
Effect of Bi, Sb, and Ti on Microstructure and Mechanical Properties of SAC105 Alloys

Abstract
:1. Introduction
2. Experimental Methods
2.1. Processing of Lead-Free Solder
2.2. Characterization of Physical Properties
2.2.1. Melting Properties
2.2.2. Wettability Test
2.2.3. Microstructural Characterization
2.3. Mechanical Properties
2.4. Creep Properties
3. Results
3.1. Thermal Analysis
3.2. Wettability Test
3.3. Microstructure Examination
3.4. Mechanical Property
3.5. Creep Performance
4. Discussion
5. Conclusions
- The additions of Bi, Sb, and Ti slightly reduce the Tonset of cooling of the solder alloy. However, the effect of adding those alloying elements on the Tpeak of heating is negligible. When Bi, Sb, and Ti are simultaneously added into SAC105, both the undercooling and pasty range of SAC105 alloys are reduced, which is beneficial to forming reliable solder joints.
- The wettability tests performed on Cu substrate show that adding 1wt.% of Bi or Sb improves the wettability of SAC105 alloys. The simultaneous addition of Bi and Sb shows an even stronger effect in improving the wettability. Adding Ti into SAC105-1Bi-1Sb alloy slightly reduces the wettability. Nevertheless, SAC105-1Bi-1Sb-1Ti alloy still shows better wettability than that of SAC105.
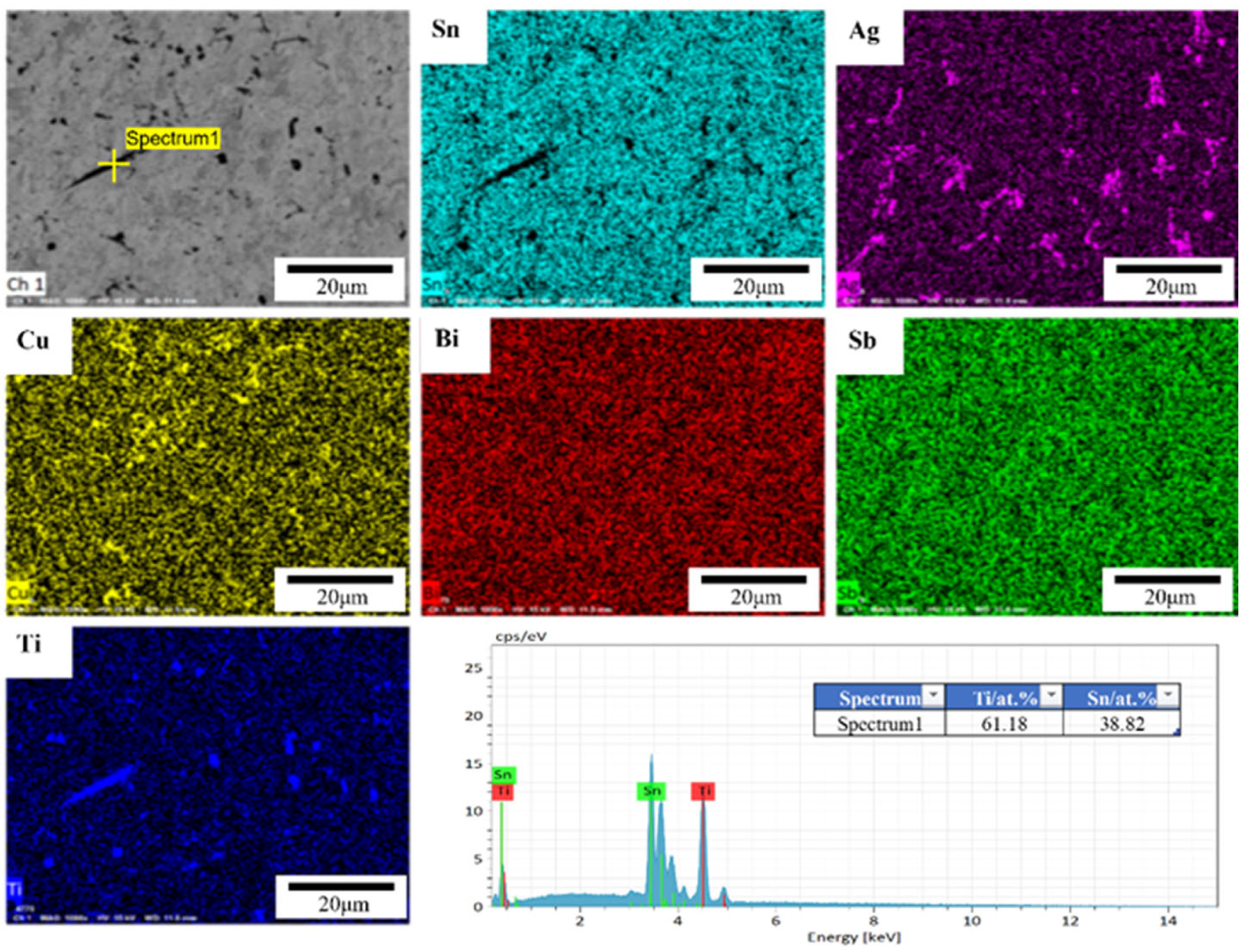
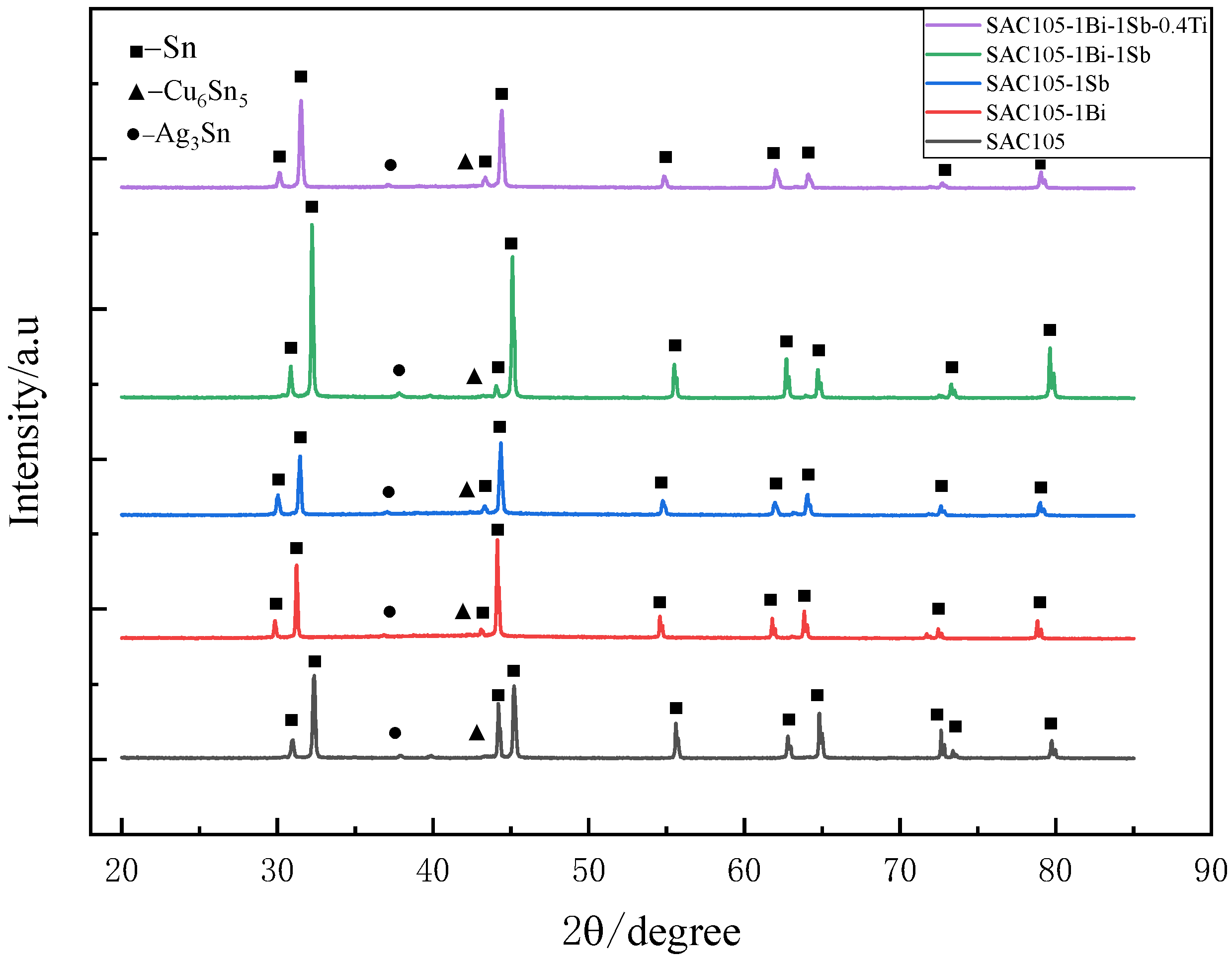
- When 1 wt.% of Bi or Sb is added into SAC105, Bi and Sb would be dissolved into the Sn matrix without forming any Bi- or Sb- containing precipitates. The matrix is uniformly distributed with a reticulated eutectic region consisting of noddle-like Ag3Sn and dark gray Cu6Sn5. The grain size of β-Sn is refined with the addition of Bi or Sb. And Bi exhibits a stronger refinement effect than that of Sb. Further introducing 0.4 wt.% Ti into SAC105-1Bi-1Sb alloy induces the formation of needle-shaped Ti2Sn3 intermetallic phase dispersed in Sn matrix.
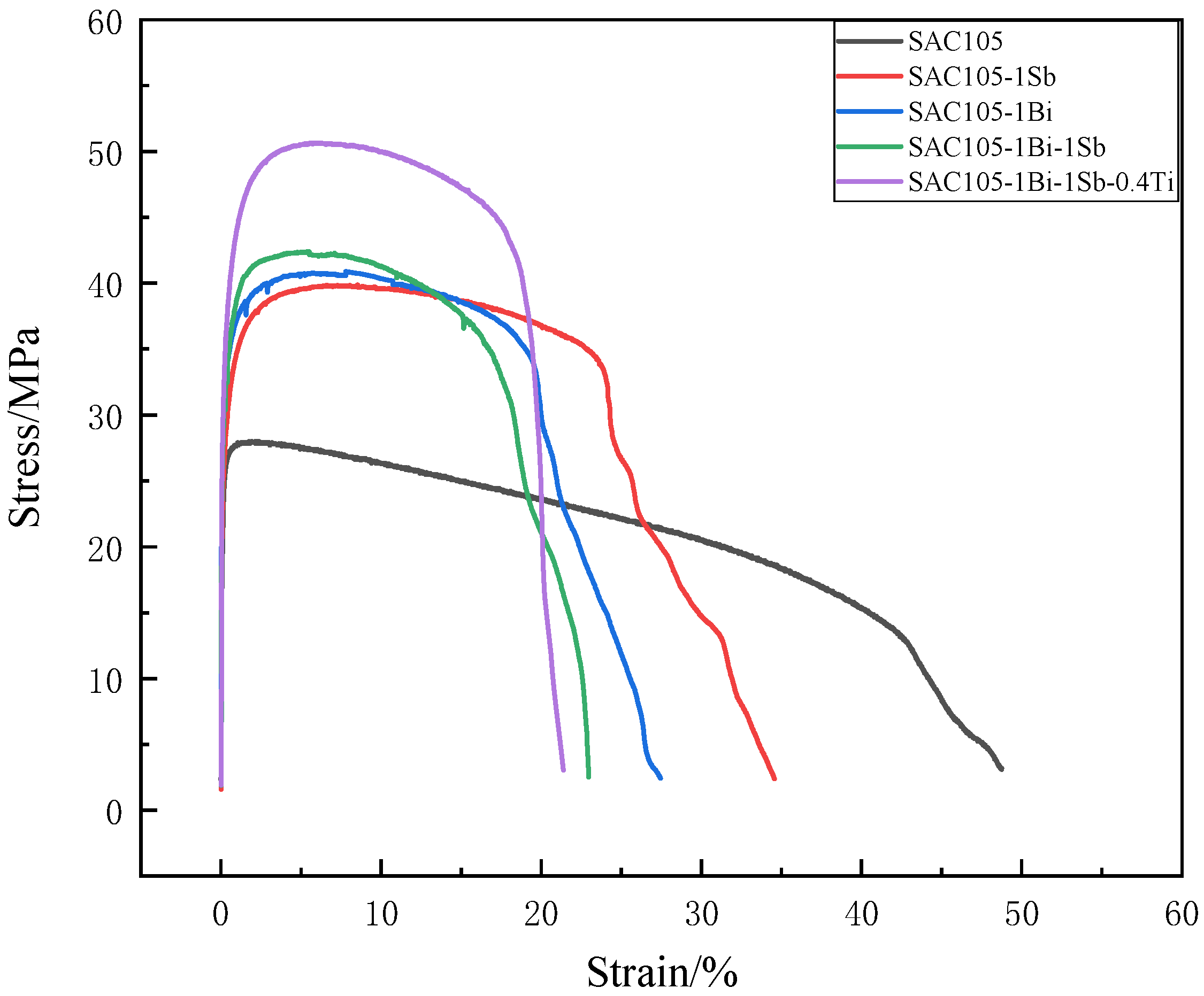
- The tensile strength of SAC105 was improved from 27.98 MPa to 40.78 MPa and 39.88 MPa by adding 1 wt.% of Bi and Sb, respectively. Meanwhile, the ductility of the alloys is reduced. The loss in ductility by adding 1 wt.% of Sb is smaller than that of adding 1 wt.% of Bi. Sample SAC105-1Bi-1Sb shows further enhanced strength of 42.40 MPa. When Bi, Sb, and Ti are simultaneously added into SAC105, the tensile strength could be further improved to 50.66 MPa. Meanwhile, the ductility could be kept at an acceptable level (>20%). The nano-indentation tests demonstrate the simultaneous additions of 1 wt.% of Bi, Sb, and 0.4 wt.% Ti could obviously improve the creep resistance of SAC105 alloy. The evident improvement of the mechanical properties could be attributed to the synergistic alloying effects of Bi, Sb, and Ti, which contribute to the improvement of mechanical properties via both solid solution strengthening and precipitation-strengthening effects.
- The current study demonstrates that the mechanical properties, especially the creep properties, could be greatly improved when Bi, Sb, and Ti are simultaneously added into the SAC105 alloy. However, it should be noted that the creep properties were determined using the nano-indentation test, which is a micro-scale test method. Although the nano-indentation test has been widely used in characterizing the creep properties of solder materials, conventional creep tests at both ambient and higher temperatures would be considered to comprehensively evaluate the creep properties of the solder alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dhafer Abdulameer, S.; Mohd Faizul Mohd, S.; Irfan Anjum, B. A review on thermal cycling and drop impact reliability of SAC solder joint in portable electronic products. Microelectron. Reliab. 2012, 52, 90–99. [Google Scholar] [CrossRef]
- Katsuaki, S. Advances in lead-free electronics soldering. Curr. Opin. Solid State Mater. Sci. 2001, 5, 55–64. [Google Scholar] [CrossRef]
- Abtew, M.; Selvaduray, G. Lead-free solders in microelectronics. Mater. Sci. Eng. R-Rep. 2000, 27, 95–141. [Google Scholar] [CrossRef]
- El-Daly, A.A.; El-Taher, A.M.; Gouda, S. Development of new multicomponent Sn-Ag-Cu-Bi lead-free solders for low-cost commercial electronic assembly. J. Alloys Compd. 2015, 627, 268–275. [Google Scholar] [CrossRef]
- Zhang, L.; He, C.-W.; Guo, Y.-H.; Han, J.-G.; Zhang, Y.-W.; Wang, X.-Y. Development of SnAg-based lead free solders in electronics packaging. Microelectron. Reliab. 2012, 52, 559–578. [Google Scholar] [CrossRef]
- Tian, S.; Li, S.; Zhou, J.; Xue, F. Thermodynamic characteristics, microstructure and mechanical properties of Sn-0.7Cu-xIn lead-free solder alloy. J. Alloys Compd. 2018, 742, 835–843. [Google Scholar] [CrossRef]
- Liu, C.-Y.; Hon, M.-H.; Wang, M.-C.; Chen, Y.-R.; Chang, K.-M.; Li, W.-L. Effects of aging time on the mechanical properties of Sn–9Zn–1.5Ag–xBi lead-free solder alloys. J. Alloys Compd. 2014, 582, 229–235. [Google Scholar] [CrossRef]
- Silva, B.L.; Xavier, M.G.C.; Garcia, A.; Spinelli, J.E. Cu and Ag additions affecting the solidification microstructure and tensile properties of Sn-Bi lead-free solder alloys. Mater. Sci. Eng. A 2017, 705, 325–334. [Google Scholar] [CrossRef]
- Sharif, A.; Chan, Y.C. Effect of indium addition in Sn-rich solder on the dissolution of Cu metallization. J. Alloys Compd. 2005, 390, 67–73. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, L. Properties and Microstructures of Sn-Ag-Cu-X Lead-Free Solder Joints in Electronic Packaging. Adv. Mater. Sci. Eng. 2015, 2015. [Google Scholar] [CrossRef] [Green Version]
- Herat, S. Green electronics through legislation and lead free soldering. Clean-Soil Air Water 2008, 36, 145–151. [Google Scholar] [CrossRef] [Green Version]
- Hammad, A.E. Enhancing the ductility and mechanical behavior of Sn-1.0Ag-0.5Cu lead-free solder by adding trace amount of elements Ni and Sb. Microelectron. Reliab. 2018, 87, 133–141. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, F.; Liu, Y.; Li, X. Effect of Ni, Bi concentration on the microstructure and shear behavior of low-Ag SAC-Bi-Ni/Cu solder joints. J. Mater. Sci.-Mater. Electron. 2014, 25, 2627–2633. [Google Scholar] [CrossRef]
- Chou, T.T.; Song, R.W.; Chen, W.Y.; Duh, J.G. Enhancement of the mechanical strength of Sn-3.0Ag-0.5Cu/Ni joints via doping minor Ni into solder alloy. Mater. Lett. 2019, 235, 180–183. [Google Scholar] [CrossRef]
- Zeng, G.; McDonald, S.D.; Gu, Q.; Terada, Y.; Uesugi, K.; Yasuda, H.; Nogita, K. The influence of Ni and Zn additions on microstructure and phase transformations in Sn–0.7Cu/Cu solder joints. Acta Mater. 2015, 83, 357–371. [Google Scholar] [CrossRef]
- Gierlotka, W. Thermodynamic description of the quaternary Ag-Bi-Cu-Sn system. J. Electron. Mater. 2018, 47, 212–224. [Google Scholar] [CrossRef]
- Sungkhaphaitoon, P.; Plookphol, T. The effects of antimony addition on the microstructural, mechanical, and thermal Properties of Sn-3.0Ag-0.5Cu solder alloy. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2018, 49A, 652–660. [Google Scholar] [CrossRef]
- Chen, B.L.; Li, G.Y. Influence of Sb on IMC growth in Sn-Ag-Cu-SbPb-free solder joints in reflow process. Thin Solid Films 2004, 462, 395–401. [Google Scholar] [CrossRef]
- Li, C.; Yan, Y.; Gao, T.; Xu, G. The microstructure, thermal, and mechanical properties of Sn-3.0Ag-0.5Cu-xSb high-temperature lead-free solder. Materials 2020, 13, 4443. [Google Scholar] [CrossRef]
- Zhao, J.; Qi, L.; Wang, X.M.; Wang, L. Influence of Bi on microstructures evolution and mechanical properties in Sn-Ag-Cu lead-free solder. J. Alloys Compd. 2004, 375, 196–201. [Google Scholar] [CrossRef]
- Chen, Y.; Meng, Z.C.; Gao, L.Y.; Liu, Z.Q. Effect of Bi addition on the shear strength and failure mechanism of low-Ag lead-free solder joints. J. Mater. Sci.-Mater. Electron. 2021, 32, 2172–2186. [Google Scholar] [CrossRef]
- Shen, J.; Pu, Y.; Wu, D.; Tang, Q.; Zhao, M. Effects of minor Bi, Ni on the wetting properties, microstructures, and shear properties of Sn-0.7Cu lead-free solder joints. J. Mater. Sci.-Mater. Electron. 2015, 26, 1572–1580. [Google Scholar] [CrossRef]
- Sayyadi, R.; Naffakh-Moosavy, H. Physical and mechanical properties of synthesized low Ag/lead-free Sn-Ag-Cu-xBi (x = 0, 1, 2.5, 5 wt%) solders. Mater. Sci. Eng. A 2018, 735, 367–377. [Google Scholar] [CrossRef]
- Chuang, C.L.; Tsao, L.C.; Lin, H.K.; Feng, L.P. Effects of small amount of active Ti element additions on microstructure and property of Sn3.5Ag0.5Cu solder. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2012, 558, 478–484. [Google Scholar] [CrossRef]
- Shalaby, R.M. Effect of silicon addition on mechanical and electrical properties of Sn-Zn based alloys rapidly quenched from melt. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2012, 550, 112–117. [Google Scholar] [CrossRef]
- Hasnine, M.; Tolla, B.; Karasawa, M. Effect of Ge addition on wettability, copper dissolution, microstructural and mechanical behavior of SnCu–Ge solder alloy. J. Mater. Sci.-Mater. Electron. 2017, 28, 16106–16119. [Google Scholar] [CrossRef]
- Chen, W.M.; Kang, S.K.; Kao, C.R. Effects of Ti addition to Sn-Ag and Sn-Cu solders. J. Alloys Compd. 2012, 520, 244–249. [Google Scholar] [CrossRef]
- Maalekian, M.; Xu, Y.; Seelig, K. Efect of Bi content on properties of low silver SAC solder. In Proceedings of the AIM Metals & Alloys Montreal, Rosemont, IL, USA, 27 September–1 October 2015. [Google Scholar]
- Okamoto, H. Sb-Sn (Antimony-Tin). J. Phase Equilib. Diffus. 2012, 33, 347. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.C.; Teo, J.W.R.; Tung, S.K.; Lam, K.H. High-temperature creep and hardness of eutectic 80Au/20Sn solder. J. Alloys Compd. 2008, 448, 340–343. [Google Scholar] [CrossRef]
- Ma, Y.; Li, X.Z.; Zhou, W.; Yang, L.Z.; Wu, P. Reinforcement of graphene nanosheets on the microstructure and properties of Sn58Bi lead-free solder. Mater. Des. 2017, 113, 264–272. [Google Scholar] [CrossRef]
- Grivas, D.; Murty, K.L.; Morris Jr, J.W. Deformation of Pb-Sn eutectic alloys at relatively high strain rates. Acta Met. 1979, 27, 731–737. [Google Scholar] [CrossRef]
- Labusc, R. A Statistical theory of solid solution hardening. Basic Solid State Phys. 1970, 41, 659–669. [Google Scholar] [CrossRef]
- Moriuchi, M.; Kariya, Y.; Kondo, M.; Kanda, Y. Class I creep deformation of Sn–Ag–Cu containing solid solution elements and its effect on thermal fatigue life of solder joints. Mater. Trans. 2022, 63, 805–812. [Google Scholar] [CrossRef]
- Chen, Y.; Gao, Y.; Liu, Z.-Q.; Zhang, H.; Sugahara, T.; Nagao, S.; Suganuma, K.; Ieee. Investigation on the melting and tensile properties of Bi-containing SAC105 lead-free solder alloys. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2017; pp. 464–468. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Ag | Cu | Sb | Bi | Ti | Sn |
|---|---|---|---|---|---|---|
| SAC105 | 1.0 | 0.5 | Bal. | |||
| SAC105-1Sb | 1.0 | 0.5 | 1.0 | Bal. | ||
| SAC105-1Bi | 1.0 | 0.5 | 1.0 | Bal. | ||
| SAC105-1Sb-1Bi | 1.0 | 0.5 | 1.0 | 1.0 | Bal. | |
| SAC105-1Sb-1Bi-0.4Ti | 1.0 | 0.5 | 1.0 | 1.0 | 0.4 | Bal. |
| Alloys | Cooling Tonset (°C) | Heating Tonset (°C) | Heating Tpeak (°C) | Undercooling (°C) | Pasty Range (°C) |
|---|---|---|---|---|---|
| SAC105 | 214 | 206.6 | 225 | 7.4 | 18.4 |
| SAC105-1Bi | 211.2 | 202.8 | 223.9 | 8.4 | 21.1 |
| SAC105-1Sb | 212.2 | 211 | 224 | 1.2 | 13 |
| SAC105-1Bi-1Sb | 211.7 | 200 | 225.5 | 11.7 | 25.5 |
| SAC105-1Bi-1Sb-0.4Ti | 212.6 | 212.2 | 226 | 0.4 | 13.8 |
| Alloys | β-Sn (μm) |
|---|---|
| SAC105 | 64.532 ± 21.682 |
| SAC105-1Bi | 44.963 ± 18.198 |
| SAC105-1Sb | 56.872 ± 21.78 |
| SAC105-1Bi-1Sb | 42.296 ± 21.63 |
| Component | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Total Elongation (%) |
|---|---|---|---|
| SAC105 | 27.98 ± 2.68 | 25.85 ± 1.73 | 48.75 ± 5 |
| SAC105-1Sb | 39.88 ± 3.82 | 27.74 ± 2.64 | 34.52 ± 6.68 |
| SAC105-1Bi | 40.78 ± 3.88 | 31.71 ± 4.08 | 27.41 ± 4.22 |
| SAC105-1Bi-1Sb | 42.40 ± 5.08 | 30.55 ± 3.66 | 22.93 ± 4.00 |
| SAC105-1Bi-1Sb-0.4Ti | 50.66 ± 1.64 | 35.28 ± 1.32 | 21.35 ± 6.33 |
| Elements | Sn | Bi | Sb | Ti |
|---|---|---|---|---|
| Atomic radius(pm) | 140 | 146 | 141 | 132 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, T.; Chen, Y.; You, K.; Dong, Z.; Jia, Y.; Wang, G.; Peng, J.; Cai, S.; Luo, X.; Liu, C.; et al. Effect of Bi, Sb, and Ti on Microstructure and Mechanical Properties of SAC105 Alloys. Materials 2022, 15, 4727. https://doi.org/10.3390/ma15144727
Yang T, Chen Y, You K, Dong Z, Jia Y, Wang G, Peng J, Cai S, Luo X, Liu C, et al. Effect of Bi, Sb, and Ti on Microstructure and Mechanical Properties of SAC105 Alloys. Materials. 2022; 15(14):4727. https://doi.org/10.3390/ma15144727
Chicago/Turabian StyleYang, Tixin, Youyang Chen, Kangdong You, Ziqiang Dong, Yandong Jia, Gang Wang, Jubo Peng, Shanshan Cai, Xiaobin Luo, Chen Liu, and et al. 2022. "Effect of Bi, Sb, and Ti on Microstructure and Mechanical Properties of SAC105 Alloys" Materials 15, no. 14: 4727. https://doi.org/10.3390/ma15144727
APA StyleYang, T., Chen, Y., You, K., Dong, Z., Jia, Y., Wang, G., Peng, J., Cai, S., Luo, X., Liu, C., & Wang, J. (2022). Effect of Bi, Sb, and Ti on Microstructure and Mechanical Properties of SAC105 Alloys. Materials, 15(14), 4727. https://doi.org/10.3390/ma15144727