1. Introduction
Concrete has very advantageous properties, such as compressive strength, durability, ease of shaping, etc., and therefore it has widespread applications in the construction industry. It goes without saying that the increasing consumption of concrete is directly linked to the increasing consumption of cement, the production of which, in turn, has a significant negative impact on the global ecology due to high emissions of CO
2 per 1 t of cement (0.73–0.99 t) [
1]. The sintering of cement clinkers requires a high temperature, which is reached by burning a large amount of fossil fuel and, consequently, leads to large greenhouse gas emissions. On the other hand, it is very important to reduce the open porosity, which has an undeniably significant negative effect on the durability of cement concretes. It is well known that the higher the absorption capacity of cement concrete, the greater the likelihood of substances, which chemically or physically damage the structure of concrete and thus shorten its service life, to enter the pore system. It is also important to assess the impact of a material on greenhouse gas emissions over its full life cycle, i.e., extraction, production, lifetime and disposal or recycling, as it is clear that the longer the lifetime of a material, the lower the negative environmental impact in terms of GWP (Global Warming Potential).
Nowadays, many researchers are exploring the possibility of using wastes of various materials as inert aggregates or as active additives in the hydration of cement. Much research has been done in an attempt to use crushed concrete, glass, ceramics, bricks, glass, plastics, rubber, etc., waste, by replacing part of a coarse or fine aggregate. Some of these materials may partially reduce the mechanical properties of concrete, but this addresses the issue of waste disposal; others, such as plastic–rubber, can reduce shrinkage deformations [
2] and reduce risk of cracks, which increases the durability of the material. Other materials include ground glass, rice husk ash, sugarcane bagasse ash and other non-traditional materials with pozzolanic properties that can react with Ca(OH)
2 to form compounds very close to C-S-H. On the one hand, this allows some waste to be utilised, and on the other hand, the properties of these materials are used to improve the properties of cement-based composites.
The present paper studies the possibilities of replacing part of the cement with a mixture of natural fossil material (natural zeolite) and production waste (soda lime glass). The advantage of this formulation lies in the ability of one material in the mix to counteract the disadvantages of another material. For example, natural zeolite, having an open crystal structure and high specific surface area, can reduce the separation of free water [
3] and, in turn, the workability of concrete [
4], whereas the soda lime glass, which does not absorb water, increases not only the workability of concrete, but also the separation of free water [
5].
Natural zeolite (clinoptilolite) belongs to the group of tectosilicate minerals and consists of an outer framework of silica and alumina tetrahedra. The framework has a microporous structure formed by open channels of 8- and 10-membered tetrahedral rings. These channels are predominantly occupied by Na, K, Ca and H
2O [
6]. Water molecules and metal cations in the channels participate in the substitution of Si
4+ by Al
3+ in the framework [
7]. The process of pozzolanic activity of zeolites is not simple and is influenced by a number of factors simultaneously: the surface area, particle size, Si/Al ratio, CEC (Cation Exchange Capacity), mineral and chemical composition, etc. [
4]. Zeolite is actually a perfectly crystallised material that changes to an amorphous state during dissolution [
8]. The aluminosilicate network of the zeolite starts decomposing in contact with a cement–water mixture under the attack of OH
− in a high pH environment [
9]. The decomposition mechanism is as follows: in the hydrolysis reaction, the hydroxyl group (OH
−) weakens the Si-O-Si and Al-O-Si bonds in the surface lattice, and causes the detachment of Si-OH and Al-OH and the subsequent formation of Si-O
− and Al-O
−. The framework with hydrolysed bonds becomes unstable. The weak parts detach and enter the solution [
10] where they react with Ca
2+ and form hydrated calcium silicate and calcium aluminate compounds, very similar to those formed during the hydration of cement [
9]. It is widely known that natural zeolites have a high pozzolanic activity. Although the pozzolanic activity of zeolites is much lower than the activity of microsilica, it is higher than the activity of fly ash [
11] or granulated blast furnace slag [
12].
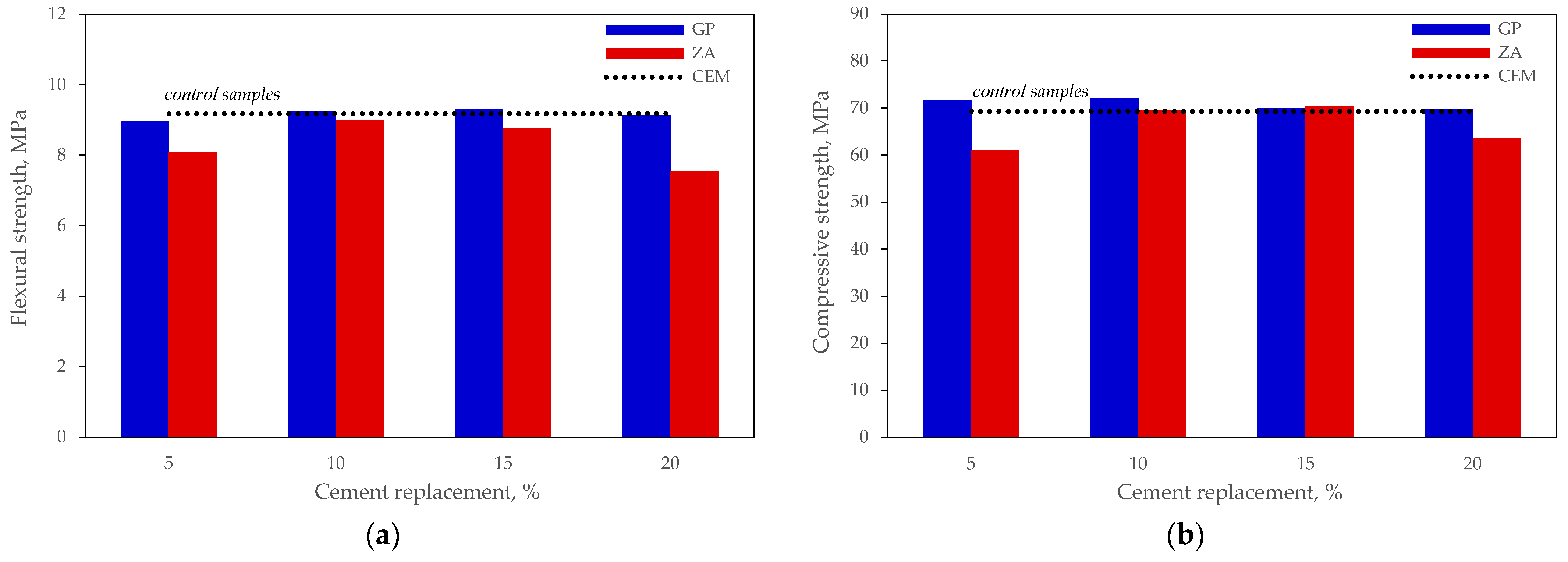
Literature analysis shows conflicting results for mechanical properties of cement concrete, since some authors indicate that at 28 days the mixes with 15% cement replaced by zeolite had about 19% higher compressive strength compared to the control specimen, and about 14% higher after 90 days of hydration [
13]. Other authors declared that at 28 days the best compressive strength results (+7%) were obtained in specimens with 20% cement replaced by zeolite, and at 90 days, the best results (+13%) were obtained with 10% zeolite [
14]. The authors, who investigated the influence of zeolite on the durability properties of concrete, found about 4% decrease in compressive strength at 28 days in the mixes where 15% of cement was replaced by zeolite in comparison to the control and a decrease of about 3% after 90 days of hydration. The 24-h water absorption tests showed a decrease of about 16% in the absorption rate compared to the control after 28 days, whereas the difference in the absorption rate after 90 days increased about 22% [
15]. Another study on the durability of concrete revealed that at 28 days the compressive strength in the mixes with 10% cement replaced by zeolite decreased about 25% compared to the control, and after 90 days of hydration, this difference was 11%. The porosity tests showed that open porosity was about 18% higher when the binder contained 10% zeolite and increased with a higher zeolite content [
16].
In summary, the research findings show that natural zeolites have pozzolanic properties. However, the replacement of part of the cement with zeolite is very likely to result in a decrease in compressive strength at 28 days due to late pozzolanic reactions. Moreover, there is a significant loss of compressive strength at 90 days and the loss in modified specimens is greater than the loss in the control specimen. Both positive and negative effects on open porosity are recorded, with the greatest positive effect of zeolite on the durability parameters, such as resistance to sulphate attack [
17], alkali aggregate reaction [
18], chloride diffusion [
8], shrinkage strains and, consequently, crack reduction [
19].
Soda lime glass, which is most widely used in the construction industry, contains high levels of amorphous SiO
2 (≥65%), Na
2O (≥12%) and CaO (≥5%). Such a chemical composition makes the glass powder an excellent pozzolanic material [
20]. It should also be noted that the pozzolanic effect comes not only from the chemical composition, but also from other parameters, such as the type of glass, its particle size, the curing temperature and the free ions in the pore solution [
21].
The reaction of ground glass in cement-based concrete starts in a similar way as the reaction of zeolite. It begins with the dissolution of CaO in the cement paste, which increases the pH of the pore solution. Then the glass powder starts dissolving in a hydrolysis reaction and thus supplies silica and sodium to a system already rich with Ca
2+ [
22]. A higher pH accelerates the dissolution of alkaline metals present in glass and SiO
2 because silica fumes tend to dissolve faster in water at a pH between 12 and 13 [
23]. A layer rich in silica forms on the surface of glass grains due to the incongruent dissolution of glass. The dissolved silica reacts with portlandite to form the outer C-S-H gel. Probably, the pozzolanic reaction of glass grains also produces two types of C-S-H, i.e., the inner hydration product formed within the original boundary of glass grains and the precipitated outer hydration product [
24]. It means that glass powder, like zeolite, can form crystallisation centres and at the same time accelerate the hydration of tricalcium silicate.
According to the findings reported in scientific papers, the size of glass powder particles has a great effect on pozzolanic reactions. Some authors declare that the pozzolanic properties of glass become notable at particle sizes below approximately 300 μm and that glass powder particles of 100 μm in size can have a pozzolanic reactivity greater than that of fly ash at low cement replacement levels and after 90 days of curing [
25]. Other authors report that glass powder could exhibit pozzolanic activity if finely ground to below 38 μm [
26].
Although it is well known that a material containing high levels of Na
2O and amorphous SiO
2, such as glass, is a potential cause of ASR (Alkali Silica Reaction), there is research evidence showing that ASR potential highly depends on particle size. The high surface area of glass powder changes the kinetics of chemical reactions towards a beneficial pozzolanic reaction, where available alkali is utilised before the production of potential ASR gel [
27]. Other researchers also found that glass powder, as a cement replacement material, demonstrates the potential to reduce deleterious expansion due to ASR reaction [
28]. The same findings are stated by the authors who claim that partial replacement of cement by finely recycled waste glass can, in fact, reduce the ASR-related expansion [
29].
The analysis of the data published in research papers shows both positive and negative effects on compressive strength caused by the replacement of part of the cement with ground glass. In their studies on the durability of mortars modified with ground glass, the authors report an approx. 12% drop in compressive strength at 28 days in specimens where 10% cement is replaced with ground glass, whereas the replacement of 20% of cement with glass results in a reduction of only about 3%. At 90 days, the reduction is 22% with 10% glass, and the strength of the specimens with 20% glass decreases 3% more than in the control specimens [
30]. Other authors found that after 28 days the compressive strength of the specimens containing 5% of ground glass decreased approx. 5%, while after 90 days the specimens with 20% glass showed 13% higher strength than the control specimens. The open porosity of the specimens with 20% glass was about 11% lower at 90 days [
31].
In summary, ground glass acts as a pozzolanic material and can improve the mechanical properties (compressive strength, flexural strength, etc.) of concrete. In addition to better mechanical characteristics, the microstructure [
32] and durability-related properties of concrete, such as enhanced sorption, chloride permeability and freeze-thaw resistance [
27], are improved due to the pozzolanic activity of glass powder.
The effect of the mixture of GP (glass powder) and other pozzolanic materials on the composition, structure and properties of cement concretes has not been widely researched yet. Research data are available on the effect of the mixtures of granulated slag, fly ash and RHA (rice husk ash) with ground glass. According to the studies on the combined effect of ground glass and RHA, the best results were obtained with the following binder ratios 85:10:5 and 85:7.5:7.5 (cement:GP:RHA), with the 28-day compressive strength of modified specimens about 13% lower than that of the control specimens, while at 90 days the difference was negligible [
33]. The best composition found in another study with the same binder was 80:20:5. The authors report impressive results, as the achieved 28-day compressive strength was approx. 70% higher than in control specimens, and the 90-day strength was 98% higher. The total porosity studies show that after 28 days the total porosity of the mortar of the same composition was approx. 3.5% lower than the porosity of the control specimen, and after 90 days the difference was about 3.6% [
34].
In this research, the combination of glass powder and natural zeolite in order to reduce capillary porosity of hardened cement paste and increase durability was investigated. The limitation of high hardened cement paste porosity after cement replacement with natural zeolite was tested. Additional modification with glass powder avoids an increase in water demand for equal cement mortar consistency and reduces hardened cement paste capillary porosity.
2. Materials and Methods
2.1. Materials
Portland cement CEM I 42,5 R complying with EN 197-1 requirements was used for the preparation of cement pastes and mortars. The amounts of minerals contained in the cement clinker (without gypsum) are: tricalcium silicate 57.80%, β-dicalcium silicate 22.15%, tricalcium aluminate 6.65% and tetracalcium aluminoferrite 13.40%.
The natural zeolite from the Transcarpathian region in western Ukraine is composed of clinoptilolite, heulandite and quartz. The amounts of oxides in cement, natural zeolite and glass powder are presented in
Table 1. The main properties of the binder are given in
Table 2.
The ternary diagram of the binders (
Figure 1) shows the position of each binder in terms of the content of the main oxides and the position of the binder mixture that produced the best results of open porosity. The mixture of binders has shifted to the top of the diagram due to the change in composition and is positioned between Portland cement and granulated blast furnace slag.
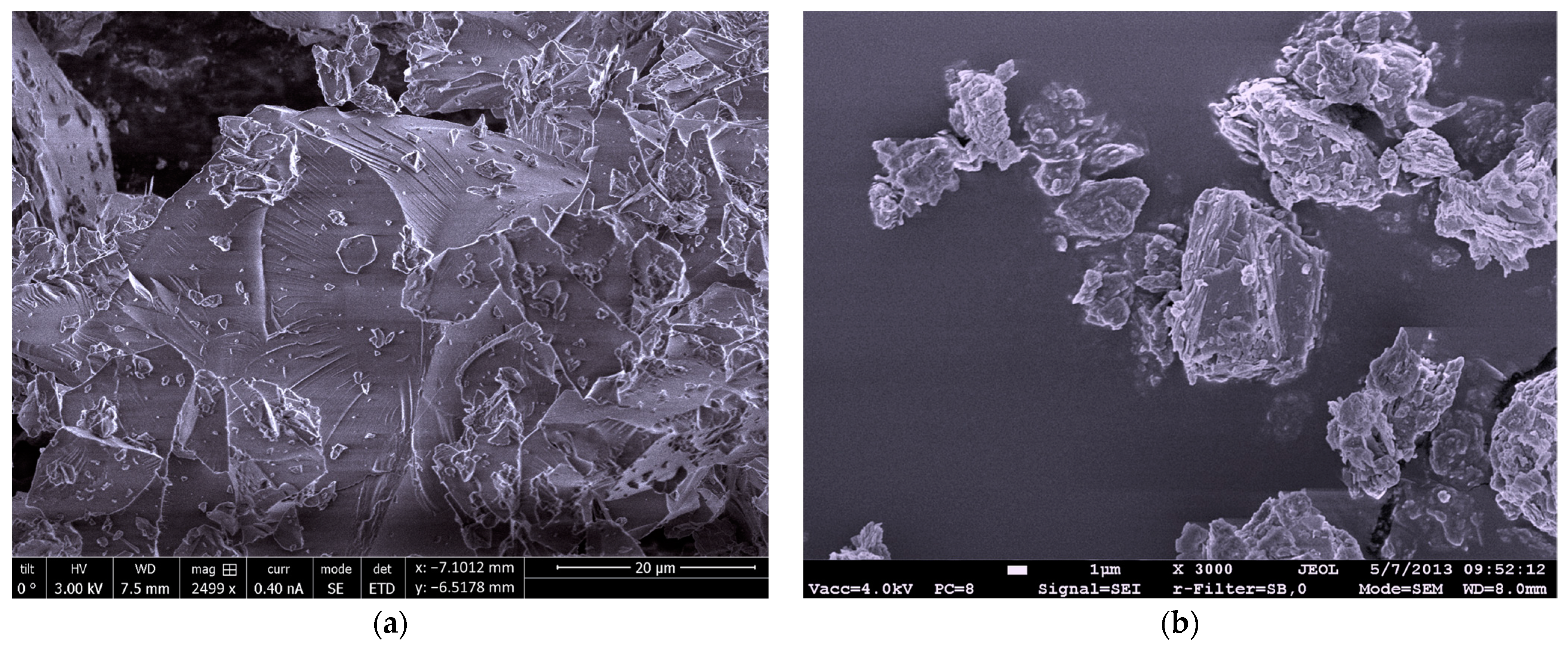
Zeolite has a light brown colour, the particles are of irregular-angled shape, such as the particles of glass powder (
Figure 2). Polycarboxylate polymer-based superplasticiser was used to control the consistency of the mortars. The superplasticiser had the following characteristics: active substance content 28%, pH 4.4 ± 1, density 1060 ± 20 kg·m
−3. Sand fraction was 0/2, the fineness modulus of sand was 2.11. The sand was dried at 110 ± 5 °C before mixing. Cumulative particle size distribution of the mineral binders are presented in
Figure 3.
2.2. Milling of Mineral Binders
The soda lime glass waste (from an insulated glass unit manufacturer) was ground using a planetary micro mill (capacity 1 t/h) with cylinder-shaped grinding bowls cased in stainless steel. Prior to grinding, the glass chippings were pre-crushed to 0/5 mm fraction.
The comminution takes place in the grinding bowl containing the glass particles and rotating around its own axis on the main disk, which rotates in the opposite direction. At a certain speed, the centrifugal force causes the ground glass and grinding balls to bounce off the inner wall of the grinding bowl, cross the bowl diagonally at an extremely high speed and impact the glass to be ground on the opposite wall of the bowl. Glass powder is delivered by compressed air to the separator where the particles of the required size are separated, and the remaining particles are returned to the mill where the grinding cycle is repeated until the required particle size is achieved.
The natural zeolite was milled in several stages. Initially, a drum mill with spherical steel grinding bowls was used, where the zeolite was milled to an average particle size of 59.3 μm in 48 h. Then the milling cycle of 48 h was repeated and the average particle size of 29.0 μm was obtained.
Since further milling was inefficient and did not have a significant effect on the particle size, it was decided to continue the milling using a wet process in a drum mill with ceramic milling bowls. The water to zeolite ratio was 2.35:1 and the milling cycle again lasted for 48 h. The obtained suspension had a milky consistency and had the following characteristics: a density of 1666 kg/m3, an absolute moisture content of about 211%, a water separation rate of about 10% of the total volume of the suspension over the period of two weeks and an average particle size of 3.6 μm.
2.3. Test Methods
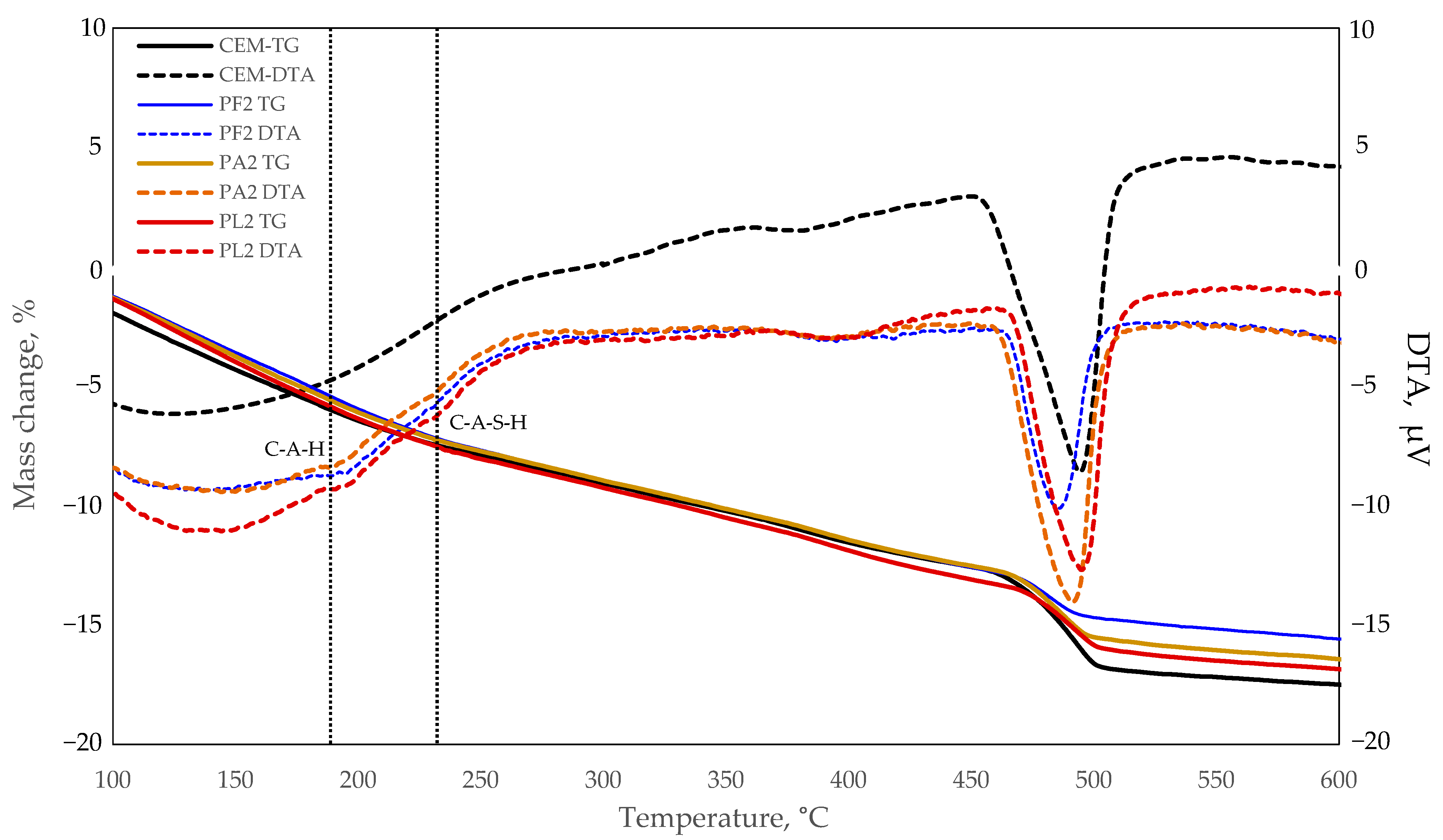
Thermogravimetric and differential thermal analysis (registration of DTA curves) was conducted by the simultaneous thermobalance Linseis STA PT-1600. A corundum crucible with a sample of 50–60 mg was heated up to 1000 °C in an air atmosphere at a heating rate of 10 °C/min. The amount of calcium hydroxide formed was calculated by normalising the data according to the cement content in the mixtures, i.e., with the cement dilution effect evaluated.
Mineral composition analysis was done by DRON-7 (Bourevestnik JSC, St. Petersburg, Russia) X-ray diffraction meter with a 30 kV voltage, rotating Cu-Kα anode in the X-ray tube. The radiograms were done in 2θ at the interval of 5–60 degrees, by using an optical system adjusted to the Bragg–Brentano method, the sample rotating at 0.02 degrees and the detector rotating at 1 degree per minute. Crystallographica Search-Match v2.1 (Oxford Cryosystems, West Oxfordshire, UK) software and the database of crystal structures PDF-4+ (2019) was used for the analysis.
The calorimetric analysis was done with the calorimeter TAM AIR III and the data were analysed with Tam Air Assistant software. The temperature of the experiment was 25 ± 0.1 °C, and the water-to-solid ratio was 0.5 (measurement error < 0.03 W/g). The hydration process of the cement systems was measured for 60 h.
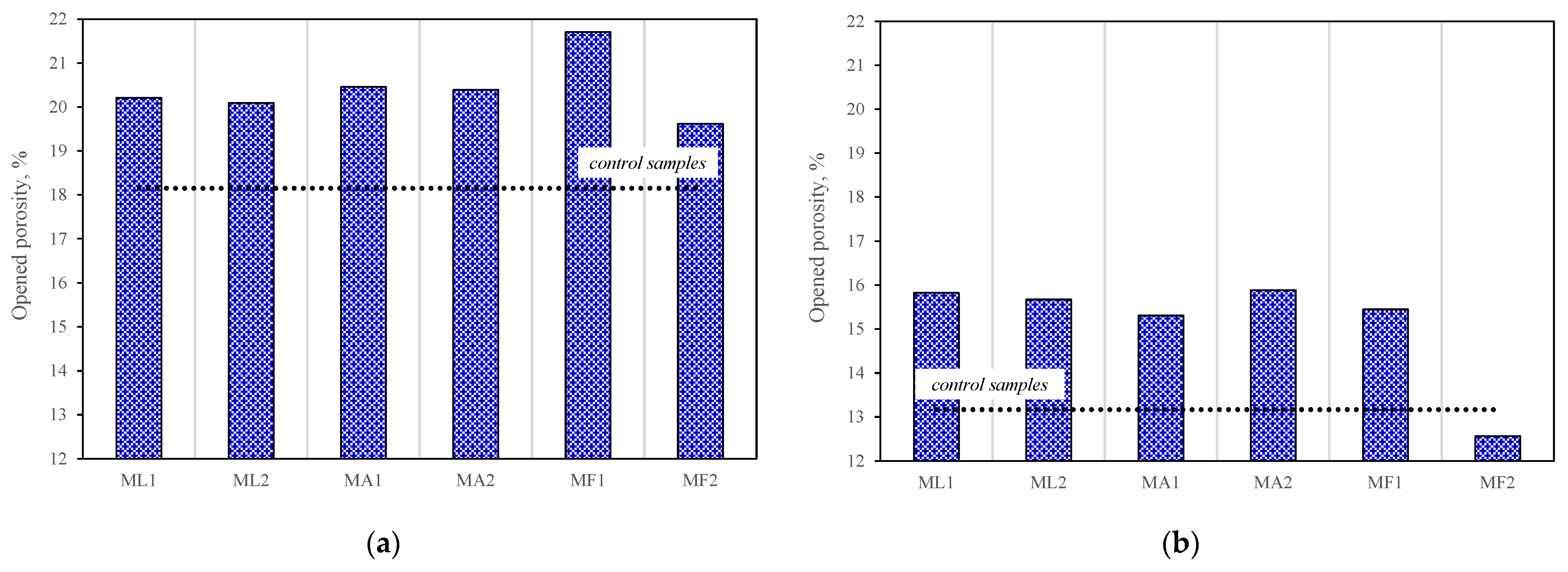
The open porosity of the cement pastes was measured using the modified method EN 1015-10 (determination of dry bulk density of hardened mortar). Wet specimens were weighed after the scheduled curing period (M
1), with excess water wiped with a damp cloth from the surface of the specimens. Then the specimens were weighted in water after removing the air bubbles on the sides of the specimens (M
2). Afterwards, the weighted specimens were dried in the drying oven at 60 ± 5 °C temperature until a constant mass was achieved. The specimen is considered to have achieved the constant mass if the difference in the weighting results after 24 h of drying does not exceed 0.2% of the dry specimen mass (M
3). The capillary porosity (%) was calculated from the equation:
The problem of error in the results of M
1, which is the mass of the saturated specimen in air, for small samples of the cement paste should be considered [
35]. In order to increase the reliability of results, six specimens of each composition were tested and the obtained weighting results were processed using a Student’s t-distribution with the selected confidence level 95%.
The consistency of the cement pastes was determined by flow table method according to EN 1015-3. The density of the specimens was measured according to EN 1015-6. The flexural and compressive strength was tested according to EN 1015-11. The mortar prisms (40 × 40 × 160 mm) were initially tested by loading in three points to failure and then compressed by placing between two bearing plates of 40 × 40 mm. The machine has two steel supporting rollers spaced 100 mm apart, and the third steel roller of the same length and diameter located centrally between the supporting rollers. The load was applied at a uniform rate of 50 N/s. The mortars were compressed at a uniform rate of 200 N/s.
The porosity of fresh mortars was calculated by evaluating the relationship between the determined density of the mix and the maximum theoretical density, taking into account the quantities and specific densities of all components of the mix.
2.4. Mix Proportioning and Sample Preparation
The ratios of cement to mineral binders in cement-based mortar mixtures were converted according to the densities of the materials used: water to binder ratio was 0.5; sand to binder ratio was 3:1; superplasticiser was added at 0.8% by weight of cement. Cement mortars were mixed with the composition presented in
Table 3 and
Table 4.
Mortars were mixed according to the standard method prescribed by EN 480-1 Part 1: Reference concrete and reference mortar for testing. Specimens with the dimensions 40 × 40 × 160 mm were formed in metal moulds. The mortar was poured in two layers and compacted on the vibration table. The prisms were conditioned for 24 h in the forms at 20 ± 2 °C, demoulded afterwards and further cured in water at the same temperature.
The cement pastes were formed using the same cement/mineral binder ratio as the ratio used in the mortars with the water/binder ratio 0.4. The paste was mixed according to the standard method prescribed by the standard EN 196-7 Part 7: Methods of taking and preparing samples of cement. The specimens were formed in tabled-shaped PVC moulds with a diameter of Ø 60 mm and a height of 25 mm. The prisms were conditioned for 24 h in the moulds at 20 ± 2 °C, demoulded afterwards and further cured in water at the same temperature. The composition of the cement paste samples is presented in
Table 5.
Microcalorimetry tests were conducted with the mixtures containing 85% of cement and 15% of natural zeolite with different average particle size and a mixture containing 90% of cement and 10% of milled glass. The water/binder ratio was 0.5 in all mixtures.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}