
Characteristics of Entrained Air Voids in Hardened Concrete with the Method of Digital Image Analysis Coupled with Schwartz-Saltykov Conversion


Abstract
:1. Introduction
2. Algorithm of Conversion from 2D to 3D
- Air voids in the system are spherical, and the pores on the test disc are circular.
- Voids are distributed randomly throughout the specimen without any regular packing.
- The size of voids is measurable even if they overlap on the image(plane) or space.
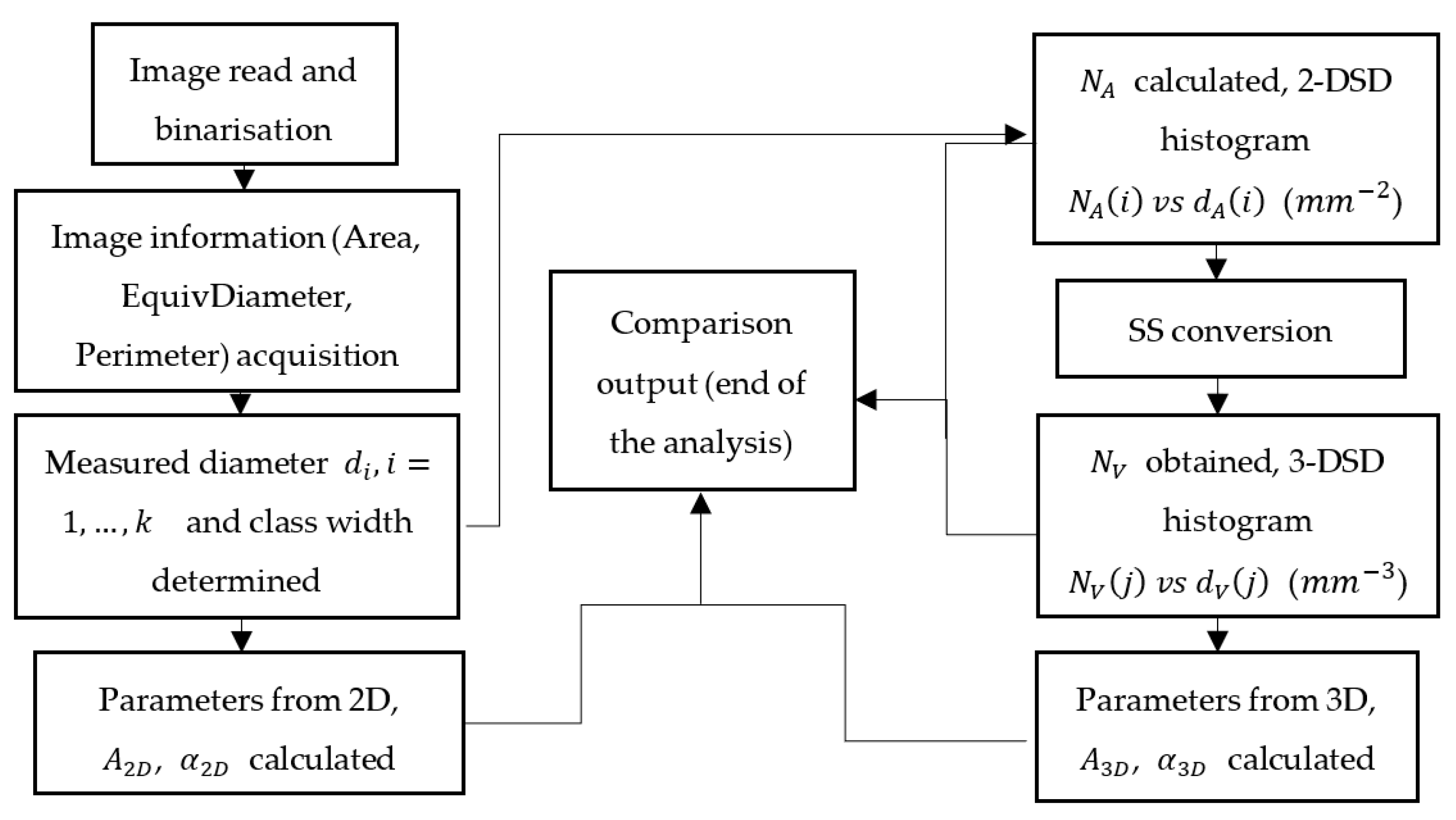
- Predetermination of the maximum diameter of air void, and the width of classes , thereby determining the maximum class number of ;
- Determination of 2D conditions: the number of sections per unit test area (); the coding that computed and was written in MATLAB R2020a based on the above formulae;
- Obtain the number of spheres per unit volume ();
- Distribution histograms and are generated and denoted as 2-DSD and 3-DSD for short.
3. Parameters of the Air Void System
3.1. Parameters of Air Void System Obtained from Area Measurement (2D Parameters)
3.1.1. Air Content
3.1.2. Specific Surface of Air Voids
3.2. Parameters of Air Void System after SS Conversion (3D Parameters)
3.2.1. Air Content after SS Conversion
3.2.2. Specific Surface of Air Voids after SS Conversion
4. Materials and Experimental Methods
4.1. Materials and Sampling
4.2. Experimental Methods
4.2.1. Thin Section Method
4.2.2. Pressure Saturation Method
4.2.3. Sample Preparation Technique for DIA
5. Results and Discussion
5.1. A Comparison among Different Pore Size Distributions of Air Voids
5.1.1. A Comparison between Curves from 2-DSD and 3-DSD
5.1.2. A Comparison among Curves with Different Class Widths (How the Width Influences the 3D Results)
5.2. A Comparison among the Parameters Obtained from the DIA Method, the TS Method, and the PS Method
5.2.1. A Comparison between the Parameters of 2D and 3D Obtained from the DIA Method
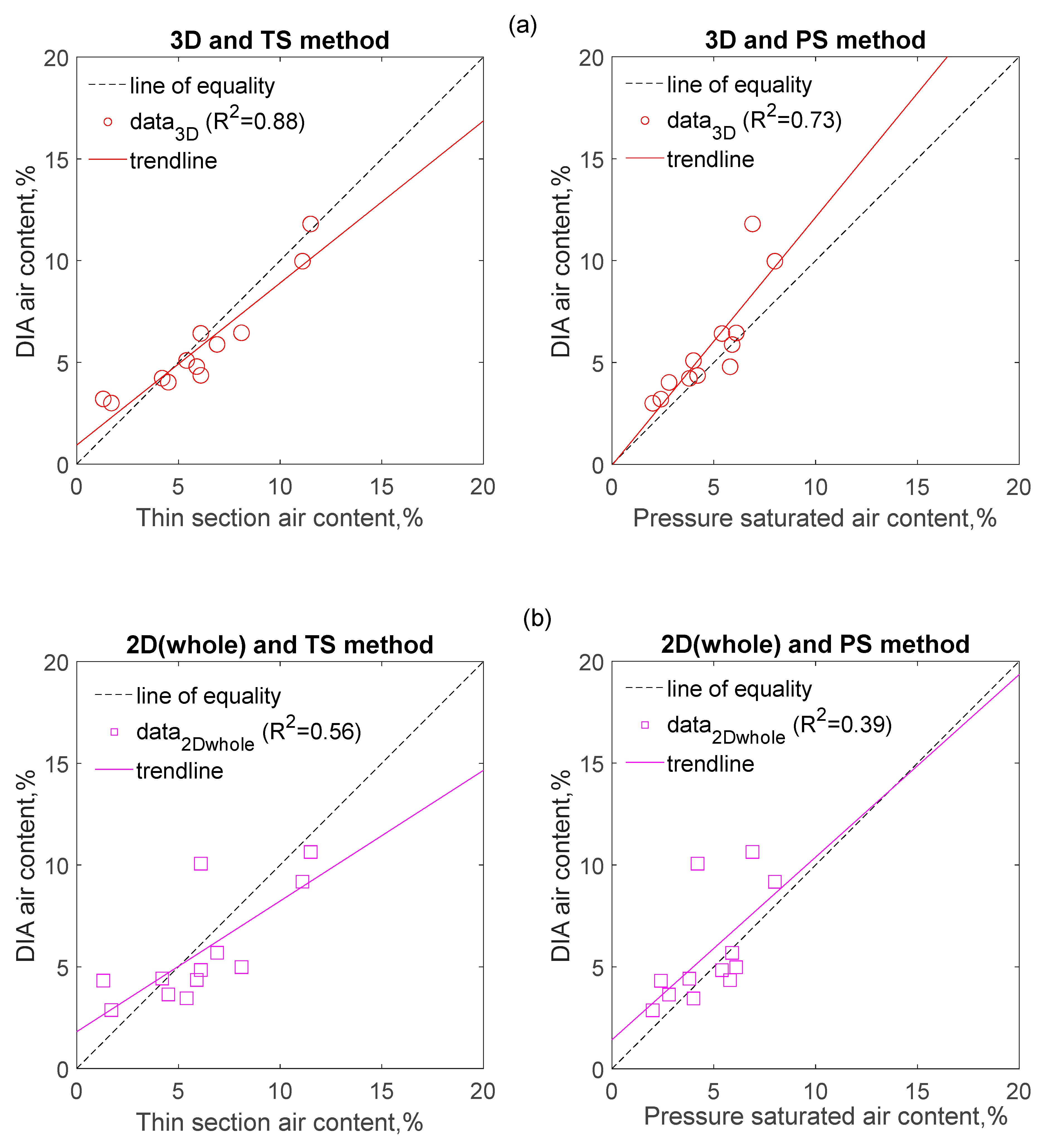
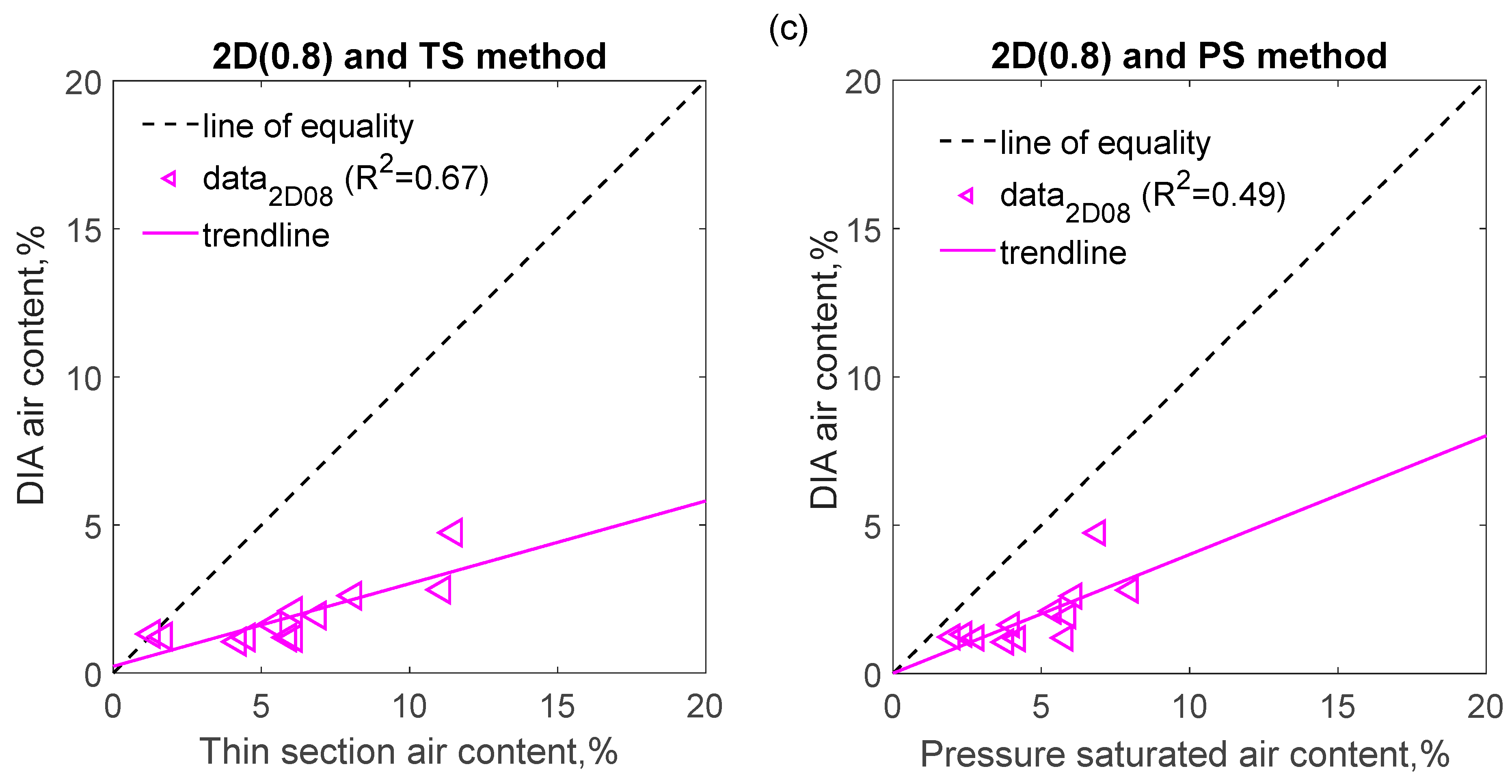
5.2.2. A Comparison between Parameters Obtained from the DIA Method and That from Traditional Methods
6. Conclusions
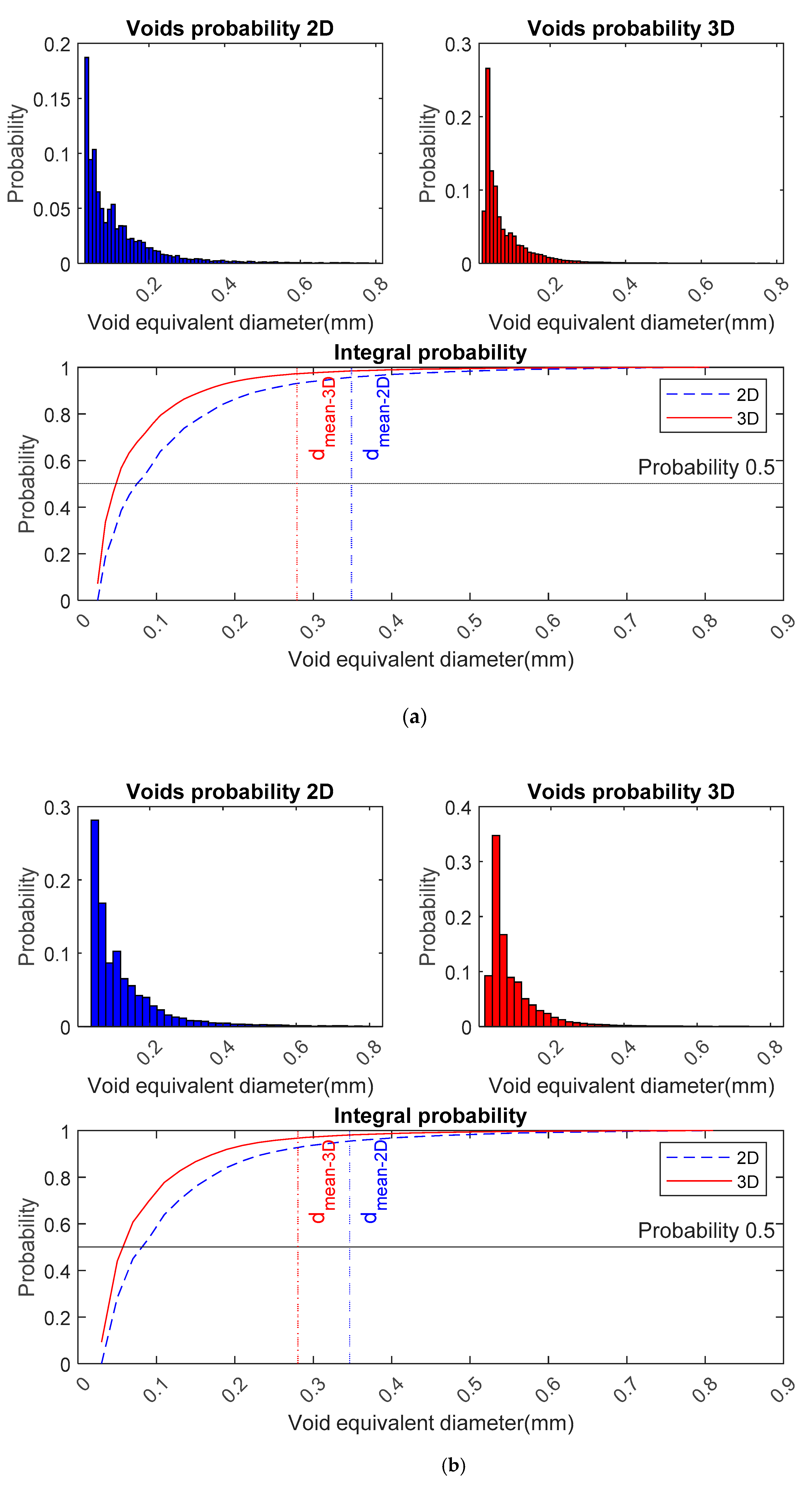
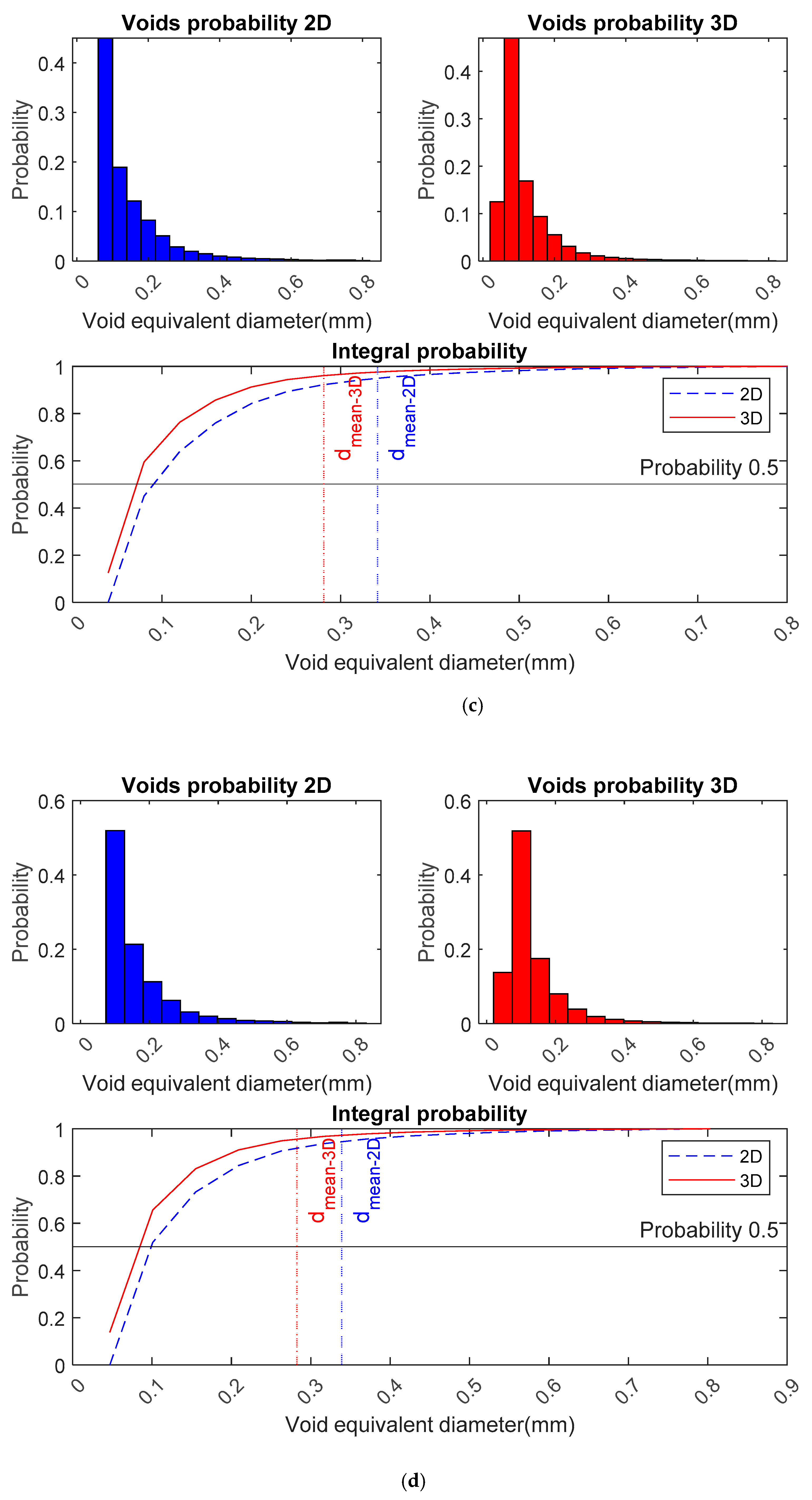
- Values of mean diameter and median diameter of the 3-DSD of air voids are smaller than the corresponding values of the 2-DSD of air voids, regardless of the class widths. It indicates that the peak of 3-DSD of air voids falls in smaller voids, and 3-DSD of air voids shifts to a narrow size range, in comparison with the 2-DSD of air voids. In addition, it is obvious that the voids density in 2D is less than that in 3D.
- It is found that more details of the distribution curve are missing when the value of class widths increases. The median diameters increase with the increase of class width. However, the mean diameters of 2-DSD and 3-DSD remain almost constant, irrespective of the value of class width. This suggests that the shape of the 3-DSD of air voids remains constant irrespective of the class widths.
- With an increase in the value of class width, the voids volume density () decreases, while the standard deviation increases. This indicates the deviation of from the true value becomes large with the increasing of class width.
- Increasing the number of classes can minimise the standard deviation in the estimation. However, it also results in a leap in the total number of voids, which will influence the estimation of air content.
- Parameters, i.e., specific surface and spacing factor from 2D and 3D, as well as air content from 2D, almost remained constant irrespective of the value of class width. Only the air content from 3D was affected significantly by class width because the air content of 3D derives from the value of , which was significantly influenced by class width.
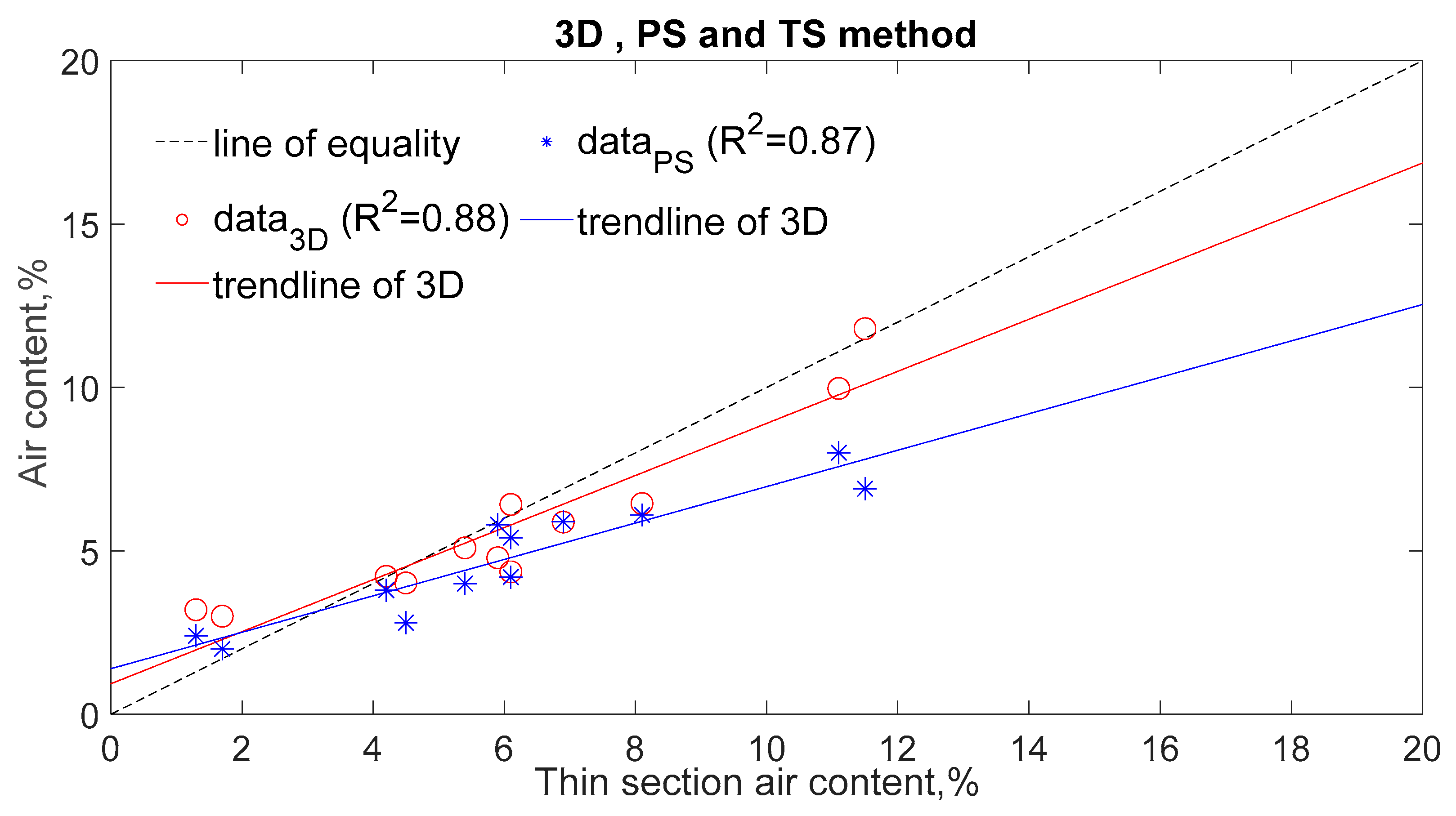
- The DIA method coupled with SS conversion estimates the air content with more accuracy than without SS conversion due to the air content from 3D having a higher correlation with that from the TS method, as well as air content from the PS method, as compared with the air content from 2D. Also, the correlation between air content obtained from the DIA method and that from the TS method is as good as the correlation observed between the PS method and the TS method. It suggests the DIA method coupled with SS conversion is a logical method to estimate the air content of concrete.
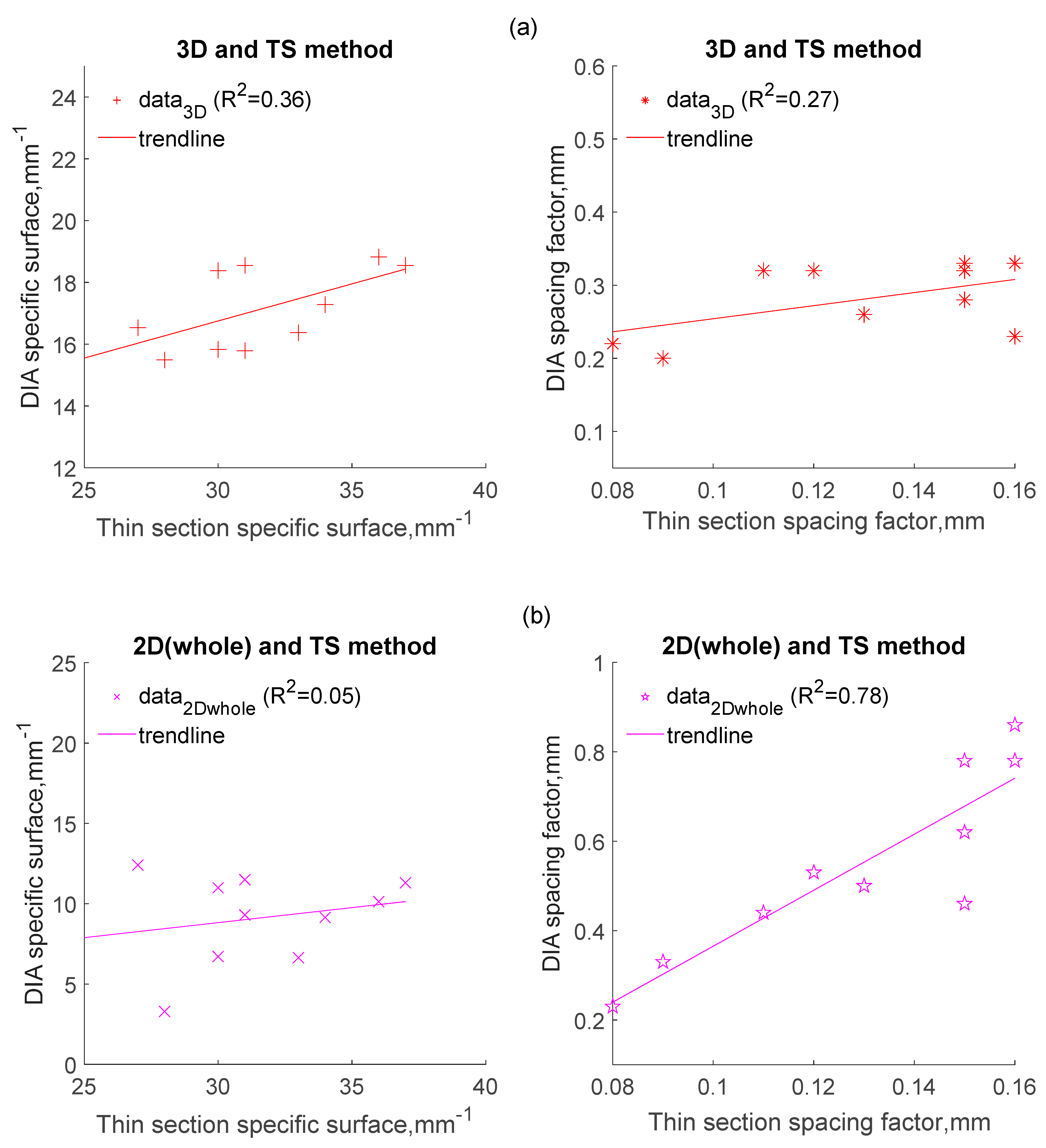
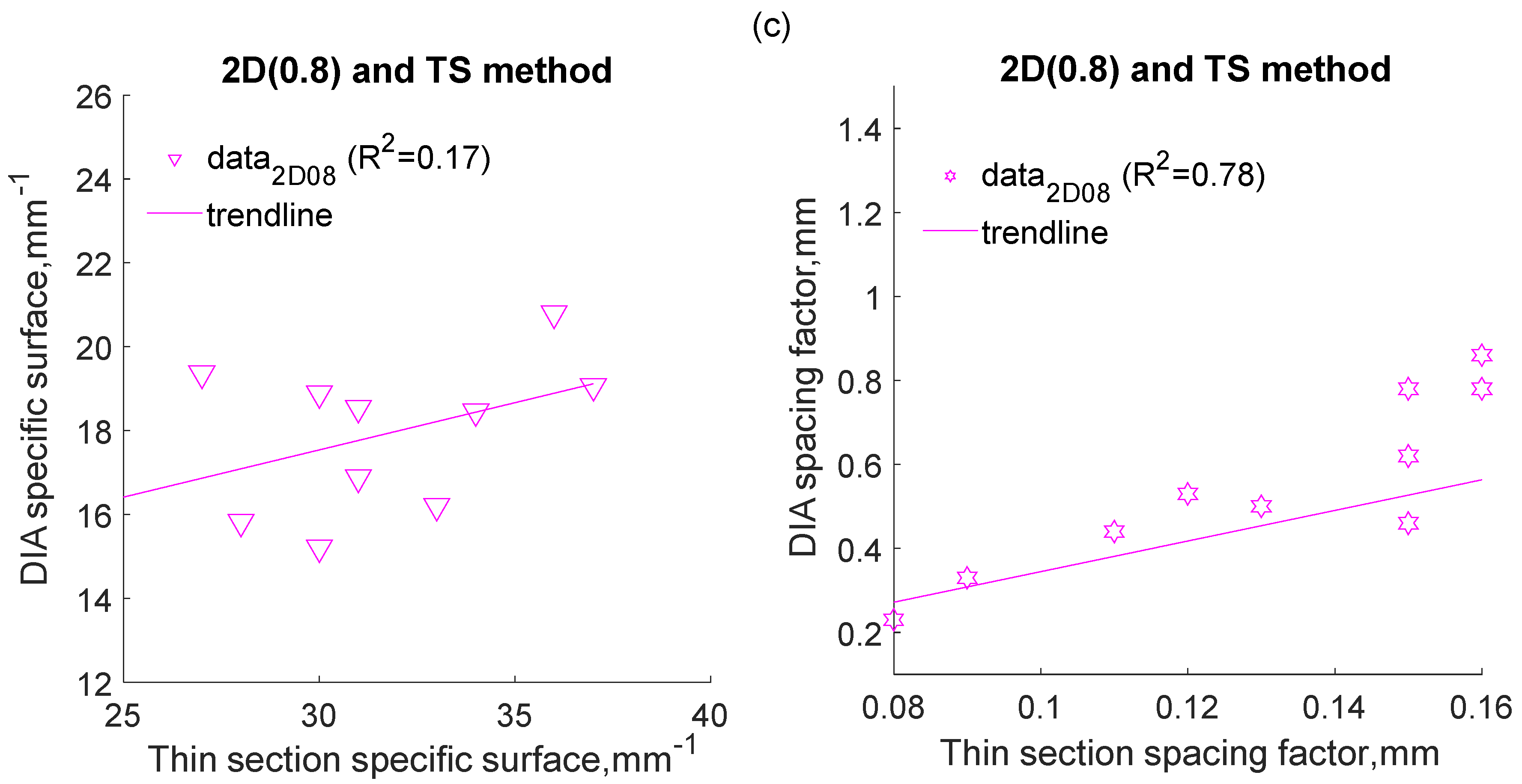
- The correlation between parameters, e.g., specific surface and spacing factor, obtained from the DIA method, and those from the TS method, are not as good as the correlation observed for the air content. However, it is surprising that the DIA method shows an acceptable correlation with the TS method when the spacing factor from 2D (without SS conversion) is considered, while both methods show poor correlations when the corresponding specific surface is considered. It can be explained that the error source is probably from , because it has less influence on the spacing factor than air content.
- The air content from 3D can reach a satisfactory agreement with that from TS due to the contribution from an increase in the estimation of small voids. Thus, it can be concluded that the estimation of air voids density, i.e., , is critical when computing the characteristics of the air void system using the DIA method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Powers, T.C. Void space as a basis for producing air-entrained concrete. J. Proc. 1954, 50, 741–760. [Google Scholar]
- Ohta, T.; Ohhashi, T.; Nemoto, T.; Konagai, N. Measurement of air void parameters in hardened concrete using automatic image analyzing system. Proc. JCI 1986, 8, 183–190. [Google Scholar]
- Chatterji, S.; Gudmundsson, H. Characterisation of entrained air bubble systems in concretes by means of an image analysing microscope. Cem. Concr. Res. 1977, 7, 423–428. [Google Scholar] [CrossRef]
- Aligizaki, K.K.; Cady, P.D. Air content and size distribution of air voids in hardened cement pastes using the section-analysis method. Cem. Concr. Res. 1999, 29, 273–280. [Google Scholar] [CrossRef]
- Elsen, J. Automated air void analysis on hardened concrete: Results of a European intercomparison testing program. Cem. Concr. Res. 2001, 31, 1027–1031. [Google Scholar] [CrossRef]
- Murotani, T.; Igarashi, S.; Koto, H. Distribution analysis and modelling of air voids in concrete as spatial point processes. Cem. Concr. Res. 2019, 115, 124–132. [Google Scholar] [CrossRef]
- Wawrzeńczyk, J.; Kozak, W. Protected Paste Volume (PPV) as a parameter linking the air-pore structure in concrete with the frost resistance results. Constr. Build. Mater. 2016, 112, 360–365. [Google Scholar] [CrossRef] [Green Version]
- Schock, J.; Liebl, S.; Achterhold, K.; Pfeiffer, F. Obtaining the spacing factor of microporous concrete using high-resolution Dual Energy X-ray Micro CT. Cem. Concr. Res. 2016, 89, 200–205. [Google Scholar] [CrossRef]
- Jin, S.; Zhang, J.; Huang, B. Fractal analysis of effect of air void on freeze–thaw resistance of concrete. Constr. Build. Mater. 2013, 47, 126–130. [Google Scholar] [CrossRef]
- Kim, K.Y.; Yun, T.S.; Choo, J.; Kang, D.H.; Shin, H.S. Determination of air-void parameters of hardened cement-based materials using X-ray computed tomography. Constr. Build. Mater. 2012, 37, 93–101. [Google Scholar] [CrossRef]
- Molendowska, A.; Wawrzeńczyk, J.; Kowalczyk, H. Development of the measuring techniques for estimating the air void system parameters in concrete using 2D analysis method. Materials 2020, 13, 428. [Google Scholar] [CrossRef] [Green Version]
- Mayercsik, N.P.; Felice, R.; Ley, M.T.; Kurtis, K.E. A probabilistic technique for entrained air void analysis in hardened concrete. Cem. Concr. Res. 2014, 59, 16–23. [Google Scholar] [CrossRef]
- Aligizaki, K.K. Pore Structure of Cement-Based Materials: Testing, Interpretation, and Requirements; Taylor & Francis: London, UK; New York, NY, USA, 2005. [Google Scholar]
- Yun, K.K.; Jeong, W.K.; Jun, I.K.; Lee, B.H. Analysis of air voids system using image analysis technique in hardened concrete. J. Korea Concr. Inst. 2004, 16, 741–750. [Google Scholar] [CrossRef]
- Ross, L.; Russ, J.C. The image processing handbook. Microsc. Microanal. 2011, 17, 843. [Google Scholar] [CrossRef]
- Shih, F.Y. Image Processing and Pattern Recognition: Fundamentals and Techniques; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Konkol, J.; Prokopski, G. The use of fractal geometry for the assessment of the diversification of macro-pores in concrete. Image Anal. Stereol. 2011, 30, 89–100. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Zou, R.; Castaneda, D.; Riding, K.; Lange, D. Advances in measuring air-void parameters in hardened concrete using a flatbed scanner. J. Test. Eval. 2017, 45, 1713–1725. [Google Scholar] [CrossRef]
- Dewey, G.R.; Darwin, D. Image Analysis of air Voids in Air-Entrained Concrete; University of Kansas Center for Research, Inc.: Lawrence, KS, USA, 1991. [Google Scholar]
- Cruz-Orive, L.M. Distribution-free estimation of sphere size distributions from slabs showing over projection and truncation, with a review of previous methods. J. Microsc. 1983, 131, 265–290. [Google Scholar] [CrossRef]
- Pleau, R.; Pigeon, M.; Laurencot, J. Some findings on the usefulness of image analysis for determining the characteristics of the air-void system on hardened concrete. Cem. Concr. Compos. 2001, 23, 237–246. [Google Scholar] [CrossRef]
- Zalocha, D.; Kasperkiewicz, J. Estimation of the structure of air entrained concrete using a flatbed scanner. Cem. Concr. Res. 2005, 35, 2041–2046. [Google Scholar] [CrossRef]
- Fonseca, P.C.; Scherer, G. An image analysis procedure to quantify the air void system of mortar and concrete. Mater. Struct. 2015, 48, 3087–3098. [Google Scholar] [CrossRef] [Green Version]
- Elsen, J.; Lens, N.; Vyncke, J.; Aarre, T.; Quenard, D.; Smolej, V. Quality assurance and quality control of air entrained concrete. Cem. Concr. Res. 1994, 24, 1267–1276. [Google Scholar] [CrossRef]
- Song, Y.; Shen, C.; Damiani, R.M.; Lange, D.A. Image-based restoration of the concrete void system using 2D-to-3D unfolding technique. Constr. Build. Mater. 2021, 270, 121476. [Google Scholar] [CrossRef]
- Wicksell, S.D. The corpuscle problem. A Math. Study A Biom. Probl. Biom. 1925, 17, 84–99. [Google Scholar]
- Scheil, E. Die Berechnung der Anzahl und Grössenverteilung kugelförmiger Kristalle in undurchsichtigen Körpern mit Hilfe der durch einen ebenen Schnitt erhaltenen Schnittkreise. Z. Anorg. Allg. Chem. 1931, 201, 259–264. [Google Scholar] [CrossRef]
- Scheil, E. Statistical investigations of the structures of alloys. Z. Met. 1935, 27, 199–208. [Google Scholar]
- Schwartz, H.A. The metallographic determination of the size distribution of temper carbon nodules. Met. Alloy. 1934, 5, 139–141. [Google Scholar]
- Saltykov, S.A. Stereometric metallography. Metallurgy 1970, 375, 14–22. [Google Scholar]
- Underwood, E.E. Particle-size distribution. In Quantitative Microscopy; McGraw-Hill Book Company: New York, NY, USA, 1968; pp. 149–200. [Google Scholar]
- Cappia, F.; Pizzocri, D.; Schubert, A.; Van Uffelen, P.; Paperini, G.; Pellottiero, D.; Macián-Juan, R.; Rondinella, V.V. Critical assessment of the pore size distribution in the rim region of high burnup UO2 fuels. J. Nucl. Mater. 2016, 480, 138–149. [Google Scholar] [CrossRef]
- Takahashi, J.; Suito, H. Evaluation of the accuracy of the three-dimensional size distribution estimated from the Schwartz-Saltykov method. Metall. Mater. Trans. A 2003, 34, 171–181. [Google Scholar] [CrossRef]
- Russ, J.C. Practical Stereology; Plenum Press: New York, NY, USA, 1986. [Google Scholar]
- Powers, T.C.; Willis, T.F. The air requirement of frost resistant concrete. Highw. Res. Board Proc. 1950, 29, 184–211. [Google Scholar]
- Spino, J.; Stalios, A.D.; Santa Cruz, H.; Baron, D. Stereological evolution of the rim structure in PWR-fuels at prolonged irradiation: Dependencies with burn-up and temperature. J. Nucl. Mater. 2006, 354, 66–84. [Google Scholar] [CrossRef]
- DeHoff, R.T. Measurements of number and average size in volume. Quant. Microsc. 1968, 1968, 128–148. [Google Scholar]
- Snyder, K.A. A numerical test of air void spacing equations. Adv. Cem. Based Mater. 1998, 8, 28–44. [Google Scholar] [CrossRef]
- SFS 4475. Concrete Frost Resistance. Protective Pore Ratio; Soumen Standardoimisliitto SFS: Helsinki, Finland, 1988. [Google Scholar]
- Pellissier, G.E. Stereology and Quantitative Metallography; ASTM International: West Conshohocken, PA, USA, 1972. [Google Scholar]
- Kowalczuk, P.B.; Drzymala, J. Physical meaning of the Sauter mean diameter of spherical particulate matter. Part. Sci. Technol. 2016, 34, 645–647. [Google Scholar] [CrossRef]
- Gulbin, Y. On estimation and hypothesis testing of the grain size distribution by the Saltykov method. Image Anal. Stereol. 2008, 27, 163–174. [Google Scholar] [CrossRef]
- Saltykov, S.A. Stereometric Metallography, 2nd ed.; Metallurgizdat: Moscow, Russia, 1958. [Google Scholar]
- Xu, Y.; Pitot, H.C. An improved stereological method for three-dimensional estimation of particle size distribution from observations in two dimensions and its application. Comput. Methods Programs Biomed. 2003, 72, 1–20. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture Code | Water-Cement Ratio (-) | Cement (kg/m3) | Aggregate (kg/m3) | Superlasticiser (% of Cement Weight) | AEA (% of Cement Weight) | Cement Paste Volume (%) | Fresh Air Content, EN12350-7 (%) |
|---|---|---|---|---|---|---|---|
| GV01 | 0.44 | 378 | 1219 | 0.632 | 0.400 | 28.6 | 3.8 |
| GV10 | 0.40 | 436 | 1197 | 0.800 | 0.683 | 30.4 | 6.4 |
| GV14 | 0.40 | 430 | 1205 | 0.714 | 0.398 | 30.6 | 3.8 |
| Replicate No. | Area Ratio of Air Voids More than 0.8 mm (%) | ||
|---|---|---|---|
| 0.5–0.55 mm | 0.55–0.65 mm | 0.65–0.80 mm | |
| 1 | 0.1342 | 0.2465 | 0.3099 |
| 2 | 0.1433 | 0.2343 | 0.2861 |
| 3 | 0.1386 | 0.2482 | 0.3223 |
| 4 | 0.1187 | 0.2739 | 0.2985 |
| 5 | 0.1271 | 0.2748 | 0.3094 |
| 6 | 0.1244 | 0.2731 | 0.2843 |
| Average | 0.131 | 0.258 | 0.302 |
| STDEV | 0.008 | 0.016 | 0.014 |
| CV (%) | 6.453 | 6.213 | 4.503 |
| Class Width (mm) | Curve Type | Mean Diameter (mm) | Median Diameter (mm) | Total Number of Voids (mm−2, mm−3) | |
|---|---|---|---|---|---|
| 0.01 | 2-DSD | 0.349 | 0.073 | 2.71 | 0.028 |
| 3-DSD | 0.279 | 0.044 | 131.5 | 0.036 | |
| 0.02 | 2-DSD | 0.346 | 0.078 | 2.71 | 0.054 |
| 3-DSD | 0.279 | 0.046 | 76.0 | 0.063 | |
| 0.04 | 2-DSD | 0.341 | 0.088 | 2.71 | 0.106 |
| 3-DSD | 0.281 | 0.068 | 42.6 | 0.109 | |
| 0.054 | 2-DSD | 0.339 | 0.096 | 2.71 | 0.137 |
| 3-DSD | 0.283 | 0.078 | 32.8 | 0.136 |
| Class Width (mm) | Parameters from 2D | Parameters from 3D | ||||
|---|---|---|---|---|---|---|
| 0.01 | 4.35 | 6.71 | 0.78 | 6.06 | 15.88 | 0.33 |
| 0.02 | 4.35 | 6.71 | 0.78 | 4.26 | 15.83 | 0.33 |
| 0.04 | 4.35 | 6.71 | 0.78 | 3.07 | 15.78 | 0.33 |
| 0.054 | 4.35 | 6.71 | 0.78 | 2.75 | 15.78 | 0.33 |
| NO. | 2D | 3D | TS | PS | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| GV01_15_1 | 10.07 | 3.29 | 0.86 | 4.02 | 15.49 | 0.23 | 6.1 | 28 | 0.16 | 4.2 |
| 1.18 | 15.82 | 0.59 | ||||||||
| GV01_15_3 | 4.42 | 6.64 | 0.78 | 3.54 | 16.37 | 0.32 | 4.2 | 33 | 0.15 | 3.8 |
| 1.06 | 16.20 | 0.60 | ||||||||
| GV01_60_1 | 4.35 | 6.71 | 0.78 | 4.26 | 15.83 | 0.33 | 5.9 | 30 | 0.16 | 5.8 |
| 1.20 | 15.21 | 0.61 | ||||||||
| GV01_60_3 | 3.64 | 9.14 | 0.62 | 4.02 | 17.28 | 0.33 | 4.5 | 34 | 0.15 | 2.8 |
| 1.20 | 18.46 | 0.50 | ||||||||
| GV10_15_1 | 10.64 | 12.41 | 0.23 | 11.8 | 16.53 | 0.22 | 11.5 | 27 | 0.08 | 6.9 |
| 4.74 | 19.36 | 0.27 | ||||||||
| GV10_15_3 | 4.98 | 11.49 | 0.44 | 6.45 | 15.79 | 0.32 | 8.1 | 31 | 0.11 | 6.1 |
| 2.61 | 16.88 | 0.40 | ||||||||
| GV10_60_1 | 9.18 | 10.13 | 0.33 | 9.97 | 18.82 | 0.20 | 11.1 | 36 | 0.09 | 8.0 |
| 2.81 | 20.79 | 0.31 | ||||||||
| GV10_60_3 | 3.45 | 11.3 | 0.53 | 5.09 | 18.55 | 0.32 | 5.4 | 37 | 0.12 | 4.0 |
| 1.64 | 19.06 | 0.44 | ||||||||
| GV14_15_1 | 5.69 | 9.30 | 0.50 | 5.88 | 18.55 | 0.26 | 6.9 | 31 | 0.13 | 5.9 |
| 1.94 | 18.54 | 0.42 | ||||||||
| GV14_15_3 | 4.84 | 10.99 | 0.46 | 6.42 | 18.38 | 0.28 | 6.1 | 30 | 0.15 | 5.4 |
| 2.10 | 18.89 | 0.40 | ||||||||
| GV14_60_1 | 4.32 | 9.33 | 0.59 | 3.20 | 18.06 | 0.30 | 1.3 | - | - | 2.4 |
| 1.32 | 20.81 | 0.44 | ||||||||
| GV14_60_3 | 2.87 | 13.22 | 0.49 | 3.00 | 22.24 | 0.29 | 1.7 | - | - | 2.0 |
| 1.23 | 25.21 | 0.38 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ojala, T.; Chen, Y.; Punkki, J.; Al-Neshawy, F. Characteristics of Entrained Air Voids in Hardened Concrete with the Method of Digital Image Analysis Coupled with Schwartz-Saltykov Conversion. Materials 2021, 14, 2439. https://doi.org/10.3390/ma14092439
Ojala T, Chen Y, Punkki J, Al-Neshawy F. Characteristics of Entrained Air Voids in Hardened Concrete with the Method of Digital Image Analysis Coupled with Schwartz-Saltykov Conversion. Materials. 2021; 14(9):2439. https://doi.org/10.3390/ma14092439
Chicago/Turabian StyleOjala, Teemu, Yanjuan Chen, Jouni Punkki, and Fahim Al-Neshawy. 2021. "Characteristics of Entrained Air Voids in Hardened Concrete with the Method of Digital Image Analysis Coupled with Schwartz-Saltykov Conversion" Materials 14, no. 9: 2439. https://doi.org/10.3390/ma14092439
APA StyleOjala, T., Chen, Y., Punkki, J., & Al-Neshawy, F. (2021). Characteristics of Entrained Air Voids in Hardened Concrete with the Method of Digital Image Analysis Coupled with Schwartz-Saltykov Conversion. Materials, 14(9), 2439. https://doi.org/10.3390/ma14092439