
Mechanical Behavior and Structural Characterization of a Cu-Al-Ni-Based Shape-Memory Alloy Subjected to Isothermal Uniaxial Megaplastic Compression

Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
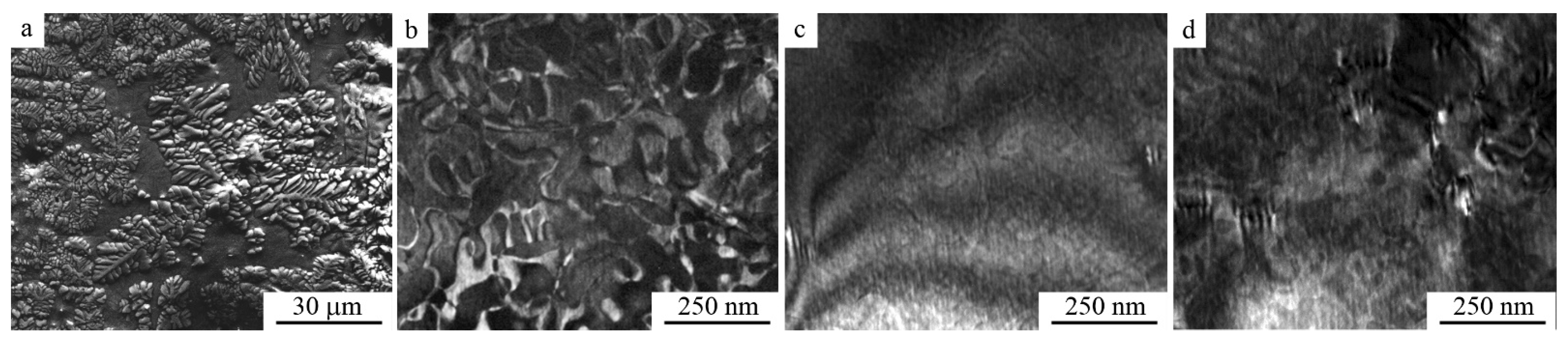
- Cold isothermal compression of the quenched alloy, without changing the grain sizes, ensured the formation of a fine crystalline structure of the packet martensite, and enhanced values of strength and plastic properties under compression conditions (σu = 1150 MPa, σy = 400 MPa, ε = 22%), due to the effective redistribution and adaptation of elastic volume and shear stresses over the volume of the alloy, caused by a deformation-induced oriented TMT.
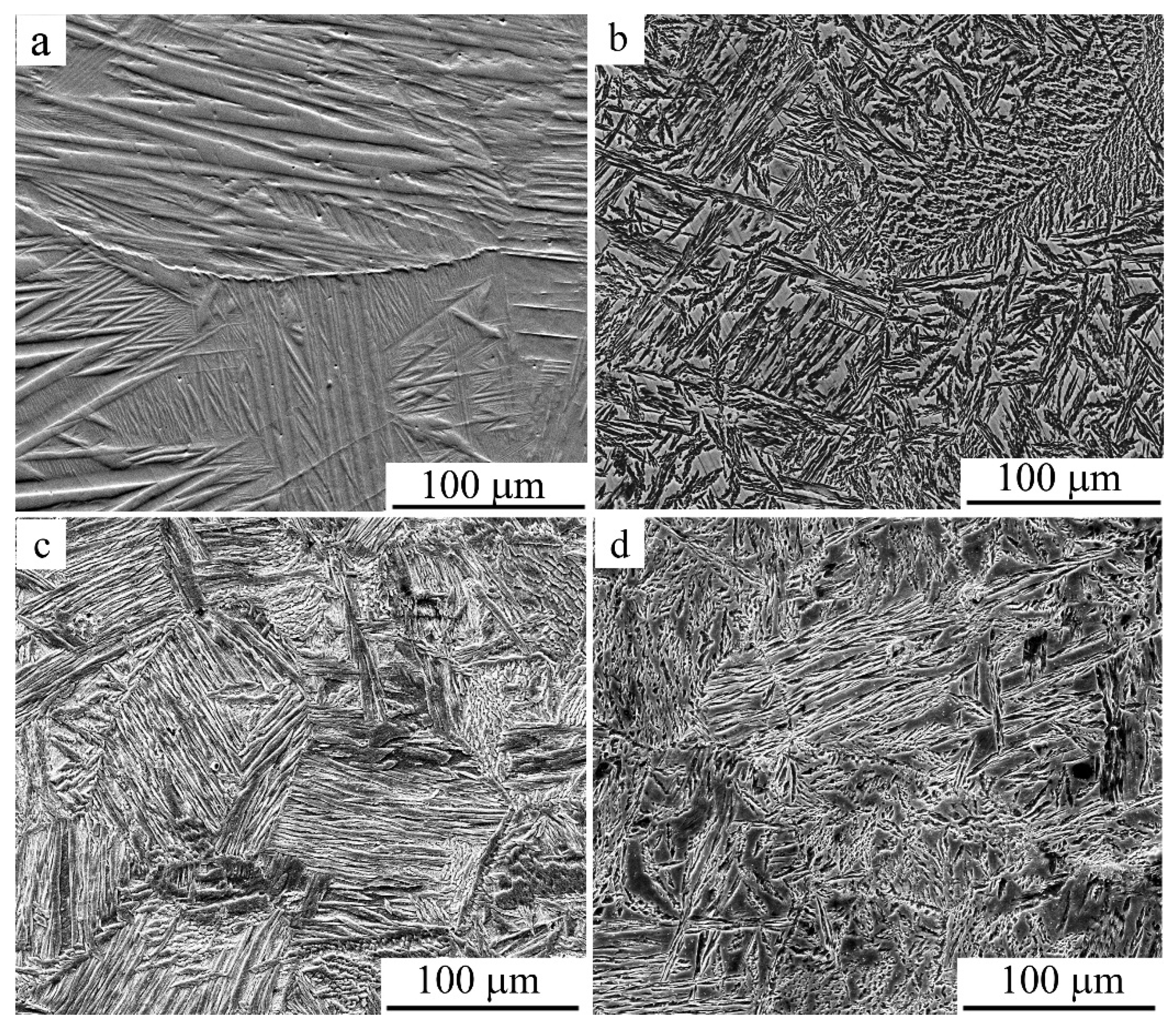
- It was found that when compressed at high temperatures (873–1073 K), the alloy in the austenitic state had a high ability to harden and, at the same time, to undergo plastic deformation (σu = 1550 ÷ 2000 MPa, σy = 380 ÷ 50 MPa, ε = 95 ÷ 58%). The discovered effect of plasticization under controlled high-temperature isothermal compression was due to the dynamic recrystallization of the alloy, with the formation of an FG austenite structure (with grain size up to 100–200 μm) capable of developed plastic deformation.
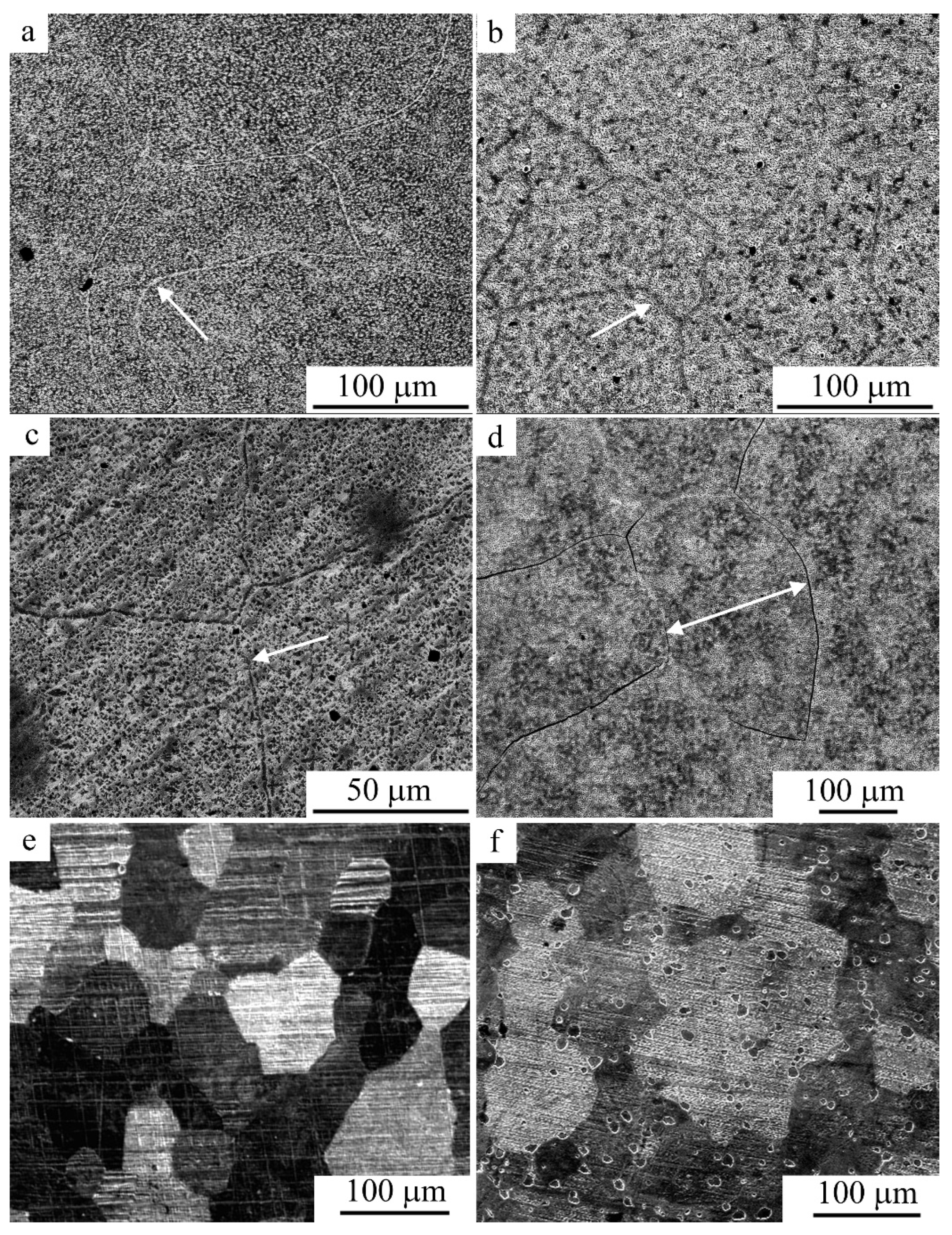
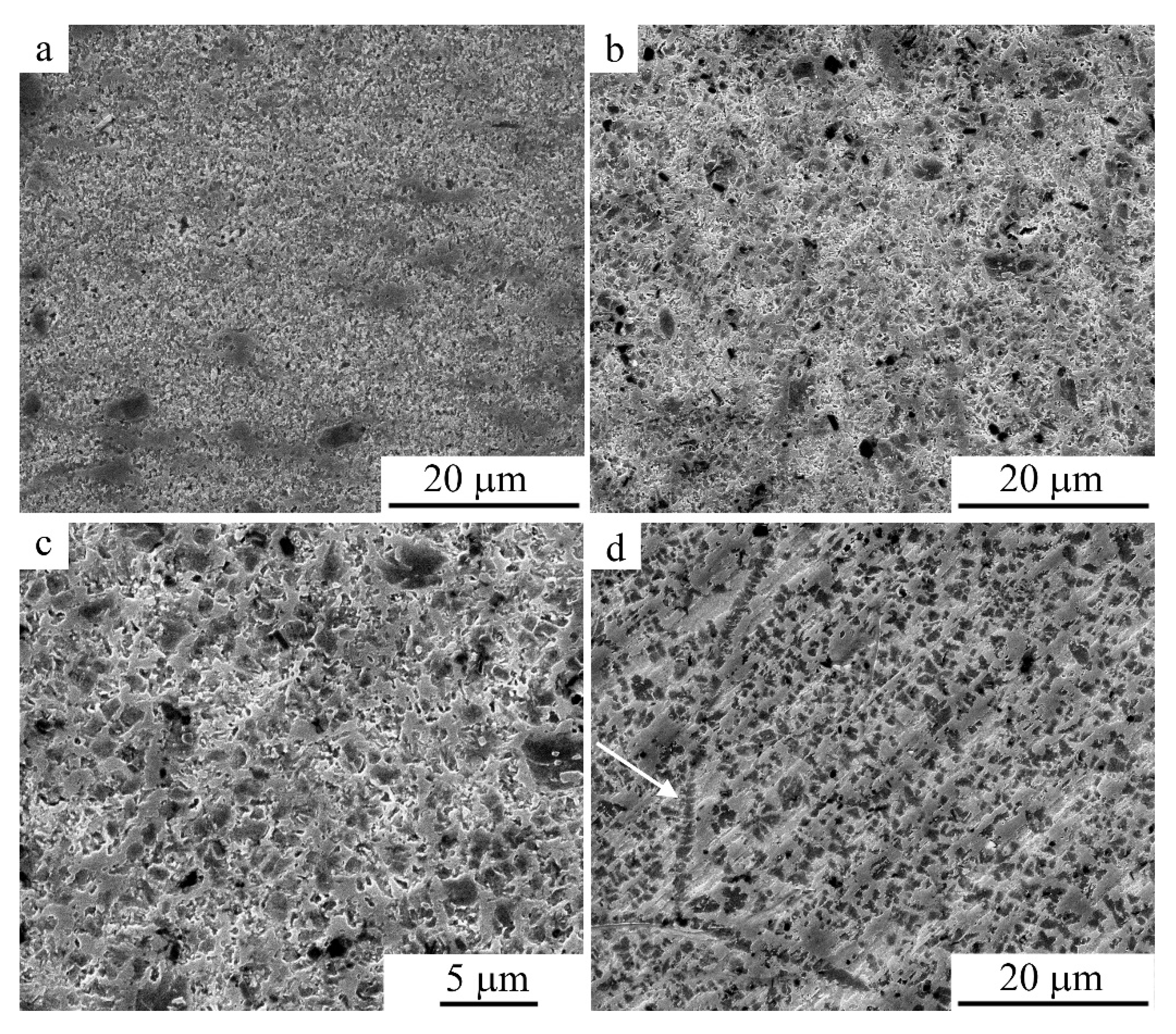
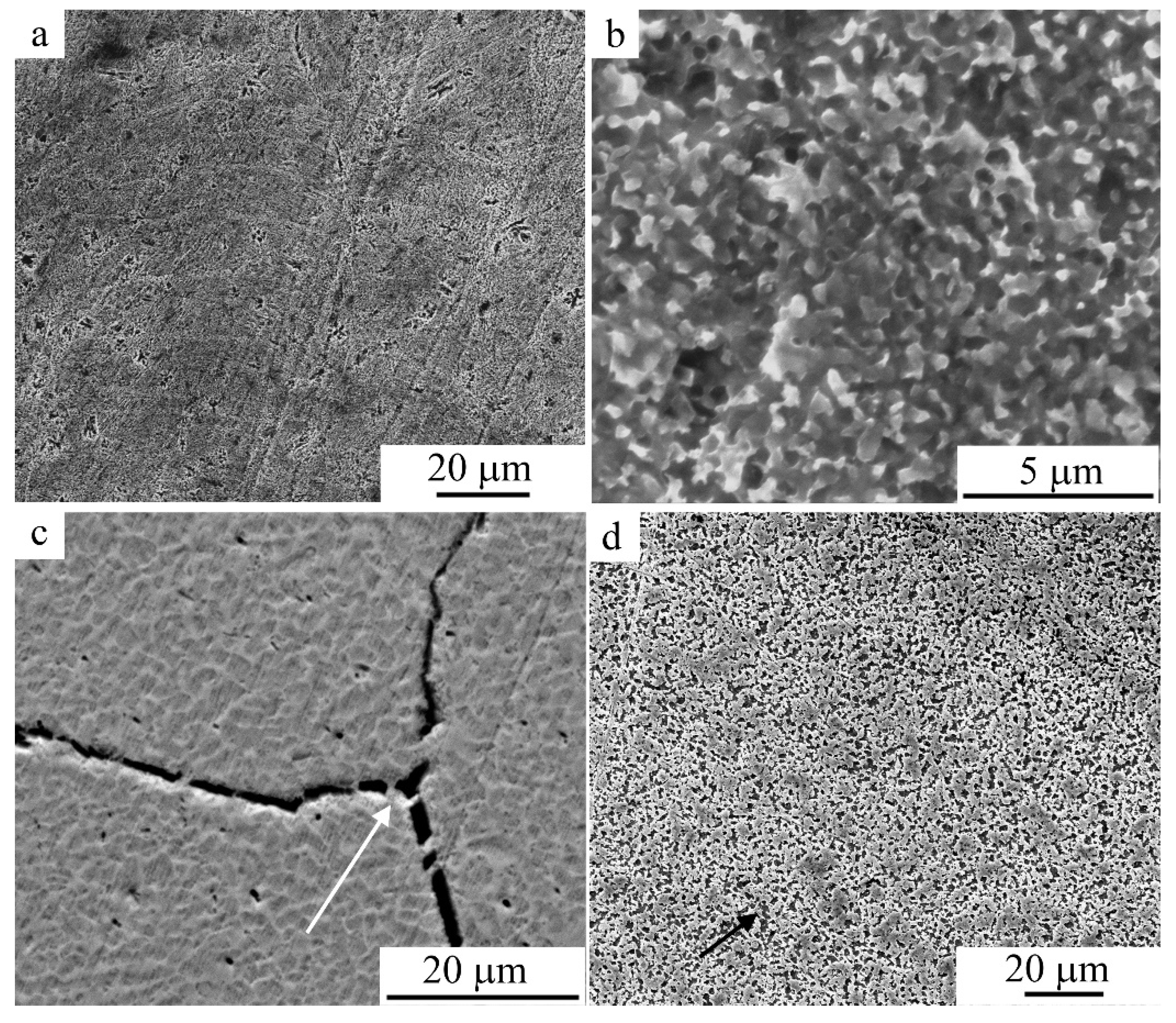
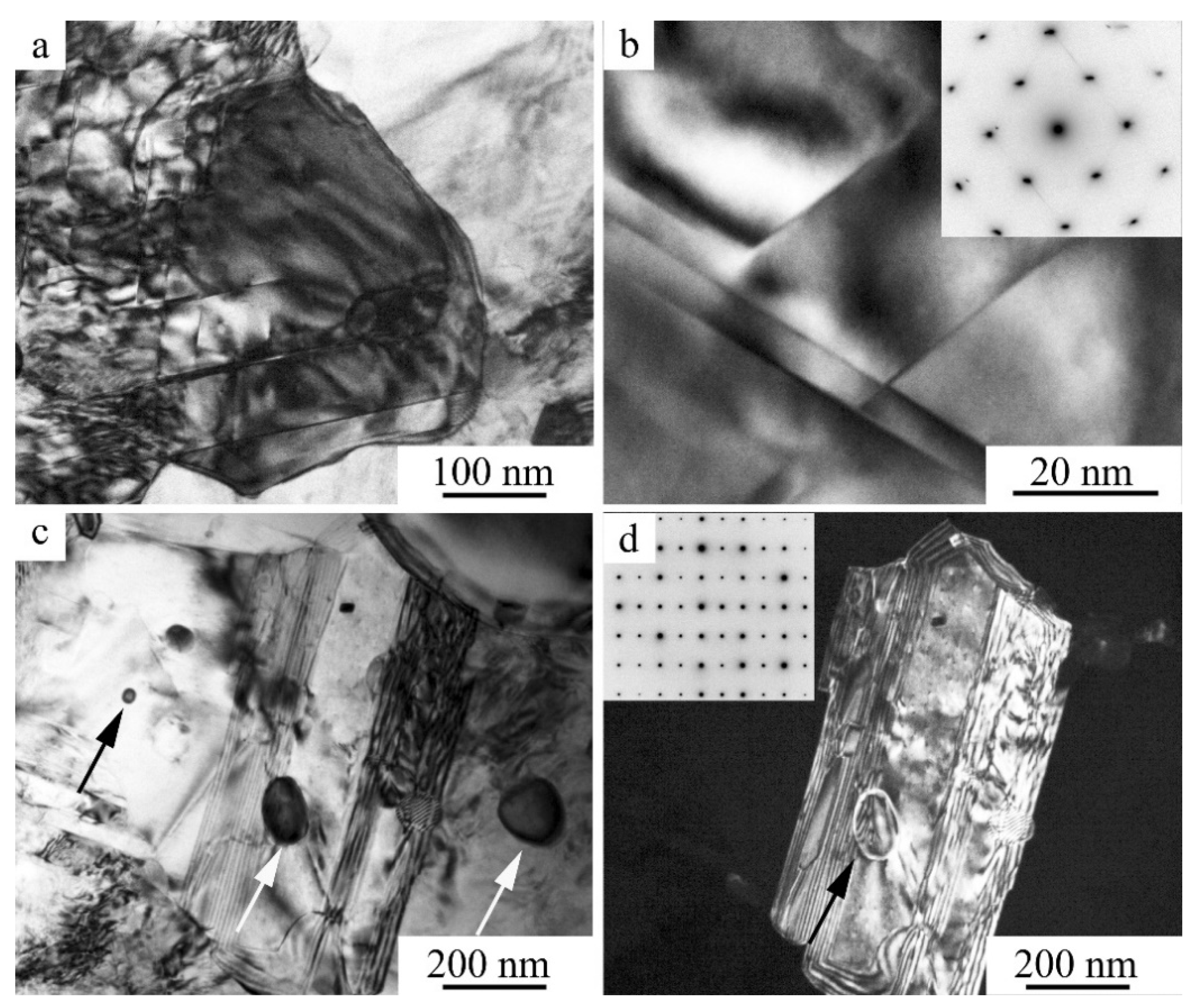
- Isothermal compression at 673–873 K, along with the formation of a fine-grained (up to 100–200 μm) structure, leads to radical intragrain size refinement (UFG up to 1–5 μm) due to the mechanism of complex dynamic recrystallization at temperatures below TED, together with the precipitation of highly disperse particles of the γ2, α, and B2′ Ni-Al-Cu phases.
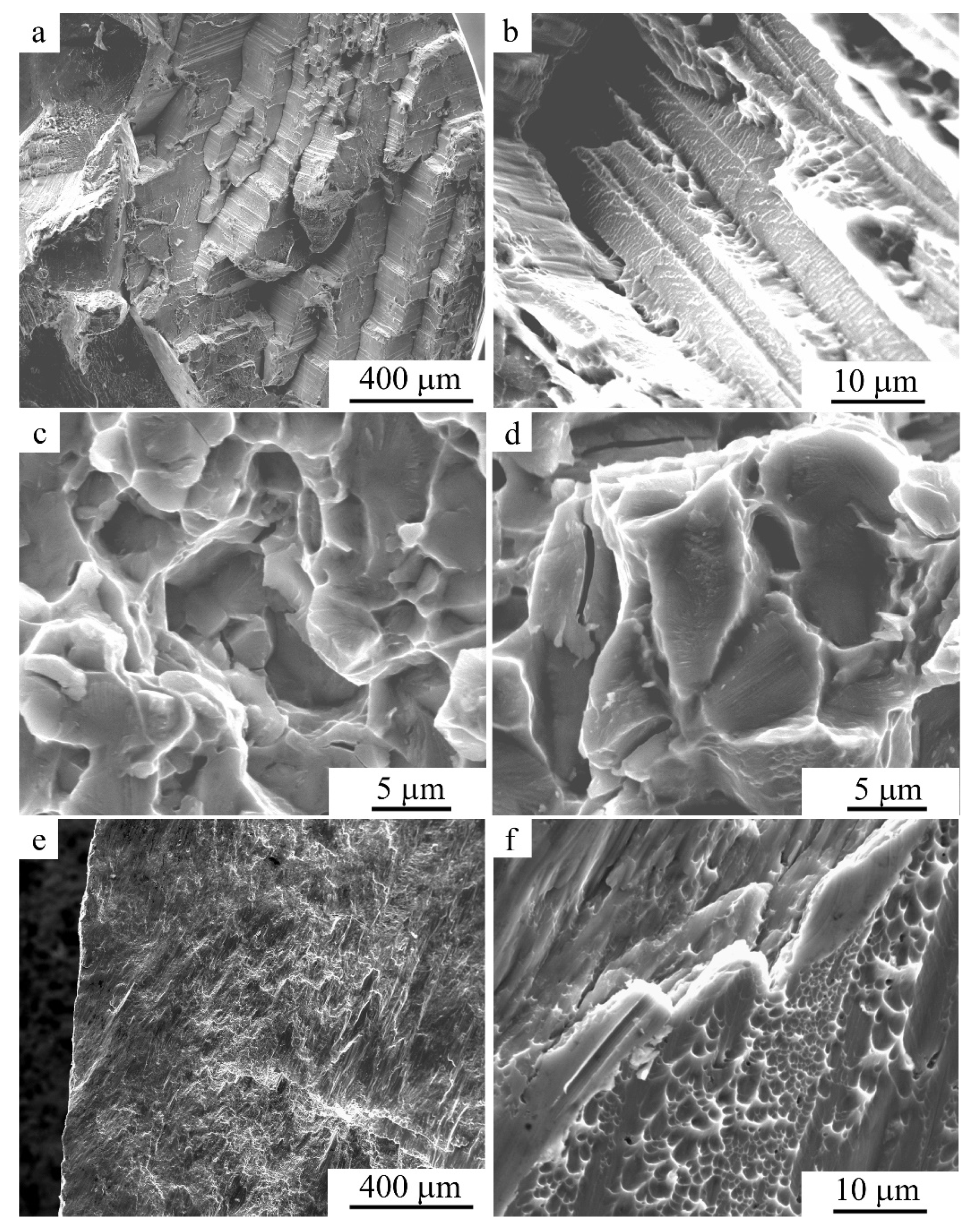
- The effective formation of a mixture of the FG and UFG structures in partially aged austenite during a complex reaction of dynamic recrystallization and pro-eutectoid (above 840 K) or eutectoid (below 840 K) decomposition caused an unusual combination of high strength and ductility of the deformable alloy, with a megaplastic deformation (ε in the range of 60–95%) and stresses at alloy failure (strength limit σu), reaching 1600–2000 MPa. At the same time, after compression, a predominantly fine-dimpled tough–ductile intragrain rupture mechanism was obtained.
- It was shown that the process of megaplastic compression was accompanied by the development of axial-deformation-induced recrystallization texture of the type <110>D03.
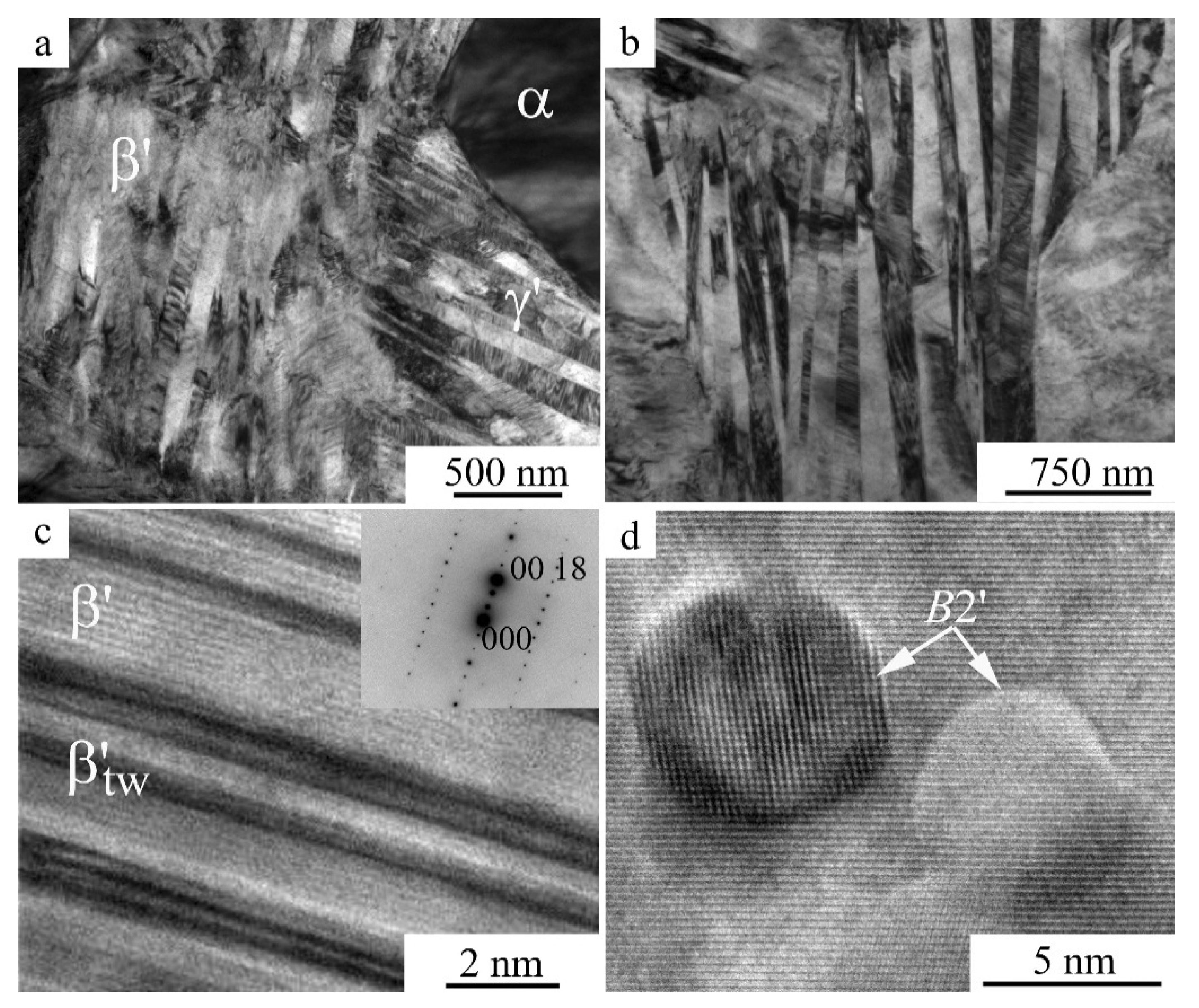
- Subsequent cooling of the alloy after compression at elevated temperatures, without changing the UFG or FG structures, induced single-packet TMT. It can be assumed that this combined result provided a homogeneous distribution of disperse pairwise-twinned martensitic crystals over the volume of the alloy, along with a favorable mutual accommodation of elastic volume and shear stresses, due to the TMT.
- The rupture (failure) of the FG alloy in the martensitic state under uniaxial tension occurred after the stages of phase yielding and, thereafter, significant hardening due to the developed plastic deformation, which was completed by the action of the fine-dimpled tough–ductile and tough–ductile–brittle intragrain fracture mechanisms (operating along the boundaries of disperse martensite crystals), thereby causing the increased strength and plasticity of the alloy in the martensitic state (with σu = 1100–1600 MPa, σm = 80 MPa, εm = 2÷3%, and δ = 14–16%).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kaufman, L.; Kohen, M. Thermodynamics and kinetics of martensite transformations. In Progress Metal Physics; Pergamon Press: London, UK, 1958; Volume 7. [Google Scholar]
- Kurdyumov, G.V.; Utevsky, L.M.; Entin, R.I. Transformations in Iron and Steel; Nauka: Moscow, Russia, 1977. (In Russian) [Google Scholar]
- Perkins, J. (Ed.) Shape Memory Effects in Alloys; Plenum: London, UK, 1975. [Google Scholar]
- Otsuka, K.; Shimizu, K.; Suzuki, Y.; Sekiguchi, Y.; Tadaki, C.; Honma, T.; Miyazaki, S. Shape Memory Alloys; Funakubo, H., Ed.; Funakubo: Kyoto, Japan, 1984. [Google Scholar]
- Duering, T.W.; Melton, K.L.; Stockel, D.; Wayman, C.M. (Eds.) Engineering Aspects of Shape Memory Alloys; Butterworth-Heineman: London, UK, 1990. [Google Scholar]
- Khachin, V.N.; Pushin, V.G.; Kondratyev, V.V. Titanium Nickelide: Structure and Properties; Nauka: Moscow, Russian, 1992. (In Russian) [Google Scholar]
- Otsuka, K.; Wayman, C.M. Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Pushin, V.G.; Kondratyev, V.V.; Khachin, V.N. Pretransition Phenomena and Martensitic Transformations; UrO RAN: Yekaterinburg, Russian, 1998. (In Russian) [Google Scholar]
- Prokoshkin, S.D.; Pushin, V.G.; Ryklina, E.P.; Khmelevskaya, I.Y. Application of Titanium Nickelide–based Alloys in Medicine. Phys. Met. Metallogr. 2004, 97, 56–96. [Google Scholar]
- Wilson, J.; Weselowsky, M. Shape memory alloys for seismic response modification: A state-of-the-art review. Earth. Spectra 2005, 21, 569–601. [Google Scholar] [CrossRef]
- Yoneyama, T.; Miyazaki, S. Shape Memory Alloys for Medical Applications; Wordhead Publishing: Cambridge, UK, 2009. [Google Scholar]
- Dong, J.; Cai, C.; O’Keil, A. Overview of potential and existing applications of shape memory alloys in bridges. J. Bridg. Eng. 2011, 16, 305–315. [Google Scholar] [CrossRef]
- Lobodyuk, B.A.; Estrin, E.I. Materials Transformations; Fizmathgiz: Moscow, Russia, 2009. (In Russian) [Google Scholar]
- Rodriguez, C.; Brown, L.C. The thermal effect due to stress-induced martensite formation in β-CuAlNi single crystals. Metall. Mater. Trans. 1980, A 11, 147–150. [Google Scholar] [CrossRef]
- Gschneidner, K.A., Jr.; Pecharsky, V.; Tsokol, A. Recent developments in magnetocaloric materials. Rep. Prog. Phys. 2005, 68, 1479–1539. [Google Scholar] [CrossRef]
- Mischenko, A.; Zhang, Q.; Scott, J.; Whatmore, R.; Mathur, N. Giant electrocaloric effect in thin-film PbZr0.95Ti0.05O3. Science 2006, 311, 1270–1271. [Google Scholar] [CrossRef] [Green Version]
- Bonnot, E.; Romero, R.; Mañosa, L.; Vives, E.; Planes, A. Elastocaloric effect associated with the martensitic transition in shape-memory alloys. Phys. Rev. Lett. 2008, 100, 125901-1. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Planes, A.; Mañosa, L.; Acet, M. Magnetocaloric effect and its relation to shape memory properties in ferromagnetic Heusler alloys. J. Phys. Condens. Matter. 2009, 21, 233201. [Google Scholar] [CrossRef] [Green Version]
- Mañosa, L.; González-Alonso, D.; Planes, A.; Bonnot, E.; Barrio, M.; Tamarit, J.-L.; Aksoy, S.; Acet, M. Giant solid-state barocaloric effect in the Ni-Mn-In magnetic shape-memory alloy. Nat. Mater. 2010, 9, 478–481. [Google Scholar] [CrossRef] [Green Version]
- Smith, A.; Bahl, C.R.; Bjørk, R.; Engelbrecht, K.; Nielsen, K.K.; Pryds, N. Materials challenges for high performance magnetocaloric refrigeration devices. Adv. Energy Mater. 2012, 2, 1288–1318. [Google Scholar] [CrossRef]
- Bechtold, C.; Chluba, C.; De Miranda, R.L.; Quandt, E. High cyclic stability of the elastocaloric effect in sputtered TiNiCu shape memory films. Appl. Phys. Lett. 2012, 101, 091903-1–091903-4. [Google Scholar] [CrossRef]
- Cui, J.; Wu, Y.; Muehlbauer, J.; Hwang, Y.; Radermacher, R.; Fackler, S.; Wuttig, M.; Takeuchi, I. Demonstration of high efficiency elastocaloric cooling with large δT using NiTi wires. Appl. Phys. Lett. 2012, 101, 073904-1–073904-4. [Google Scholar] [CrossRef] [Green Version]
- Moya, X.; Stern-Taulats, E.; Crossley, S.; González-Alonso, D.; Kar-Narayan, S.; Planes, A.; Mañosa, L.; Mathur, N.D. Giant electrocaloric strength in single-crystal BaTiO3. Adv. Mater. 2013, 25, 1360–1365. [Google Scholar] [CrossRef]
- Mañosa, L.; Jarque-Farnos, S.; Vives, E.; Planes, A. Large temperature span and giant refrigerant capacity in elastocaloric Cu-Zn-Al shape memory alloys. Appl. Phys. Lett. 2013, 103, 211904-1–211904-4. [Google Scholar] [CrossRef]
- Cui, J. Shape memory alloys and their applications in power generation and refrigeration. In Mesoscopic phenomena in multifunctional materials; Saxena, A., Planes, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 289–307. [Google Scholar]
- Qian, S.; Geng, Y.; Wang, Y.; Pillsbury, T.E.; Hada, Y.; Yamaguchi, Y.; Fujimoto, K.; Hwang, Y.; Radermacher, R.; Cui, J.; et al. Elastocaloric effect in CuAlZn and CuAlMn shape memory alloys under compression. Phil. Trans. R. Soc. 2016, A 374, 20150309. [Google Scholar] [CrossRef] [Green Version]
- Dasgupta, R. A look into Cu-based shape memory alloys: Present Scenario and future prospects. J. Mater. Res. 2014, 29, 1681–1698. [Google Scholar] [CrossRef]
- Sedlak, P.; Seiner, H.; Landa, M.; Novák, V.; Šittner, P.; Manosa, L.I. Elastic Constants of bcc Austenite and 2H Orthorhombic Martensite in CuAlNi Shape Memory Alloy. Acta Mater. 2005, 53, 3643–3661. [Google Scholar] [CrossRef]
- Pushin, V.; Kuranova, N.; Marchenkova, E.; Pushin, A. Design and development of Ti–Ni, Ni–Mn–Ga and Cu–Al–Ni-based alloys with high and low temperature shape memory effects. Materials 2019, 12, 2616–2640. [Google Scholar] [CrossRef] [Green Version]
- Pushin, V.G.; Stolyarov, V.V.; Valiev, R.Z.; Kourov, N.I.; Kuranova, N.N.; Prokofiev, E.A.; Yurchenko, L.I. Features of structure and phase transformations in shape memory TiNi-Based alloys after severe plastic deformation. Ann. Chim. Sci. Mat. 2002, 27, 77–88. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Pushin, V.G. Bulk nanostructured metallic materials: Production, structure, properties and functioning. Phys. Met. Metallogr. 2002, 94, S1–S4. [Google Scholar]
- Pushin, V.G.; Stolyarov, V.V.; Valiev, R.Z.; Kourov, N.I.; Kuranova, N.N.; Prokofiev, E.A.; Yurchenko, L.I. Development of methods of severe plastic deformation for the production of high-strength alloys based on titanium nickelide with a shape memory effect. Phys. Met. Metallogr. 2002, 94, S54–S68. [Google Scholar]
- Pushin, V.G.; Valiev, R.Z. The nanostructured TiNi shape-memory alloys: New properties and applications. Sol. St. Phenom. 2003, 94, 13–24. [Google Scholar] [CrossRef]
- Pushin, V.G.; Valiev, R.Z.; Yurchenko, L.I. Processing of nanostructured TiNi-Shape memory alloys: Methods, structures, properties, application. J. Phys. IV Fr. 2003, 112, 659–662. [Google Scholar] [CrossRef]
- Pushin, V.G. Structure, Properties, and Application of Nanostructures Shape Memory TiNi-Based Alloys. In Book Nanomaterials by Severe Plastic Deformation; Wiley-VCH Verlag GmbH &Co.: Weinheim, Germany, 2004; pp. 822–828. [Google Scholar]
- Brailovski, V.; Khmelevskaya, I.Y.; Prokoshkin, S.D.; Pushin, V.G.; Ryklina, E.P.; Valiev, R.Z. Foundation of heat and thermomechanical treatments and their on the structure and properties of titanium Nickelide-Based alloys. Phys. Met. Metallogr. 2004, 97, S3–S55. [Google Scholar]
- Pushin, V.G.; Valiev, R.Z.; Zhu, Y.T.; Gunderov, D.V.; Kourov, N.I.; Kuntsevich, T.E.; Uksusnikov, A.N.; Yurchenko, L.I. Effect of severe plastic deformation on the behavior of Ti-Ni shape memory alloys. Mater. Trans. 2006, 47, 694–697. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Gunderov, D.V.; Pushin, V.G. The New SPD Processing Routes to Fabricate Bulk Nanostructured Materials. In Ultrafine Grained Materials IV.; Zhu, Y.T., Langdon, T.G., Horita, Z., Zehetbauer, M.J., Semiatin, S.L., Lowe, T.C., Eds.; TMS (The Minerals, Metals and Materials Society): Warrendale, PA, USA, 2006. [Google Scholar]
- Pushin, V.G.; Valiev, R.Z.; Zhu, Y.T.; Prockoshkin, S.; Gunderov, D.V.; Yurchenko, L.I. Effect of equal channel angular pressing and repeated rolling on structure, phase transformation and properties of TiNi shape memory alloys. Mater. Sci. Forum 2006, 503–504, 539–544. [Google Scholar] [CrossRef]
- Valiev, R.; Gunderov, D.; Prokofiev, E.; Pushin, V.; Zhu, Y. Nanostructuring of TiNi alloy by SPD processing for advanced properties. Mater. Trans. 2008, 49, 97–101. [Google Scholar] [CrossRef] [Green Version]
- Tsuchiya, K.; Hada, Y.; Koyano, T.; Nakajima, K.; Ohnuma, M.; Koike, T.; Todaka, Y.; Umimota, M. Production of TiNi Amorphous/Nanocrystalline Wires with High-Strength and Elastic Modulus by Severe Cold Drawing. Scr. Mater. 2009, 60, 749–752. [Google Scholar] [CrossRef]
- Kuranova, N.N.; Gunderov, D.V.; Uksusnikov, A.N.; Luk’yanov, A.V.; Yurchenko, L.I.; Prokof’ev, E.A.; Pushin, V.G.; Valiev, R.Z. Effect of heat treatment on the structural and phase transformations and mechanical properties of TiNi alloy subjected to severe plastic deformation by Torsion. Phys. Met. Metallogr. 2009, 108, 556–568. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Brailivski, V.; Korotitskiy, A.; Inaekyan, K.; Dubinsky, S.; Filonov, M.; Petrzhic, M. Formation of nanostructures in thermo-mechanically-treated Ti-Ni and Ti-Nb-(Zr, Ta) SMAs and their roles in martensite crystal lattice changes and mechanical behavior. J. Alloys Comp. 2011, 509, 2066–2075. [Google Scholar]
- Svirid, A.E.; Pushin, V.G.; Kuranova, N.N.; Luk’yanov, A.V.; Pushin, A.V.; Uksusnikov, A.N.; Ustyugov, Y.M. The structure–phase transformations and mechanical properties of the shape memory effect alloys based on the system Cu–Al–Ni. Mater. Today Proceed. 2017, 4, 4758–4762. [Google Scholar] [CrossRef]
- Lukyanov, A.V.; Pushin, V.G.; Kuranova, N.N.; Svirid, A.E.; Uksusnikov, A.N.; Ustyugov, Y.M.; Gunderov, D.V. Effect of the thermomechanical treatment on structural and phase transformations in Cu–14Al–3Ni shape memory alloy subjected to high-pressure torsion. Phys. Met. Metallogr. 2018, 119, 374–383. [Google Scholar] [CrossRef]
- Svirid, A.E.; Lukyanov, A.V.; Pushin, V.G.; Belosludtseva, E.S.; Kuranova, N.N.; Pushin, A.V. Effect of the temperature of isothermal upsetting on the structure and the properties of the shape memory Cu–14 wt % Al–4 wt % Ni Alloy. Phys. Met. Metallogr. 2019, 120, 1159–1165. [Google Scholar] [CrossRef]
- Svirid, A.E.; Kuranova, N.N.; Lukyanov, A.V.; Makarov, V.V.; Nikolayeva, N.V.; Pushin, V.G.; Uksusnikov, A.N. Influence of thermomechanical treatment on structural-phase transformations and mechanical properties of the Cu–Al–Ni shape-memory alloys. Rus. Phys. J. 2019, 61, 1681–1686. [Google Scholar] [CrossRef]
- Svirid, A.E.; Luk’yanov, A.V.; Makarov, V.V.; Pushin, V.G.; Uksusnikov, A.N. Effect of thermomechanical treatment on the structural, phase transformations and properties of the Cu-Al-Ni shape memory alloys. Chelyabinsk Phys. Mathematic. J. 2019, 4, 108–117. [Google Scholar]
- Svirid, A.E.; Pushin, V.G.; Kuranova, N.N.; Belosludtseva, E.S.; Pushin, A.V.; Lukyanov, A.V. The effect of Plastification of Cu–14Al–4Ni alloy with the shape memory effect in high-temperature isothermal upsetting. Tech. Phys. Lett. 2020, 46, 118–121. [Google Scholar] [CrossRef]
- Svirid, A.E.; Lukyanov, A.V.; Pushin, V.G.; Kuranova, N.N.; Makarov, V.V.; Pushin, A.V.; Uksusnikov, A.N. Application of isothermal upset for Megaplastic deformation of Cu–Al–Ni β Alloys. Tech. Phys. 2020, 65, 1044–2093. [Google Scholar] [CrossRef]
- Svirid, A.E.; Pushin, V.G.; Kuranova, N.N.; Makarov, V.V.; Ustyugov, Y.M. Structural and phase transformations and physical and mechanical properties of Cu-Al-Ni shape memory alloys subjected to severe plastic deformation and annealing. Materials 2021, 14, 4394. [Google Scholar] [CrossRef]
- Lotkov, A.I.; Grishkov, V.N.; Baturin, A.A.; Dudarev, E.F.; Zhapova, D.Y.; Timkin, V.N. The effect of warm deformation by abc-pressing on the mechanical properties of titanium Nickelide. Lett. Mater. 2015, 5, 170–174. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | σy, MPa | σu, MPa | ε, % | θ1, GPa | θ2, GPa |
|---|---|---|---|---|---|
| RT, v = 1 mm/min | 400 | 1150 | 22 | 3.5 | - |
| 673 K, v = 0.5 mm/min | 360 | 1550 | 82 | 0.7 | 5.3 |
| 673 K, v = 1 mm/min | 380 | 1550 | 84 | 0.7 | 5.7 |
| 673 K, v = 5 mm/min | 530 | 1580 | 76 | 0.2 | 4.6 |
| 773 K, v = 1 mm/min | 250 | 1550 | 84 | 0.3 | 6.3 |
| 773 K, v = 5 mm/min | 310 | 1620 | 83 | 0.3 | 5.9 |
| 873 K, v = 1 mm/min | 70 | 1550 | 95 | 0.2 | 8.0 |
| 873 K, v = 5 mm/min | 120 | 1550 | 92 | 0.1 | 8.1 |
| 973 K, v = 1 mm/min | 50 | 2000 | 70 | 0.1 | 10.5 |
| 1073 K, v = 1 mm/min | 50 | 2000 | 55 | 0.1 | 11.0 |
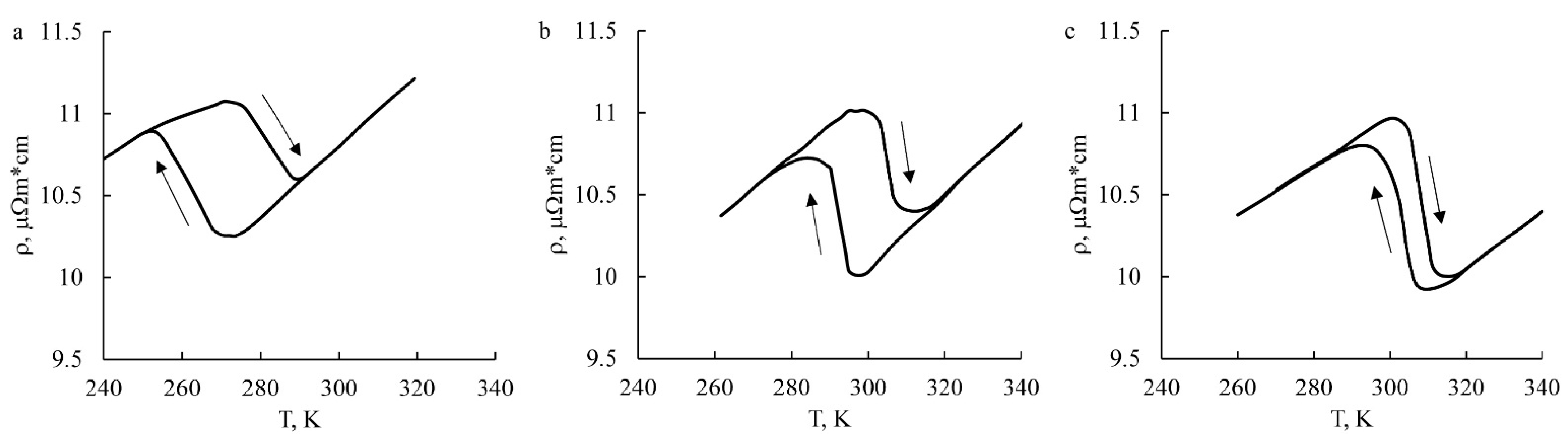
| Treatment | Ms, K | Mf, K | As, K | Af, K | ΔT *, K |
|---|---|---|---|---|---|
| Quenching | 270 | 250 | 275 | 290 | 22 |
| MPC, 973 K | 295 | 285 | 300 | 310 | 15 |
| MPC, 773 K | 305 | 290 | 300 | 315 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pushin, V.; Kuranova, N.; Svirid, A.E.; Ustyugov, Y. Mechanical Behavior and Structural Characterization of a Cu-Al-Ni-Based Shape-Memory Alloy Subjected to Isothermal Uniaxial Megaplastic Compression. Materials 2022, 15, 3713. https://doi.org/10.3390/ma15103713
Pushin V, Kuranova N, Svirid AE, Ustyugov Y. Mechanical Behavior and Structural Characterization of a Cu-Al-Ni-Based Shape-Memory Alloy Subjected to Isothermal Uniaxial Megaplastic Compression. Materials. 2022; 15(10):3713. https://doi.org/10.3390/ma15103713
Chicago/Turabian StylePushin, Vladimir, Nataliya Kuranova, Alexey E. Svirid, and Yurii Ustyugov. 2022. "Mechanical Behavior and Structural Characterization of a Cu-Al-Ni-Based Shape-Memory Alloy Subjected to Isothermal Uniaxial Megaplastic Compression" Materials 15, no. 10: 3713. https://doi.org/10.3390/ma15103713
APA StylePushin, V., Kuranova, N., Svirid, A. E., & Ustyugov, Y. (2022). Mechanical Behavior and Structural Characterization of a Cu-Al-Ni-Based Shape-Memory Alloy Subjected to Isothermal Uniaxial Megaplastic Compression. Materials, 15(10), 3713. https://doi.org/10.3390/ma15103713