
Supercritical CO2 Curing of Resource-Recycling Secondary Cement Products Containing Concrete Sludge Waste as Main Materials


Abstract
:1. Introduction
2. Derivation of the Optimal Mixture for Resource-recycling of Secondary Cement Products
2.1. Experimental Plan and Method
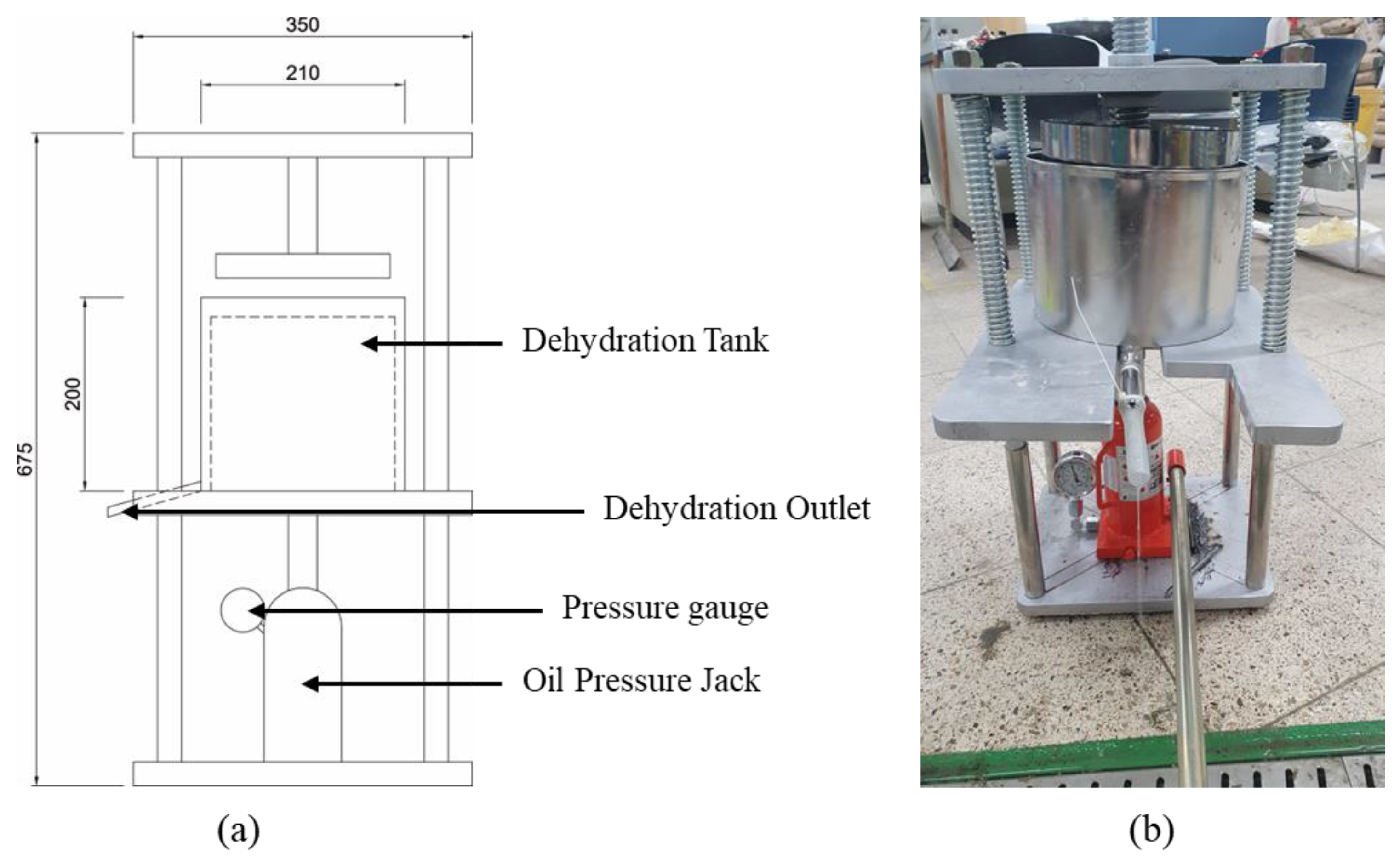
2.1.1. Analysis of CSW Moisture Content Based on Pressurized Dehydration
2.1.2. Materials Used and Mixture Proportions
2.1.3. Compressive Strength
2.2. Experiment Results and Analysis
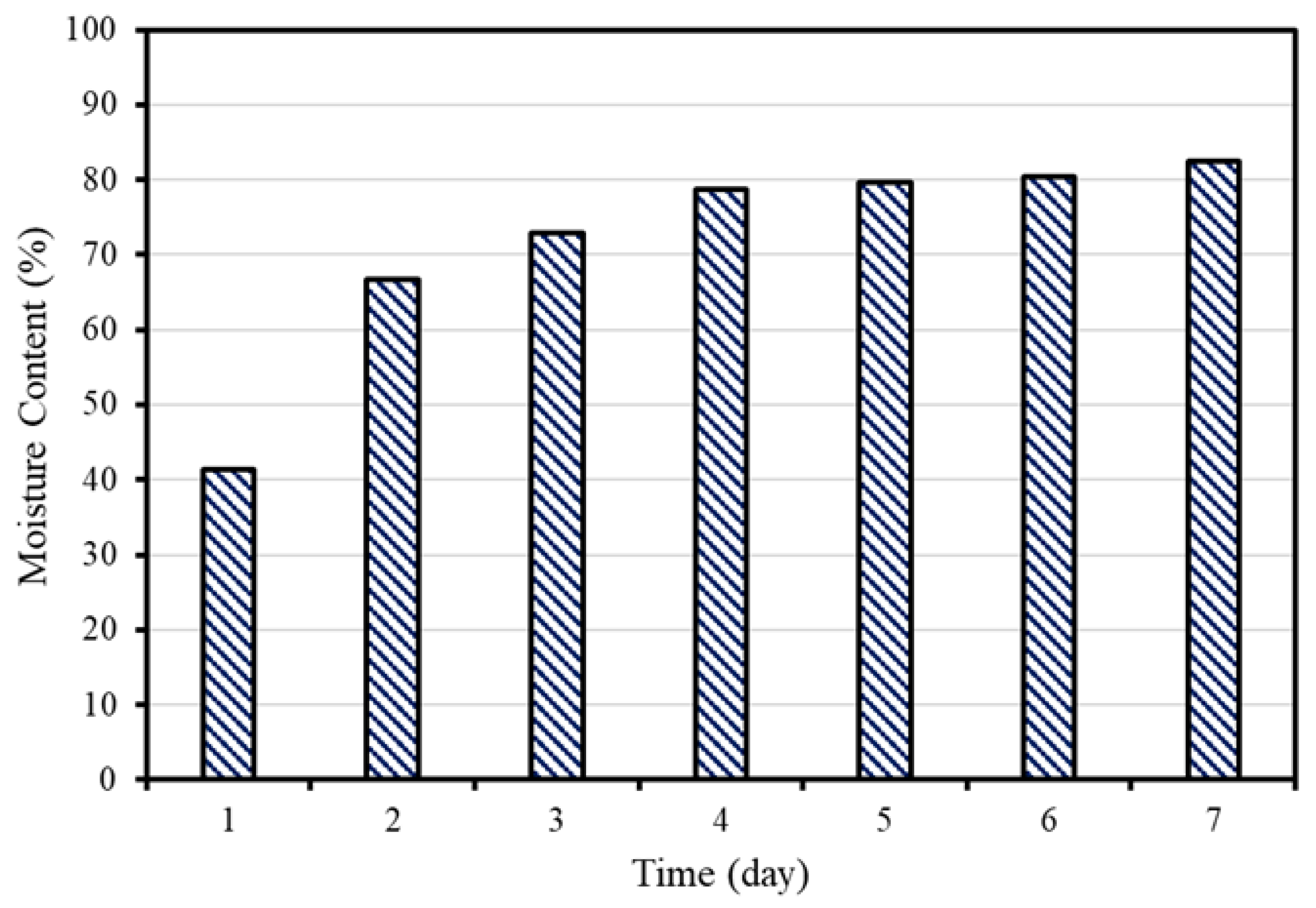
2.2.1. CSW Moisture Content Measurement Results Based on Pressurized Dehydration
2.2.2. Compressive Strength Measurement Results
3. Derivation of the Optimal Conditions for Lean Carbonation
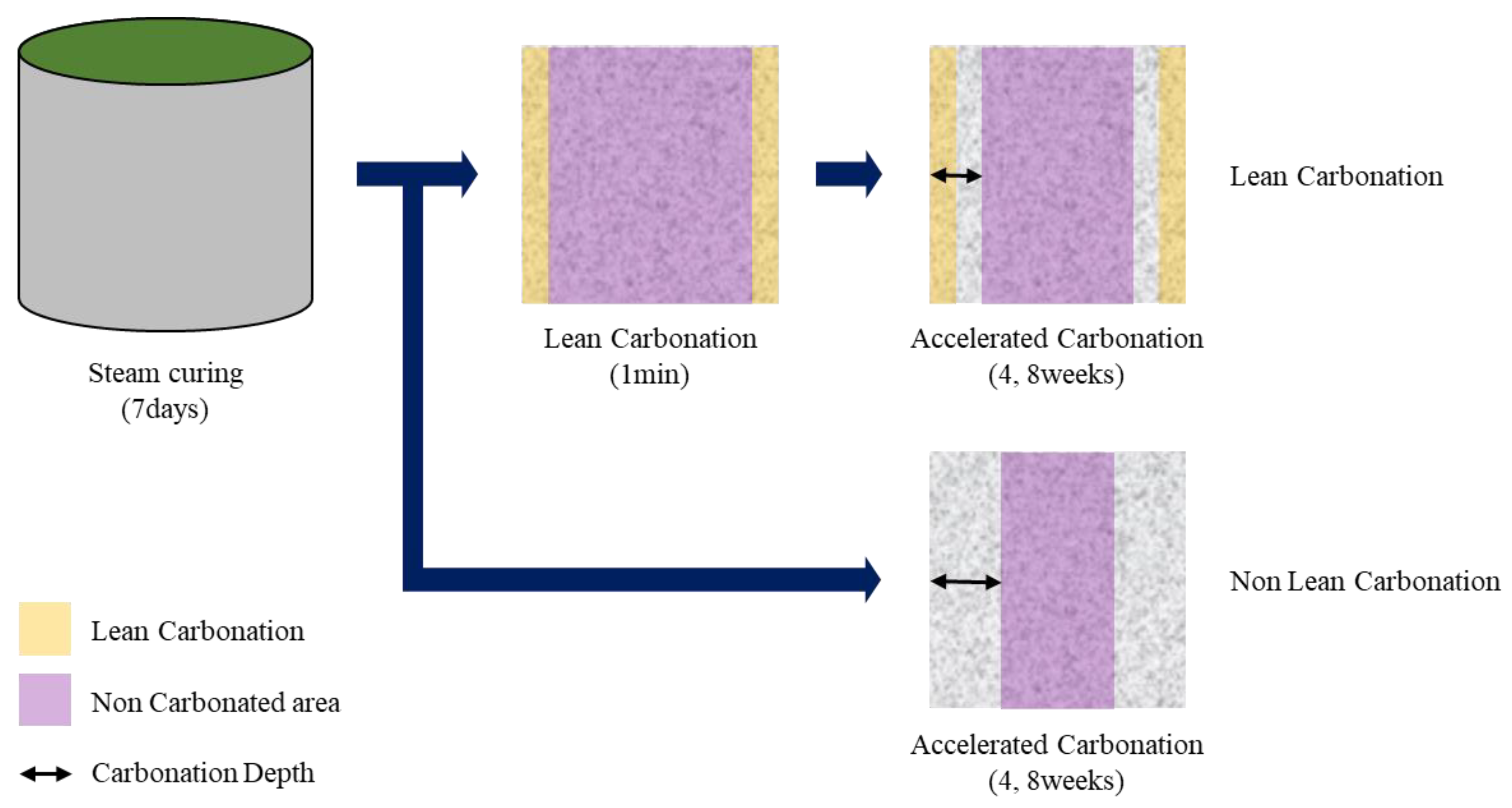
3.1. Concept of Lean Carbonation
3.2. Experimental Method Used to Derive Optimal Conditions for Lean Carbonation
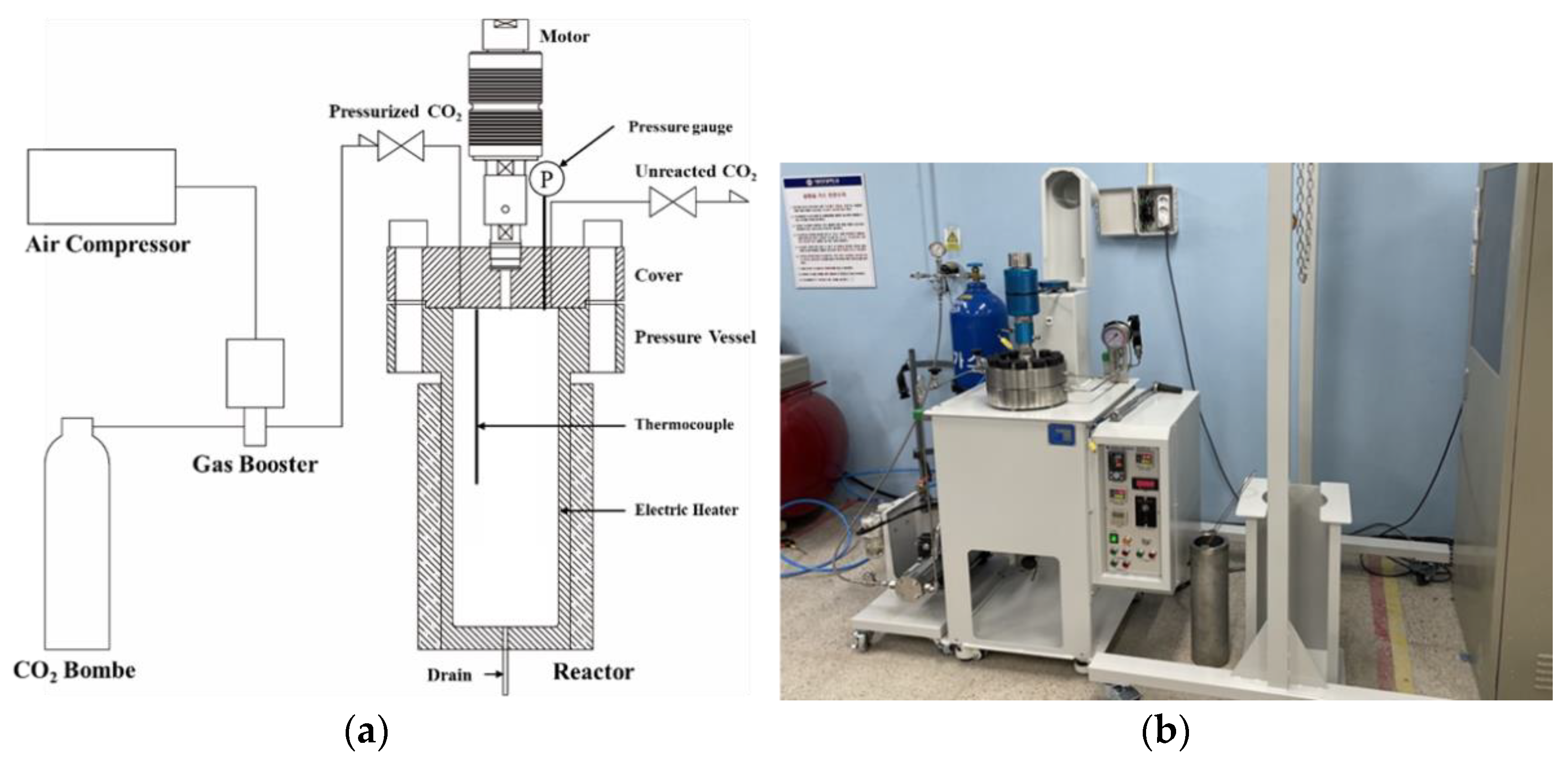
3.2.1. Supercritical CO2 Curing Equipment
3.2.2. Supercritical CO2 Curing Conditions
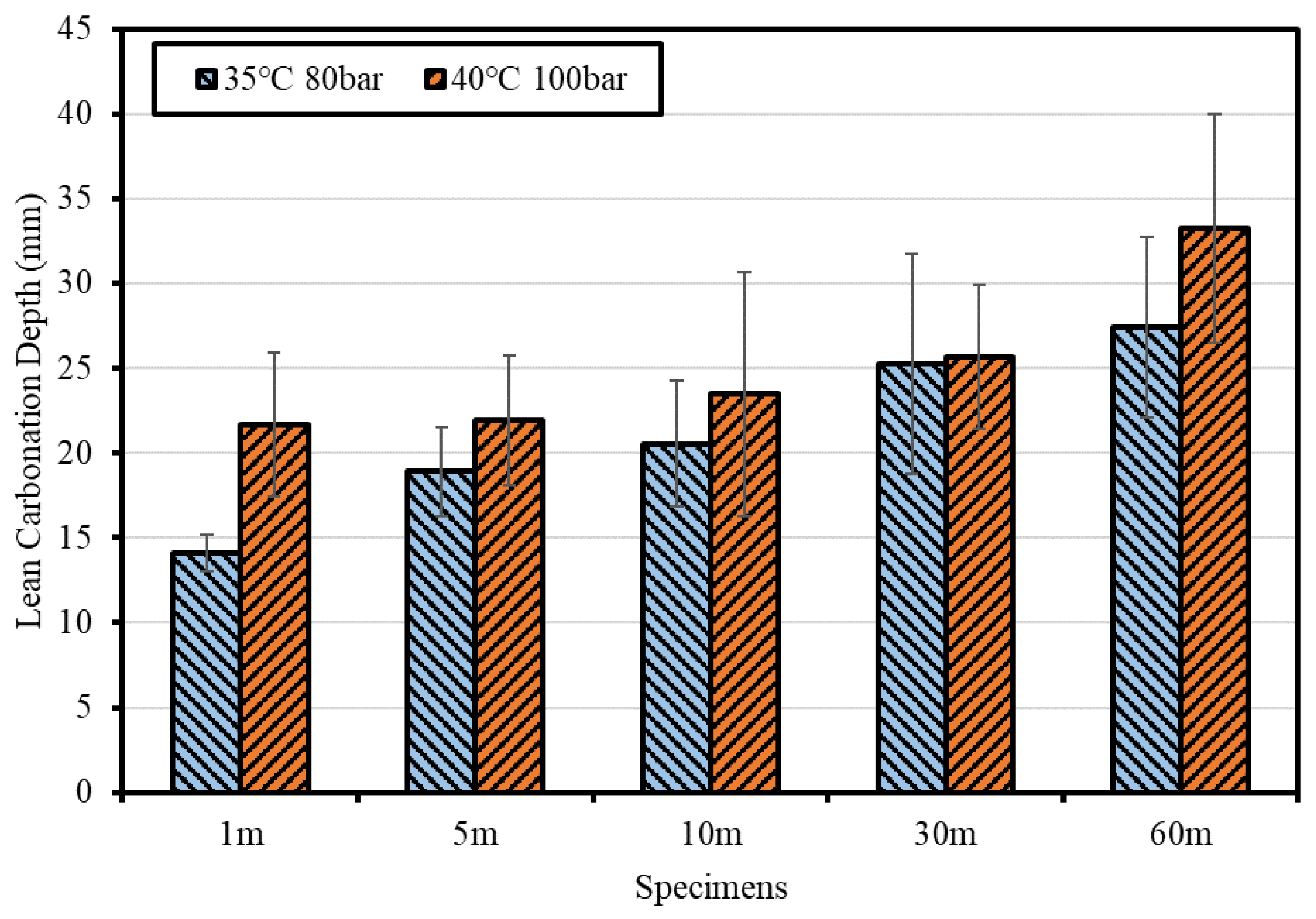
3.2.3. Evaluation of the Optimal Conditions for Lean Carbonation
3.3. Derivation of the Optimal Condition Outcomes for Lean Carbonation
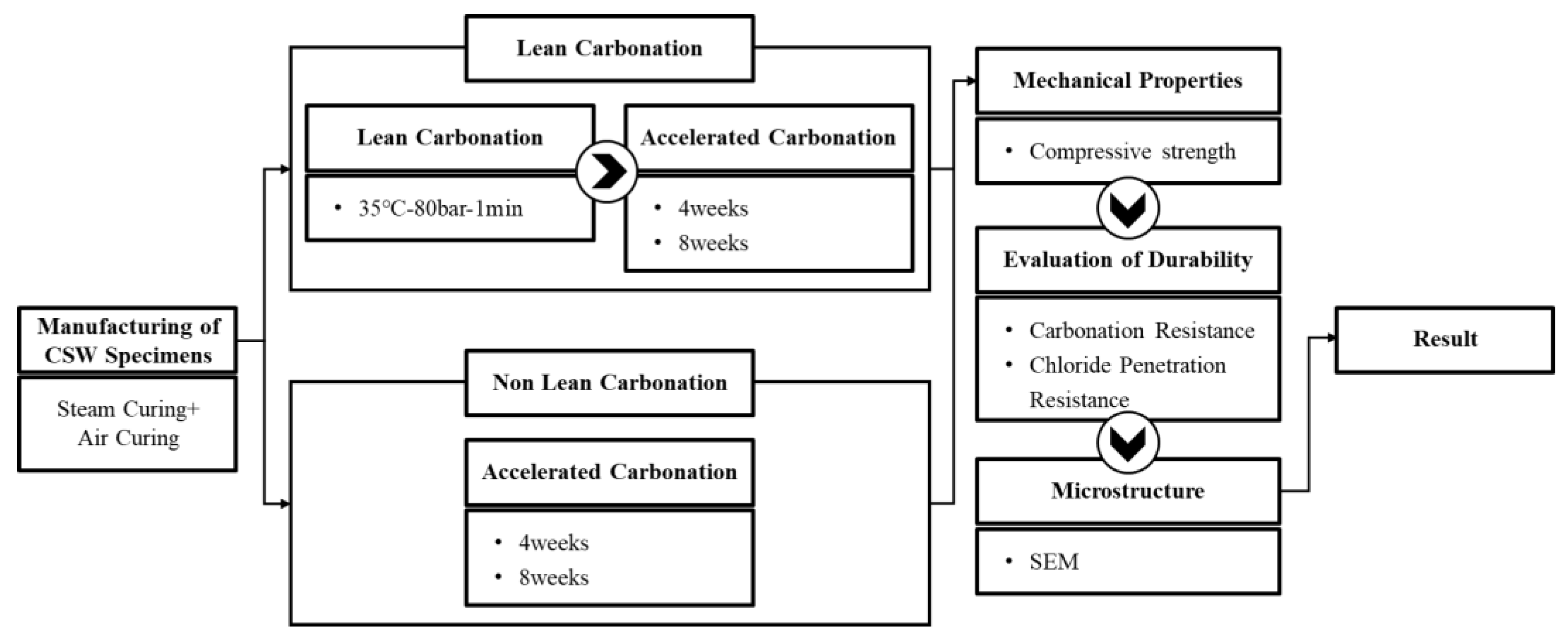
4. Evaluation of Mechanical Properties and Durability Based on Lean Carbonation
4.1. Experimental Plan and Method for Lean Carbonation
4.1.1. Carbonation Depth at Different Mixtures
4.1.2. Compressive Strength
4.1.3. Carbonation Resistance
4.1.4. Chloride Penetration Resistance
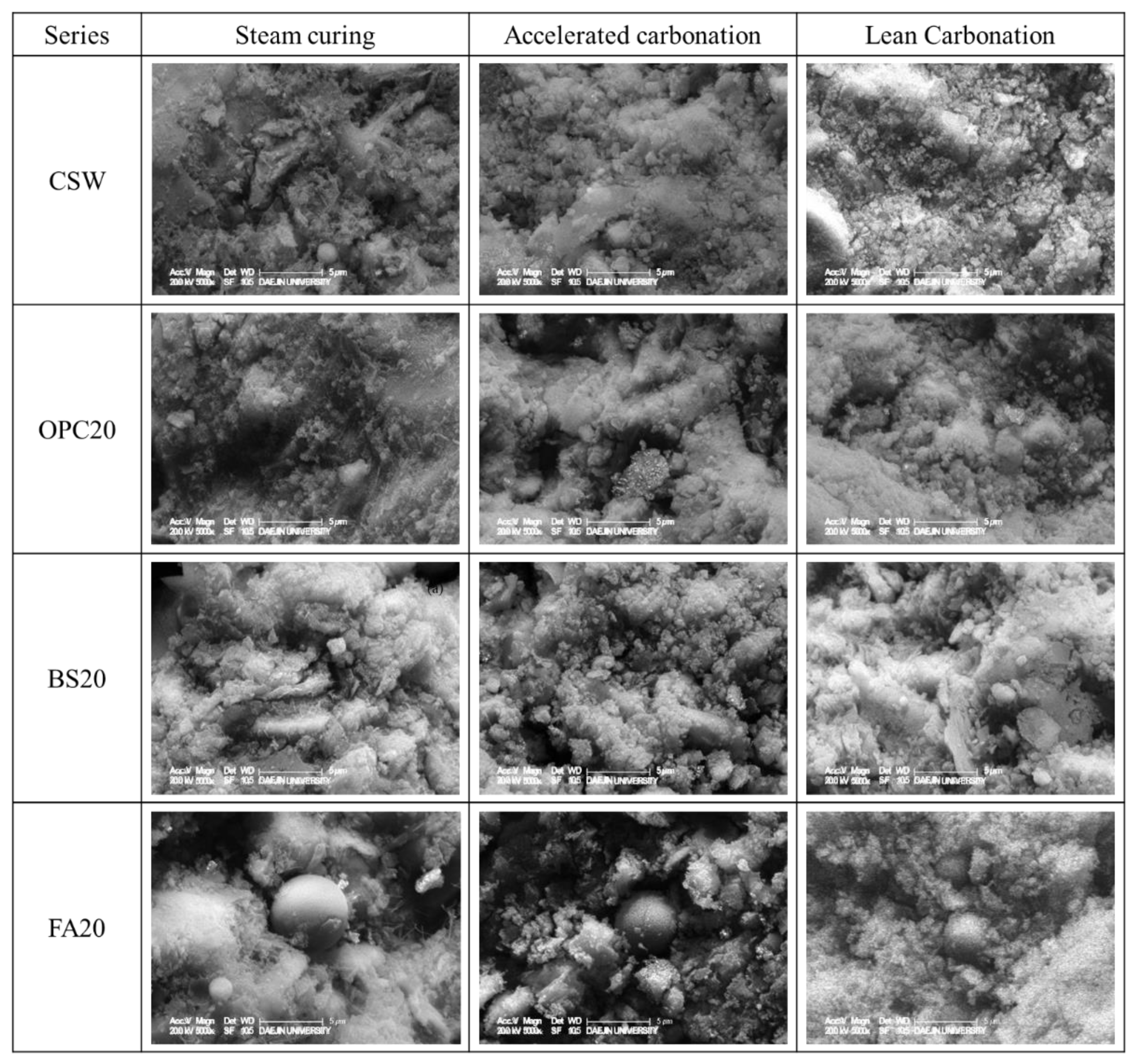
4.1.5. Microstructural Analysis
4.2. Lean Carbonation Experimental Results and Analysis
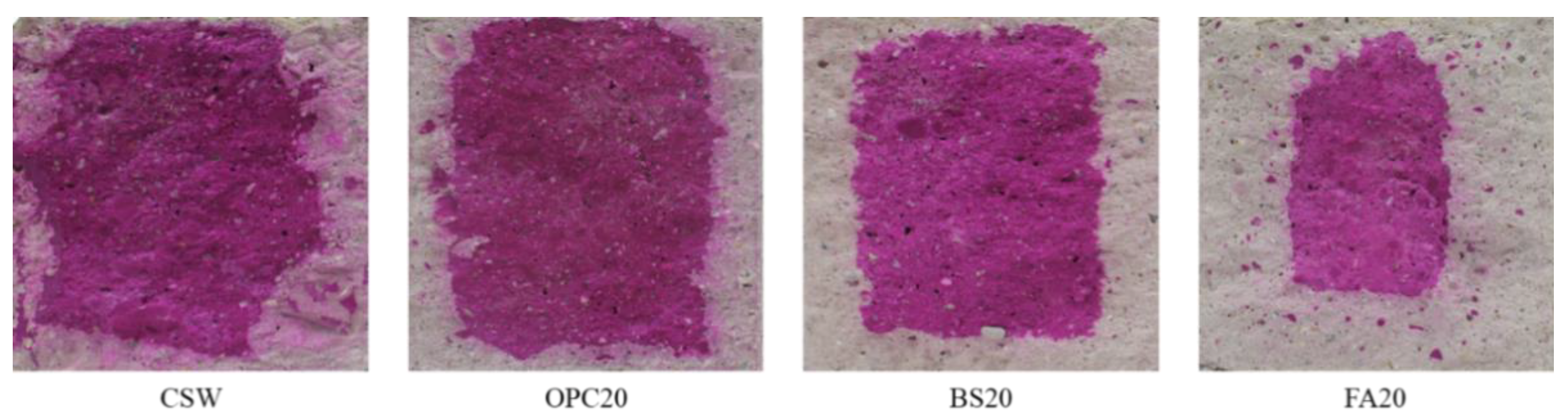
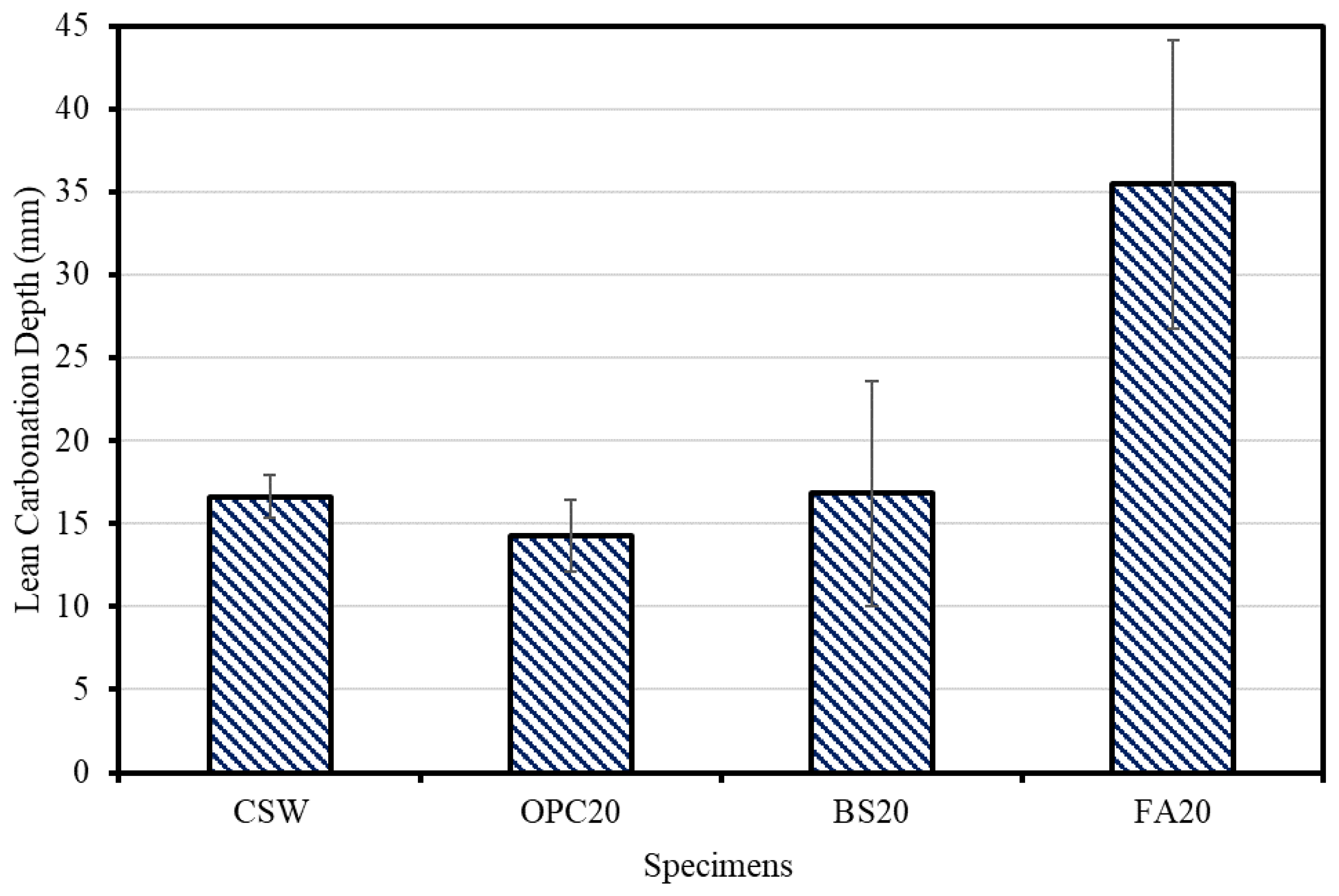
4.2.1. Lean Carbonation Depth by Mixture
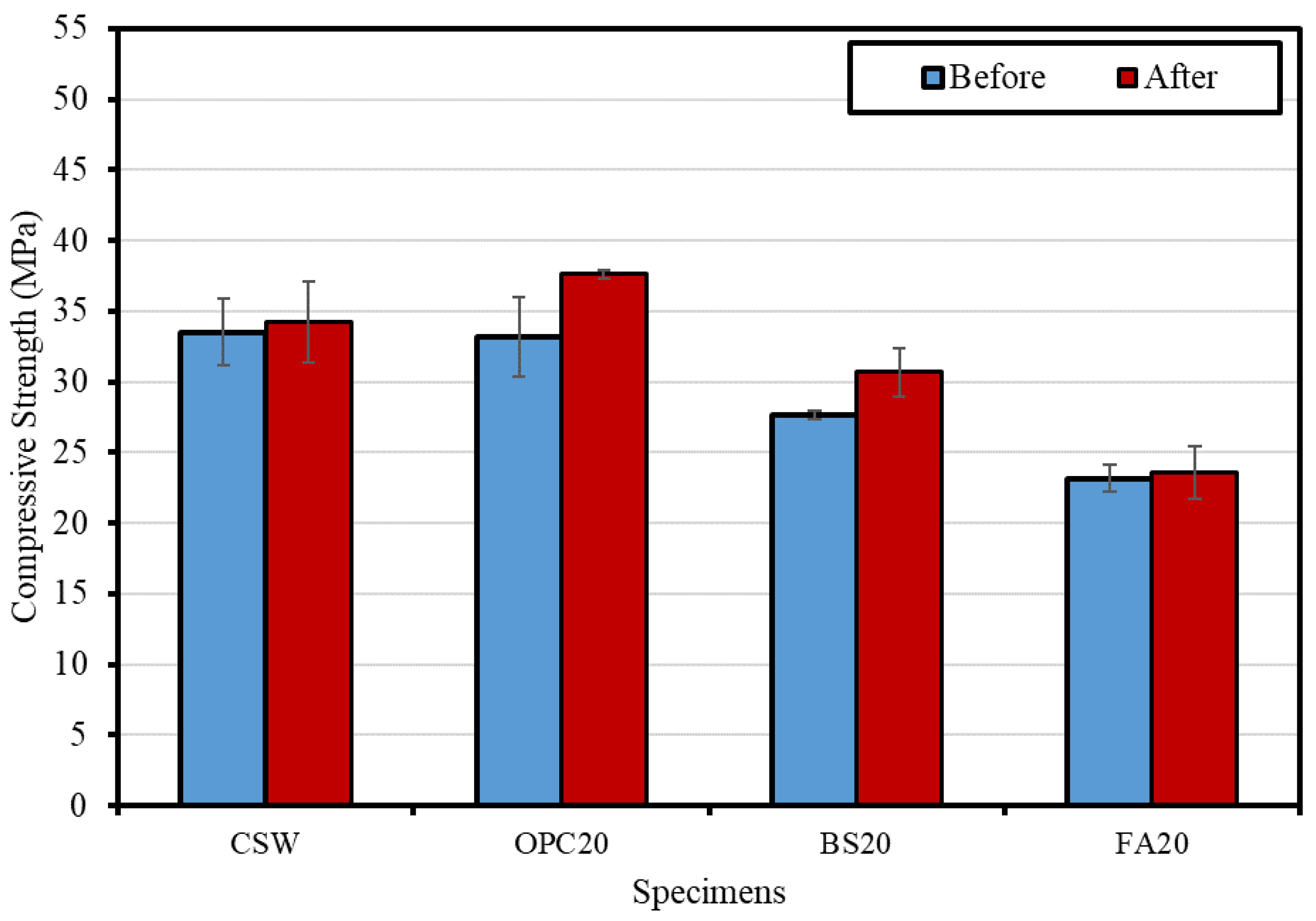
4.2.2. Compressive Strength Measurement Results
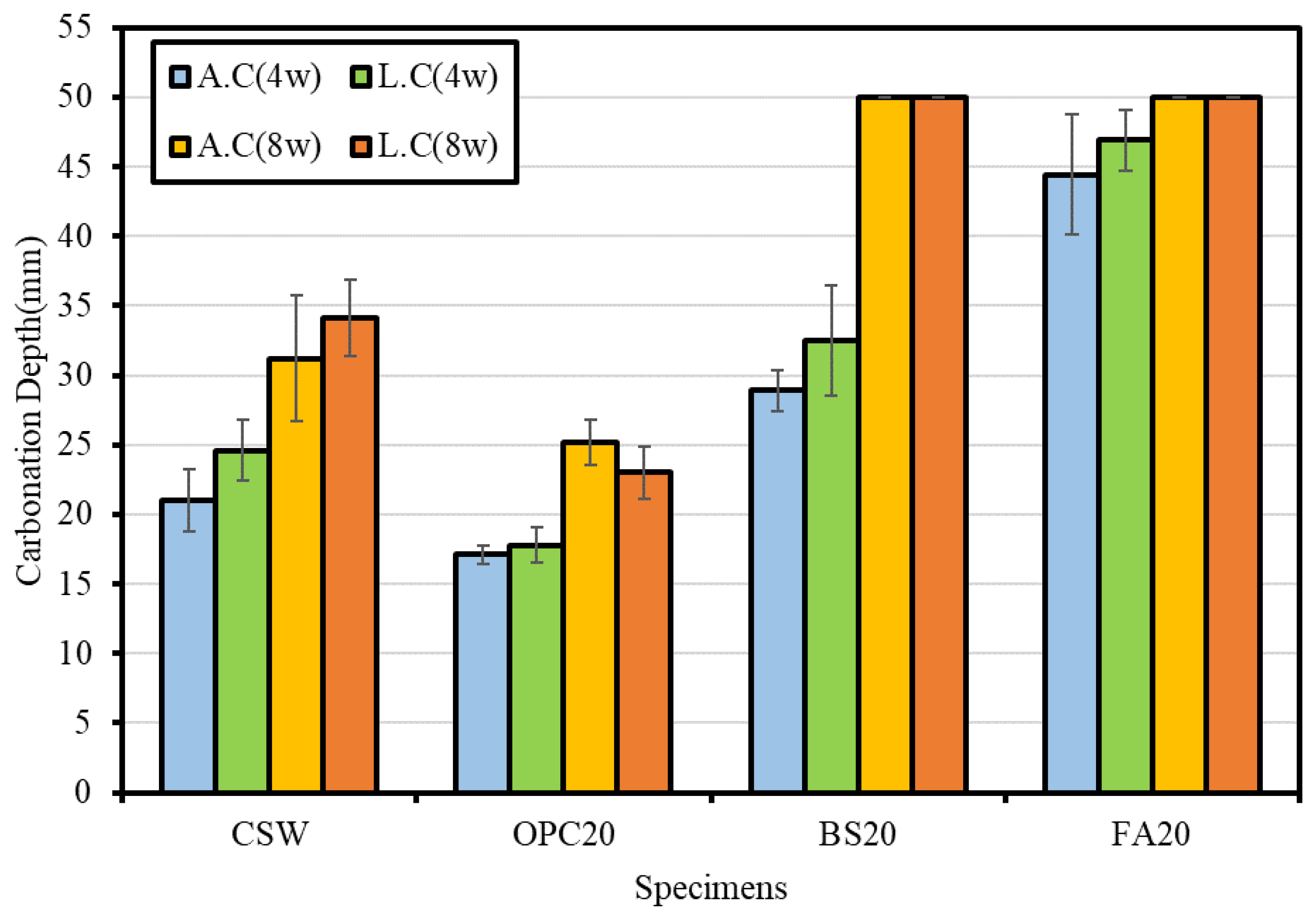
4.2.3. Carbonation Resistance Evaluation Results
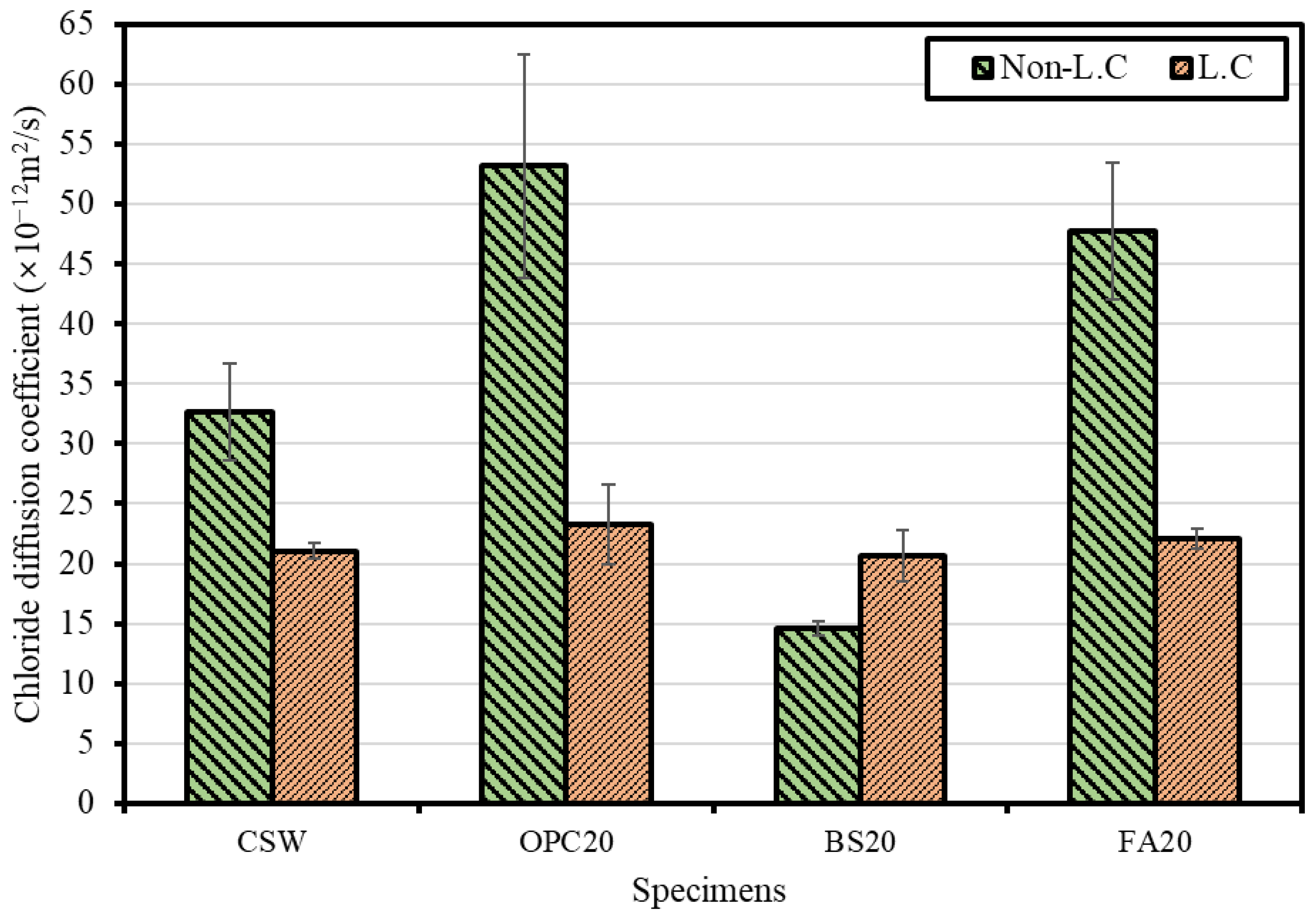
4.2.4. Chloride Penetration Resistance Evaluation Results
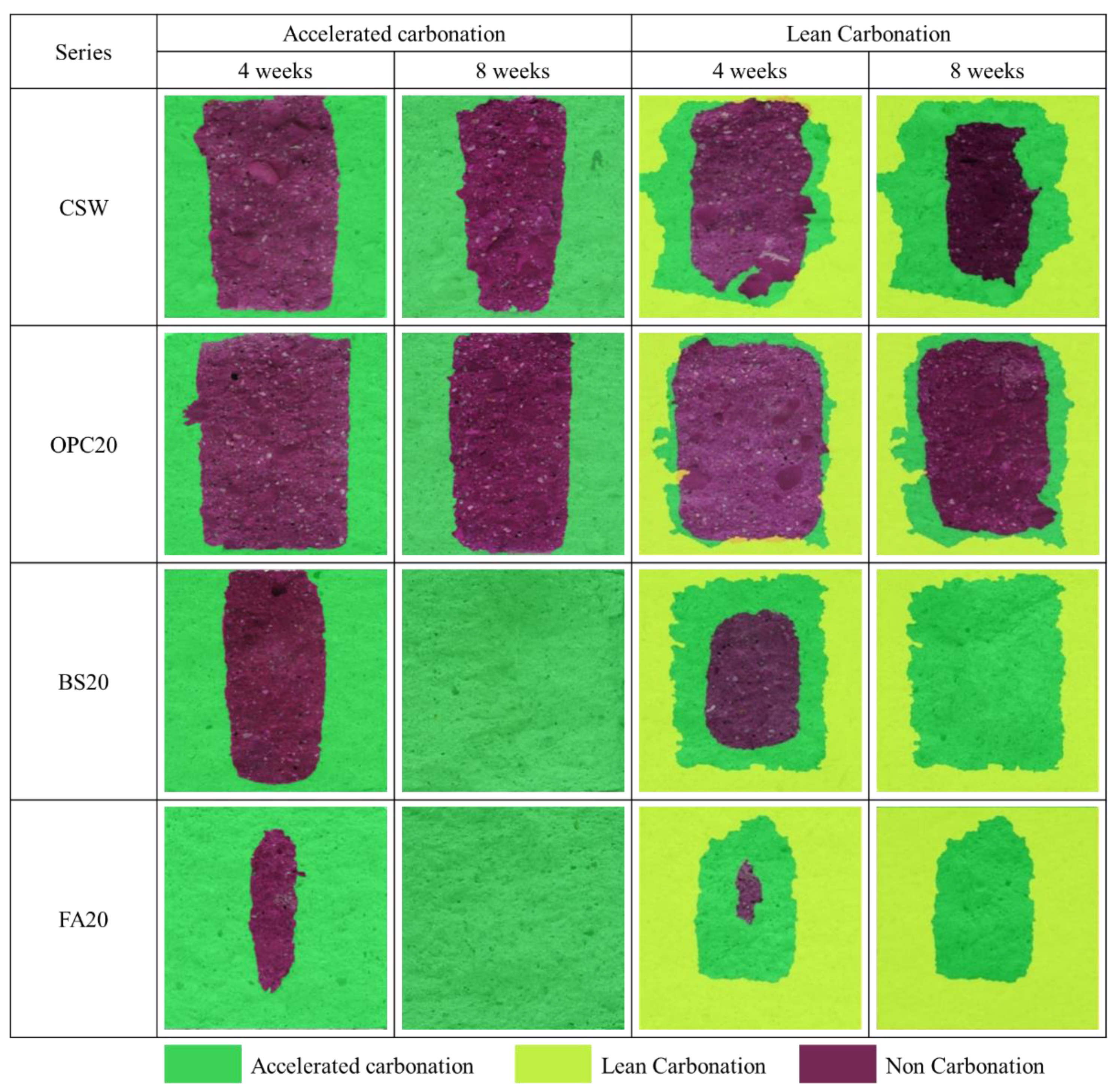
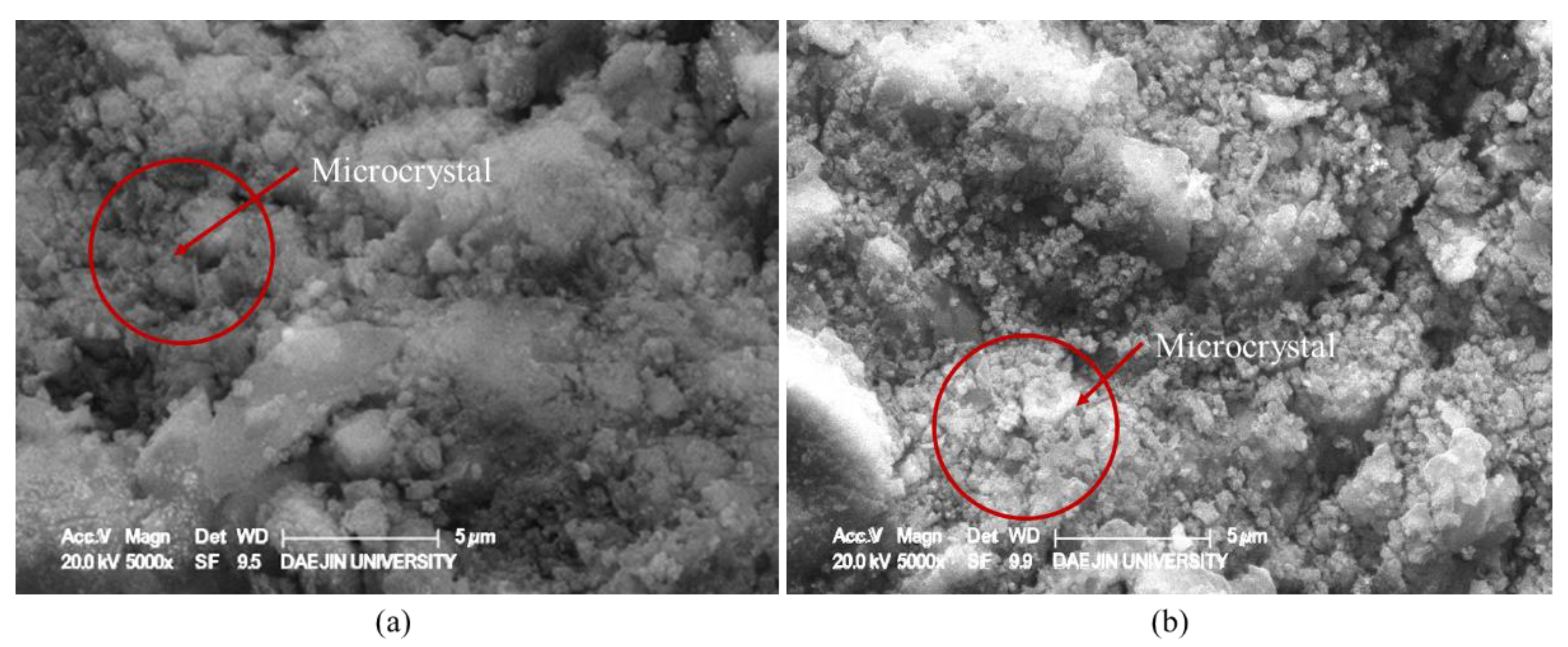
4.2.5. Microstructural Analysis Results
5. Conclusions
- -
- As the retention period in concrete slurry water increased, the moisture content of CSW tended to increase. The moisture content of the CSW subjected to pressurized dehydration immediately after the collection of concrete slurry water was approximately 40%.
- -
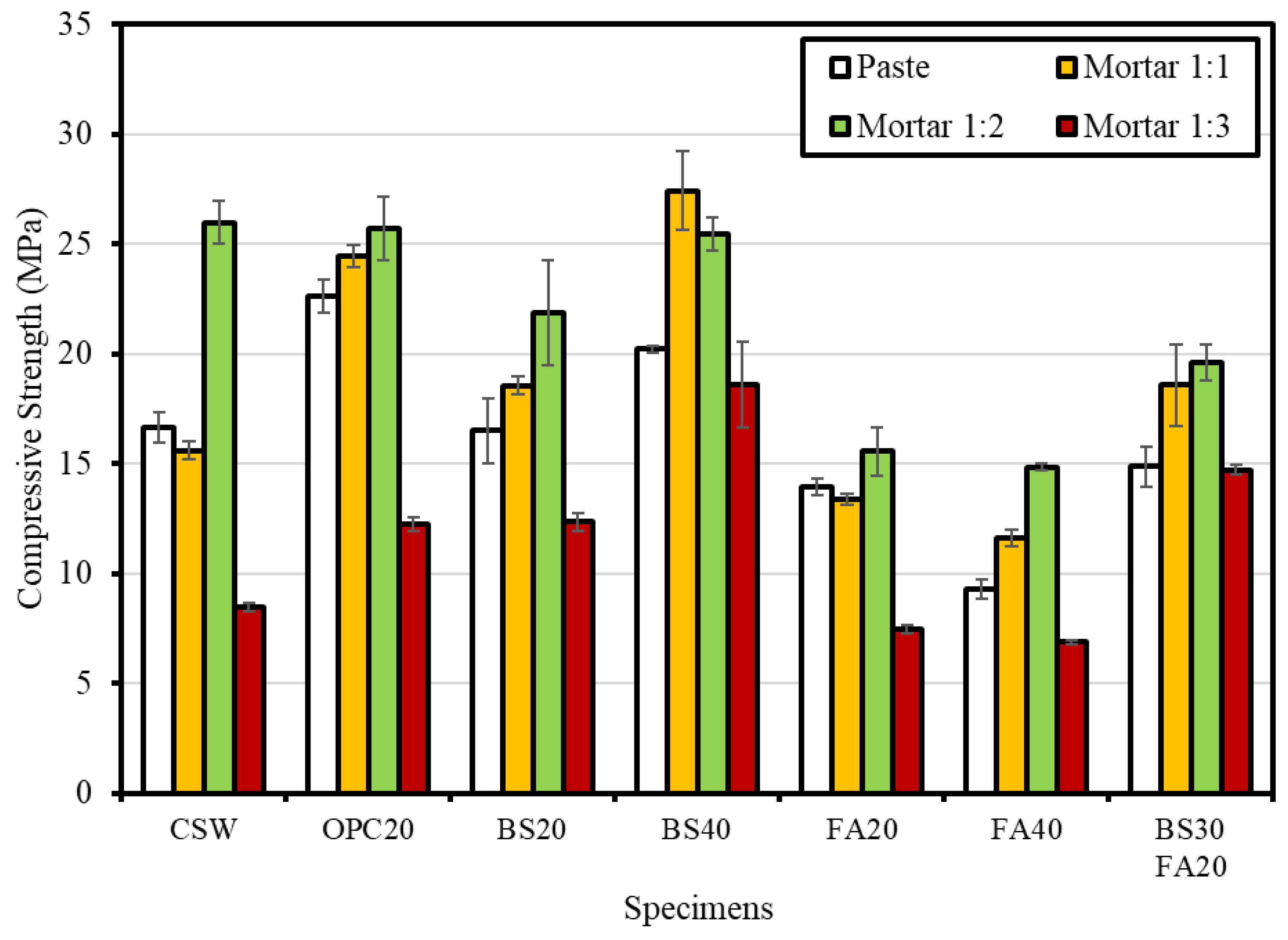
- Regardless of the type and content of admixture, the Mortar 1:2 mix yielded the highest strength and improved compared with the CSW mix, except for the mixtures which contained FA as an admixture.
- -
- The compressive strength increased after Lean Carbonation, and the OPC20 mix yielded the highest strength improvement effect followed by the mixtures BS20, CSW, and FA20.
- -
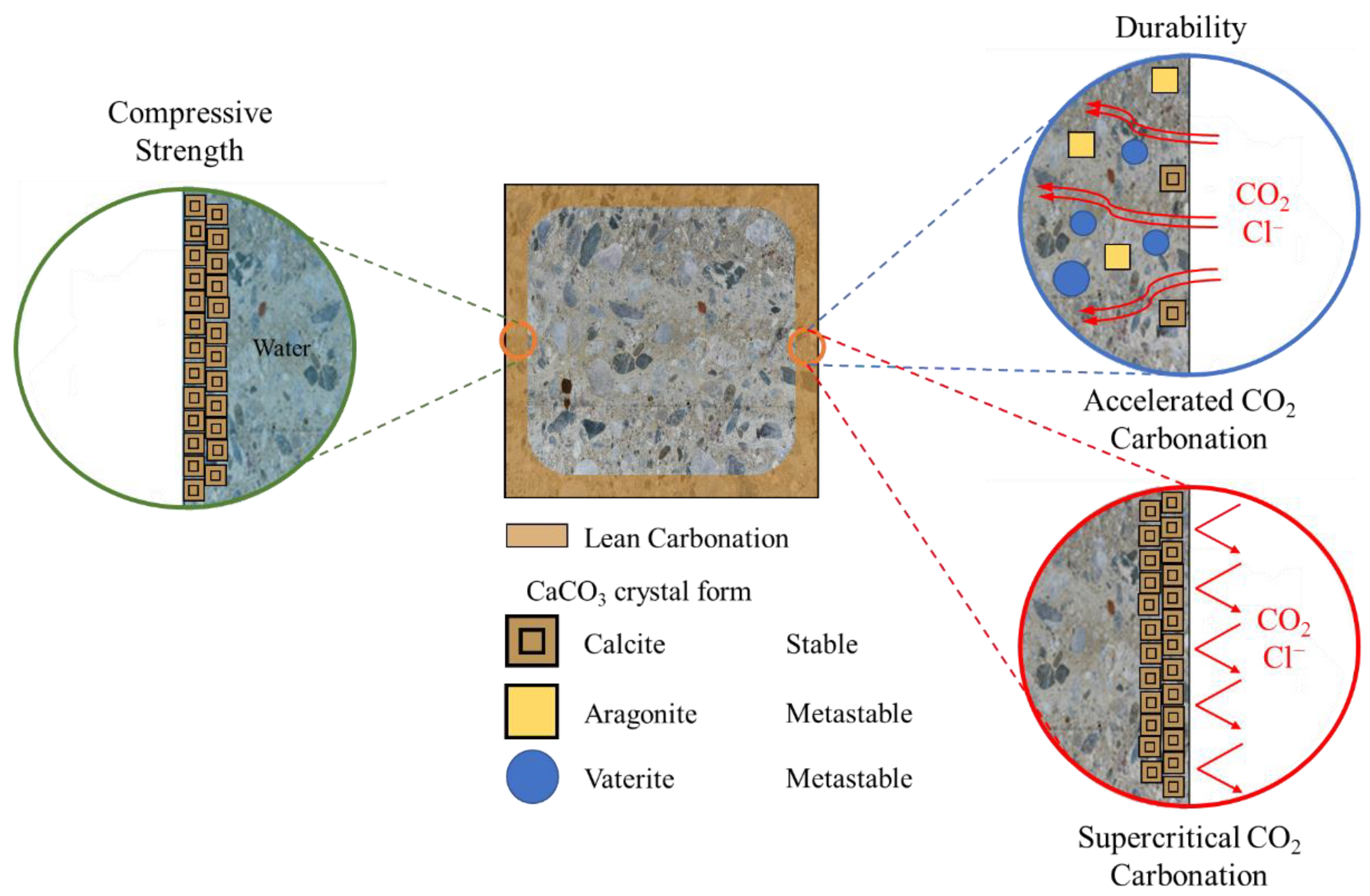
- When the carbonation resistance was evaluated by conducting the accelerated carbonation test for 8 weeks after Lean Carbonation, the carbonation depth increased, compared with the specimens not subjected to Lean Carbonation; however, the carbonation resistance increased after Lean Carbonation because the carbonation depth increase rate decreased.
- -
- For the specimens subjected to steam curing, FA20 exhibited the highest chloride diffusion coefficient followed by OPC20, CSW, and BS20. It was confirmed that the mixture that contained BS powder had the highest chloride penetration resistance by fixing chlorides through the formation of Friedel’s salt. Meanwhile, after Lean Carbonation, the chloride diffusion coefficient decreased in all mixtures, except for BS20. It appears that chloride penetration resistance increased, owing to the dense pore structure.
- -
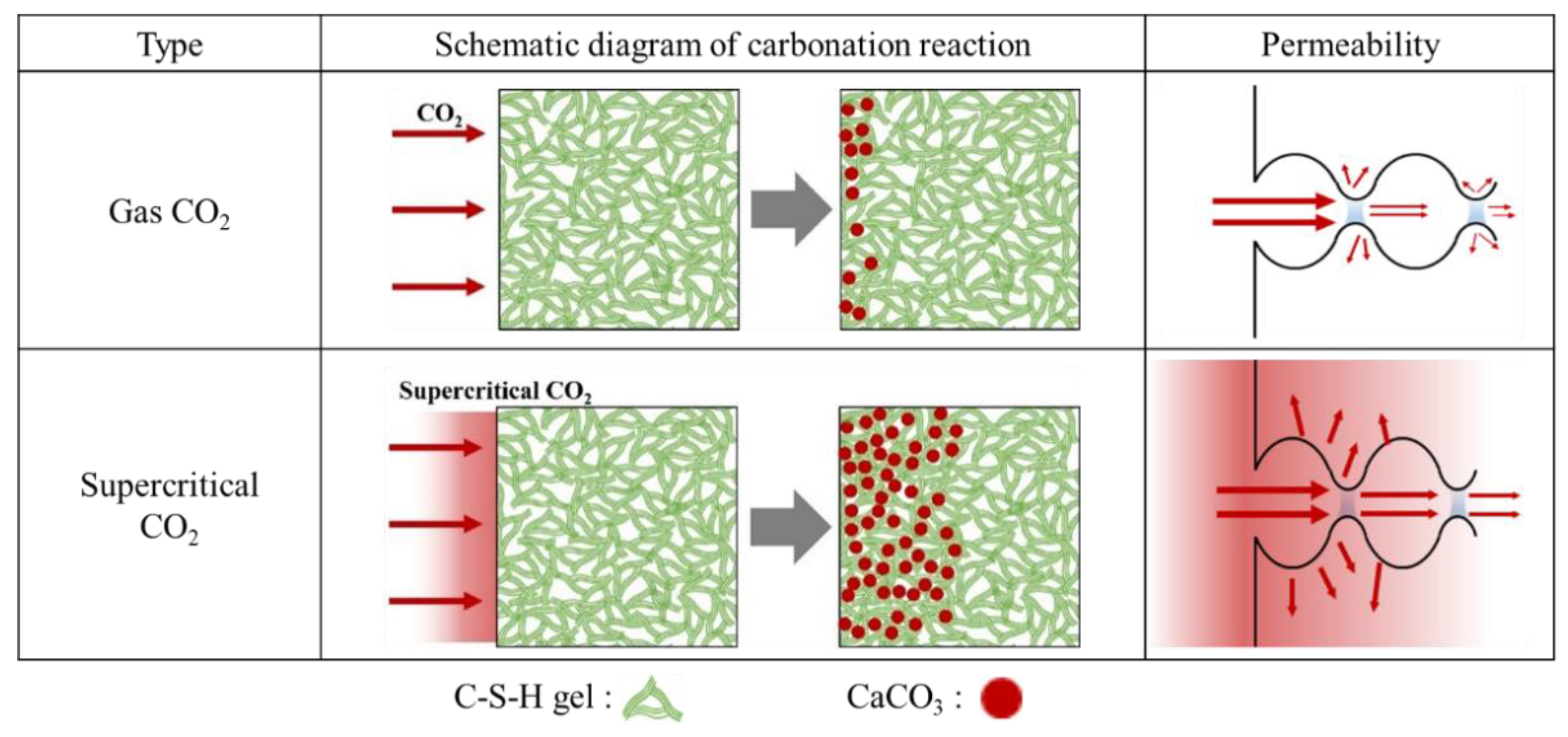
- SEM analysis results revealed that the structure became denser, owing to the formation of CaCO3 microcrystals in micropores after accelerated and Lean Carbonation. However, in the case of Lean Carbonation, a sufficient reaction proportion occurred within shorter times compared with accelerated carbonation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Izumi, Y.; Iizuka, A.; Ho, H. Calculation of greenhouse gas emissions for a carbon recycling system using mineral carbon capture and utilization technology in the cement industry. J. Clean. Prod. 2021, 312, 127618. [Google Scholar] [CrossRef]
- Ellis, L.D.; Badel, A.F.; Chiang, M.L.; Park, R.J.-Y.; Chiang, Y.-M. Toward electrochemical synthesis of cement—An electrolyzer-based process for decarbonating CaCO3 while producing useful gas streams. Proc. Natl. Acad. Sci. USA 2020, 117, 12584–12591. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Andrew, R.M. Global CO2 emissions from cement production 1928–2018. Earth Syst. Sci. Data 2019, 11, 1675–1710. [Google Scholar] [CrossRef] [Green Version]
- IEA. Net Zero by 2050: A Roadmap for the Global Energy Sector; International Energy Agency: Paris, France, 2021. [CrossRef]
- Šavija, B.; Luković, M. Carbonation of cement paste: Understanding, challenges, and opportunities. Constr Build Mater 2016, 117, 285–301. [Google Scholar] [CrossRef] [Green Version]
- Groves, G.W.; Rodway, D.I.; Richardson, I.G. The carbonation of hardened cement pastes. Adv. Cem. Res. 1990, 3, 117–125. [Google Scholar] [CrossRef]
- Houst, Y.F.; Wittmann, F.H. Influence of porosity and water content on the diffusivity of CO2 and O2 through hydrated cement paste. Cem. Concr. Res. 1994, 24, 1165–1176. [Google Scholar] [CrossRef]
- Zhang, H.; Romero Rodriguez, C.; Dong, H.; Gan, Y.; Schlangen, E.; Šavija, B. Elucidating the effect of accelerated carbonation on porosity and mechanical properties of hydrated Portland cement paste using X-Ray tomography and advanced micromechanical testing. Micromachines 2020, 11, 471. [Google Scholar] [CrossRef]
- Kim, J.; Kim, C.; Yi, S.; Lee, Y. Effect of carbonation on the rebound number and compressive strength of concrete. Cem. Concr. Compos. 2009, 31, 139–144. [Google Scholar] [CrossRef]
- Rostami, V.; Shao, Y.; Boyd, A. Carbonation curing versus steam curing for precast concrete production. J. Mater. Civ. Eng. 2012, 24, 1221–1229. [Google Scholar] [CrossRef]
- Zhang, D.; Shao, Y. Early age carbonation curing for precast reinforced concretes. Constr. Build. Mater. 2016, 113, 134–143. [Google Scholar] [CrossRef]
- Gao, H.; Liao, H.; Wang, M.; Cheng, F. Reinforcing the physicochemical properties of concrete through synergism of CO2 curing and Ca(OH)2 solution drenching. Constr. Build. Mater. 2021, 280, 122546. [Google Scholar] [CrossRef]
- Han, D.; Namkung, H.; Lee, H.; Huh, D.; Kim, H. CO2 sequestration by aqueous mineral carbonation of limestone in a supercritical reactor. J. Ind. Eng. Chem. 2015, 21, 792–796. [Google Scholar] [CrossRef]
- Montes-Hernandez, G.; Renard, F.; Geoffroy, N.; Charlet, L.; Pironon, J. Calcite precipitation from CO2–H2O–Ca(OH)2 slurry under high pressure of CO2. J. Cryst. Growth 2007, 308, 228–236. [Google Scholar] [CrossRef] [Green Version]
- Vance, K.; Falzone, G.; Pignatelli, I.; Bauchy, M.; Balonis, M.; Sant, G. Direct carbonation of Ca(OH)2 using liquid and supercritical CO2: Implications for carbon-neutral cementation. Ind. Eng. Chem. Res. 2015, 54, 8908–8918. [Google Scholar] [CrossRef]
- Regnault, O.; Lagneau, V.; Schneider, H. Experimental measurement of portlandite carbonation kinetics with supercritical CO2. Chem. Geol. 2009, 265, 113–121. [Google Scholar] [CrossRef]
- Gu, W.; Bousfield, D.W.; Tripp, C.P. Formation of calcium carbonate particles by direct contact of Ca(OH)2 powders with supercritical CO2. J. Mater. Chem. 2006, 16, 3312–3317. [Google Scholar] [CrossRef]
- Kou, S.; Zhan, B.; Poon, C. Properties of partition wall blocks prepared with fresh concrete wastes. Constr. Build. Mater. 2012, 36, 566–571. [Google Scholar] [CrossRef]
- Chatveera, B.; Lertwattanaruk, P. Use of ready-mixed concrete plant sludge water in concrete containing an additive or admixture. J. Environ. Manag. 2009, 90, 1901–1908. [Google Scholar] [CrossRef]
- Correia, S.L.; Souza, F.L.; Dienstmann, G.; Segadães, A.M. Assessment of the recycling potential of fresh concrete waste using a factorial design of experiments. Waste Manag. 2009, 29, 2886–2891. [Google Scholar] [CrossRef]
- Zervaki, M.; Leptokaridis, C.; Tsimas, S. Reuse of by-products from ready-mixed concrete plants for the production of cement mortars. J. Sustain. Dev. Energy Water Environ. Syst. 2013, 1, 152–162. [Google Scholar] [CrossRef]
- Jung, J.H. A Study on the possibility of using concrete blocks with ready mixed concrete sludge. J. Korea Inst. Build. Constr. 2019, 19, 307–312. [Google Scholar]
- Audo, M.; Mahieux, P.; Turcry, P. Utilization of sludge from ready-mixed concrete plants as a substitute for limestone fillers. Constr. Build. Mater. 2016, 112, 790–799. [Google Scholar] [CrossRef]
- Tang, P.; Xuan, D.; Poon, C.S.; Tsang, D.C.W. Valorization of concrete slurry waste (CSW) and fine incineration bottom ash (IBA) into cold bonded lightweight aggregates (CBLAs): Feasibility and influence of binder types. J. Hazard. Mater. 2019, 368, 689–697. [Google Scholar] [CrossRef] [PubMed]
- Ryu, D. Strength properties of non-cement matrix by using recycled aggregates and sludge from ready-mixed concrete. J. Korean Recycl. Constr. Resour. Inst. 2016, 4, 477–482. [Google Scholar]
- Xuan, D.; Zhan, B.; Poon, C.S.; Zheng, W. Innovative reuse of concrete slurry waste from ready-mixed concrete plants in construction products. J. Hazard. Mater. 2016, 312, 65–72. [Google Scholar] [CrossRef]
- Hossain, M.U.; Xuan, D.; Poon, C.S. Sustainable management and utilisation of concrete slurry waste: A case study in Hong Kong. Waste Manag. 2017, 61, 397–404. [Google Scholar] [CrossRef]
- Bijen, J. Benefits of slag and fly ash. Constr. Build. Mater. 1996, 10, 309–314. [Google Scholar] [CrossRef]
- Papadakis, V.G. Effect of fly ash on Portland cement systems: Part I. Low-calcium fly ash. Cem. Concr. Res. 1999, 29, 1727–1736. [Google Scholar] [CrossRef]
- Cunico, L.P.; Turner, C. Chapter 7 Supercritical Fluids and Gas-Expanded Liquids. In The Application of Green Solvents in Separation Processes; Elsevier: Amsterdam, The Netherlands, 2017; pp. 155–214. [Google Scholar]
- Sim, S.; Ryu, D. Fundamental studies on CO2 sequestration of concrete slurry water using supercritical CO2. Materials 2022, 15, 94. [Google Scholar] [CrossRef]
- Rimmelé, G.; Barlet-Gouédard, V.; Porcherie, O.; Goffé, B.; Brunet, F. Heterogeneous porosity distribution in Portland cement exposed to CO2-rich fluids. Cem. Concr. Res. 2008, 38, 1038–1048. [Google Scholar] [CrossRef]
- Pacheco Torgal, F.; Miraldo, S.; Labrincha, J.A.; De Brito, J. An overview on concrete carbonation in the context of eco-efficient construction: Evaluation, use of SCMs and/or RAC. Constr. Build. Mater. 2012, 36, 141–150. [Google Scholar] [CrossRef] [Green Version]
- Luo, R.; Cai, Y.; Wang, C.; Huang, X. Study of chloride binding and diffusion in GGBS concrete. Cem. Concr. Res. 2003, 33, 1–7. [Google Scholar] [CrossRef]
- Korchunov, I.; Potapova, E. Phase composition of CO2-hardened cement in the presence of chloride ions. Mater. Today Proc. 2020, 38, 1963–1967. [Google Scholar] [CrossRef]
- García-González, C.A.; Hidalgo, A.; Andrade, C.; Alonso, M.C.; Fraile, J.; López-Periago, A.M.; Domingo, C. Modification of composition and microstructure of Portland cement pastes as a eesult of natural and supercritical carbonation procedures. Ind. Eng. Chem. Res. 2006, 45, 4985–4992. [Google Scholar] [CrossRef]
- García-González, C.A.; el Grouh, N.; Hidalgo, A.; Fraile, J.; López-Periago, A.M.; Andrade, C.; Domingo, C. New insights on the use of supercritical carbon dioxide for the accelerated carbonation of cement pastes. J. Supercrit. Fluids 2008, 43, 500–509. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| pH | Chemical Composition (mg/L) | ||||
|---|---|---|---|---|---|
| Ca | Mg | Na | Fe | K | |
| 12.5 | 812 | 0 | 242 | 0 | 711 |
| Chemical Composition (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | Fe2O3 | SO3 | MgO | K2O | TiO2 | Na2O3 | P2O5 |
| 34.32 | 26.24 | 8.27 | 3.12 | 2.37 | 2.10 | 1.05 | 0.47 | 0.37 | 0.23 |
| Factors | Levels | Notes | |
|---|---|---|---|
| W/B | 0.4 | ||
| Specimen | CSW | 100 | Paste Mortar 1:1 Mortar 1:2 Mortar 1:3 |
| OPC | 20 | ||
| BS | 20, 40 | ||
| FA | 20, 40 | ||
| BS:FA | 30:20 | ||
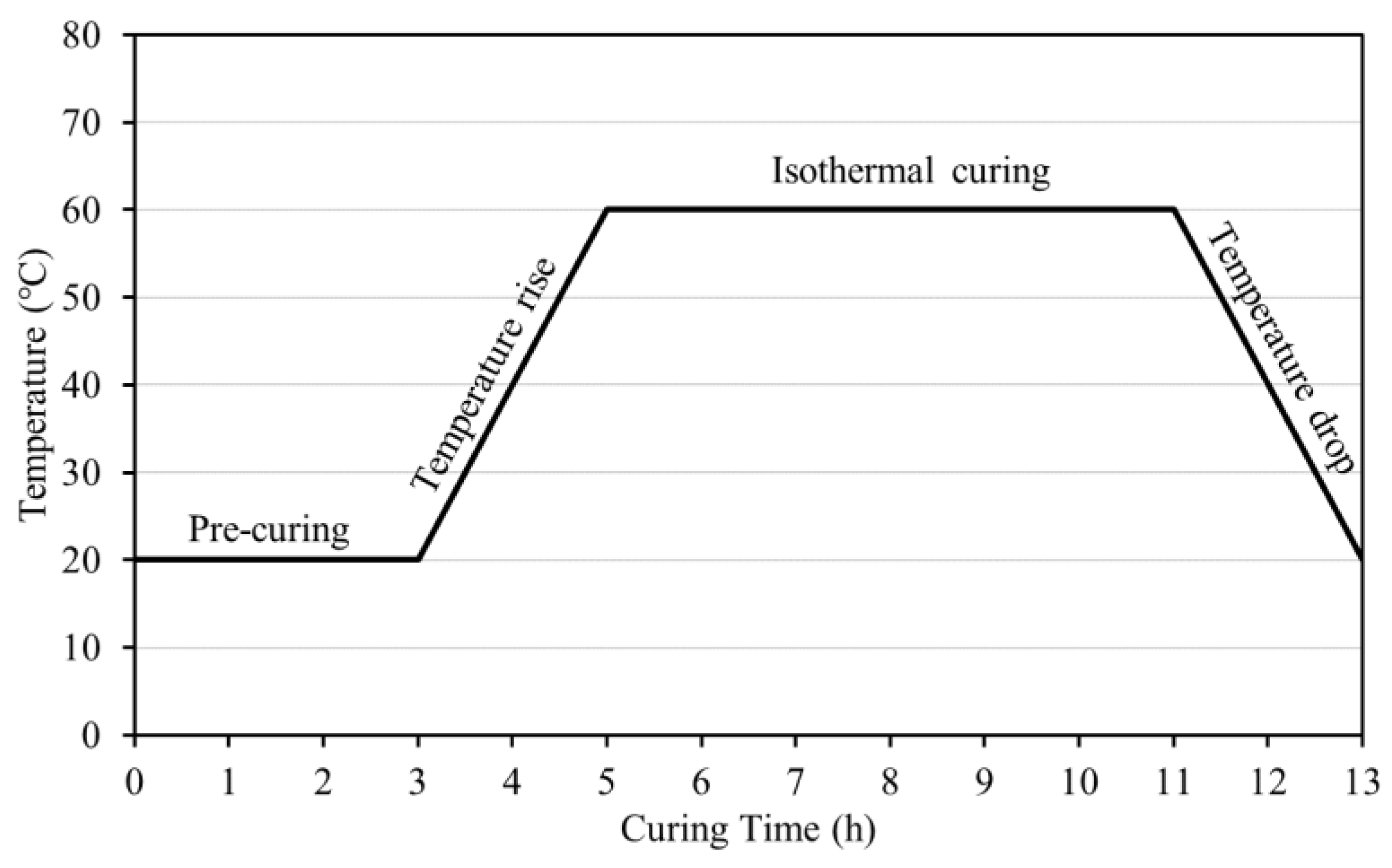
| Curing | Steam curing | KS L 4004 | |
| Mechanical properties | Compressive strength | KS F 5105 KS L 4004 | |
| Specimens | W/B | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| W | CSW | OPC | BS | FA | Sand | ||
| CSW | 0.4 | 518.3 | 1295.8 | - | - | - | - |
| OPC20 | 478.9 | 1197.3 | 239.5 | - | - | ||
| BS20 | 475.8 | 1189.5 | - | 237.9 | - | ||
| BS40 | 439.7 | 1099.3 | - | 439.7 | - | ||
| FA20 | 464.1 | 1160.3 | - | - | 232.1 | ||
| FA40 | 420.2 | 1050.5 | - | - | 420.2 | ||
| BS30FA20 | 414.4 | 1036.0 | - | 310.8 | 207.2 | ||
| Specimens | W/B | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| W | CSW | OPC | BS | FA | Sand | ||
| CSW | 0.4 | 345.5 | 863.7 | - | - | - | 863.7 |
| OPC20 | 308.0 | 770.1 | 154.0 | - | - | 924.1 | |
| BS20 | 306.7 | 766.9 | - | 153.4 | - | 920.2 | |
| BS40 | 275.8 | 689.6 | - | 275.8 | - | 965.4 | |
| FA20 | 301.9 | 754.6 | - | - | 150.9 | 905.6 | |
| FA40 | 268.0 | 670.0 | - | - | 268.0 | 938.0 | |
| BS30FA20 | 259.0 | 647.5 | - | 194.2 | 129.5 | 971.2 | |
| Specimens | W/B | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| W | CSW | OPC | BS | FA | Sand | ||
| CSW | 0.4 | 259.0 | 647.6 | - | - | - | 1295.3 |
| OPC20 | 227.0 | 567.5 | 113.5 | - | - | 1362.1 | |
| BS20 | 226.3 | 565.8 | - | 113.2 | - | 1358.0 | |
| BS40 | 200.9 | 502.3 | - | 200.9 | - | 1406.5 | |
| FA20 | 223.7 | 559.1 | - | - | 111.8 | 1341.9 | |
| FA40 | 196.8 | 491.9 | - | - | 196.8 | 1377.3 | |
| BS30FA20 | 188.4 | 470.9 | - | 141.3 | 94.2 | 1412.7 | |
| Specimens | W/B | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| W | CSW | OPC | BS | FA | Sand | ||
| CSW | 0.4 | 207.2 | 518.1 | - | - | - | 1554.4 |
| OPC20 | 179.8 | 449.4 | 89.9 | - | - | 1617.8 | |
| BS20 | 179.3 | 448.3 | - | 89.7 | - | 1613.9 | |
| BS40 | 158.0 | 395.1 | - | 158.0 | - | 1659.2 | |
| FA20 | 177.6 | 444.1 | - | - | 88.8 | 1598.7 | |
| FA40 | 155.4 | 388.6 | - | - | 155.4 | 1632.0 | |
| BS30FA20 | 148.0 | 370.0 | - | 111.0 | 74.0 | 1665.0 | |
| Curing Method | Conditions |
|---|---|
| Steam curing | Steam curing (accumulated temperature of 500 °C·h and 11 h) → air-dry curing (20 ± 1 °C, 60 ± 1% relative humidity (RH), and up to 7 days of age) |
| Lean Carbonation | Steam curing (accumulated temperature of 500 °C·h and 11 h) → air-dry curing (20 ± 1 °C, 60 ± 1% RH, and up to 7 days of age) → Lean Carbonation (35 °C, 80 bar, 1 min) |
| Factors | Levels | Notes |
|---|---|---|
| Mix conditions | CSW, OPC, BS20, and FA20 | Mortar 1:2 |
| Curing conditions | Steam curing Lean Carbonation | Lean Carbonation (35 °C-80 bar-1 min) |
| Lean Carbonation depth | Carbonation depth | KS F 2584 |
| Mechanical property | Compressive strength | KS F 5105 KS L 4004 |
| Durability | Carbonation resistance (4 and 8 weeks) | KS F 2584 |
| Chloride penetration resistance | NT Build 492 | |
| Microstructure analysis | Scanning electron microscopy | Steam curing Lean Carbonation Accelerated carbonation (4 weeks) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.-S.; Sim, S.-R.; Ryu, D.-W. Supercritical CO2 Curing of Resource-Recycling Secondary Cement Products Containing Concrete Sludge Waste as Main Materials. Materials 2022, 15, 4581. https://doi.org/10.3390/ma15134581
Kim M-S, Sim S-R, Ryu D-W. Supercritical CO2 Curing of Resource-Recycling Secondary Cement Products Containing Concrete Sludge Waste as Main Materials. Materials. 2022; 15(13):4581. https://doi.org/10.3390/ma15134581
Chicago/Turabian StyleKim, Min-Sung, Sang-Rak Sim, and Dong-Woo Ryu. 2022. "Supercritical CO2 Curing of Resource-Recycling Secondary Cement Products Containing Concrete Sludge Waste as Main Materials" Materials 15, no. 13: 4581. https://doi.org/10.3390/ma15134581
APA StyleKim, M. -S., Sim, S. -R., & Ryu, D. -W. (2022). Supercritical CO2 Curing of Resource-Recycling Secondary Cement Products Containing Concrete Sludge Waste as Main Materials. Materials, 15(13), 4581. https://doi.org/10.3390/ma15134581