
Mitigation of Galvanic Corrosion in Bolted Joint of AZ31B and Carbon Fiber-Reinforced Composite Using Polymer Insulation



Abstract
:1. Introduction
2. Materials and Methods
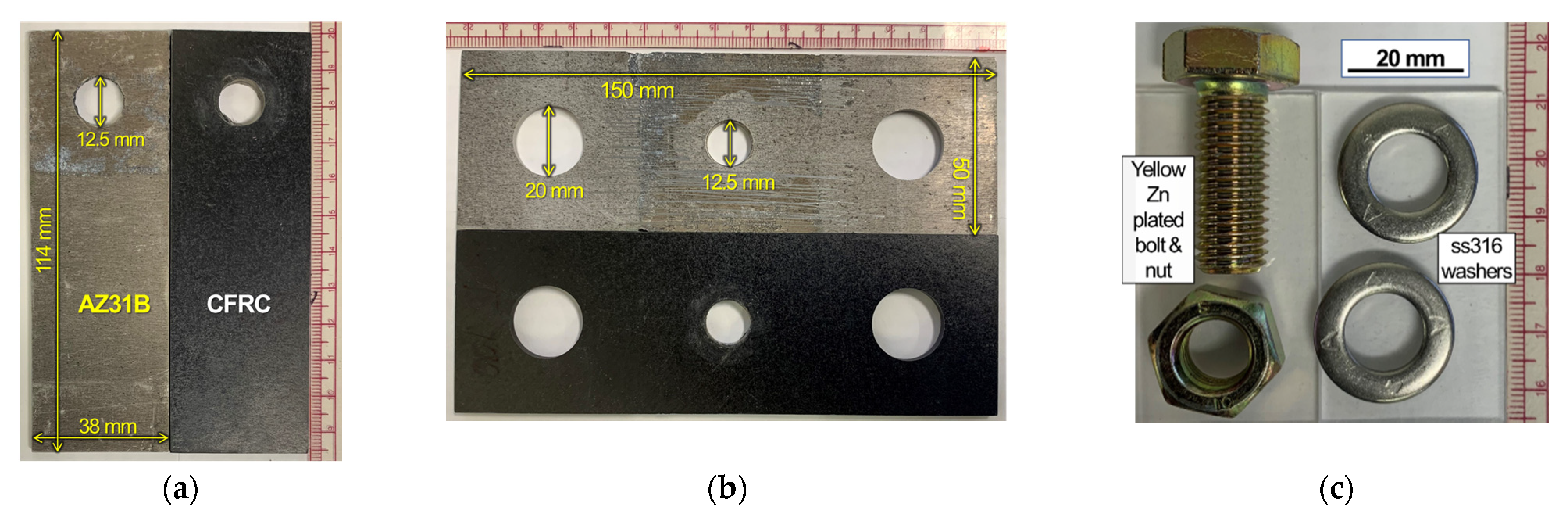
2.1. Materials
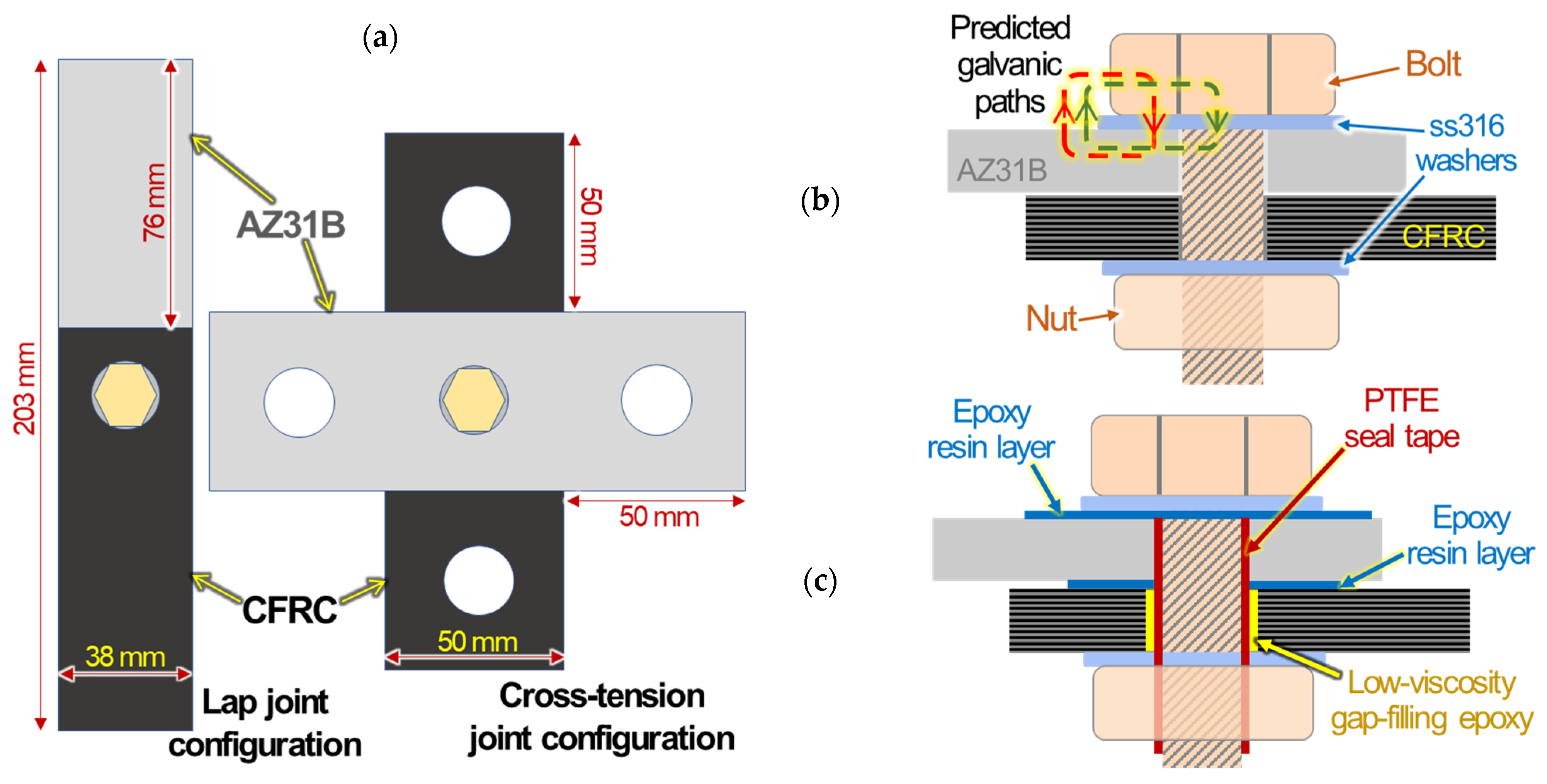
2.2. Assembly of Bolted CFRC-AZ31B Joints
2.3. Corrosion Testing
2.4. Static Lap Shear Tensile Testing
2.5. Characterizations (Optical and Electron Microscopy)
3. Results
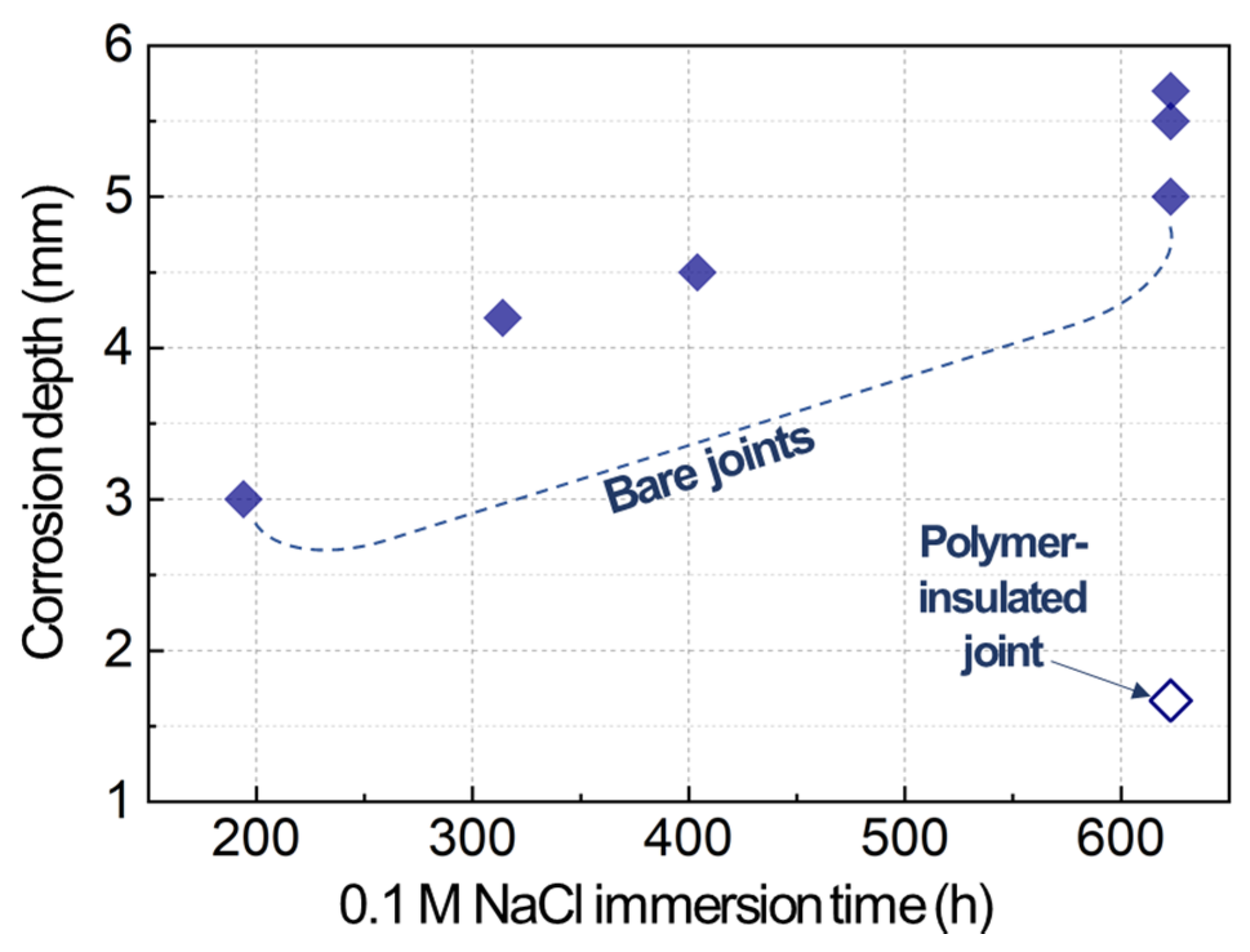
3.1. 0.1 M NaCl Immersion Test
3.2. ASTM B117 Salt Spray Exposure
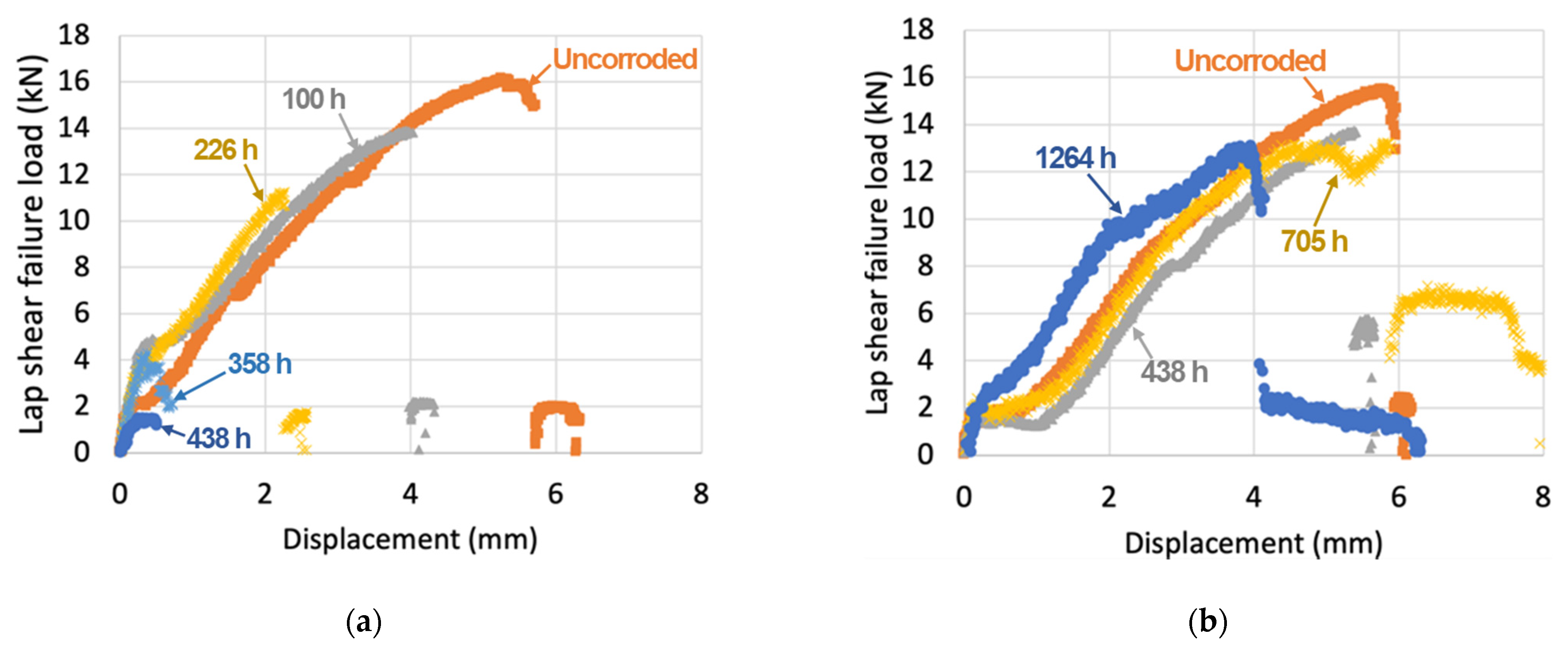
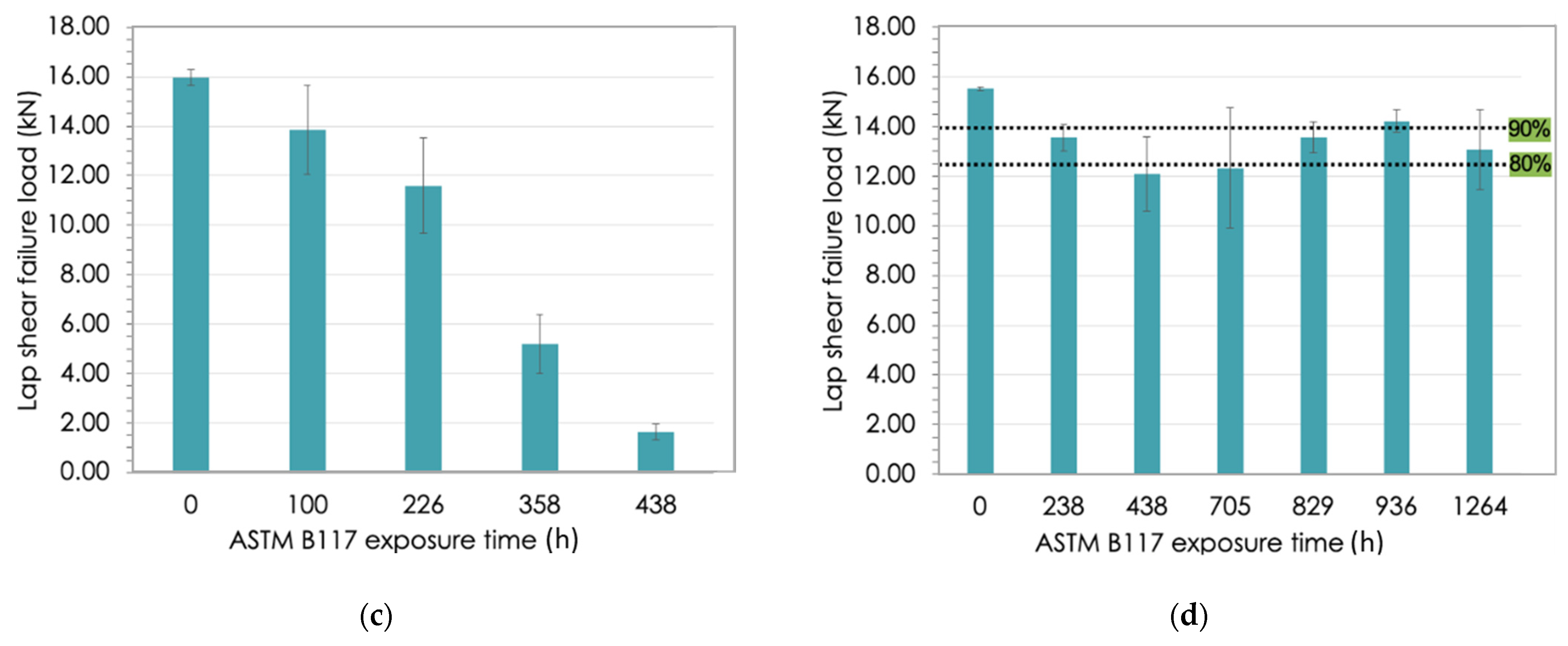
3.3. Mehanial Joint Performance and Fractograph
3.4. Cross-Sectional Characterization
4. Discussion
5. Conclusions
- The corrosion depths of AZ31B measured after the immersion tests were much greater in the bare (i.e., no insulation as the control case) joints than in the polymer-insulated bolted joints, indicating that polymer insulation applied on bolted joints effectively reduced galvanic corrosion.
- After the salt spray exposure tests, the bare joint developed corrosion ditches around the washers, whereas the polymer-insulated joints did not have any severe attack in the same location. The corrosion volume determined by optical profilometry was greater in the bare joints than in the polymer-insulated joints.
- Only about 10% of joint strength remained in the bare joints after 438 h salt spray exposure, with the failure initiated at a corrosion ditch of the AZ31B surface. In contrast, 80~90% of joint strength remained in the polymer-insulated joints after 1264 h in the failure mode, a strength similar to the uncorroded specimens.
- Post-corrosion polymer-insulated joints (1264 h salt spray exposure) revealed local corrosion pits on the surface of the AZ31B adjacent to the washer, as seen in a cross-sectional characterization, indicating that polymer insulation did not completely remove the galvanic corrosion, but it functioned as a mitigation method.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kleinbaum, S.; Jiang, C.; Logan, S. Enabling sustainable transportation through joining of dissimilar lightweight materials. MRS Bull. 2019, 44, 608–612. [Google Scholar] [CrossRef] [Green Version]
- Luo, A.A.; Sachdev, A.K. Advances in Wrought Magnesium Alloys; Bettles, C., Barnett, M., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 393–426. [Google Scholar]
- Adam, A. Carbon fibre in automotive applications. Mater. Design 1997, 18, 349–355. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.; Tan, X.; Zhang, J. Improvement of the laser joining of CFRP and aluminum via laser pre-treatment. Int. J. Adv. Manuf. Technol. 2017, 90, 3465–3472. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Xiao, B.; Wu, L.; Nakata, K.; Saeki, S.; Kitamoto, Y.; Iwamoto, Y. Resistance spot welding of metal/carbon-fibre-reinforced plastics and applying silane coupling treatment. Sci. Technol. Weld. Join. 2018, 23, 181–186. [Google Scholar] [CrossRef]
- Balle, F.; Wagner, G.; Eifler, D. Ultrasonic spot welding of aluminum sheet/carbon fiber reinforced polymer—joints. Mater. Und Werkst. 2007, 38, 934–938. [Google Scholar] [CrossRef]
- Amancio-Filho, S.; Bueno, C.; dos Santos, J.; Huber, N.; Hage, E. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef] [Green Version]
- Goushegir, S.; dos Santos, J.; Amancio-Filho, S. Friction Spot Joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Mater. Des. 2014, 54, 196–206. [Google Scholar] [CrossRef]
- Esteves, J.; Goushegir, S.; Dos Santos, J.; Canto, L.; Hage, E.; Amancio-Filho, S. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): Effects of process parameters on the microstructure and mechanical strength. Mater. Des. 2015, 66, 437–445. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Lim, Y.C.; Park, H.; Jang, J.; McMurray, J.W.; Lokitz, B.S.; Keum, J.K.; Wu, Z.; Feng, Z. Dissimilar materials joining of carbon fiber polymer to dual phase 980 by friction bit joining, adhesive bonding, and weldbonding. Metals 2018, 8, 865. [Google Scholar] [CrossRef] [Green Version]
- Lim, Y.C.; Chen, J.; Jun, J.; Leonard, D.N.; Brady, M.P.; Warren, C.D.; Feng, Z. Mechanical and Corrosion Assessment of Friction Self-Piercing Rivet Joint of Carbon Fiber-Reinforced Polymer and Magnesium Alloy AZ31B. J. Manuf. Sci. Eng. Trans. ASME 2021, 143, 031006. [Google Scholar] [CrossRef]
- Kolesnikov, B.; Herbeck, L.; Fink, A. CFRP/titanium hybrid material for improving composite bolted joints. Compos. Struct. 2008, 83, 368–380. [Google Scholar] [CrossRef]
- Di Franco, G.; Fratini, L.; Pasta, A. Influence of the distance between rivets in self-piercing riveting bonded joints made of carbon fiber panels and AA2024 blanks. Mater. Des. 2012, 35, 342–349. [Google Scholar] [CrossRef]
- Min, J.; Li, Y.; Li, J.; Carlson, B.E.; Lin, J. Friction stir blind riveting of carbon fiber-reinforced polymer composite and aluminum alloy sheets. Int. J. Adv. Manuf. Technol. 2015, 76, 1403–1410. [Google Scholar] [CrossRef]
- Anyfantis, K.N.; Tsouvalis, N.G. Loading and fracture response of CFRP-to-steel adhesively bonded joints with thick adherents—Part I: Experiments. Compos. Struct. 2013, 96, 850–857. [Google Scholar] [CrossRef]
- Di Franco, G.; Fratini, L.; Pasta, A. Analysis of the mechanical performance of hybrid (SPR/bonded) single-lap joints between CFRP panels and aluminum blanks. Int. J. Adhes. Adhes. 2013, 41, 24–32. [Google Scholar] [CrossRef]
- Wang, J.W.; Liu, Z.X.; Shang, Y.; Liu, A.L.; Wang, M.X.; Sun, R.N.; Wang, P.-C. Self-Piercing Riveting of Wrought Magnesium AZ31 Sheets. J. Manuf. Sci. Eng. 2011, 133, 031009. [Google Scholar] [CrossRef]
- Galińska, A. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part I: Bolted Joining. Polymers 2020, 12, 2252. [Google Scholar] [CrossRef]
- Wielage, B.; Mücklich, S.; Grund, T. Corrosion behaviour of soldered joints of magnesium alloys and dissimilar materials. Microchim. Acta 2006, 156, 151–157. [Google Scholar] [CrossRef]
- Lebozec, N.; Legac, A.; Thierry, D. Corrosion performance and mechanical properties of joined automotive materials. Mater. Corros. 2012, 63, 408–415. [Google Scholar] [CrossRef]
- Lim, Y.C.; Squires, L.; Pan, T.-Y.; Miles, M.; Keum, J.K.; Song, G.-L.; Wang, Y.; Feng, Z. Corrosion behaviour of friction-bit-joined and weld-bonded AA7075-T6/galvannealed DP980. Sci. Technol. Weld. Join. 2017, 22, 455–464. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L.; Proverbio, E.; Passari, R.; Valenza, A. Salt spray fog ageing of hybrid composite/metal rivet joints for automotive applications. Compos. Part B Eng. 2017, 108, 65–74. [Google Scholar] [CrossRef]
- Cain, T.; Bland, L.; Birbilis, N.; Scully, J. A Compilation of Corrosion Potentials for Magnesium Alloys. Corrosion 2014, 70, 1043–1051. [Google Scholar] [CrossRef]
- Feng, Z.; Hurley, B.; Li, J.; Buchheit, R. Corrosion Inhibition Study of Aqueous Vanadate on Mg Alloy AZ31. J. Electrochem. Soc. 2018, 165, C94–C102. [Google Scholar] [CrossRef]
- Zhang, D.-W.; Qi, Z.; Xiaoguang, F.; Shengdun, Z. Review on joining process of carbon fiber-reinforced polymer and metal: Applications and outlook. Rare Metal Mater. Eng. 2019, 48, 44–54. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Cu | Mn | Zn | Ca | Ni | Be | Si | Fe | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt% | 3.03 | 0.001 | 0.42 | 1.08 | 0.001 | 0.001 | <0.001 | 0.015 | 0.0025 | <0.3 |
| Properties | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| AZ31B | 220.5 | 299.5 | 13.05 |
| CFRC (Longitudinal direction) | 96.3 | 194 | 22.7 |
| CFRC (45° direction) | N/A | 907.7 | 0.23 |
| ASTM B117 Exposure Time (h) | Peak Fracture Load (kN) | Elongation at Failure (mm) | Retained Strength (%) |
|---|---|---|---|
| 0 | 15.96 ± 0.32 | 7.16 ± 1.25 | 100 |
| 100 | 13.85 ± 1.81 | 4.84 ± 1.20 | 86.8 |
| 226 | 11.59 ± 1.93 | 3.58 ± 1.15 | 72.7 |
| 358 | 5.18 ± 1.19 | 2.02 ± 1.11 | 32.5 |
| 438 | 1.64 ± 0.33 | 0.45 ± 0.34 | 10.3 |
| ASTM B117 Exposure Time (h) | Peak Fracture Load (kN) | Elongation at Failure (mm) | Retained Strength (%) |
|---|---|---|---|
| 0 | 15.51 ± 0.07 | 6.45 ± 0.31 | 100 |
| 238 | 13.55 ± 0.53 | 7.42 ± 0.59 | 88.3 |
| 438 | 12.09 ± 1.48 | 5.81 ± 0.49 | 78.0 |
| 705 | 12.33 ± 2.43 | 6.19 ± 1.64 | 79.5 |
| 829 | 13.57 ± 0.64 | 7.03 ± 0.20 | 87.5 |
| 936 | 14.22 ± 0.47 | 7.10 ± 1.12 | 91.7 |
| 1264 | 13.06 ± 1.61 | 5.79 ± 0.49 | 84.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jun, J.; Lim, Y.C.; Li, Y.; Warren, C.D.; Feng, Z. Mitigation of Galvanic Corrosion in Bolted Joint of AZ31B and Carbon Fiber-Reinforced Composite Using Polymer Insulation. Materials 2021, 14, 1670. https://doi.org/10.3390/ma14071670
Jun J, Lim YC, Li Y, Warren CD, Feng Z. Mitigation of Galvanic Corrosion in Bolted Joint of AZ31B and Carbon Fiber-Reinforced Composite Using Polymer Insulation. Materials. 2021; 14(7):1670. https://doi.org/10.3390/ma14071670
Chicago/Turabian StyleJun, Jiheon, Yong Chae Lim, Yuan Li, Charles David Warren, and Zhili Feng. 2021. "Mitigation of Galvanic Corrosion in Bolted Joint of AZ31B and Carbon Fiber-Reinforced Composite Using Polymer Insulation" Materials 14, no. 7: 1670. https://doi.org/10.3390/ma14071670
APA StyleJun, J., Lim, Y. C., Li, Y., Warren, C. D., & Feng, Z. (2021). Mitigation of Galvanic Corrosion in Bolted Joint of AZ31B and Carbon Fiber-Reinforced Composite Using Polymer Insulation. Materials, 14(7), 1670. https://doi.org/10.3390/ma14071670