
Effect of Long-Term Thermal Aging on Microstructure Evolution and Creep Deformation Behavior of a Novel 11Cr-3W-3Co Martensite Ferritic Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Precipitation Behavior of Different Types of Precipitated Phases
3.2. The Coarsening Behavior of Precipitated Phases
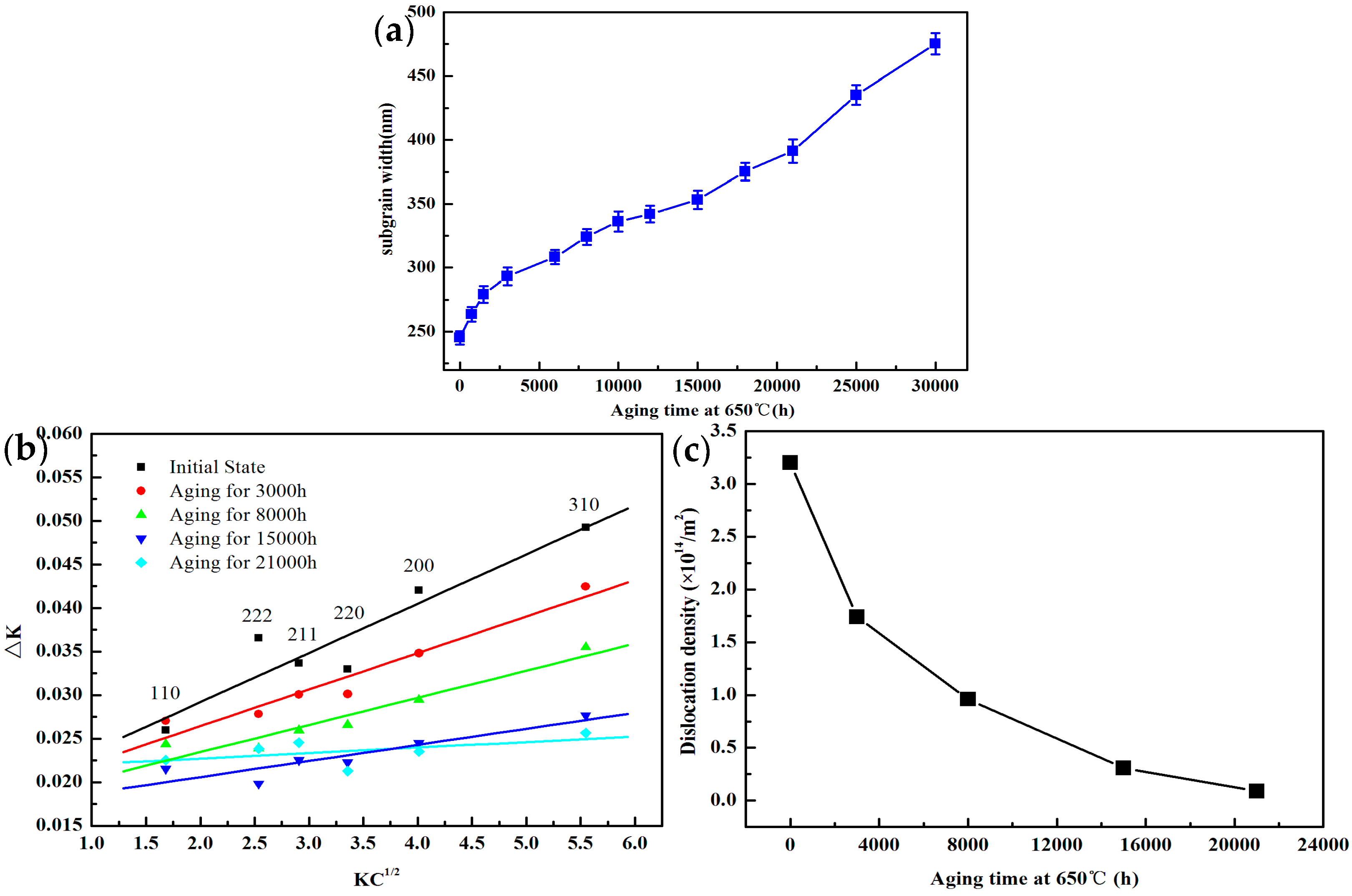
3.3. Evolution of Subgrain and Dislocation Density
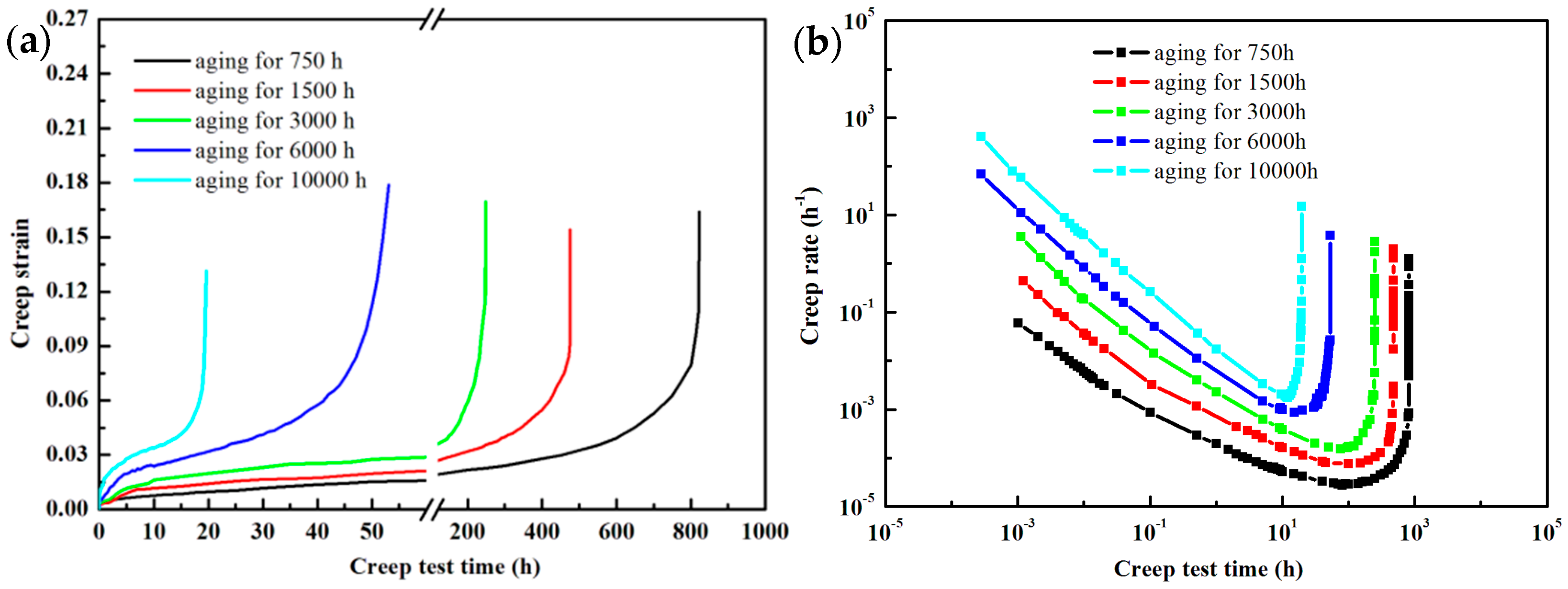
3.4. Creep Behaviors after Different Aging Conditions
4. Conclusions
- Laves phase formed in 11Cr-3W-3Co steel after short-term aging (>750 h) at 650 °C and grew obviously once formed. Furthermore, some Laves phases nucleated at the interface of M23C6 particles. Higher contents of Si and P are good promoters of the nucleation of the Laves phase during long-term aging.
- The coarsening behavior of different precipitated phases as well as the subgrain was further investigated; the Laves phase and M23C6 carbides continued to grow at a certain rate with increasing aging time. The Laves phase has a rapid increase from 176 nm to 943 nm and the size of M23C6 starts from 79 nm to 272 nm. MX showed a fairly stable size from 53 nm to 81 nm as the aging time is extended to 30,000 h. The subgrain size increased from 245 nm to 475 nm for aging up to 30,000 h. The rate of increase in subgrain size is, in general, consistent with that of the M23C6 carbide size. The evolution of the dislocation density in different aging times shows an obvious difference, and the decreasing rate of dislocation density is significantly affected by the precipitated phase after long-term aging time.
- Furthermore, the creep behavior at 650 °C/160 MPa under different aging conditions was discussed. The creep performance of the material decreases significantly as the aging time increases and the minimum strain rate gradually increases as the thermal aging time continues, which is closely related to the coarsening of the precipitates, especially M23C6 and the subgrain during long-term aging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Vidyrathy, R.S.; Srivastava, A. Microstructure-based assessment of creep rupture behaviour of cast-forged P91 steel. Mater. Sci. Eng. A 2017, 695, 291–301. [Google Scholar] [CrossRef]
- Guguloth, K.; Swaminathan, J.; Roy, N.; Ghosh, R.N. Uniaxial creep and stress relaxation behavior of modified 9Cr-1Mo steel. Mater. Sci. Eng. A 2017, 684, 683–696. [Google Scholar] [CrossRef]
- Liu, W.; Lu, F.; Wei, Y.; Ding, Y.; Wang, P.; Tang, X. Special zone in multi-layer and multi-pass welded metal and its role in the creep behavior of 9Cr1Mo welded joint. Mater. Des. 2016, 108, 195–206. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Wu, X.J.; Liu, R.; Liu, J.; Yao, M.X. Deformation-mechanism-based modeling of creep behavior of modified 9Cr-1Mo steel. Mater. Sci. Eng. A 2017, 689, 345–352. [Google Scholar] [CrossRef]
- Hajra, R.N.; Rai, A.K.; Tripathy, H.P.; Raju, S.; Saroja, S. Influence of tungsten on transformation characteristics in P92 ferritic–martensitic steel. J. Alloys Compd. 2016, 689, 829–836. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y.; Zhang, Y. Creep properties, creep deformation behavior, and microstructural evolution of 9Cr-3W-3Co-1CuVNbB martensite ferritic steel. Mater. Sci. Eng. A 2018, 711, 434–447. [Google Scholar] [CrossRef]
- Khayatzadeh, S.; Tanner, D.W.; Truman, C.E.; Flewitt, P.E.; Smith, D.J. Influence of thermal ageing on the creep behaviour of a P92 martensitic steel. Mater. Sci. Eng. A 2017, 708, 544–555. [Google Scholar] [CrossRef] [Green Version]
- Ravi, S.; Vanaja, J.; Vijayanand, V.D.; Rajasundaram, P.; Vijayaraghavan, S.; Shanmugavel, M.; Babu, B.; Laha, K. Creep deformation and fracture behaviour of modified 9Cr-1Mo steel in flowing liquid sodium environment. Mater. Sci. Eng. A 2017, 702, 232–240. [Google Scholar] [CrossRef]
- Guguloth, K.; Roy, N. Creep deformation behavior of 9Cr1MoVNb (ASME Grade 91) steel. Mater. Sci. Eng. A 2017, 680, 388–404. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Creep behavior and microstructure of a 9Cr–3Co–3W martensitic steel. J. Mater. Sci. 2016, 52, 2974–2988. [Google Scholar] [CrossRef]
- Xu, Y.; Nie, Y.; Wang, M.; Li, W.; Jin, X. The effect of microstructure evolution on the mechanical properties of martensite ferritic steel during long-term aging. Acta Mater. 2017, 131, 110–122. [Google Scholar] [CrossRef]
- Wang, S.B.; Chang, X.F.; Key, J. New insight into high-temperature creep deformation and fracture of T92 steel involving precipitates, dislocations and nanovoids. Mater. Charact. 2017, 127, 1–11. [Google Scholar] [CrossRef]
- Ghassemi Armaki, H.; Chen, R.; Maruyama, K.; Igarashi, M. Creep behavior and degradation of subgrain structures pinned by nanoscale precipitates in strength-enhanced 5 to 12 pct Cr ferritic steels. Metall. Mater. Trans. A 2011, 42, 3084–3094. [Google Scholar] [CrossRef]
- Kostka, A.; Tak, K.G.; Hellmig, R.J.; Estrin, Y.; Eggeler, G. On the contribution of carbides and micrograin boundaries to the creep strength of tempered martensite ferritic steels. Acta Mater. 2007, 55, 539–550. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Yardley, V.A.; Pradeep, K.G.; Duarte, M.J.; Choi, P.P.; Raabe, D.; Eggeler, G.F. The nucleation of Mo-rich Laves phase particles adjacent to M23C6 micrograin boundary carbides in 12% Cr tempered martensite ferritic steels. Acta Mater. 2015, 90, 94–104. [Google Scholar] [CrossRef]
- Hamaguchi, T.; Kurihara, S.; Hirata, H.; Okada, H. Creep rupture properties and microstructures of 9Cr–3Co–3W-Nd-B steel welded joints. Mater. Sci. Eng. A 2022, 831, 142231. [Google Scholar] [CrossRef]
- Horiuchi, T.; Igarashi, M.; Abe, F. Improved utilization of added B in 9Cr heat-resistant steels containing W. ISIJ Int. 2002, 42, S67–S71. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Chen, X.; Wu, T.; Zhai, Q. Study on Strengthening Mechanism of 9Cr-1.5 Mo-1Co and 9Cr-3W-3Co Heat Resistant Steels. Materials 2020, 13, 4340. [Google Scholar] [CrossRef]
- Reuter, W. The Ionization Function and Its Application to the Electron Probe Analysis of Thin Films; University of Tokyo Press: Tokyo, Japan, 1972. [Google Scholar]
- Goldstein, J.I.; Newbury, D.E.; Echlin, P.; Joy, D.C.; Romig, A.D., Jr.; Lyman, C.E.; Fiori, C.; Lifshin, E. Scanning Electron Microscopy and X-ray Microanalysis. A Text for Biologists, Materials Scientists, and Geologists; Plenum Press: New York, NY, USA; London, UK, 1992. [Google Scholar]
- Xu, Y.; Wang, M.; Wang, Y.; Gu, T.; Chen, L.; Zhou, X.; Ma, Q.; Liu, Y.; Huang, J. Study on the nucleation and growth of Laves phase in a 10% Cr martensite ferritic steel after long-term aging. J. Alloys Compd. 2015, 621, 93–98. [Google Scholar] [CrossRef]
- Cui, H.; Sun, F.; Chen, K.; Zhang, L.; Wan, R.; Shan, A.; Wu, J. Precipitation behavior of Laves phase in 10% Cr steel X12CrMoWVNbN10-1-1 during short-term creep exposure. Mater. Sci. Eng. A 2010, 527, 7505–7509. [Google Scholar] [CrossRef]
- Kato, Y.; Ito, M.; Kato, Y.; Furukimi, O. Effect of Si on precipitation behavior of Nb-Laves phase and amount of Nb in solid solution at elevated temperature in high purity 17% Cr-0.5% Nb steels. Mater. Trans. 2010, 51, 1531–1535. [Google Scholar] [CrossRef] [Green Version]
- Hosoi, Y.; Wade, N.; Kunimitsu, S.; Urita, T. Precipitation behavior of laves phase and its effect on toughness of 9Cr-2Mo Ferritic-martensitic steel. J. Nucl. Mater. 1986, 141, 461–467. [Google Scholar] [CrossRef]
- Rudy, E.; Windisch, S. Ternary phase equilibria in transition metal-boron-carbon-silicon systems. Part II. Ternary Syst. 1969, 1, 1–84. [Google Scholar]
- Bardos, A.M.; Beck, P.A.; Bardos, D.I. Effective atomic radius of silicon in ternary laves phase alloys. Trans. Metall. Soc. AIME 1963, 227, 991. [Google Scholar]
- Seol, J.B.; Lee, B.H.; Choi, P.; Lee, S.G.; Park, C.G. Combined nano-SIMS/AFM/EBSD analysis and atom probe tomography, of carbon distribution in austenite/ε-martensite high-Mn steels. Ultramicroscopy 2013, 132, 248–257. [Google Scholar] [CrossRef]
- Werner, E.; Stüwe, H.P. Phase boundaries as obstacle to dislocations motion. Mater. Sci. Eng. 1985, 68, 175–182. [Google Scholar] [CrossRef]
- Philippe, T.; Voorhees, P.W. Ostwald ripening in multicomponent alloys. Acta Mater. 2013, 61, 4237–4244. [Google Scholar] [CrossRef]
- Voorhees, P.W. The theory of Ostwald ripening. J. Stat. Phys. 1985, 38, 231–252. [Google Scholar] [CrossRef] [Green Version]
- Aghajani, A.; Somsen, C.; Eggeler, G. On the effect of long-term creep on the microstructure of a 12% chromium tempered martensite ferritic steel. Acta Mater. 2009, 57, 5093–5106. [Google Scholar] [CrossRef]
- Jin, X.; Zhu, B.; Li, Y.; Zhao, Y.; Xue, F.; Zhang, G. Effect of the microstructure evolution on the high-temperature strength of P92 heat-resistant steel for different service times. Int. J. Press. Vessel. Pip. 2020, 186, 104–131. [Google Scholar] [CrossRef]
- Qin, Y.; Götz, G.; Blum, W. Subgrain structure during annealing and creep of the cast martensitic Cr-steel G-X12CrMoWVNbN 10-1-1. Mater. Sci. Eng. A 2003, 341, 211–215. [Google Scholar] [CrossRef]
- Panait, C.G.; Zielińska-Lipiec, A.; Koziel, T.; Czyrska-Filemonowicz, A.; Gourgues-Lorenzon, A.F.; Bendick, W. Evolution of dislocation density, size of subgrains and MX-type precipitates in a P91 steel during creep and during thermal ageing at 600 C for more than 100,000 h. Mater. Sci. Eng. A 2010, 527, 4062–4069. [Google Scholar] [CrossRef] [Green Version]
- Pešička, J.; Kužel, R.; Dronhofer, A.; Eggeler, G. The evolution of dislocation density during heat treatment and creep of tempered martensite ferritic steels. Acta Mater. 2003, 51, 4847–4862. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Cong, Z.; Murata, Y. Dislocation density of lath martensite in 10Cr-5W heat-resistant steels. Mater. Trans. 2011, 52, 2151–2154. [Google Scholar] [CrossRef] [Green Version]
- Ribárik, G.; Ungár, T. Characterization of the microstructure in random and textured polycrystals and single crystals by diffraction line profile analysis. Mater. Sci. Eng. A 2010, 528, 112–121. [Google Scholar] [CrossRef]
- Renzetti, R.A.; Sandim, H.R.Z.; Bolmaro, R.E.; Suzuki, P.A.; Möslang, A. X-ray evaluation of dislocation density in ODS-Eurofer steel. Mater. Sci. Eng. A 2012, 534, 142–146. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Liu, X.; Lu, F.; Tang, X.; Cui, H.; Gao, Y. Creep behavior and microstructure evaluation of welded joint in dissimilar modified 9Cr–1Mo steels. Mater. Sci. Eng. A 2015, 644, 337–346. [Google Scholar] [CrossRef]
- Shrestha, T.; Basirat, M.; Charit, I.; Potirniche, G.P.; Rink, K.K. Creep rupture behavior of Grade 91 steel. Mater. Sci. Eng. A 2013, 565, 382–391. [Google Scholar] [CrossRef]
- Zhang, Y.; Jing, H.; Xu, L.; Zhao, L.; Han, Y.; Zhao, Y. High-temperature deformation and fracture mechanisms of an advanced heat resistant Fe-Cr-Ni alloy. Mater. Sci. Eng. A 2017, 686, 102–112. [Google Scholar] [CrossRef]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Sklenicka, V.; Kucharova, K.; Svobodova, M.; Kral, P.; Kvapilova, M.; Dvorak, J. The effect of a prior short-term ageing on mechanical and creep properties of P92 steel. Mater. Charact. 2018, 136, 388–397. [Google Scholar] [CrossRef]
- Sklenička, V.; Kuchařová, K.; Svoboda, M.; Kloc, L.; Buršı́k, J.; Kroupa, A. Long-term creep behavior of 9–12% Cr power plant steels. Mater. Charact. 2003, 51, 35–48. [Google Scholar] [CrossRef]
- Foldyna, V.; Kubon, Z.; Filip, M.; Mayer, K.H.; Berger, C. Evaluation of structural stability and creep resistance of 9–12% Cr steels. Steel Res. 1996, 67, 375–381. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | W | Co | Si | Mn | Ni | Mo | V | Nb | N | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.10 | 10.7 | 2.7 | 2.9 | 0.1 | 0.5 | 0.6 | 0.25 | 0.19 | 0.08 | 0.02 | 0.016 | Bal. |
| Aging temperature (°C) | 650 | ||||||||||
| Aging time (h) | 750 | 1500 | 3000 | 6000 | 8000 | 10,000 | 15,000 | 18,000 | 21,000 | 25,000 | 30,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, H.; Han, X.; Wang, M.; Wang, Z. Effect of Long-Term Thermal Aging on Microstructure Evolution and Creep Deformation Behavior of a Novel 11Cr-3W-3Co Martensite Ferritic Steel. Materials 2022, 15, 3659. https://doi.org/10.3390/ma15103659
Zhao H, Han X, Wang M, Wang Z. Effect of Long-Term Thermal Aging on Microstructure Evolution and Creep Deformation Behavior of a Novel 11Cr-3W-3Co Martensite Ferritic Steel. Materials. 2022; 15(10):3659. https://doi.org/10.3390/ma15103659
Chicago/Turabian StyleZhao, Hongchang, Xi Han, Mingjia Wang, and Zixi Wang. 2022. "Effect of Long-Term Thermal Aging on Microstructure Evolution and Creep Deformation Behavior of a Novel 11Cr-3W-3Co Martensite Ferritic Steel" Materials 15, no. 10: 3659. https://doi.org/10.3390/ma15103659
APA StyleZhao, H., Han, X., Wang, M., & Wang, Z. (2022). Effect of Long-Term Thermal Aging on Microstructure Evolution and Creep Deformation Behavior of a Novel 11Cr-3W-3Co Martensite Ferritic Steel. Materials, 15(10), 3659. https://doi.org/10.3390/ma15103659