Version]
- Wei, Z. A review of techniques for the process intensification of fluidized bed reactors. Chin. J. Chem. Eng. 2009, 17, 688–702. [Google Scholar]
- Chirone, R.; Raganati, F.; Ammendola, P.; Barletta, D.; Lettieri, P.; Poletto, M. A comparison between interparticle forces estimated with direct powder shear testing and with sound assisted fluidization. Powder Technol. 2018, 323, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Raganati, F.; Chirone, R.; Ammendola, P. Effect of temperature on fluidization of geldart’s group A and C powders: Role of interparticle forces. Ind. Eng. Chem. Res. 2017, 56, 12811–12821. [Google Scholar] [CrossRef]
- Raganati, F.; Ammendola, P.; Chirone, R. Role of acoustic fields in promoting the gas-solid contact in a fluidized bed of fine particles. KONA Powder Part. J. 2015, 32, 23–40. [Google Scholar] [CrossRef] [Green Version]
- Seville, J.P.K.; Willett, C.D.; Knight, P.C. Interparticle forces in fluidisation: A review. Powder Technol. 2000, 113, 261–268. [Google Scholar] [CrossRef]
- Zeng, P.; Zhou, T.; Yang, J. Behavior of mixtures of nano-particles in magnetically assisted fluidized bed. Chem. Eng. Process. Process. Intensif. 2008, 47, 101–108. [Google Scholar] [CrossRef]
- Yu, Q.; Dave, R.N.; Zhu, C.; Quevedo, J.A.; Pfeffer, R. Enhanced fluidization of nanoparticles in an oscillating magnetic field. AIChE J. 2005, 51, 1971–1979. [Google Scholar] [CrossRef]
- Lepek, D.; Valverde, J.M.; Pfeffer, R.; Dave, R.N. Enhanced nanofluidization by alternating electric fields. AIChE J. 2010, 56, 54–65. [Google Scholar] [CrossRef]
- Valverde, J.M.; Espin, M.J.; Quintanilla, M.A.S.; Castellanos, A. Electrofluidized bed of silica nanoparticles. J. Electrostat. 2009, 67, 439–444. [Google Scholar] [CrossRef]
- Nam, C.H.; Pfeffer, R.; Dave, R.N.; Sundaresan, S. Aerated vibrofluidization of silica nanoparticles. AIChE J. 2004, 50, 1776–1785. [Google Scholar] [CrossRef]
- Yang, J.; Zhou, T.; Song, L. Agglomerating vibro-fluidization behavior of nano-particles. Adv. Powder Technol. 2009, 20, 158–163. [Google Scholar] [CrossRef]
- Ammendola, P.; Chirone, R. Aeration and mixing behaviours of nano-sized powders under sound vibration. Powder Technol. 2010, 201, 49–56. [Google Scholar] [CrossRef]
- Viscusi, A.; Ammendola, P.; Astarita, A.; Raganati, F.; Scherillo, F.; Squillace, A.; Chirone, R.; Carrino, L. Aluminum foam made via a new method based on cold gas dynamic sprayed powders mixed through sound assisted fluidization technique. J. Mater. Process. Technol. 2016, 231, 265–276. [Google Scholar] [CrossRef]
- Raganati, F.; Scherillo, F.; Squillace, A.; Chirone, R.; Ammendola, P. Improvement of the manufacturing process of tungsten carbide–cobalt hard metals by the application of sound assisted fluidization for the mixing of the powders. Ind. Eng. Chem. Res. 2018, 57, 414–424. [Google Scholar] [CrossRef]
- Ammendola, P.; Chirone, R.; Raganati, F. Effect of mixture composition, nanoparticle density and sound intensity on mixing quality of nanopowders. Chem. Eng. Process. Process. Intensif. 2011, 50, 885–891. [Google Scholar] [CrossRef]
- Ammendola, P.; Chirone, R.; Raganati, F. Fluidization of binary mixtures of nanoparticles under the effect of acoustic fields. Adv. Powder Technol. 2011, 22, 174–183. [Google Scholar] [CrossRef]
- Raganati, F.; Gargiulo, V.; Ammendola, P.; Alfe, M.; Chirone, R. CO2 capture performance of HKUST-1 in a sound assisted fluidized bed. Chem. Eng. J. 2014, 239, 75–86. [Google Scholar] [CrossRef]
- Raganati, F.; Chirone, R.; Ammendola, P. CO2 capture by temperature swing adsorption: Working capacity as affected by temperature and CO2 partial pressure. Ind. Eng. Chem. Res. 2020, 59, 3593–3605. [Google Scholar] [CrossRef]
- Chirone, R.; Massimilla, L.; Russo, S. Bubble-free fluidization of a cohesive powder in an acoustic field. Chem. Eng. Sci. 1993, 48, 41–52. [Google Scholar] [CrossRef]
- Russo, P.; Chirone, R.; Massimilla, L.; Russo, S. The influence of the frequency of acoustic waves on sound-assisted fluidization of beds of fine particles. Powder Technol. 1995, 82, 219–230. [Google Scholar] [CrossRef]
- Langfeldt, F.; Hoppen, H.; Gleine, W. Resonance frequencies and sound absorption of Helmholtz resonators with multiple necks. Appl. Acoust. 2019, 145, 314–319. [Google Scholar] [CrossRef]
- Tang, P.K.; Sirignano, W.A. Theory of a generalized Helmholtz resonator. J. Sound Vib. 1973, 26, 247–262. [Google Scholar] [CrossRef]
- Wang, Z.; Choy, Y. Acoustical coupling and radiation control of open cavity using an array of Helmholtz resonators. Mech. Syst. Signal Process 2019, 130, 632–648. [Google Scholar] [CrossRef]
- Wen, C.Y.; Yu, Y.H. A generalized method for predicting the minimum fluidization velocity. AIChE J. 1966, 12, 610–612. [Google Scholar] [CrossRef]
- Sánchez Jiménez, P.E.; Perejón, A.; Benítez Guerrero, M.; Valverde, J.M.; Ortiz, C.; Pérez Maqueda, L.A. High-performance and low-cost macroporous calcium oxide based materials for thermochemical energy storage in concentrated solar power plants. Appl. Energy 2019, 235, 543–552. [Google Scholar] [CrossRef]
- Ballou, G.M. Handbook for Sound Engineers; Focal Press: Waltham, MA, USA, 2008. [Google Scholar]
- Guo, Q.; Yang, X.; Shen, W.; Liu, H. Agglomerate size in an acoustic fluidized bed with sound assistance. Chem. Eng. Process. Process. Intensif. 2007, 46, 307–313. [Google Scholar] [CrossRef]
- Lettieri, P.; Newton, D.; Yates, J.G. High temperature effects on the dense phase properties of gas fluidized beds. Powder Technol. 2001, 120, 34–40. [Google Scholar] [CrossRef]
- Formisani, B.; Girimonte, R.; Pataro, G. The influence of operating temperature on the dense phase properties of bubbling fluidized beds of solids. Powder Technol. 2002, 125, 28–38. [Google Scholar] [CrossRef]
- Geldart, D.; Wong, A.C.Y. Fluidization of powders showing degrees of cohesiveness—II. Experiments on rates of de-aeration. Chem. Eng. Sci. 1985, 40, 653–661. [Google Scholar] [CrossRef]
- Hu, Y.H.; Zhang, L. Amorphization of metal-organic framework MOF-5 at unusually low applied pressure. Phys. Rev. B 2010, 81, 1–5. [Google Scholar] [CrossRef]
- Chacartegui, R.; Alovisio, A.; Ortiz, C.; Valverde, J.M.; Verda, V.; Becerra, J.A. Thermochemical energy storage of concentrated solar power by integration of the calcium looping process and a CO2 power cycle. Appl. Energy 2016, 173, 589–605. [Google Scholar] [CrossRef]
- Ortiz, C.; Romano, M.C.; Valverde, J.M.; Binotti, M.; Chacartegui, R. Process integration of Calcium-Looping thermochemical energy storage system in concentrating solar power plants. Energy 2018, 155, 535–551. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Name | Primary Particle Size | Dsauter (μm) | ρp (kg m−3) | BET SSA (m2 g−1) | Vp (cm3 g−1) | m (g) | Ref. |
|---|---|---|---|---|---|---|---|---|
| Nano-sized | Al2O3 | <50 nm | 2.02 | 4000 | - | - | 48 | [55,66,67] |
| Fe2O3 | <50 nm | 0.43 | 4500 | - | - | 33 | [55,66,67] | |
| ZrO2 | <50 nm | 6000 | - | - | 35 | [55] | ||
| CuO | <50 nm | 6300 | - | - | 75 | [55] | ||
| Micro-sized | AC Norit | - | 0.39 | - | 1060 | 1.34 | 100 | [3,4,15,19,20,21,37,55] |
| AC Sigma | - | 15.40 | - | 1038 | 1.14 | 100 | [3] | |
| HKUST-1 | - | 4.30 | - | 680 | 0.66 | 50 | [3,68] | |
| Ashes | <60 μm | 8.00 | 2000 | - | - | - | [54] | |
| Silica sand | <150 μm | 60.00 | 2600 | - | - | - | [54] | |
| Natural CaCO3 | - | 4.00 | - | 1.60 | - | 100 | [5,6] | |
| * Synthetic CaO | - | <100 | - | - | 100 | [37] |
| Type of Test | 1 AC Norit [4] | 2 HKUST-1 [68] | ||||
|---|---|---|---|---|---|---|
| qe mmol g−1 | tb s | ψ - | qe mmol g−1 | tb s | ψ - | |
| Ordinary | 0.31 | 12 | 2.7 | 0.78 | 26 | 8 |
| Sound-assisted1 | 0.37 | 63 | 15 | 1.14 | 141 | 29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raganati, F.; Ammendola, P. Sound-Assisted Fluidization for Temperature Swing Adsorption and Calcium Looping: A Review. Materials 2021, 14, 672. https://doi.org/10.3390/ma14030672
Raganati F, Ammendola P. Sound-Assisted Fluidization for Temperature Swing Adsorption and Calcium Looping: A Review. Materials. 2021; 14(3):672. https://doi.org/10.3390/ma14030672
Chicago/Turabian StyleRaganati, Federica, and Paola Ammendola. 2021. "Sound-Assisted Fluidization for Temperature Swing Adsorption and Calcium Looping: A Review" Materials 14, no. 3: 672. https://doi.org/10.3390/ma14030672
APA StyleRaganati, F., & Ammendola, P. (2021). Sound-Assisted Fluidization for Temperature Swing Adsorption and Calcium Looping: A Review. Materials, 14(3), 672. https://doi.org/10.3390/ma14030672