
Interface Formation of Medium-Thick AA6061 Al/AZ31B Mg Dissimilar Submerged Friction Stir Welding Joints





Abstract
:1. Introduction
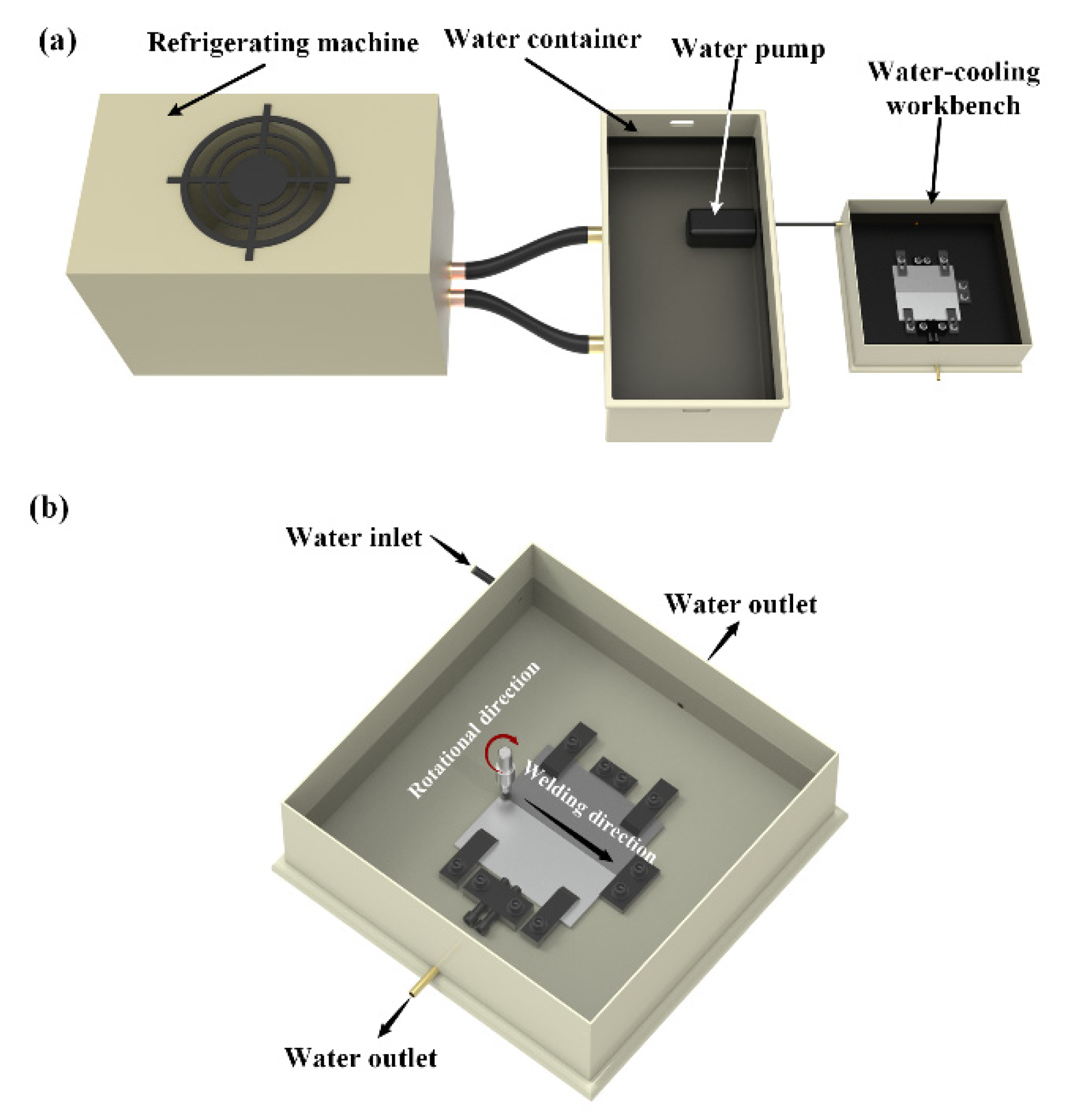
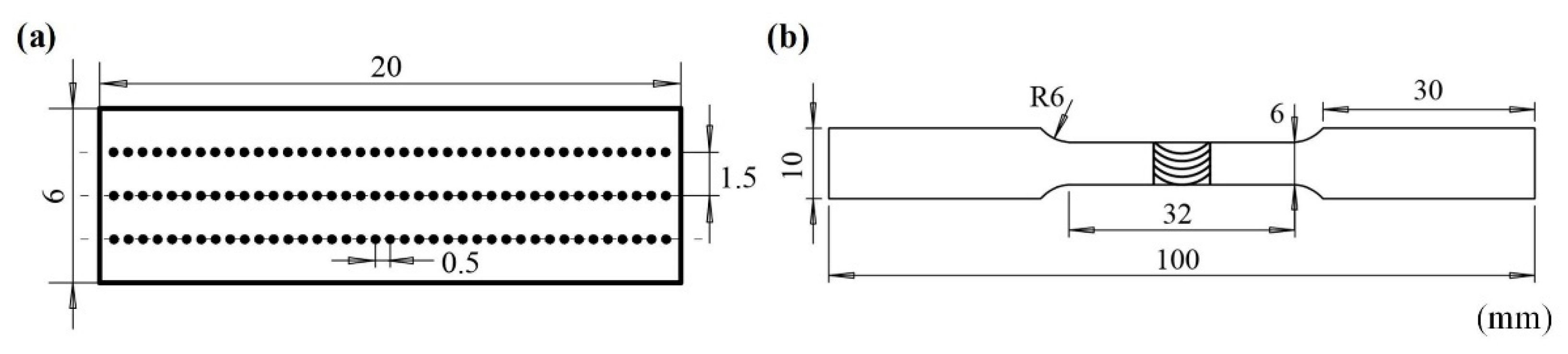
2. Materials and Methods
3. Results
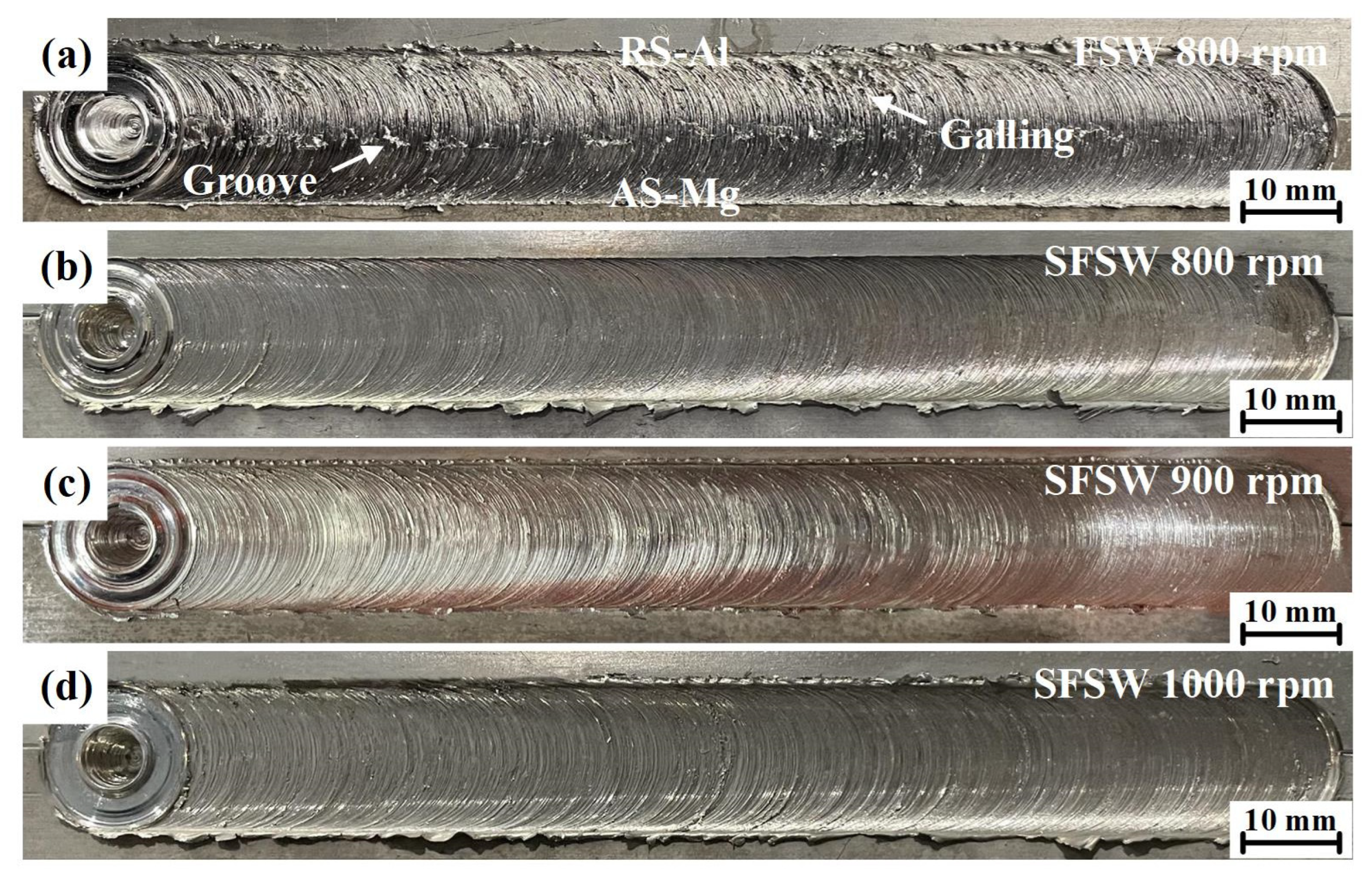
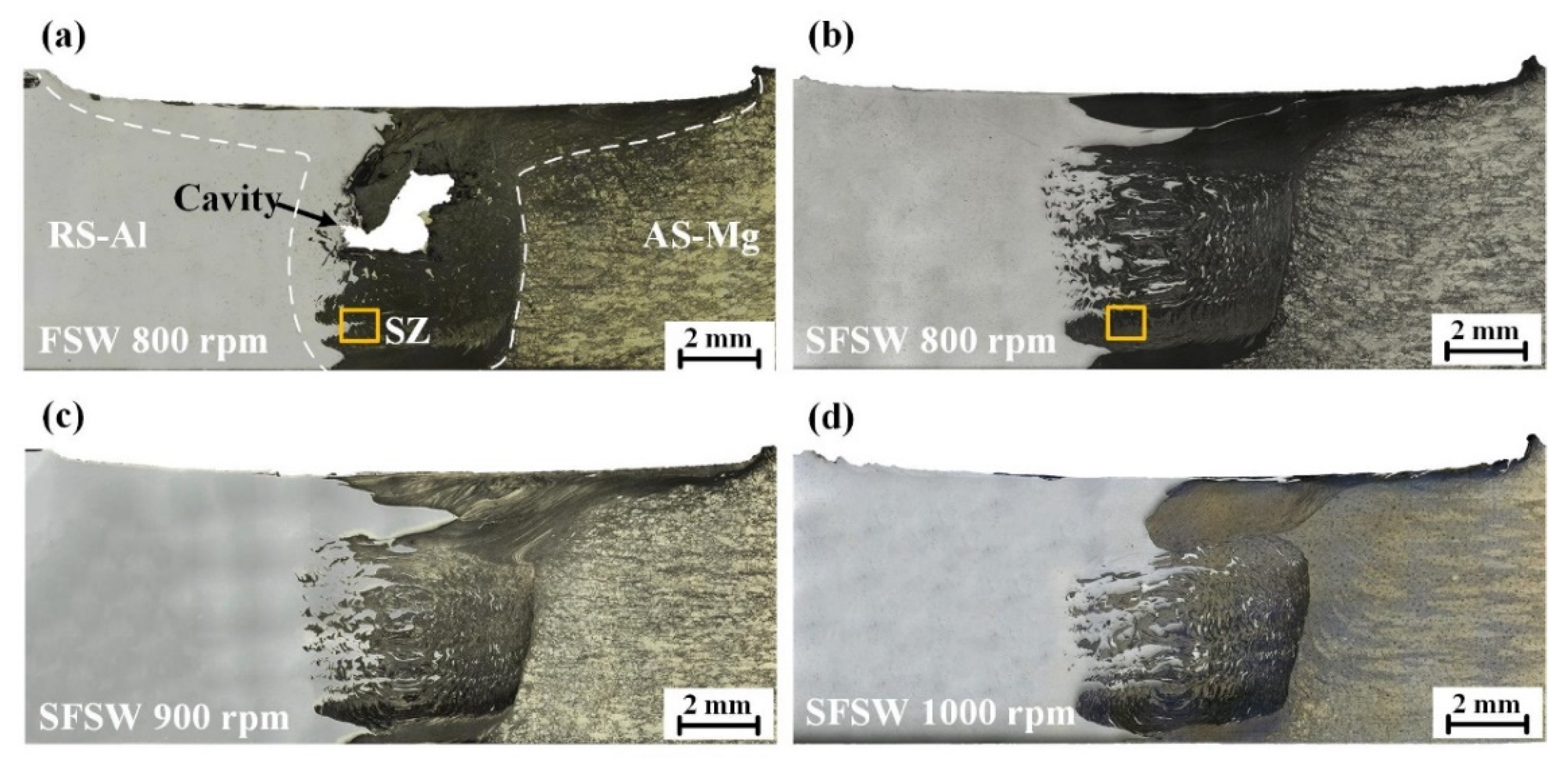
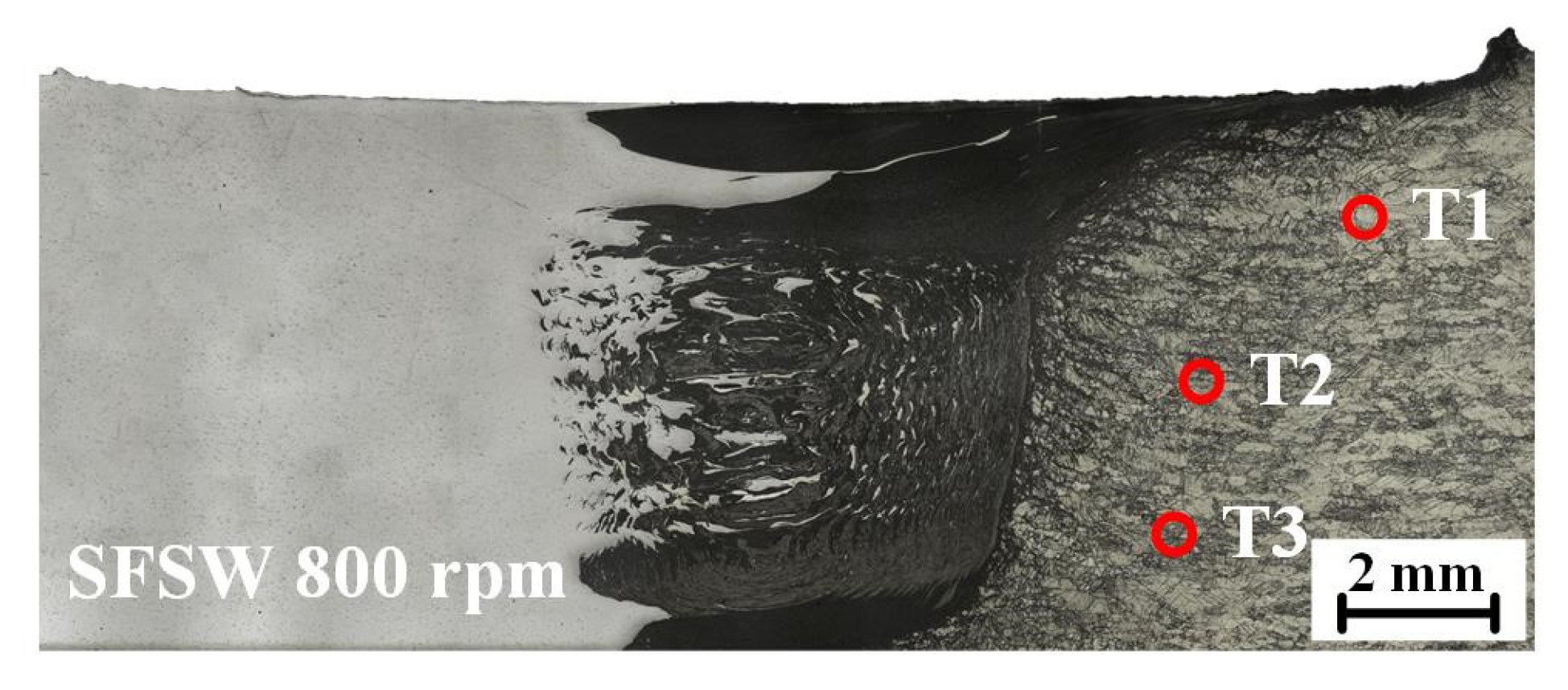
3.1. Macrostructures of the Joints
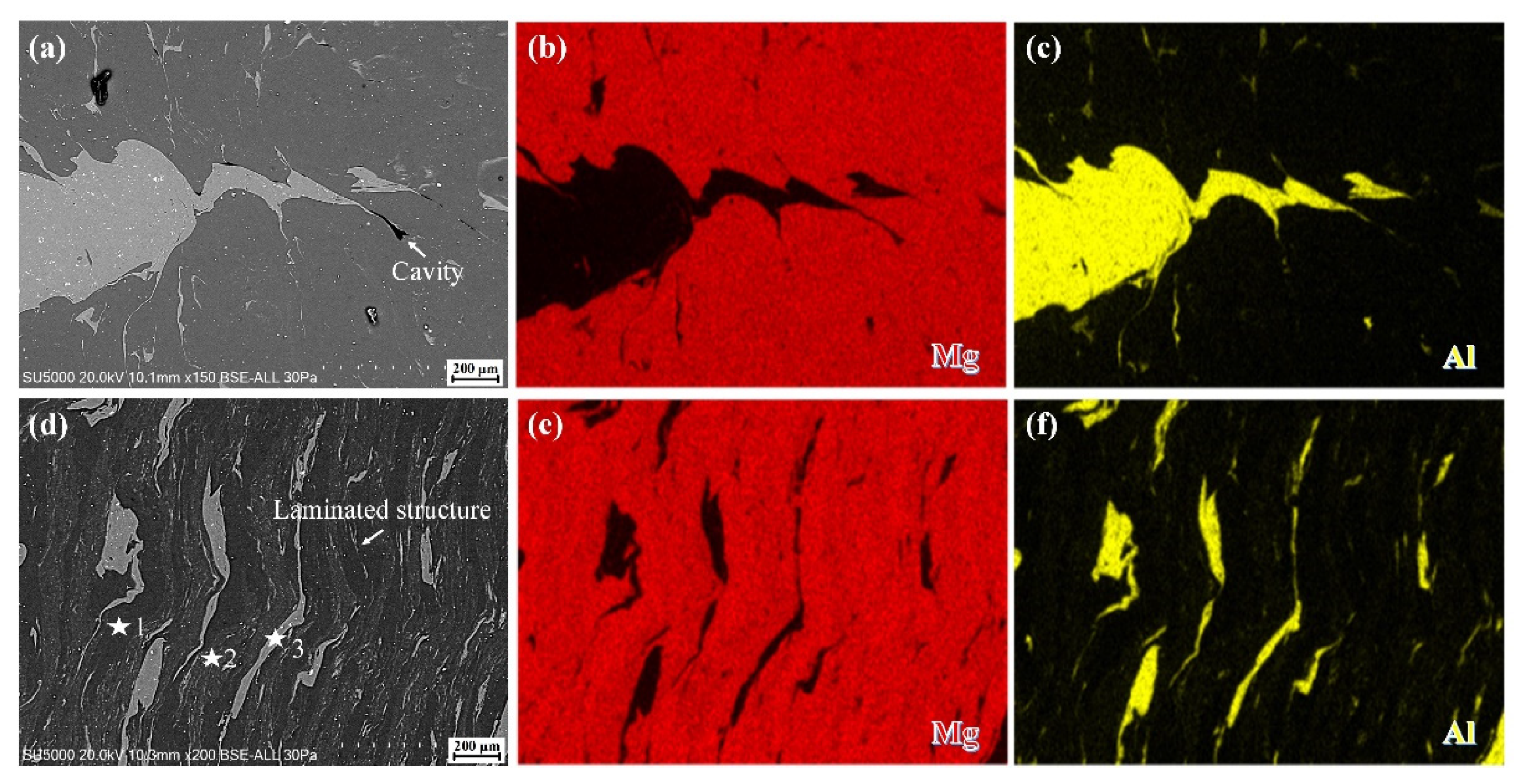
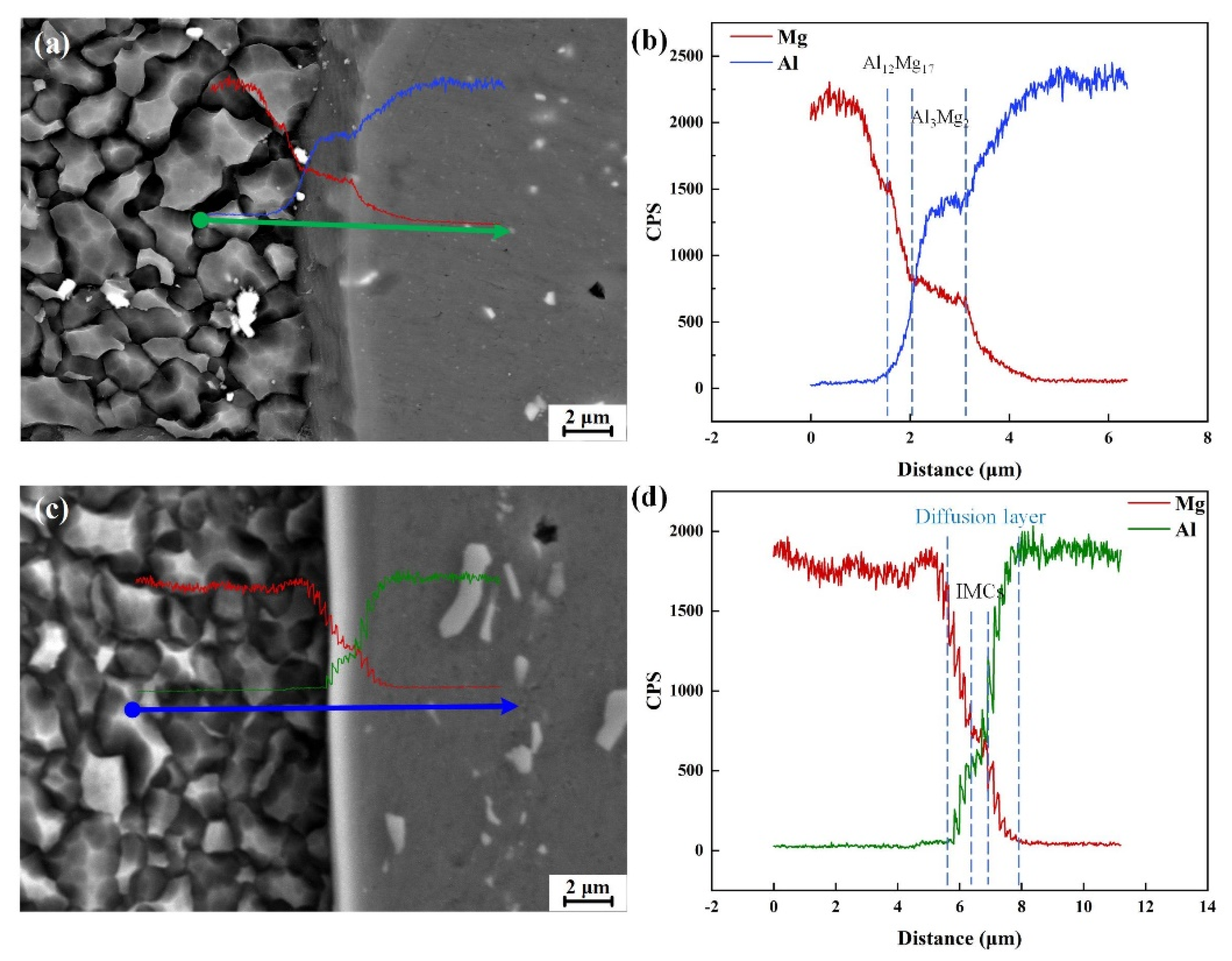
3.2. Microstructures of the Joints
4. Discussion
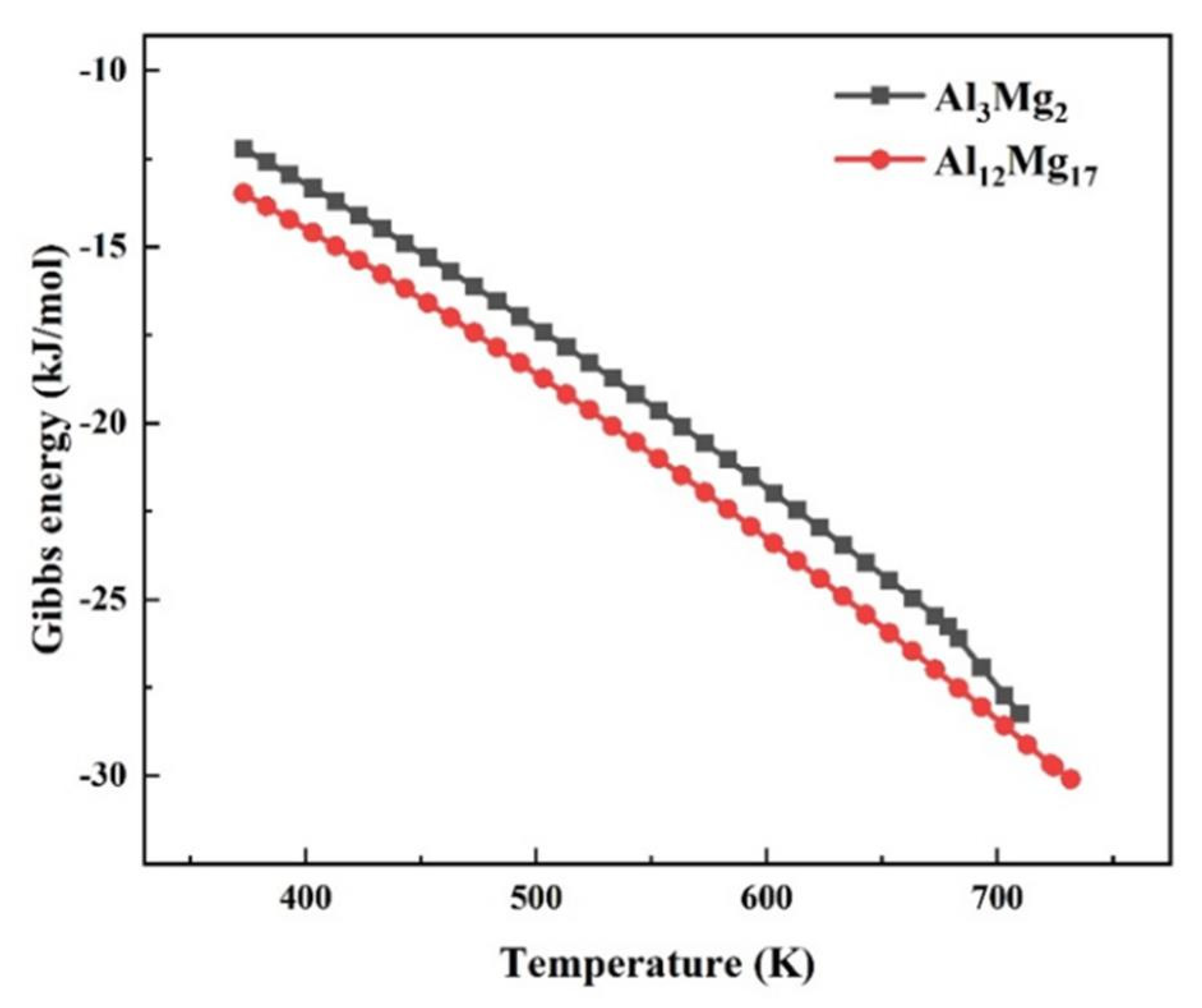
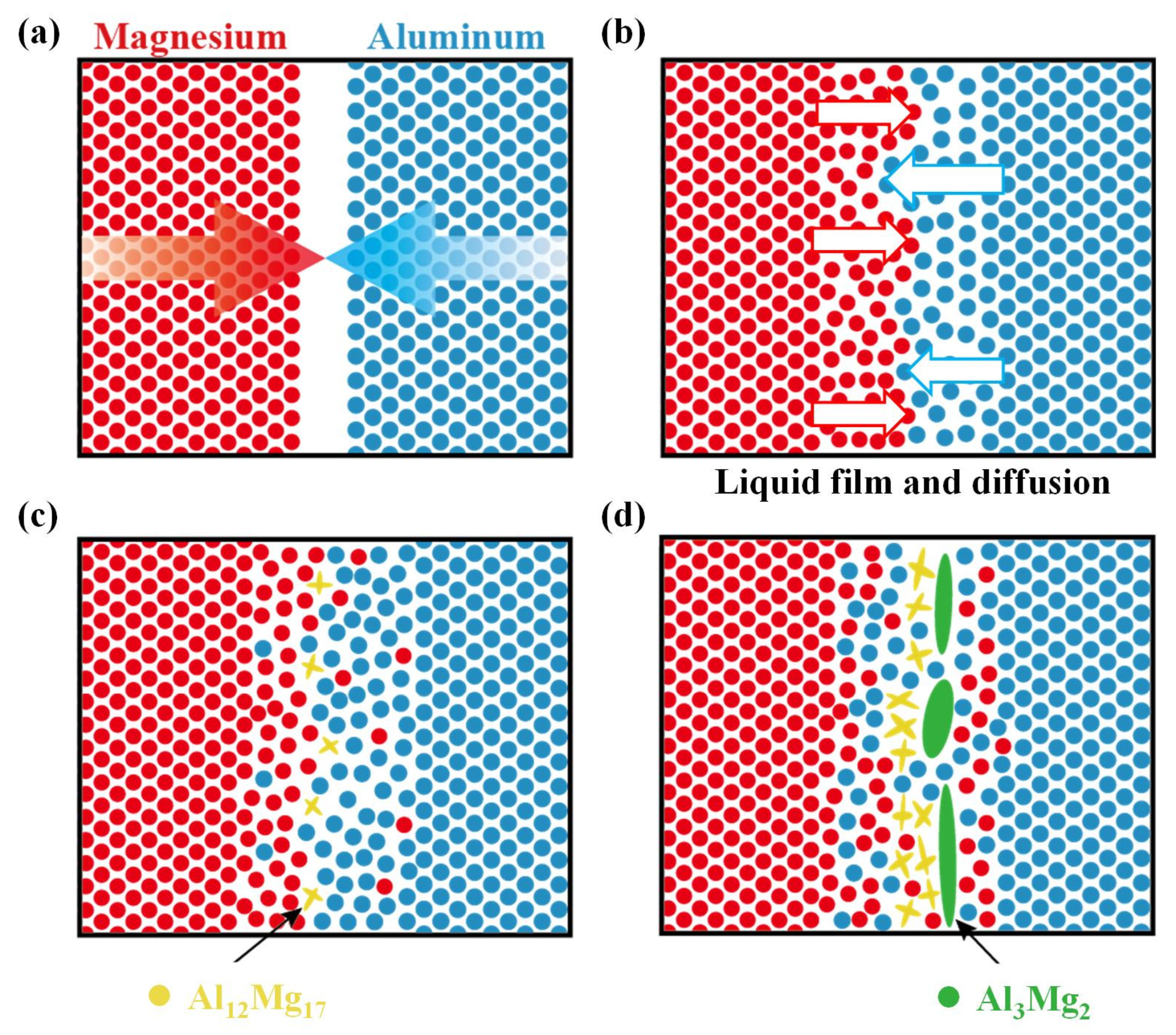
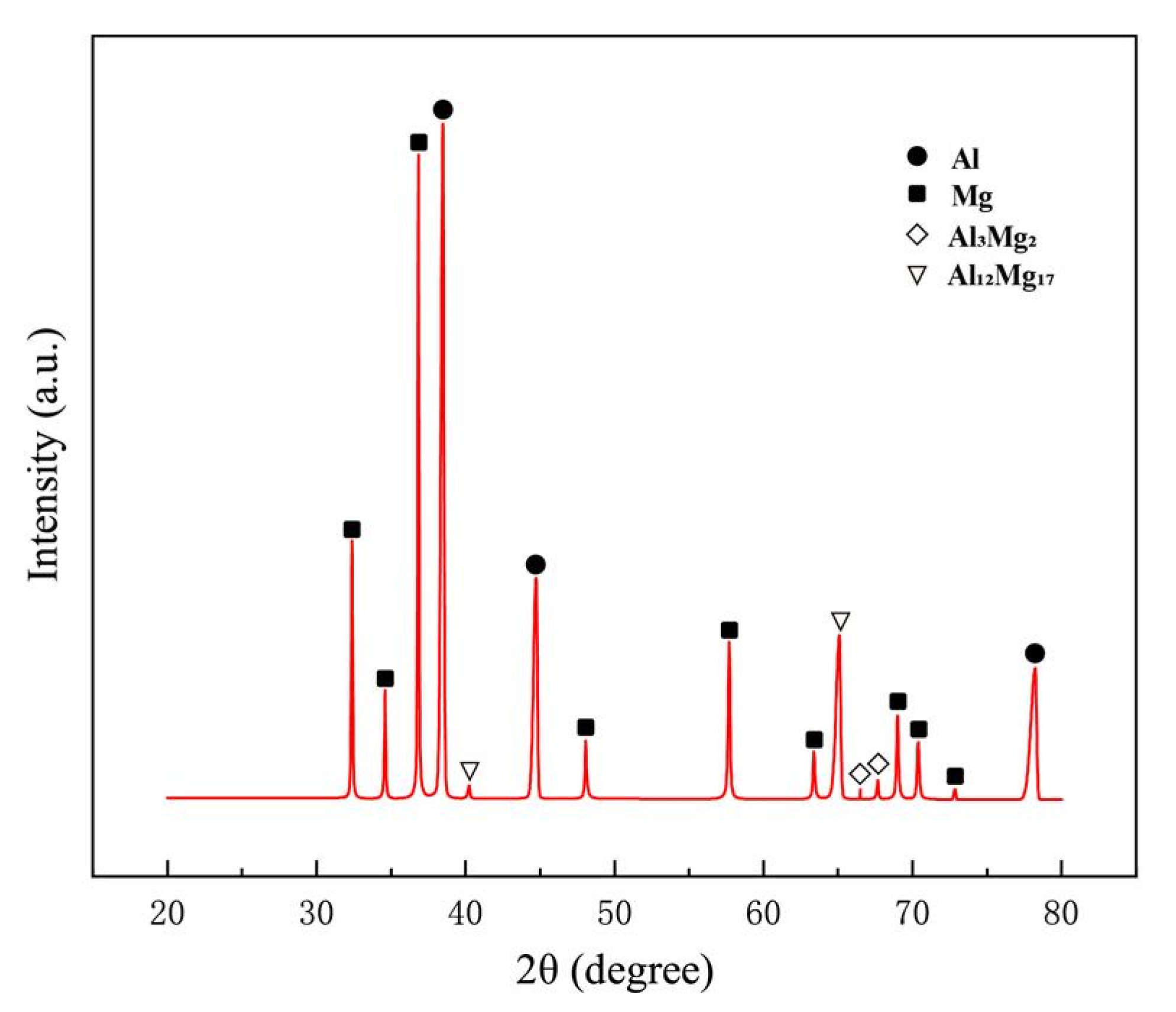
4.1. Formation Mechanism of IMCs
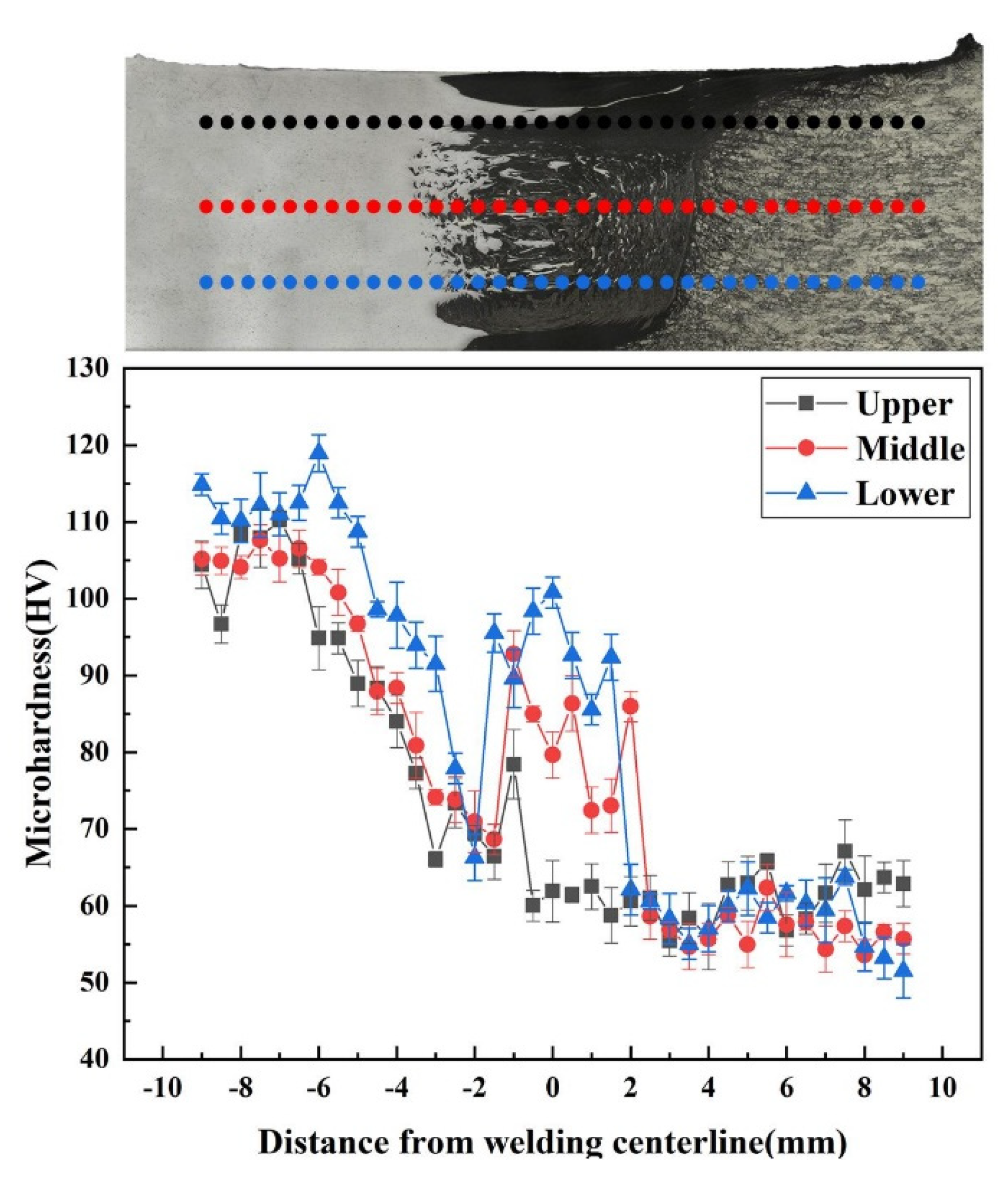
4.2. Microhardness Distribution
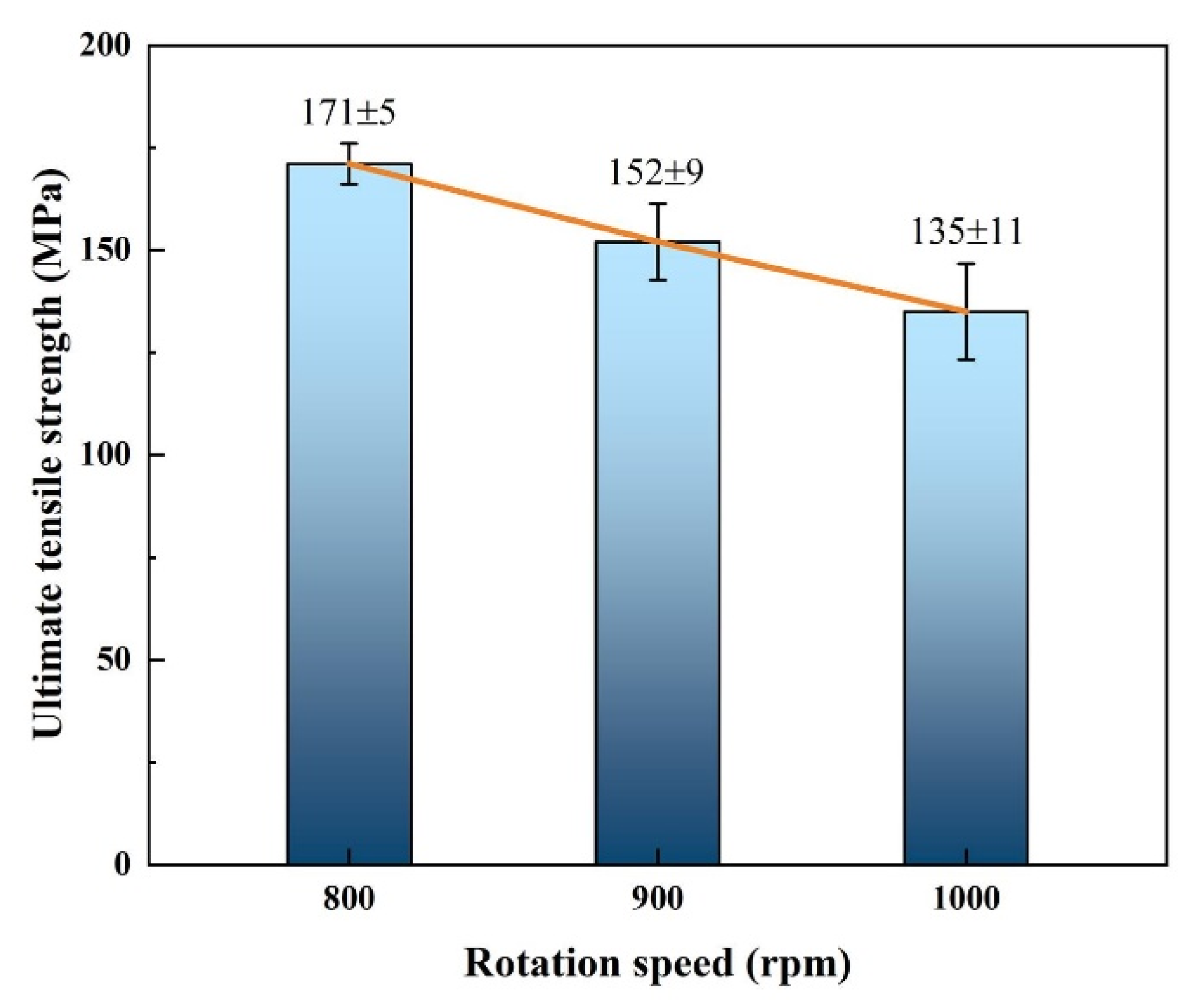
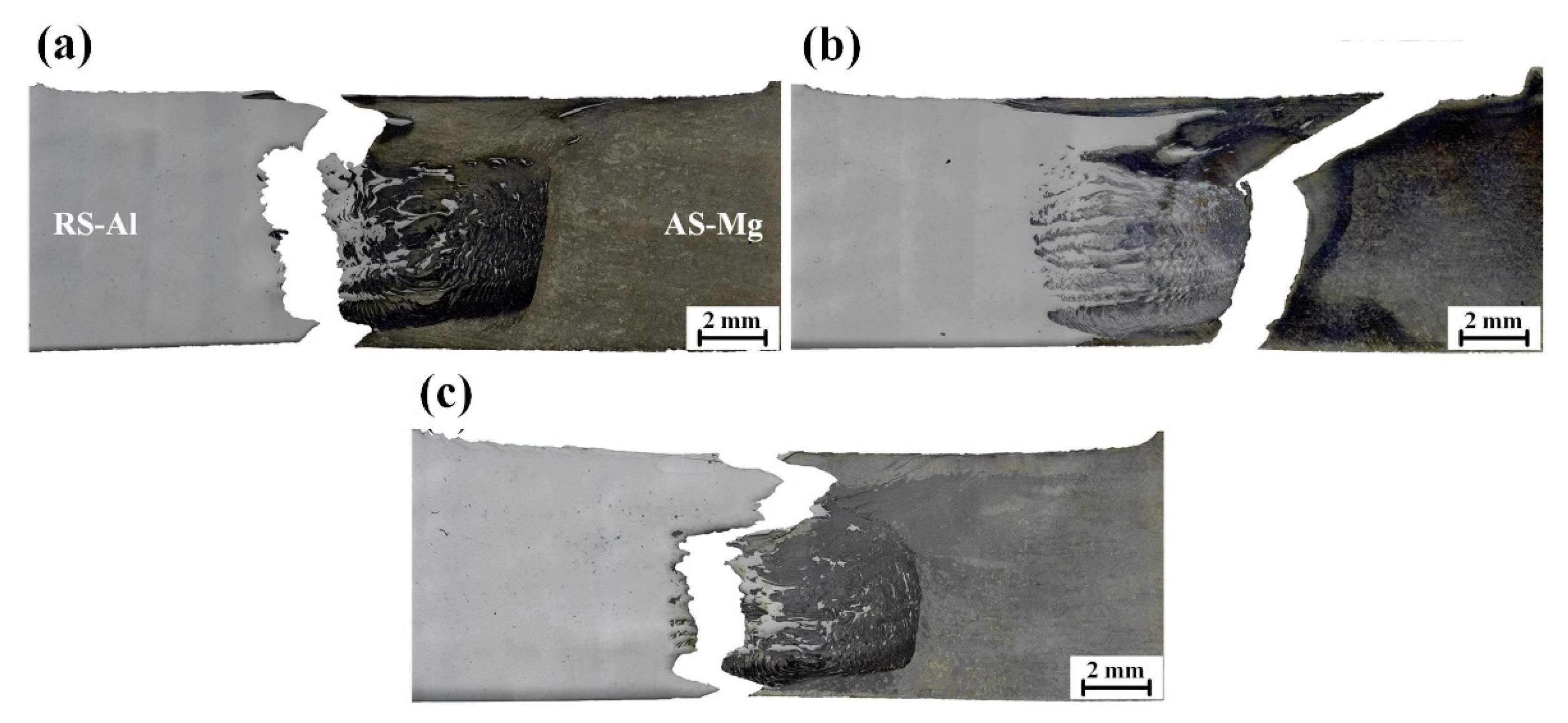
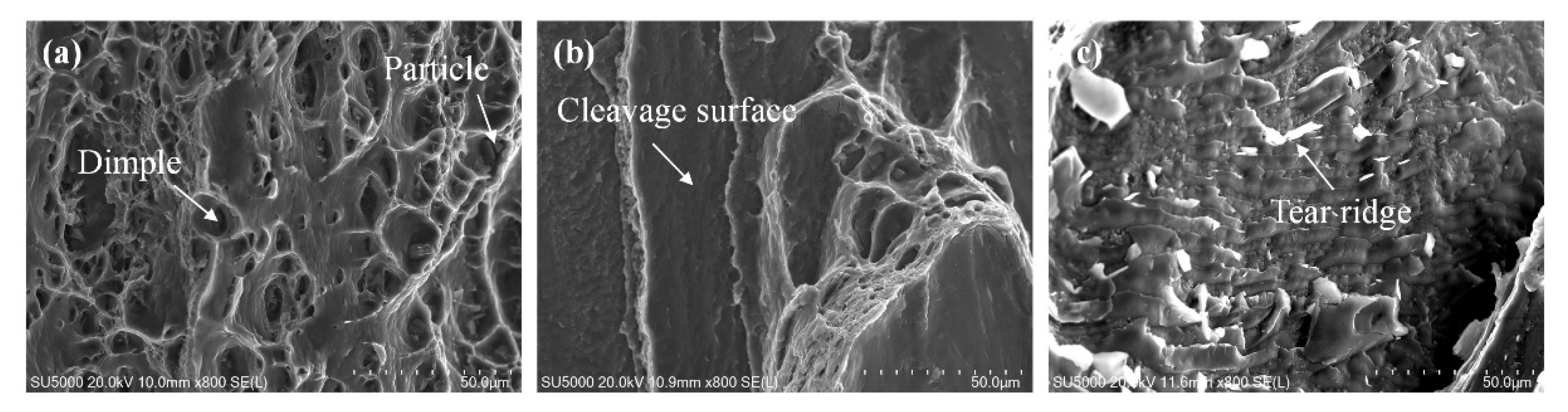
4.3. Tensile Properties and Fracture Analysis
5. Conclusions
- (1)
- Compared with FSW joint, no groove, galling, and cavity defects were detected in SFSW joints. The ultimate strength of the dissimilar SFSW joints was enhanced to 171 MPa, equivalent to 71.3% of AZ31B Mg alloys strength.
- (2)
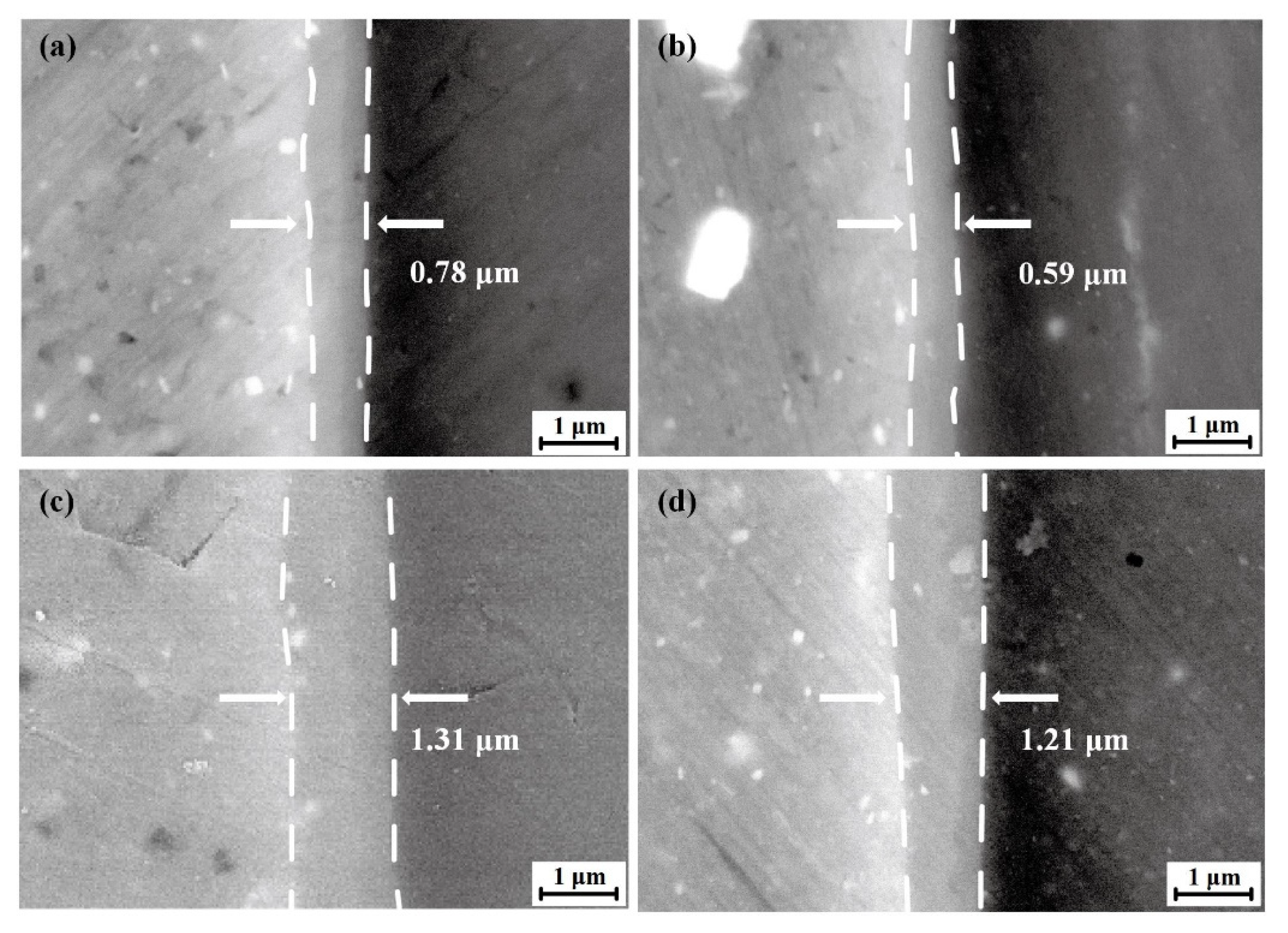
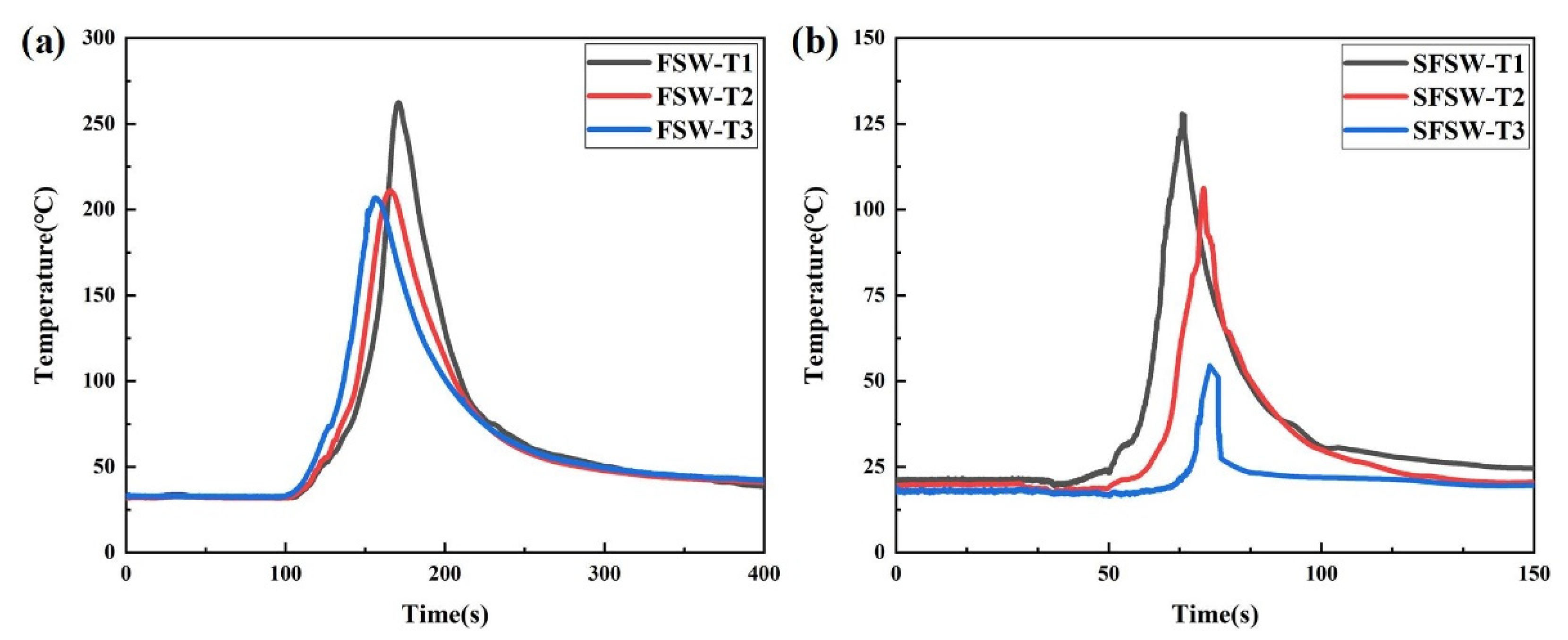
- Thermodynamics and kinetics analysis illustrate the interface formation mechanism. The improved thermal cycle and temperature gradient in SFSW limited the nucleate and growth of the IMCs in the thickness direction of the weld. The IMC layer thickness in the nugget zone and shoulder affect zone was reduced from 0.78 μm and 1.31 μm in the FSW process to 0.59 μm and 1.21 μm in the SFSW process.
- (3)
- The eutectic reactions have been suppressed by the SFSW process, which is favorable to limiting the generation of brittle IMCs and improving the plastic material flow. Thus, the complex laminated structure in SFSW weld exerts mechanical interlocking of the dissimilar metals, strengthening the interface connection.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mao, Y.Q.; Yang, P.; Ke, L.M.; Xu, Y.; Chen, Y.H. Microstructure Evolution and Recrystallization Behavior of Friction Stir Welded Thick Al–Mg–Zn–Cu alloys: Influence of Pin Centerline Deviation. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 745–756. [Google Scholar] [CrossRef]
- Xie, Y.M.; Meng, X.C.; Chang, Y.X.; Mao, D.X.; Qin, Z.W.; Wan, L.; Huang, Y.X. Heteroatom Modification Enhances Corrosion Durability in High-Mechanical-Performance Graphene-Reinforced Aluminum Matrix Composites. Adv. Sci. 2022, 2104464. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Ren, D.; Liu, F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [PubMed]
- Moshtaghi, M.; Safyari, M.; Hojo, T. Effect of solution treatment temperature on grain boundary composition and environmental hydrogen embrittlement of an Al–Zn–Mg–Cu alloy. Vacuum 2021, 184, 109937. [Google Scholar] [CrossRef]
- Zhao, J.; Wu, C.S.; Su, H. Acoustic effect on the tensile properties and metallurgical structures of dissimilar friction stir welding joints of Al/Mg alloys. J. Manuf. Process. 2021, 65, 328–341. [Google Scholar] [CrossRef]
- Liu, J.; Hao, Z.; Xie, Y.; Meng, X.; Huang, Y.; Wan, L. Interface stability and fracture mechanism of Al/Steel friction stir lap joints by novel designed tool. J. Mater. Process. Technol. 2022, 300, 117425. [Google Scholar] [CrossRef]
- Niu, S.; Ji, S.; Yan, D.; Meng, X.; Xiong, X. AZ31B/7075-T6 alloys friction stir lap welding with a zinc interlayer. J. Mater. Process. Technol. 2019, 263, 82–90. [Google Scholar] [CrossRef]
- Fu, B.; Qin, G.; Li, F.; Meng, X.; Zhang, J.; Wu, C. Friction stir welding process of dissimilar metals of 6061-T6 aluminum alloy to AZ31B magnesium alloy. J. Mater. Process. Technol. 2015, 218, 38–47. [Google Scholar] [CrossRef]
- Sharifitabar, M.; Nami, H. Microstructures of dissimilar friction stir welded joints between 2024-T4 aluminum alloy and Al/Mg2Si metal matrix cast composite. Compos. Part B Eng. 2011, 42, 2004–2012. [Google Scholar] [CrossRef]
- Xu, Y.; Ke, L.; Ouyang, S.; Mao, Y.; Niu, P. Precipitation behavior of intermetallic compounds and their effect on mechanical properties of thick plate friction stir welded Al/Mg joint. J. Manuf. Process. 2021, 64, 1059–1069. [Google Scholar] [CrossRef]
- Shi, H.; Chen, K.; Liang, Z.; Dong, F.; Yu, T.; Dong, X.; Zhang, L.; Shan, A. Intermetallic Compounds in the Banded Structure and Their Effect on Mechanical Properties of Al/Mg Dissimilar Friction Stir Welding Joints. J. Mater. Sci. Technol. 2017, 33, 359–366. [Google Scholar] [CrossRef]
- Peng, P.; Wang, W.; Zhang, T.; Liu, Q.; Guan, X.; Qiao, K.; Cai, J.; Wang, K. Effects of interlayer metal on microstructures and mechanical properties of friction stir lap welded dissimilar joints of magnesium and aluminum alloys. J. Mater. Process. Technol. 2022, 299, 117362. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2020, 117, 100752. [Google Scholar] [CrossRef]
- Zhang, J.; Shen, Y.; Yao, X.; Xu, H.; Li, B. Investigation on dissimilar underwater friction stir lap welding of 6061-T6 aluminum alloy to pure copper. Mater. Des. 2014, 64, 74–80. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Z.; Peng, Y.; Yan, D.; Tan, Z.; Zhou, Q.; Wang, K.; Zhou, M. Microstructure and mechanical properties of underwater friction stir welding of CNT/Al-Cu-Mg composites. J. Mater. Res. Technol. 2022, 18, 405–415. [Google Scholar] [CrossRef]
- You, J.; Zhao, Y.; Dong, C.; Miao, S.; Liu, Z.; Liu, L.; Su, Y. Microstructural evolution and mechanical properties of the Al–Cu dissimilar joint enhanced by stationary-dynamic shoulder friction stir welding. J. Mater. Process. Technol. 2022, 300, 117402. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Eyvazian, A.; Simchi, A. Submerged friction stir welding of dissimilar joints between an Al-Mg alloy and low carbon steel: Thermo-mechanical modeling, microstructural features, and mechanical properties. J. Manuf. Process. 2020, 50, 68–79. [Google Scholar] [CrossRef]
- Mehta, K.P.; Carlone, P.; Astarita, A.; Scherillo, F.; Rubino, F.; Vora, P. Conventional and cooling assisted friction stir welding of AA6061 and AZ31B alloys. Mater. Sci. Eng. A 2019, 759, 252–261. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Nominal Chemical Composition (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | Ni | |
| 6061-T6 | 0.4–0.8 | 0.7 | 0.15–0.4 | 0.15 | 0.8–1.2 | 0.1 | 0.25 | 0.15 | Bal. | - |
| AZ31B | 0.016 | 0.001 | 0.003 | 0.48 | Bal. | - | 0.88 | - | 3.1 | 0.0009 |
| Point | Al (at. %) | Mg (at. %) | Possible Composition |
|---|---|---|---|
| 1 | 12.31 | 87.69 | Mg |
| 2 | 21.16 | 78.84 | Mg + Al12Mg17 |
| 3 | 80.34 | 19.66 | Al + Al3Mg2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, T.; Zhang, Z.; Liu, J.; Chen, S.; Xie, Y.; Meng, X.; Huang, Y.; Wan, L. Interface Formation of Medium-Thick AA6061 Al/AZ31B Mg Dissimilar Submerged Friction Stir Welding Joints. Materials 2022, 15, 5520. https://doi.org/10.3390/ma15165520
Huang T, Zhang Z, Liu J, Chen S, Xie Y, Meng X, Huang Y, Wan L. Interface Formation of Medium-Thick AA6061 Al/AZ31B Mg Dissimilar Submerged Friction Stir Welding Joints. Materials. 2022; 15(16):5520. https://doi.org/10.3390/ma15165520
Chicago/Turabian StyleHuang, Tifang, Zeyu Zhang, Jinglin Liu, Sihao Chen, Yuming Xie, Xiangchen Meng, Yongxian Huang, and Long Wan. 2022. "Interface Formation of Medium-Thick AA6061 Al/AZ31B Mg Dissimilar Submerged Friction Stir Welding Joints" Materials 15, no. 16: 5520. https://doi.org/10.3390/ma15165520
APA StyleHuang, T., Zhang, Z., Liu, J., Chen, S., Xie, Y., Meng, X., Huang, Y., & Wan, L. (2022). Interface Formation of Medium-Thick AA6061 Al/AZ31B Mg Dissimilar Submerged Friction Stir Welding Joints. Materials, 15(16), 5520. https://doi.org/10.3390/ma15165520