
Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition

 ,
,  , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Review of Main In-Situ Monitoring Systems
2.1. In-Situ Thermal Monitoring
2.2. In-Situ Optical Monitoring
3. Materials and Methods
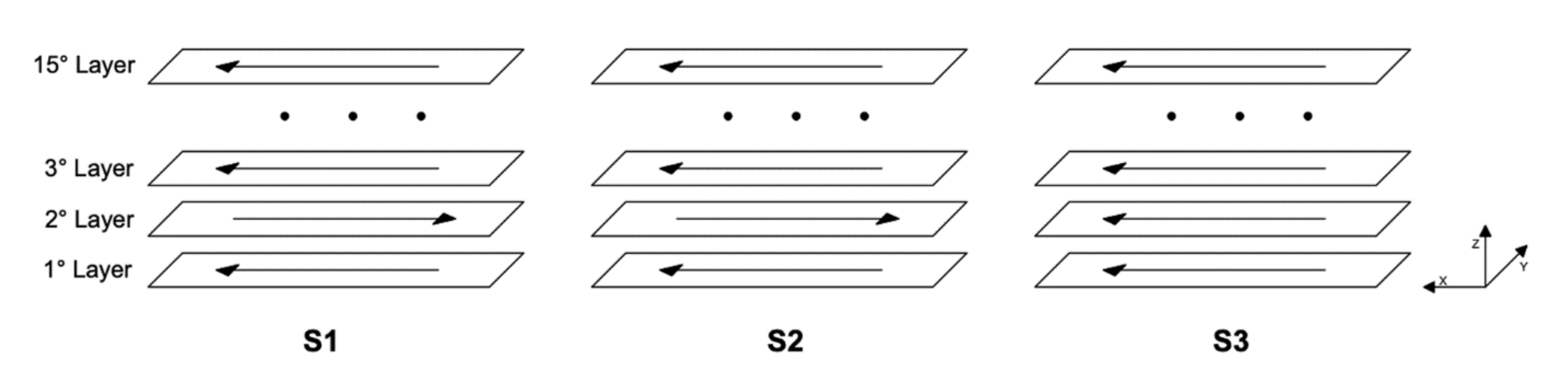
3.1. Experimental Setup
- S1: two-way without dwelling time;
- S2: two-way with 10 s of dwelling time between two consequent paths;
- S3: one-way with 12.5 s of dwelling time, including 2.5 s for the return to the beginning of each path.
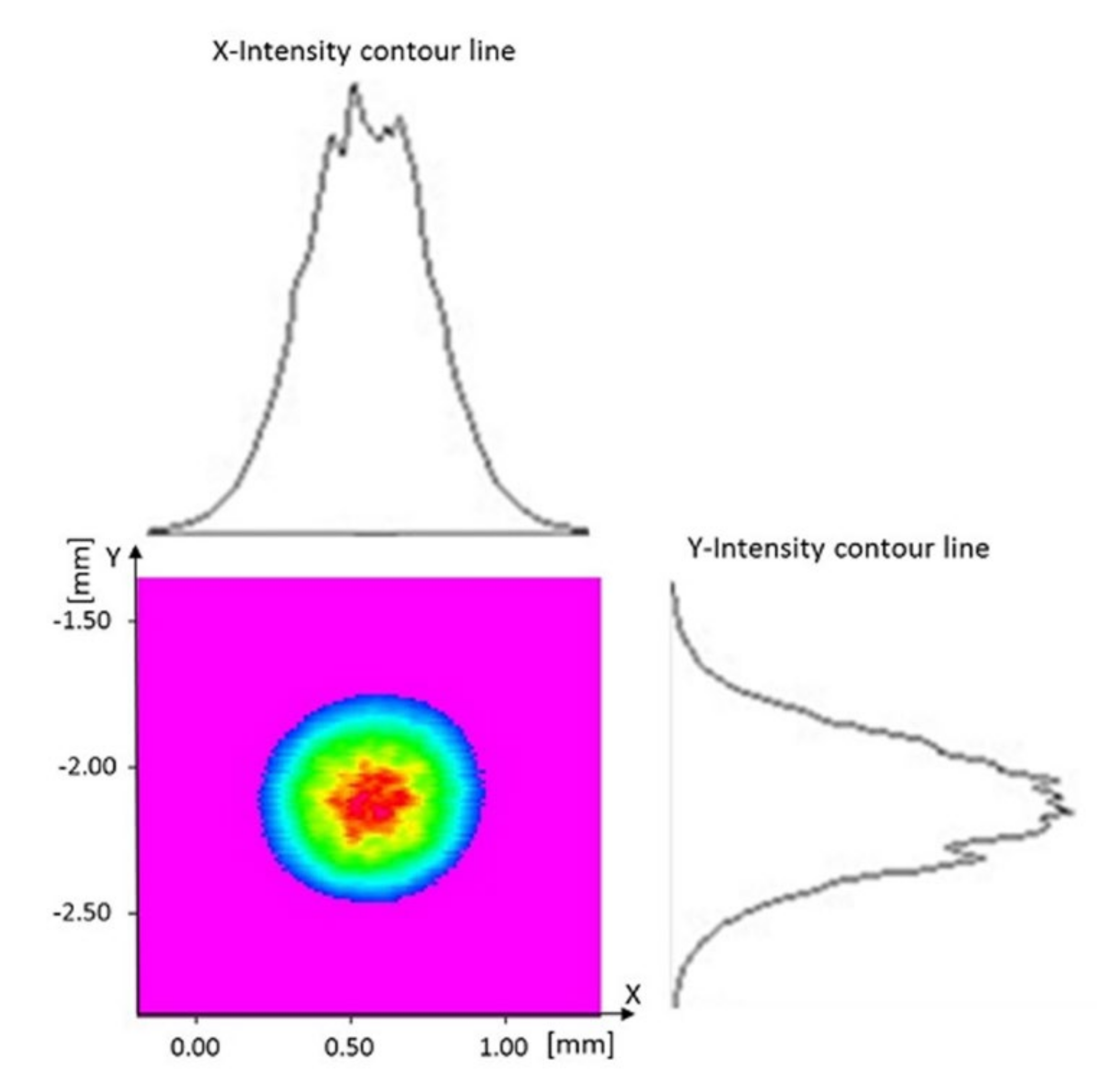
3.2. Analysis and Characterization of the Melt Pool
4. Results and Discussion
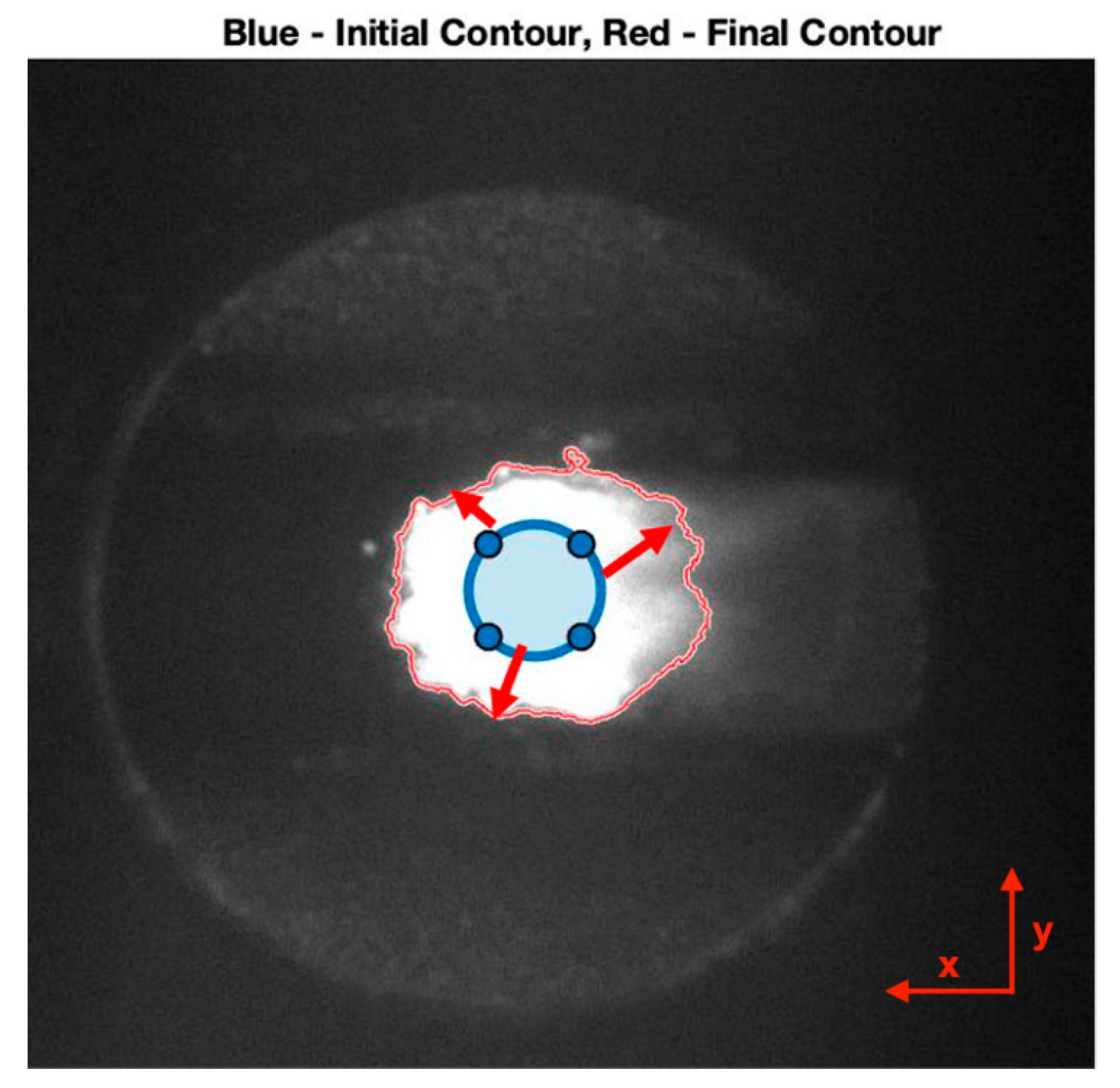
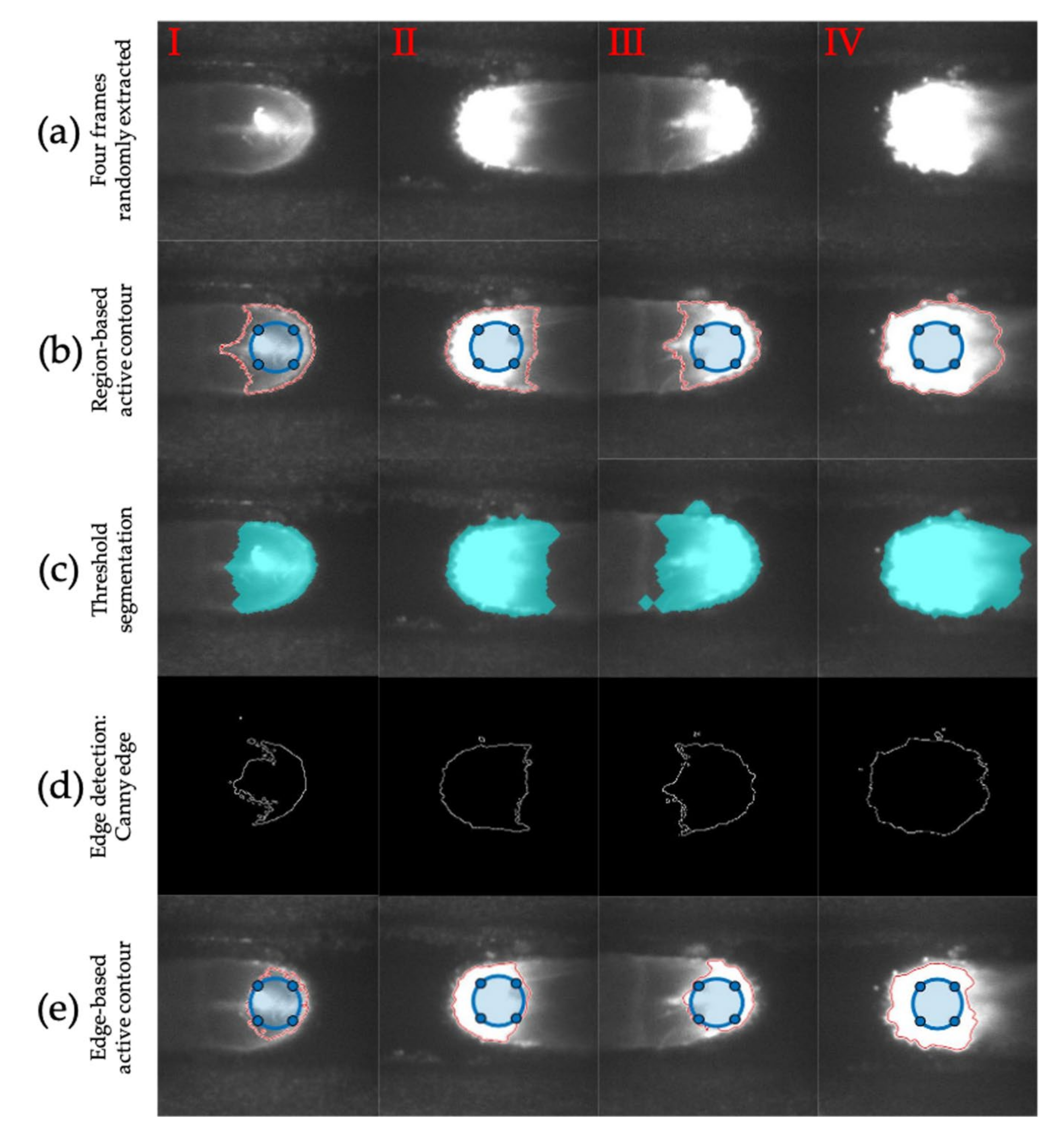
4.1. Comparison of Image Segmentation Techniques
- achievement of sub-pixel accuracy for detected object boundaries;
- incorporation of prior image knowledge, such as intensity distribution (useful for robust image segmentation);
- realization of smooth and closed contours as segmentation results, which are crucial and easily manageable for further applications such as shape analysis and feature recognition.
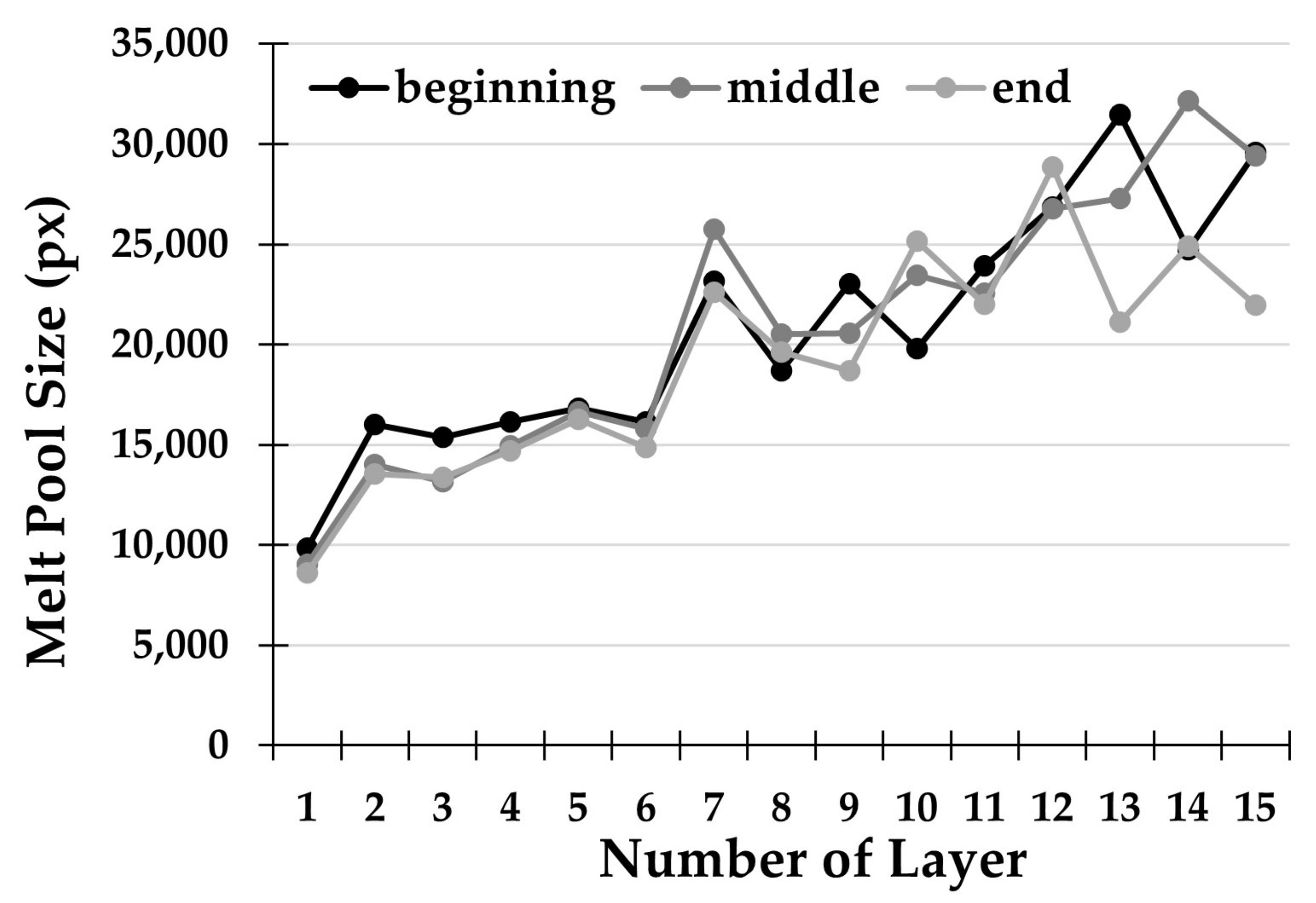
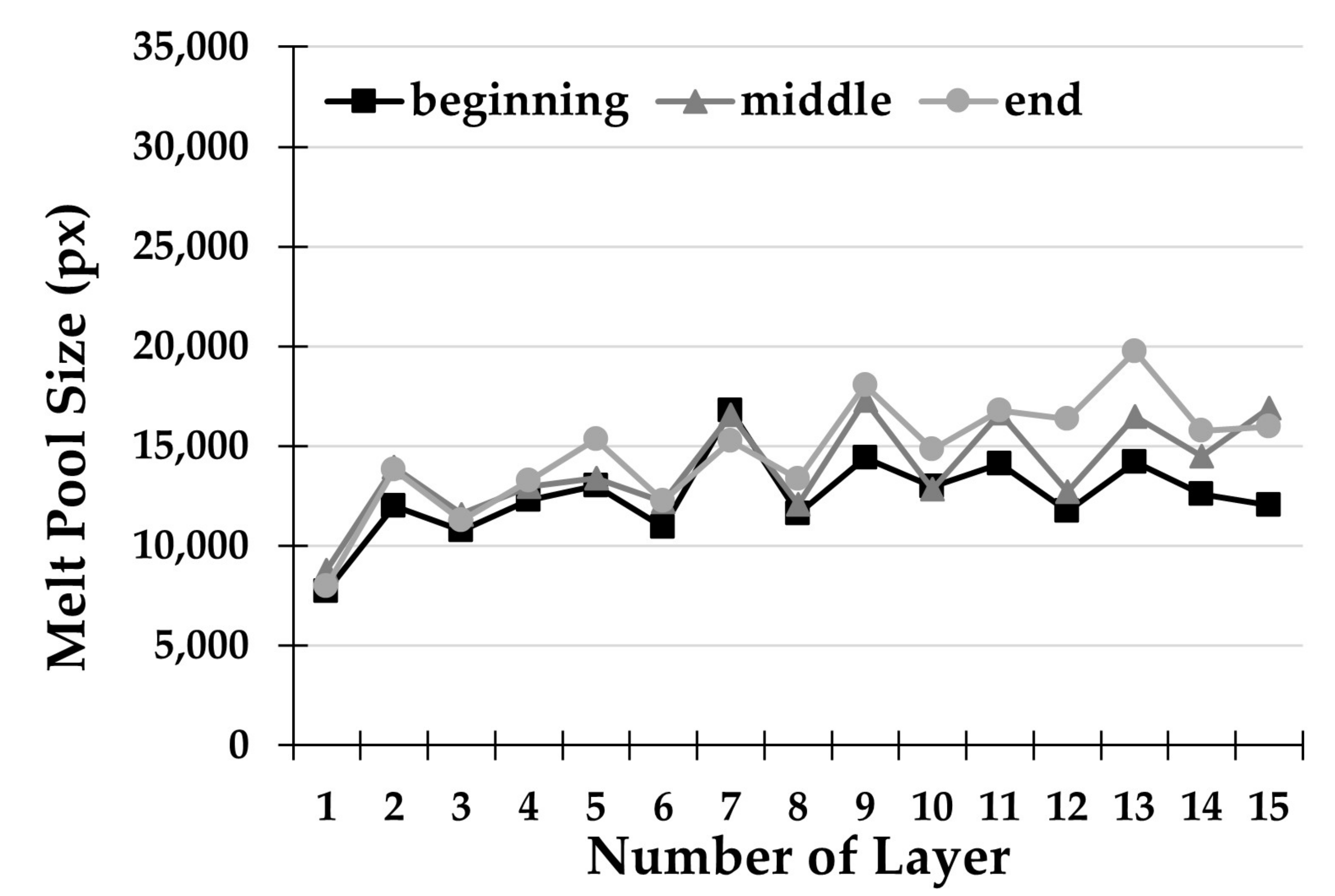
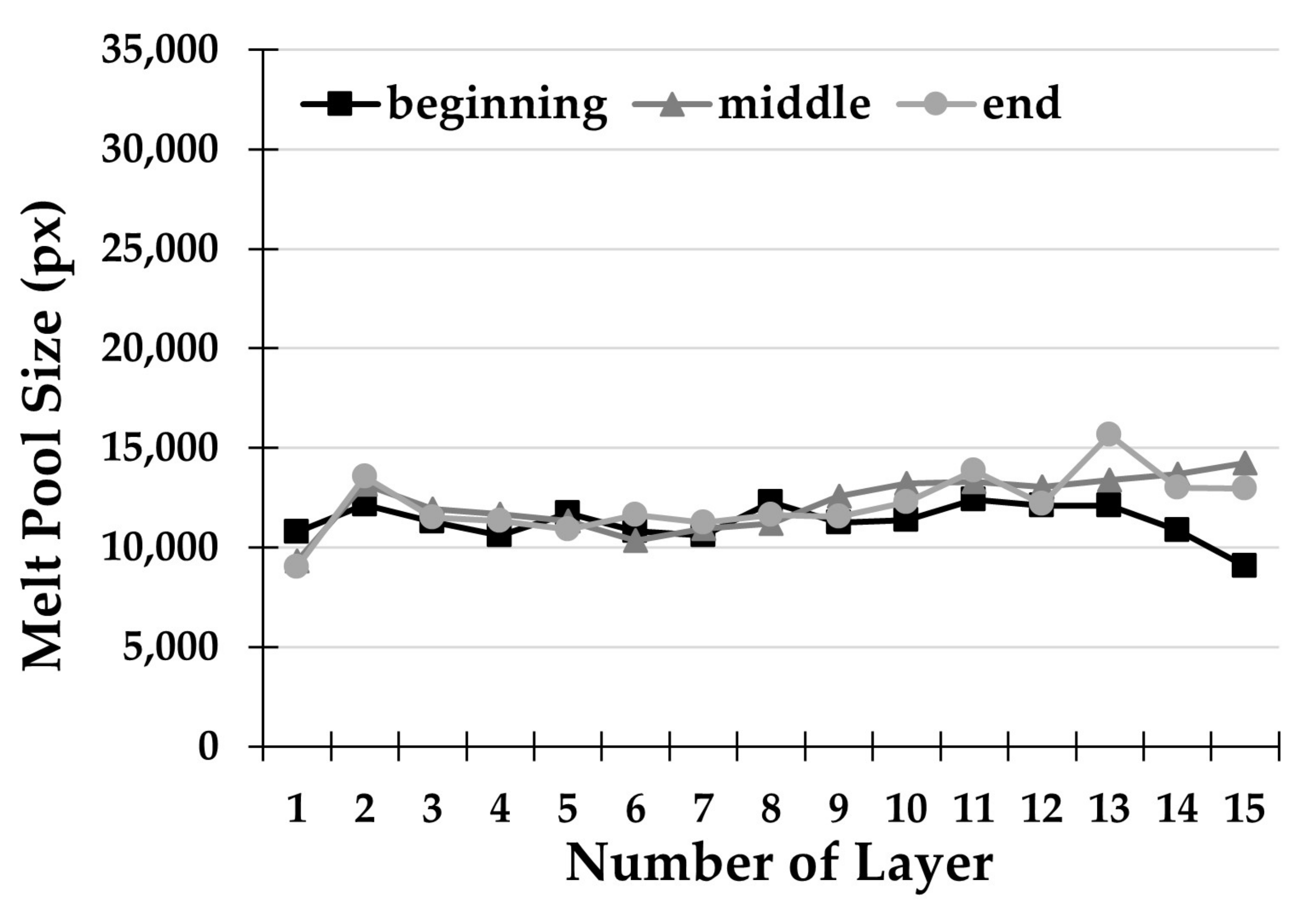
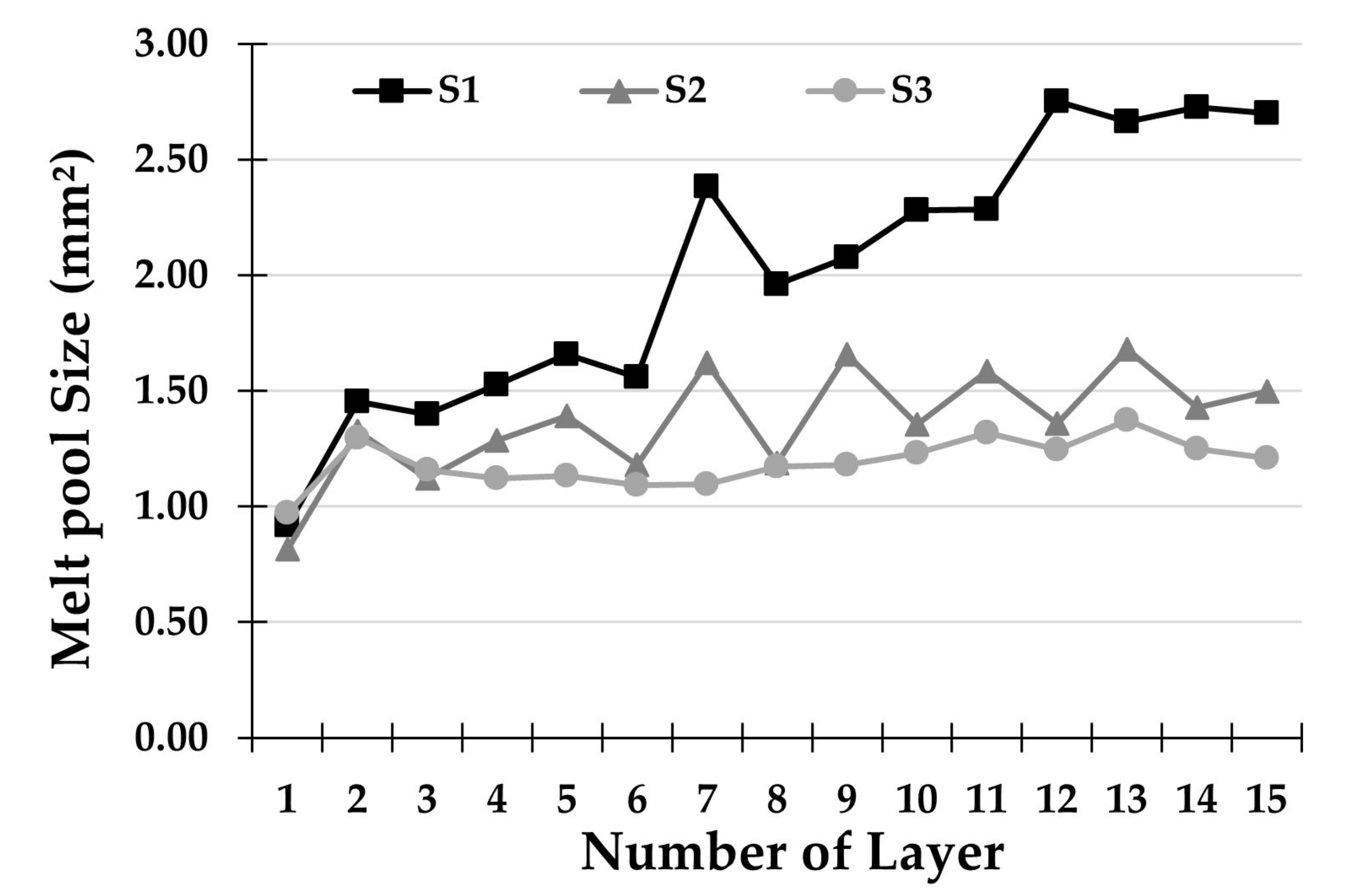
4.2. Effects of Deposition Strategies on Melt Pool Geometry
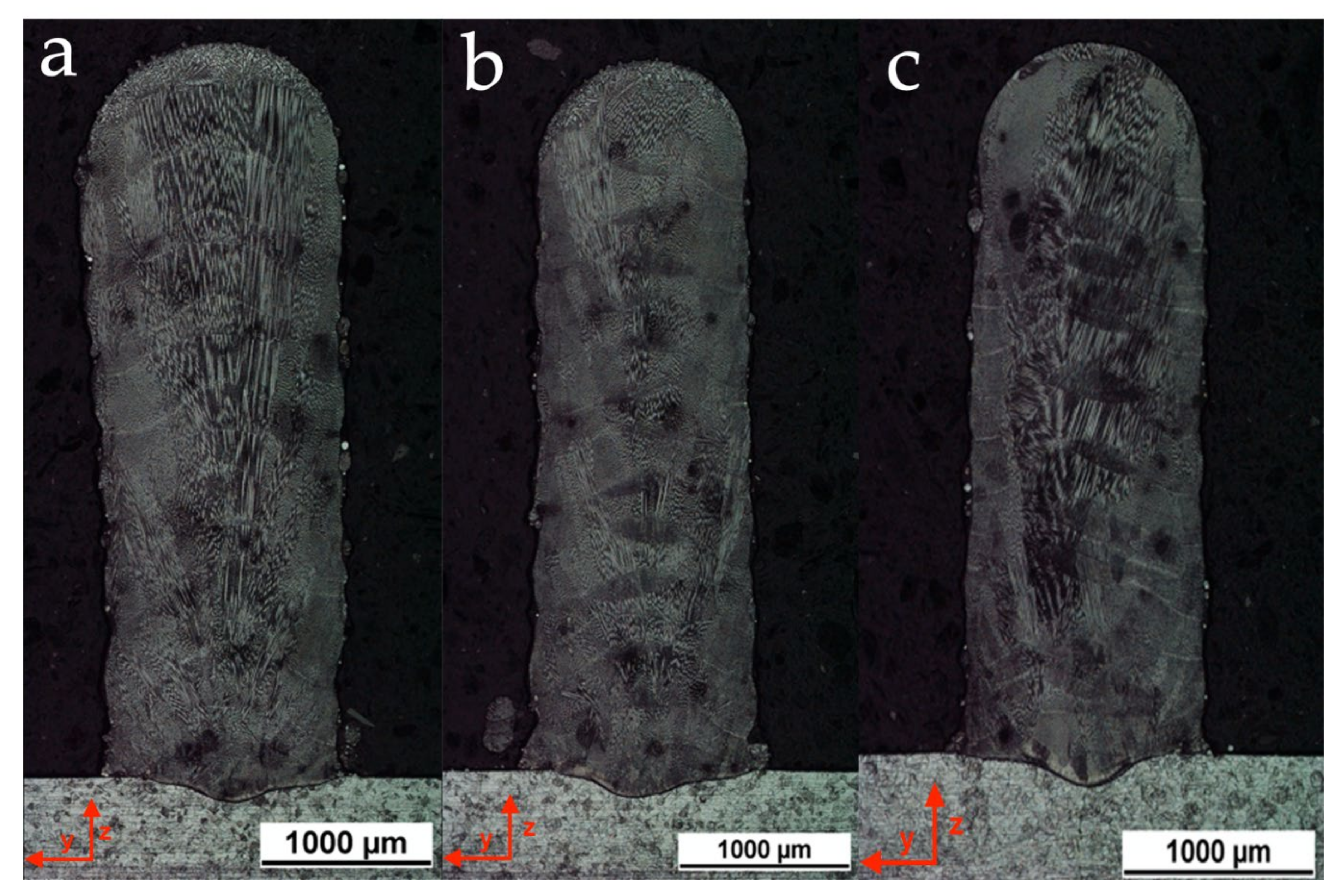
4.3. Analysis of Macrography Cross Sections
5. Conclusions
- The region-based active contour was compared with three image segmentation techniques analyzed in the literature—threshold segmentation, Canny edge, and edge-based active contour. Results show that the region-based active contour outperforms other algorithms in terms of processing speed, resolution, and edge detection accuracy;
- For the two-way deposition strategy without dwelling time (S1), as the deposited layers increased, a marked increase in the melt pool area was observed. The reason for achieving these results is the effect of bi-directional laser scanning, which generates excessive heat accumulation in the workpiece. In addition, there are no waiting times in the deposition under examination, so this effect was amplified.
- Concerning the two-way deposition strategy with 10 s of dwelling time between two consequent paths (S2), the same trend was achieved, but the increasing trend was less steep because the heat accumulation was attenuated by the waiting time between depositions;
- In the one-way deposition strategy with 12.5 s of dwelling time, including 2.5 s for the return to the beginning of the single path (S3), the trend of the areas is approximately constant throughout the process. This is due to the combination of waiting times and constant deposition direction, which allow an effective diffusion of the accumulated heat;
- By analyzing the key points of each track it can be noticed that, regarding the melt pool size variation along with the single deposited layer, the S3 strategy is the most stable, showing an average variation of 1725 px, while the S1 strategy proved to be the most uneven with a maximum variation of more than 10,000 px;
- The average melt pool areas for the three deposition strategies were compared and the following outcomes were recorded—an increase of 1.781 mm2 for strategy S1, 0.682 mm2 for strategy S2, and 0.238 mm2 for strategy S3. These results have corroborated the considerations given above.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ludovico, D.A.; Angelastro, A.; Campanelli, S.L. Experimental Analysis of the Direct Laser Metal Deposition Process. New Trends Technol. Devices Comput. Commun. Ind. Syst. 2010. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Lamikiz, A.; Klocke, F.; Martínez, S.; Arntz, K.; Ukar, E. Evaluation of the relevance of melt pool dynamics in Laser Material Deposition process modeling. Int. J. Heat Mass Transf. 2017, 115, 80–91. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; de Lacalle, L.N.L. Geometric Modelling of Added Layers by Coaxial Laser Cladding. Phys. Procedia 2012, 39, 913–920. [Google Scholar] [CrossRef] [Green Version]
- Ya, W.; Pathiraj, B.; Liu, S. 2D modelling of clad geometry and resulting thermal cycles during laser cladding. J. Mater. Process. Technol. 2016, 230, 217–232. [Google Scholar] [CrossRef]
- Costa, L.; Vilar, R. Laser powder deposition. Rapid Prototyp. J. 2009, 15, 264–279. [Google Scholar] [CrossRef]
- Tang, Z.-J.; Liu, W.-W.; Wang, Y.-W.; Saleheen, K.M.; Liu, Z.-C.; Peng, S.-T.; Zhang, Z.; Zhang, H.-C. A review on in situ monitoring technology for directed energy deposition of metals. Int. J. Adv. Manuf. Technol. 2020, 108, 3437–3463. [Google Scholar] [CrossRef]
- Li, C.; Kao, C.Y.; Gore, J.C.; Ding, Z. Minimization of region-scalable fitting energy for image segmentation. IEEE Trans. Image Process. 2008, 17, 1940–1949. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Fan, Z.; Olsen, S.I.; Christensen, K.H.; Kristensen, J.K. Boosting Active Contours for Weld Pool Visual Tracking in Automatic Arc Welding. IEEE Trans. Autom. Sci. Eng. 2017, 14, 1096–1108. [Google Scholar] [CrossRef] [Green Version]
- Lei, K.; Qin, X.; Liu, H.; Ni, M. Analysis and modeling of melt pool morphology for high power diode laser cladding with a rectangle beam spot. Opt. Lasers Eng. 2018, 110, 89–99. [Google Scholar] [CrossRef]
- Murphy, R.D.; Forrest, E.C. A Review of In-situ Temperature Measurements for Additive Manufacturing Technologies. In Proceedings of the Proposed for presentation at the NCSLI 2016 Workshop & Symposium, Saint Paul, MN, USA, 24–28 July 2016; Available online: https://www.osti.gov/servlets/purl/1365114 (accessed on 1 October 2020).
- Emamian, A.; Farshidianfar, M.H.; Khajepour, A. Thermal monitoring of microstructure and carbide morphology in direct metal deposition of Fe-Ti-C metal matrix composites. J. Alloys Compd. 2017, 710, 20–28. [Google Scholar] [CrossRef]
- Smurov, I.; Doubenskaia, M.; Grigoriev, S.; Nazarov, A. Optical monitoring in laser cladding of Ti6Al4V. J. Therm. Spray Technol. 2012, 21, 1357–1362. [Google Scholar] [CrossRef]
- De Baere, D.; Devesse, W.; De Pauw, B.; Smeesters, L.; Thienpont, H.; Guillaume, P. Spectroscopic monitoring and melt pool temperature estimation during the laser metal deposition process. J. Laser Appl. 2016, 28, 022303. [Google Scholar] [CrossRef]
- Song, L.; Bagavath-Singh, V.; Dutta, B.; Mazumder, J. Control of melt pool temperature and deposition height during direct metal deposition process. Int. J. Adv. Manuf. Technol. 2012, 58, 247–256. [Google Scholar] [CrossRef]
- Liu, S.; Farahmand, P.; Kovacevic, R. Optical monitoring of high power direct diode laser cladding. Opt. Laser Technol. 2014, 64, 363–376. [Google Scholar] [CrossRef]
- He, W.; Shi, W.; Li, J.; Xie, H. In-situ monitoring and deformation characterization by optical techniques; part I: Laser-aided direct metal deposition for additive manufacturing. Opt. Lasers Eng. 2019, 122, 74–88. [Google Scholar] [CrossRef]
- Hassler, U.; Gruber, D.; Hentschel, O.; Sukowski, F.; Grulich, T.; Seifert, L. In-situ monitoring and defect detection for laser metal deposition by using infrared thermography. Phys. Procedia 2016, 83, 1244–1252. [Google Scholar] [CrossRef]
- Akbari, M.; Kovacevic, R. Closed loop control of melt pool width in robotized laser powder–directed energy deposition process. Int. J. Adv. Manuf. Technol. 2019, 104, 2887–2898. [Google Scholar] [CrossRef]
- Ocylok, S.; Alexeev, E.; Mann, S.; Weisheit, A.; Wissenbach, K.; Kelbassa, I. Correlations of melt pool geometry and process parameters during laser metal deposition by coaxial process monitoring. Phys. Procedia 2014, 56, 228–238. [Google Scholar] [CrossRef]
- Sampson, R.; Lancaster, R.; Sutcliffe, M.; Carswell, D.; Hauser, C.; Barras, J. An improved methodology of melt pool monitoring of direct energy deposition processes. Opt. Laser Technol. 2020, 127. [Google Scholar] [CrossRef]
- Vandone, A.; Baraldo, S.; Valente, A.; Mazzucato, F. Vision-based melt pool monitoring system setup for additive manufacturing. Procedia CIRP 2019, 81, 747–752. [Google Scholar] [CrossRef]
- Vandone, A.; Baraldo, S.; Valente, A. Multisensor data fusion for additive manufacturing process control. IEEE Robot. Autom. Lett. 2018, 3, 3279–3284. [Google Scholar] [CrossRef]
- Ding, Y.; Warton, J.; Kovacevic, R. Development of sensing and control system for robotized laser-based direct metal addition system. Addit. Manuf. 2016, 10, 24–35. [Google Scholar] [CrossRef] [Green Version]
- Kledwig, C.; Perfahl, H.; Reisacher, M.; Brückner, F.; Bliedtner, J.; Leyens, C. Analysis of melt pool characteristics and process parameters using a coaxial monitoring system during directed energy deposition in additive manufacturing. Materials 2019, 12, 308. [Google Scholar] [CrossRef] [Green Version]
- Garmendia, I.; Pujana, J.; Lamikiz, A.; Madarieta, M.; Leunda, J. Structured light-based height control for laser metal deposition. J. Manuf. Process. 2019, 42, 20–27. [Google Scholar] [CrossRef]
- Hsu, H.W.; Lo, Y.L.; Lee, M.H. Vision-based inspection system for cladding height measurement in Direct Energy Deposition (DED). Addit. Manuf. 2019, 27, 372–378. [Google Scholar] [CrossRef]
- Errico, V.; Campanelli, S.L.; Angelastro, A.; Mazzarisi, M.; Casalino, G. On the feasibility of AISI 304 stainless steel laser welding with metal powder. J. Manuf. Process. 2020, 56, 96–105. [Google Scholar] [CrossRef]
- Chan, T.F.; Vese, L.A. Active contours without edges. IEEE Trans. Image Process. 2001, 10, 266–277. [Google Scholar] [CrossRef] [Green Version]
- Doubenskaia, M.; Pavlov, M.; Grigoriev, S.; Smurov, I. Definition of brightness temperature and restoration of true temperature in laser cladding using infrared camera. Surf. Coatings Technol. 2013, 220, 244–247. [Google Scholar] [CrossRef]
- Caltanissetta, F.; Grasso, M.; Petrò, S.; Colosimo, B.M. Characterization of in-situ measurements based on layerwise imaging in laser powder bed fusion. Addit. Manuf. 2018, 24, 183–199. [Google Scholar] [CrossRef]
- Yang, Q.; Yuan, Z.; Zhi, X.; Yan, Z.; Tian, H.; Chen, X. Real-time width control of molten pool in laser engineered net shaping based on dual-color image. Opt. Laser Technol. 2020, 123, 105925. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cr | Ni | Mn | Si | C | Fe |
|---|---|---|---|---|---|---|
| AISI 304 stainless steel | 19.14 | 8.71 | 1.15 | 0.40 | 0.061 | 70.539 |
| Material | Cr | Ni | Mn | Si | Mo | C | Fe |
|---|---|---|---|---|---|---|---|
| AISI 316L stainless steel | 16.62 | 11.48 | 2.0 | 0.7 | 2.64 | 0.025 | 66.535 |
| PSD | Particle Size (μm) |
|---|---|
| D10 | 19 |
| D50 | 30 |
| D90 | 46 |
| Parameters | Unit | Notation | Value |
|---|---|---|---|
| Laser power | W | P | 400 |
| Translation speed | mm min−1 | v | 1000 |
| Powder feed rate | g min−1 | Q | 10 |
| Carrier gas flow rate | L min−1 | G | 10 |
| Laser spot diameter | mm | d | 1.5 |
| Parameters | Image | Region-Based Active Contour | Threshold Segmentation | Edge Detection: Canny Edge | Edge-Based Active Contour |
|---|---|---|---|---|---|
| Processing time (s) | I | 0.8344 | 0.8544 | 1.2114 | 3.9432 |
| II | 0.7746 | 0.8876 | 1.1152 | 3.7735 | |
| III | 0.8355 | 1.0280 | 1.2799 | 4.2391 | |
| IV | 0.8167 | 0.8570 | 1.1992 | 3.8467 | |
| Average processing time (s) | I–IV | 0.8153 | 0.9067 | 1.2014 | 3.9506 |
| Accuracy | Very good | Bad | Quite good | Acceptable |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Errico, V.; Campanelli, S.L.; Angelastro, A.; Dassisti, M.; Mazzarisi, M.; Bonserio, C. Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition. Materials 2021, 14, 673. https://doi.org/10.3390/ma14030673
Errico V, Campanelli SL, Angelastro A, Dassisti M, Mazzarisi M, Bonserio C. Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition. Materials. 2021; 14(3):673. https://doi.org/10.3390/ma14030673
Chicago/Turabian StyleErrico, Vito, Sabina Luisa Campanelli, Andrea Angelastro, Michele Dassisti, Marco Mazzarisi, and Cesare Bonserio. 2021. "Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition" Materials 14, no. 3: 673. https://doi.org/10.3390/ma14030673
APA StyleErrico, V., Campanelli, S. L., Angelastro, A., Dassisti, M., Mazzarisi, M., & Bonserio, C. (2021). Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition. Materials, 14(3), 673. https://doi.org/10.3390/ma14030673