
Effect of Deformation on the Corrosion Behavior of Friction Stir Welded Joints of 2024 Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods
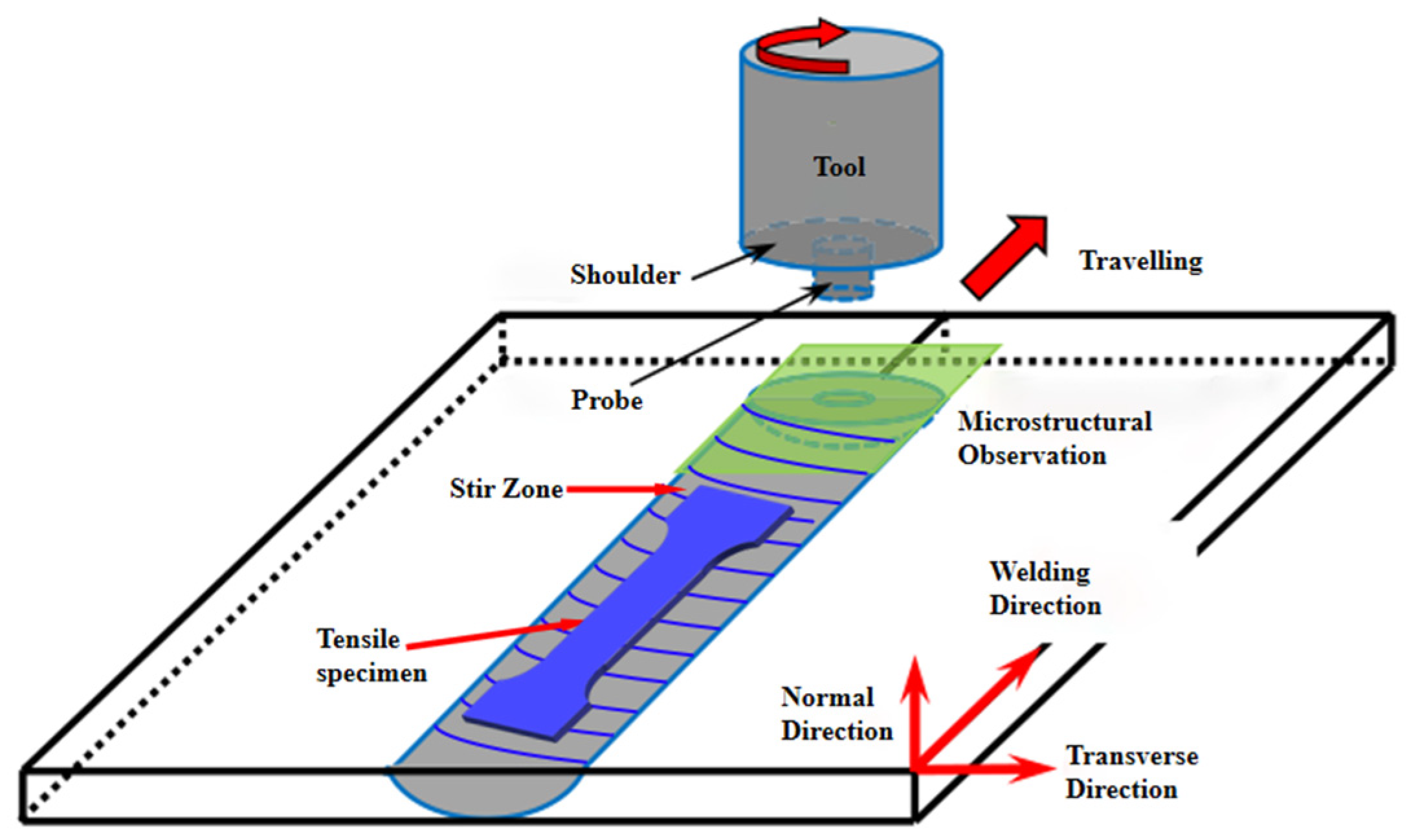
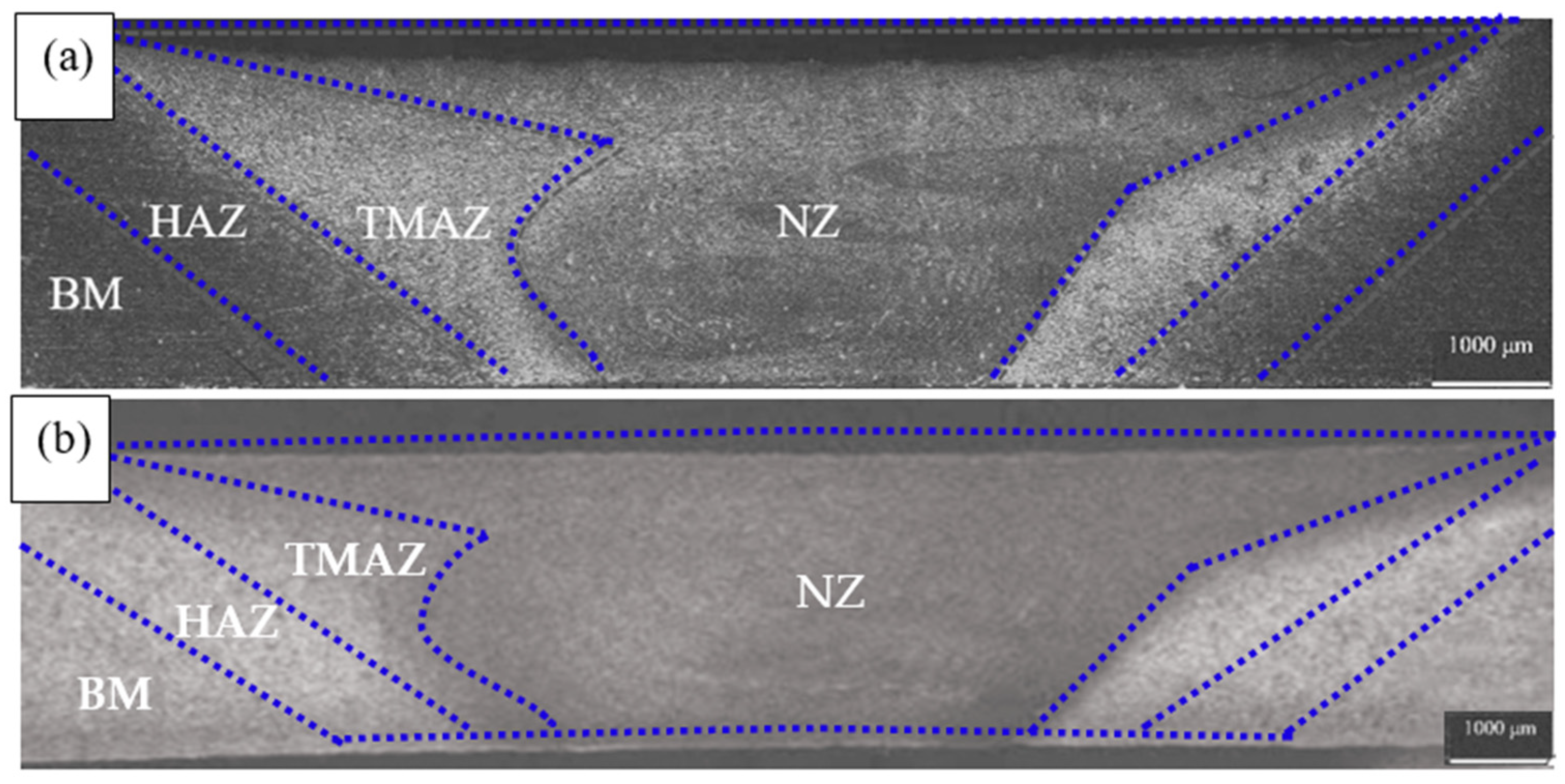
2.1. Material and Sample Preparation
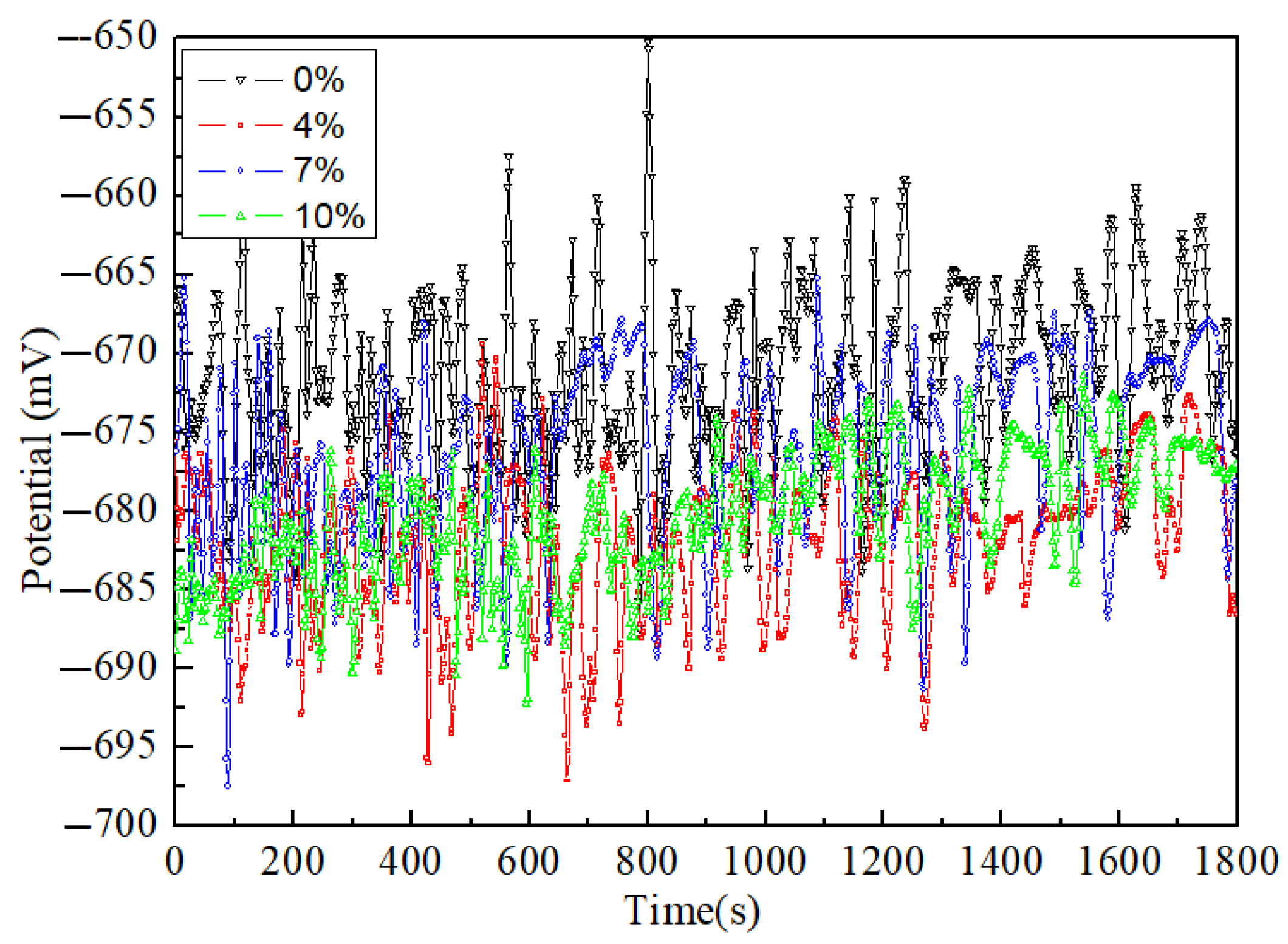
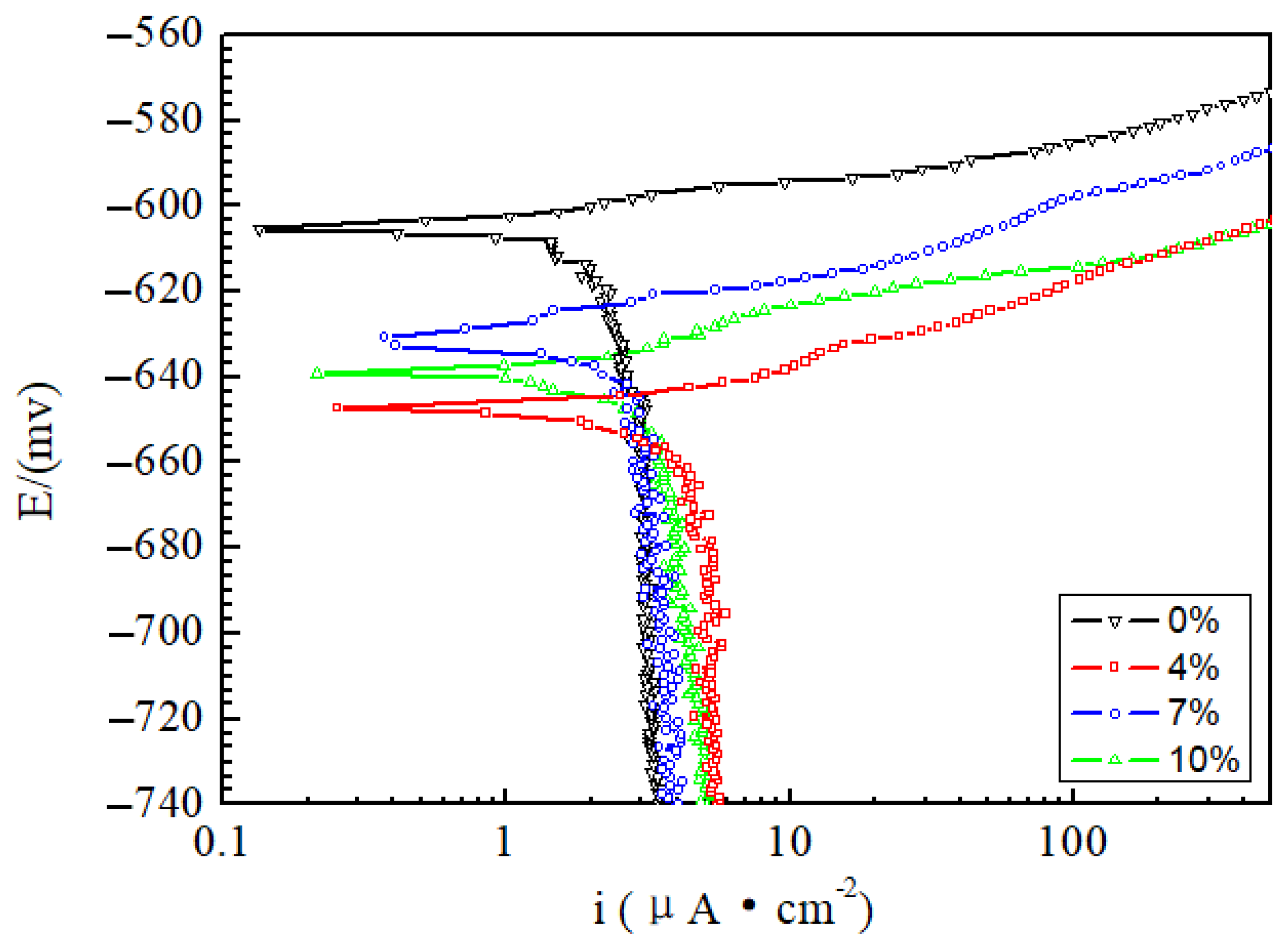
2.2. Electrochemical Experiment
2.3. Exfoliation Corrosion Experiment
2.4. Microstructural Investigation
3. Results and Discussion
3.1. Corrosion Behavior
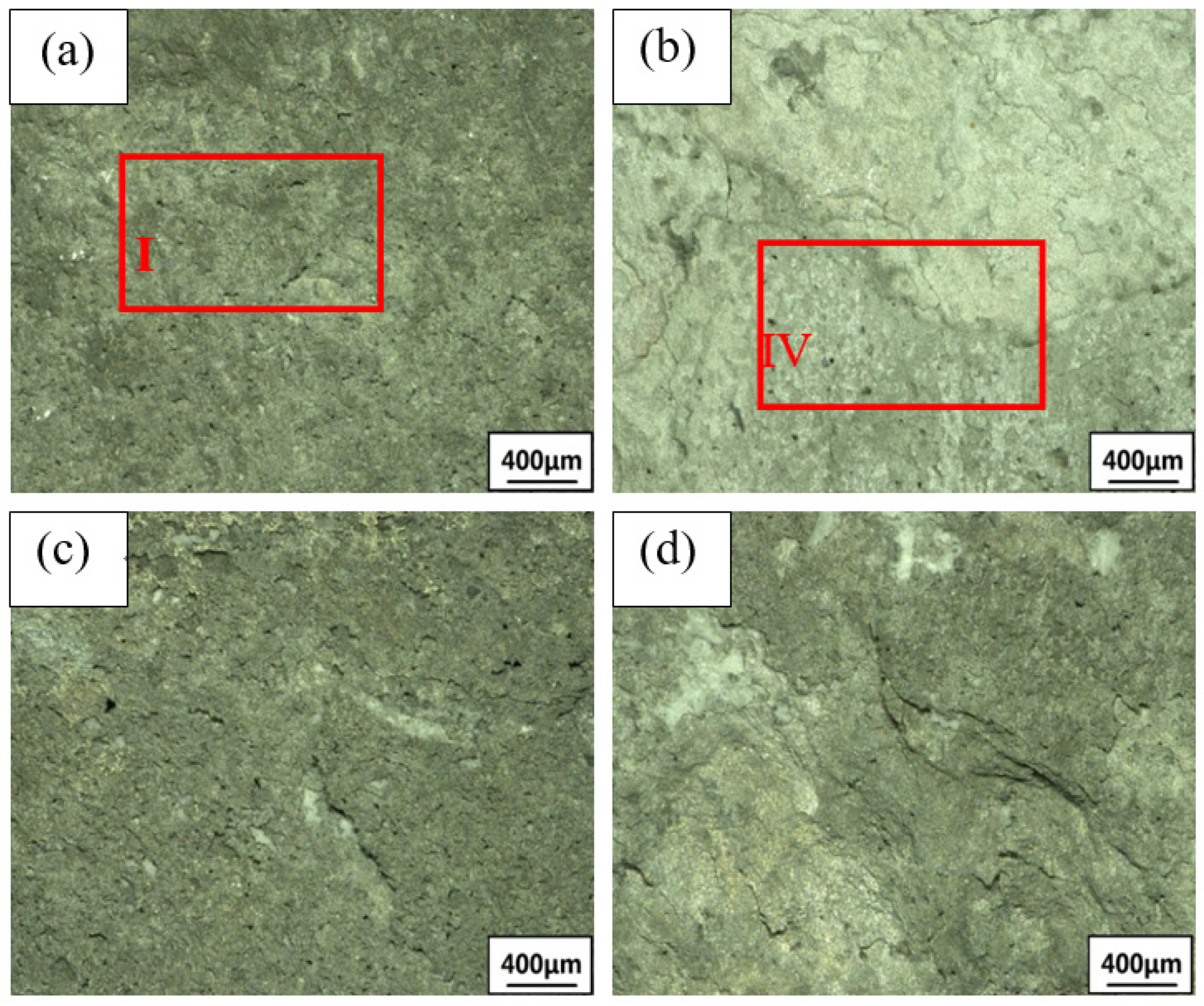
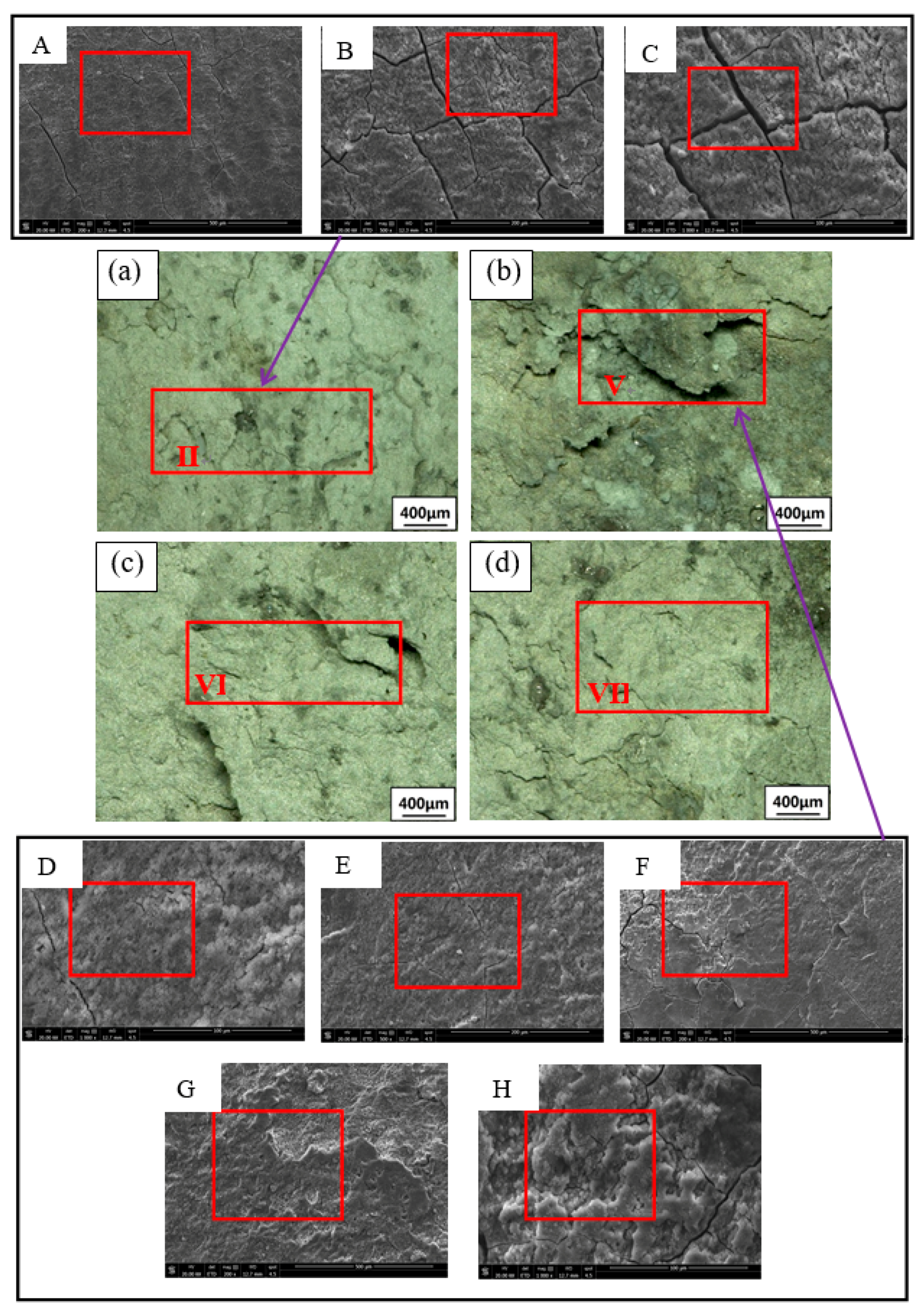
3.2. Exfoliation Corrosion
4. Conclusions
- (1)
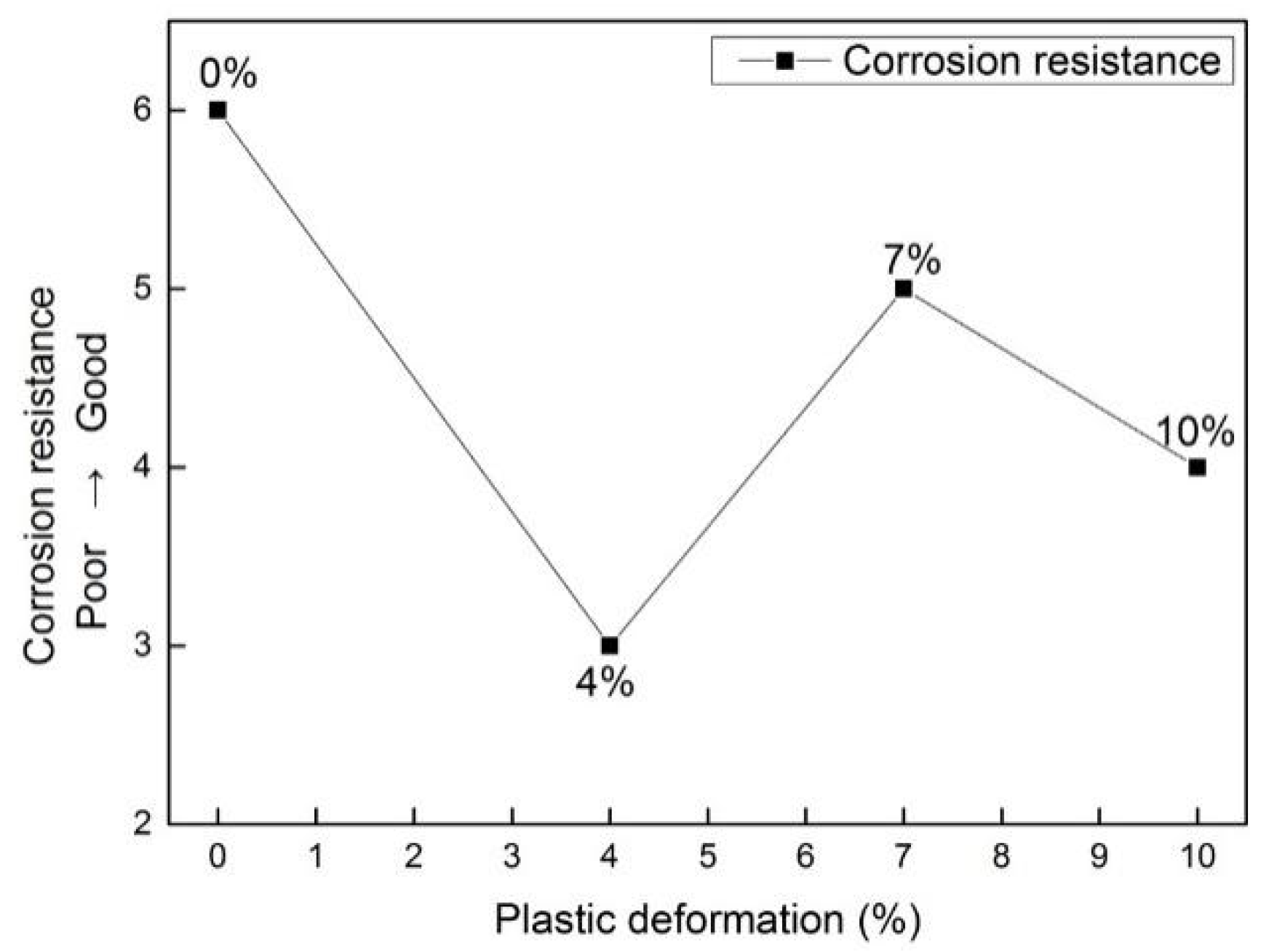
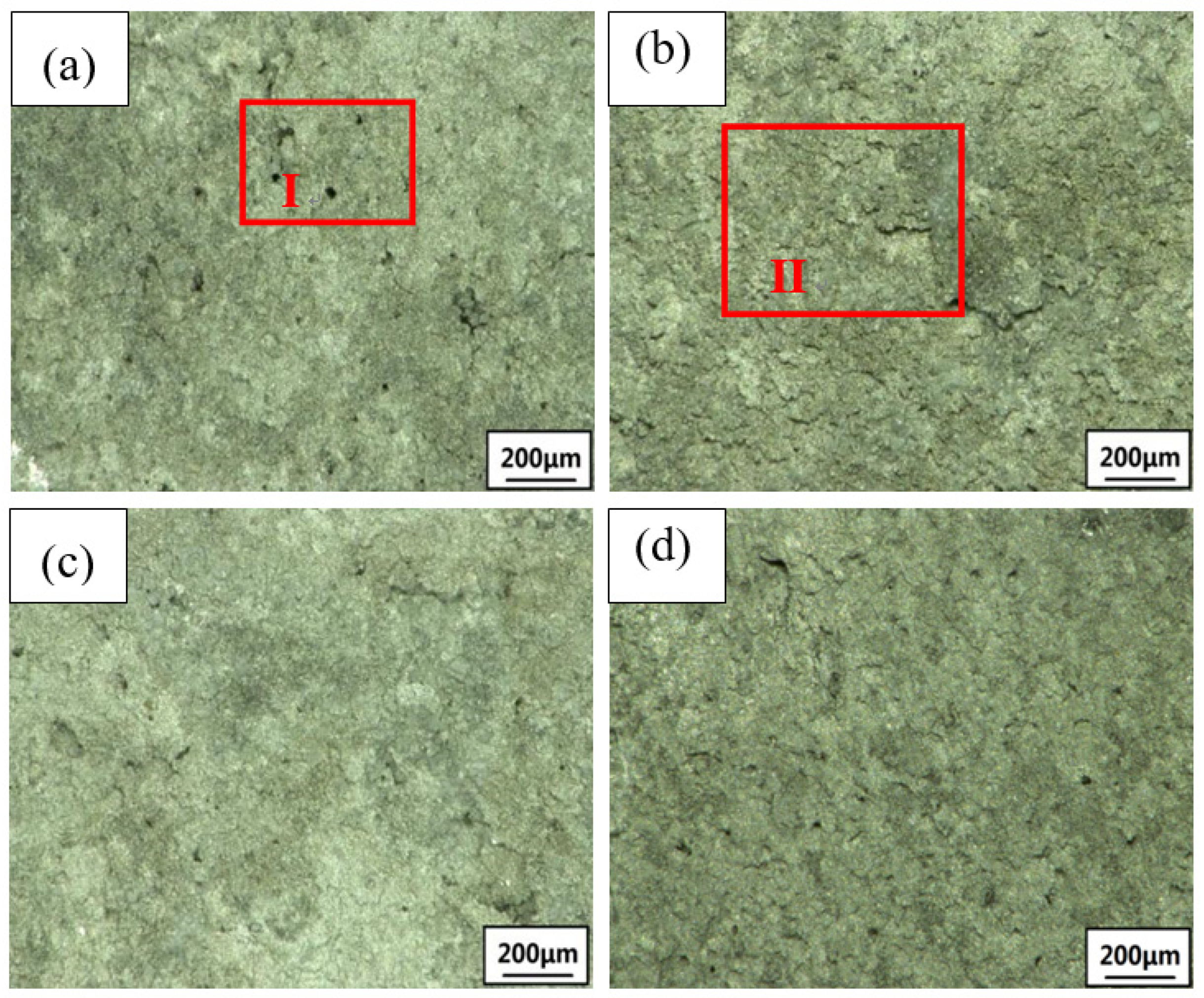
- With plastic deformations of 0%, 4%, 7% and 10%, the corrosion resistance of 2024 aluminum alloy FSWed joints from the highest to the lowest is as follows: 0% > 7% > 10% > 4%. The greater the impedance and the OCP, the better the corrosion resistance of the material. Especially, the corrosion potential and current density at 7% are near the values at 0%. An “inflection point” occurs at 7%. Corrosion starts from pitting corrosion, goes through blistering, cracking, delamination and stripping, and finally develops into spalling corrosion; Among them, the 4% deformed samples had delamination after soaking for 24 h, and the 0% deformed samples had cracking for the first time after soaking for 96 h.
- (2)
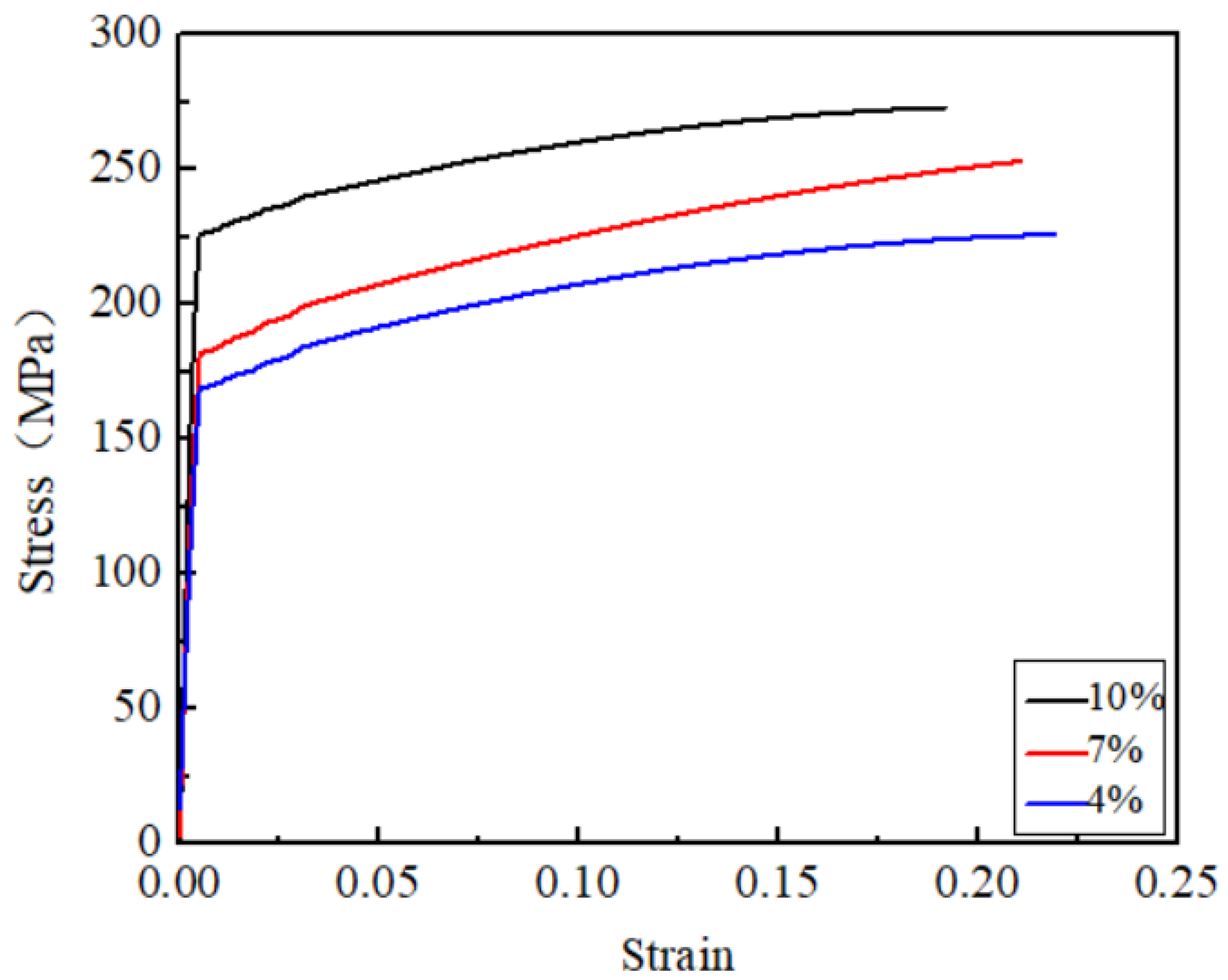
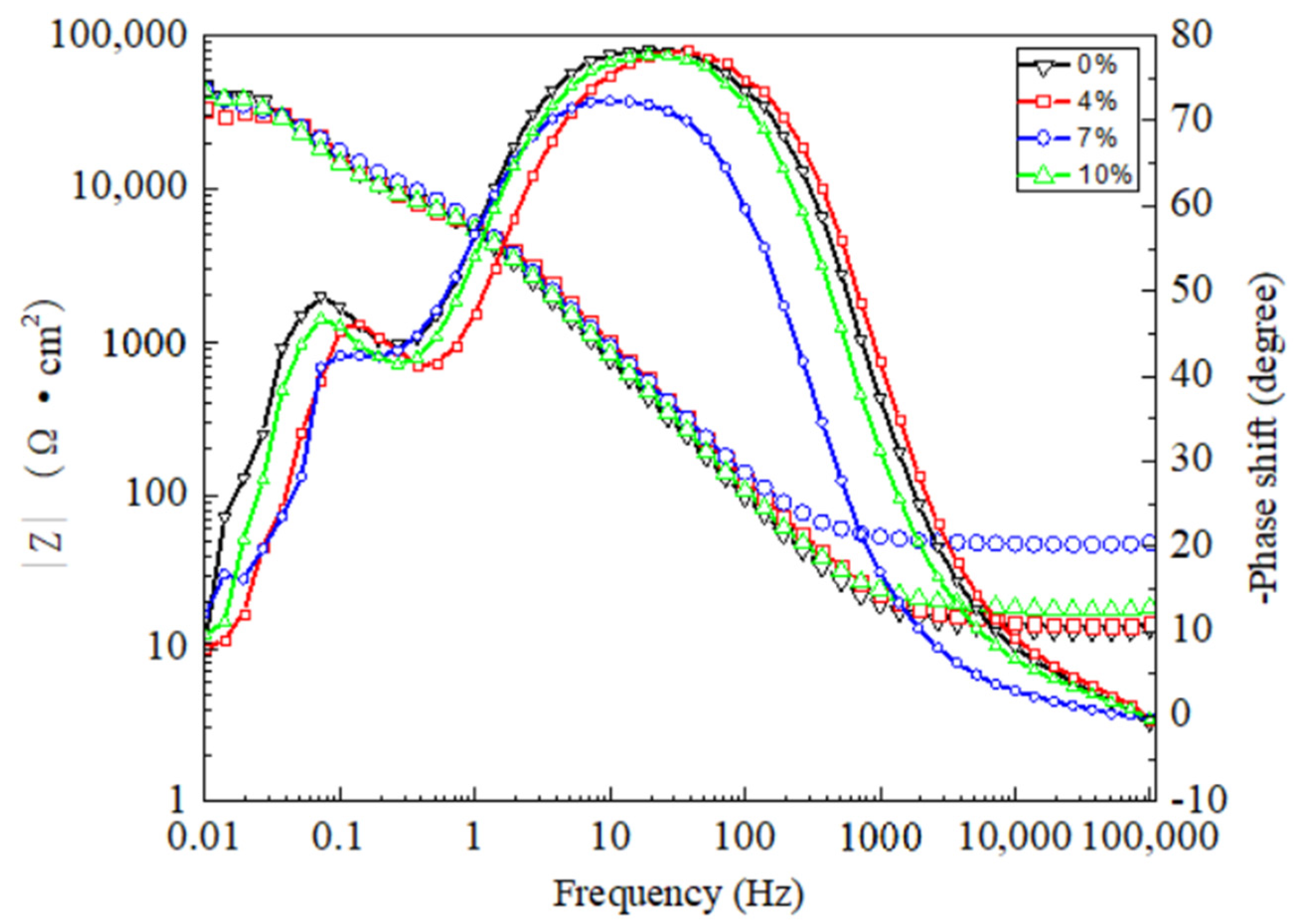
- The open circuit potential of each sample tends to be stable after 900 s. The average open circuit potential from high to low is 0% > 7% > 10% > 4%; In a Tafel curve, the absolute value of self-corrosion potential of the 4% deformed sample is the largest, which is 648 mV, which is higher than that of the other three deformed samples, and the corrosion current density is 4.63 μA·cm−2, which is basically twice that of 0% deformed samples, and the corrosion resistance is the worst. In EIS analysis, the electrochemical impedance values of 0%, 4%, 7% and 10% deformed samples are 52.63, 30.70, 45.99 and 39.85 (unit: KΩ∙cm−2) respectively. Based on the above test data, the corrosion resistance of the sample from high to low is 0% > 7% > 10% > 4%.
- (3)
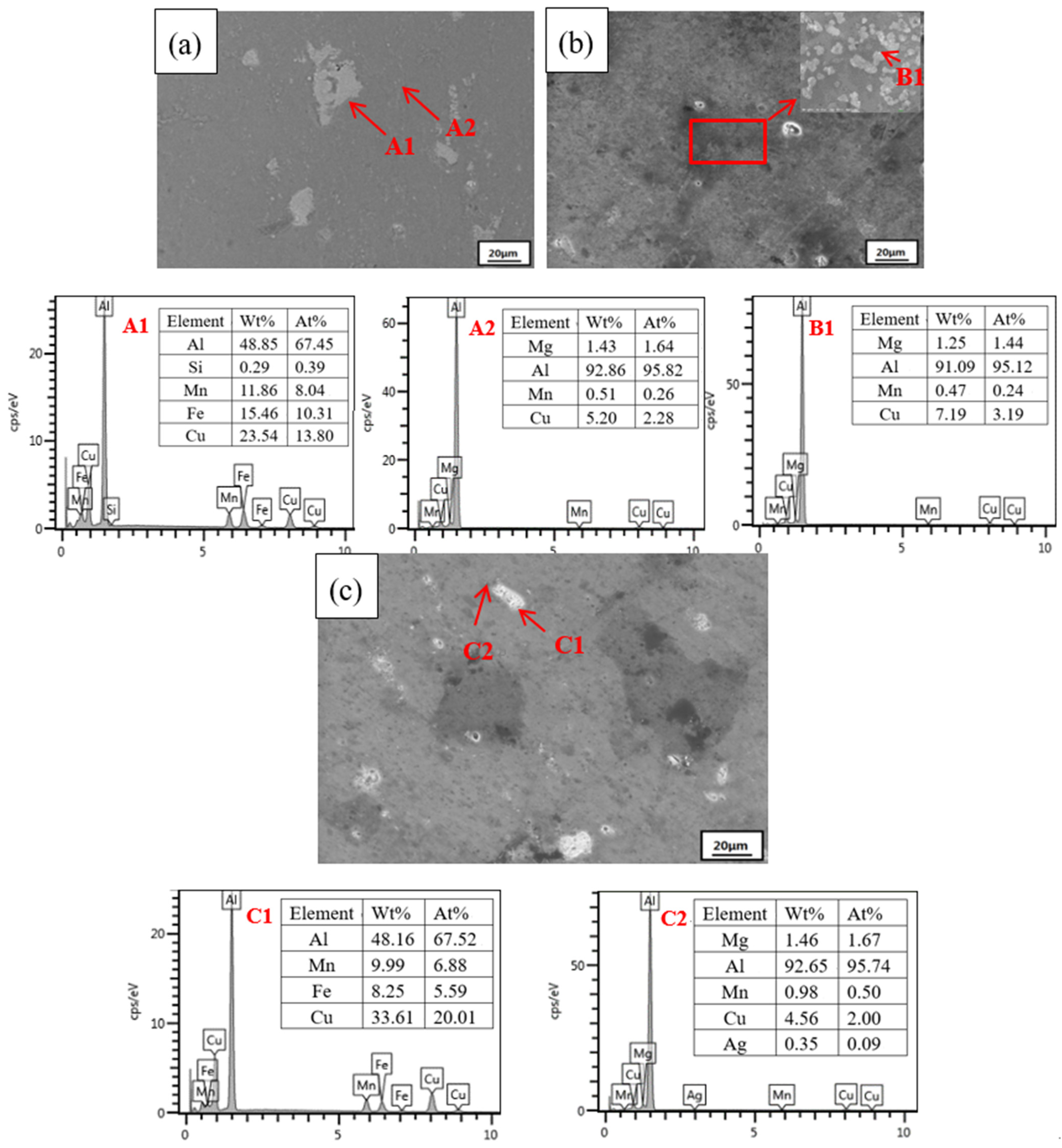
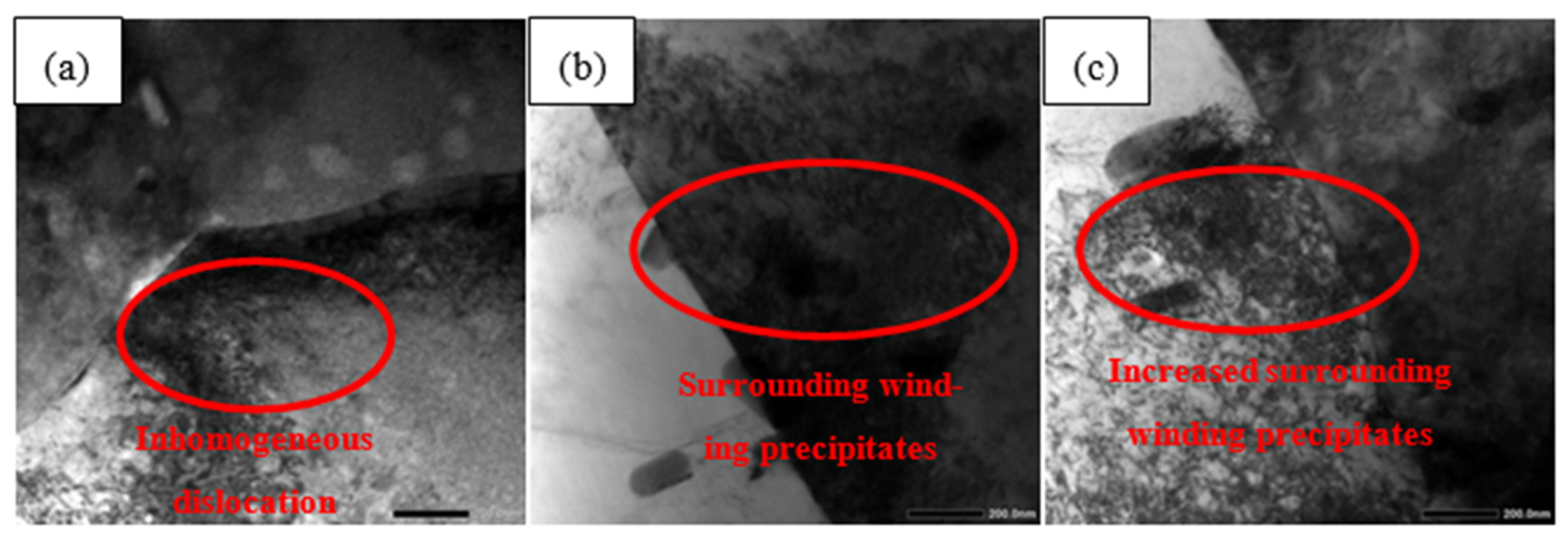
- For the 0% deformation sample, the precipitated phases are impurities that are rich in copper, iron and manganese in the 2024 welding nugget. Most of these impurities exist as elements with low chemical activity, making them difficult to corrode. With the appearance of plastic deformation, the impurity phase is cleaved by dislocations, resulting in a reduction in the size of the impurity phase with low chemical activity. With an increase in plastic deformation, the dislocations and dislocation rings increase, resulting in an increase in corrosion resistance. However, the transgranular and intergranular cracks appear on the 10% deformation sample. They almost always develop along the grain boundaries after initiation, making them more susceptible to corrosion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Merklein, M.; Johannes, M.; Lechner, M.; Kuppert, A. A review on tailored blanks-Production, applications and evaluation. J. Mater. Process. Tech. 2014, 214, 151. [Google Scholar] [CrossRef]
- Hu, Z.L.; Dai, M.L.; Pang, Q. Influence of Welding Combined Plastic Forming on Microstructure Stability and Mechanical Properties of Friction Stir-Welded Al-Cu Alloy. J. Mater. Eng. Perform. 2018, 27, 4036–4042. [Google Scholar] [CrossRef]
- Elaziz, M.A.; Shehabeldeen, T.A.; Elsheikh, A.H. Utilization of Random Vector Functional Link integrated with Marine Predators Algorithm for tensile behavior prediction of dissimilar friction stir welded aluminum alloy joints. J. Mater. Res. Technol. 2020, 9, 154. [Google Scholar] [CrossRef]
- Dewan, M.W.; Huggett, D.J.; Liao, T.W. Prediction of tensile strength of friction stir weld joints with adaptive neuro-fuzzy inference system (ANFIS) and neural network. Mater. Des. 2016, 92, 288–299. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.L.; Wang, X.S.; Pang, Q.; Huang, F.; Qin, X.P.; Hua, L. The effect of postprocessing on tensile property and microstructure evolution of friction stir welding aluminum alloy joint. Mater. Charact. 2015, 99, 180. [Google Scholar] [CrossRef]
- Pang, Q.; Zhang, J.H.; Huq, M.J.; Hu, Z.L. Characterization of microstructure, mechanical properties and formability for thermomechanical treatment of friction stir welded 2024-O alloys. Mat. Sci. Eng. A 2019, 765, 138303. [Google Scholar] [CrossRef]
- Zucchi, F.; Trabanelli, G.; Grassi, V. Pitting and stress corrosion cracking resistance of friction stir welded AA 5083. Mater. Corros. 2001, 52, 853. [Google Scholar] [CrossRef]
- Squillace, A.; De Fenzo, A.; Giorleo, G. A comparison between FSW and TIG welding techniques: Modifications of microstructure and pitting corrosion resistance in AA 2024-T3 butt joints. J. Mater. Process. Tech. 2004, 152, 97–105. [Google Scholar] [CrossRef]
- Huang, Y.X.; Wan, L.; Lv, S.X.; Zhang, Z.; Liu, H.J. New technique of in situ rolling friction stir welding. Sci. Technol. Weld. Joi. 2012, 17, 636. [Google Scholar] [CrossRef]
- Davoodi, A.; Esfahani, Z.; Sarvghad, M. Microstructure and corrosion characterization of the interfacial region in dissimilar friction stir welded AA5083 to AA7023. Corros. Sci. 2016, 107, 133. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K.; Annamalai, V.E. Fabrication and performance evaluation of dissimilar magnesium–aluminium alloy multi-seam friction stir clad joints. Trans. Nonferrous Met. Soc. China 2017, 27, 25. [Google Scholar] [CrossRef]
- Gharavi, F.; Matori, K.A.; Yunus, R.; Othman, N.K.; Fadaeifard, F. Corrosion evaluation of friction stir welded lap joints of AA6061-T6 aluminum alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 684. [Google Scholar] [CrossRef]
- Srinivasan, B.P.; Dietzel, W.; Zettler, R.; Dos Santos, J.F.; Sivan, V. Stress corrosion cracking susceptibility of friction stir welded AA7075–AA6056 dissimilar joint. Mat. Sci. Eng. A 2005, 392, 292. [Google Scholar] [CrossRef]
- Rambabu, G.; Naik, D.B.; Rao, C.H.V.; Rao, K.S.; Reddy, G.M. Optimization of friction stir welding parameters for improved corrosion resistance of AA2219 aluminum alloy joints. Def. Technol. 2015, 11, 330–337. [Google Scholar] [CrossRef] [Green Version]
- Sinhmar, S.; Dwivedi, D.K. Effect of weld thermal cycle on metallurgical and corrosion behavior of friction stir weld joint of AA2014 aluminium alloy. J. Manuf. Process. 2019, 37, 305. [Google Scholar] [CrossRef]
- Yun, X.Y.; Motohashi, Y.; Ito, T.; Asano, T.; Hirano, S. Corrosion behavior during cyclic salt spray test of friction stir welded A7075 and A6N01 aluminum alloys. J.-Jpn. Inst. Met. 2006, 70, 96. [Google Scholar] [CrossRef] [Green Version]
- Fu, R.D.; Luan, G.G.; Dong, C.L.; He, M. Corrosion behavior of fiction stir welded joint of 7075 aluminum alloy by acid salt spray. Corros. Sci. Prot. Technol. 2009, 21, 580. [Google Scholar]
- Xu, W.F.; Liu, J.H. Microstructure and pitting corrosion of friction stir welded joints in 2219-O aluminum alloy thick plate. Corros. Sci. 2009, 51, 2743. [Google Scholar] [CrossRef]
- Li, N.; Li, W.Y.; Yang, X.W.; Alexopoulos, N.D. Corrosion performance and mechanical properties of friction stir welded AA2024-T3 joints under different corrosion solution exposure. Mater. Corros. 2017, 68, 970. [Google Scholar] [CrossRef]
- Jayaraj, R.K.; Malarvizhi, S.; Balasubramanian, V. Electrochemical corrosion behaviour of stir zone of friction stir welded dissimilar joints of AA6061 aluminium–AZ31B magnesium alloys. Trans. Nonferrous Met. Soc. China 2017, 27, 2181. [Google Scholar] [CrossRef]
- Proton, V.; Alexis, J.; Andrieu, E.; Delfosse, J.; Lafont, M.C.; Blanc, C. Characterisation and understanding of the corrosion behaviour of the nugget in a 2050 aluminium alloy Friction Stir Welding joint. Corros. Sci. 2013, 73, 130. [Google Scholar] [CrossRef] [Green Version]
- Niu, P.L.; Li, W.Y.; Li, N.; Xu, Y.X.; Chen, D.L. Exfoliation corrosion of friction stir welded dissimilar 2024-to-7075 aluminum alloys. Mater. Charact. 2019, 147, 93. [Google Scholar] [CrossRef]
- Zhang, H.; Cui, B.; Lin, S.B.; Shi, G.Q. Corrosion behavior of friction stir welded joints of 7050 aluminum alloy. Trans. China Weld. Inst. 2018, 39, 71. [Google Scholar]
- Jandaghi, M.R.; Pouraliakbar, H.; Saboori, A. Effect of second-phase particles evolution and lattice transformations while ultrafine graining and annealing on the corrosion resistance and electrical conductivity of Al–Mn–Si alloy. Mater. Res. Express 2019, 6, 1065d9. [Google Scholar] [CrossRef]
- Xu, W.F.; Liu, J.H.; Zhu, H.Q. Pitting corrosion of friction stir welded aluminum alloy thick plate in alkaline chloride solution. Electrochim. Acta. 2010, 55, 2918. [Google Scholar] [CrossRef]
- Kelly, R.G.; Scully, J.R.; Shoesmith, D.W.; Buchheit, R.G. Electrochemical Techniques in Corrosion Science and Engineering; Marcel Dekker Inc; CRC Press: Boca Raton, FL, USA, 2002; p. 55. [Google Scholar]
- Song, F.X.; Zhang, X.M.; Liu, S.D.; Han, N.M.; Hua, L. Effects of pre-stretching on corrosion resistance of 7050 aluminum alloy. J. Cent. South Univ. 2013, 44, 1791. [Google Scholar]
- Mccafferty, E. Introduction to Corrosion Science; Springer Science & Business Media: New York, NY, USA, 2010. [Google Scholar]
- Pouraliakbar, H.; Beygi, R.; Fallah, V.; Monazzah, A.H.; Jandaghi, M.R.; Khalaj, G.; da Silva, L.F.M.; Pavese, M. Processing of Al-Cu-Mg alloy by FSSP: Parametric analysis and the effect of cooling environment on microstructure evolution. Mater. Lett. 2021, 308, 131157. [Google Scholar] [CrossRef]
- Shen, C.B.; Zhang, J.Y.; Ge, J.P. Microstructures and electrochemical behaviors of the friction stir welding dissimilar weld. J. Environ. Sci. 2011, 23, 32. [Google Scholar] [CrossRef]
- Cao, C.N. Principles of Electrochemistry of Corrosion; Chemical Industry Press: Beijing, China, 2008. [Google Scholar]
- Jin, T.; He, W.P.; Liao, S.Z.; Liu, C.C.; Wang, H.W.; Diao, P. Electrochemical property for 2024-T62 aluminum alloy surface protective coating in the presence of outfield corrosion. Equip. Environ. Engineering 2016, 13, 8. [Google Scholar]
- Zhang, H.; Sun, D.; Ma, F.; Huang, J. Exfoliation corrosion mechanism of friction stir welded 2219 aluminum alloy. Rare Metal. Mat. Eng. 2015, 44, 103. [Google Scholar]
- Jariyaboon, M.; Davenport, A.J.; Ambat, R.; Connolly, B.J.; Williams, S.W.; Price, D.A. The effect of welding parameters on the corrosion behaviour of friction stir welded AA2024-T351. Corros. Sci. 2007, 49, 877. [Google Scholar] [CrossRef]
- Lu, Y.L.; Wang, J.; Li, W.; Li, R.L.; Li, X.C.; Zhou, D.S. Effects of pre-deformation on the microstructures and corrosion behavior of 2219 aluminum alloys. Mat. Sci. Eng. A 2018, 723, 204–211. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Mn | Fe | Si | Cr | Zn | Ti | Other | Al |
|---|---|---|---|---|---|---|---|---|---|
| 3.8~4.9 | 1.2~1.8 | 0.3~0.9 | ≤0.5 | ≤0.5 | ≤0.1 | ≤0.25 | ≤0.15 | ≤0.15 | Bal. |
| Deformation (%) | E (mV) | i (μA∙cm−2) | Intercept |a| | Slope |b| |
|---|---|---|---|---|
| 0 | −605 | 2.48 | 248 | 931 |
| 4 | −648 | 4.63 | 59 | 922 |
| 7 | −630 | 2.88 | 279 | 789 |
| 10 | −639 | 3.85 | 142 | 895 |
| Deformation (%) | Rs (Ω∙cm−2) | Q1-Y0 × 10−5 (Ω−1Sn) | Q1-n | Rct (kΩ∙cm−2) | Q2-Y0 × 10−5 (Ω−1Sn) | Q2-n | R1 (kΩ∙cm−2) |
|---|---|---|---|---|---|---|---|
| 0 | 17.88 | 2.671 | 0.89 | 13.15 | 10.14 | 0.8 | 39.48 |
| 4 | 14.28 | 2.265 | 0.909 | 10.52 | 10.3 | 1.19 | 20.18 |
| 7 | 13.27 | 2.919 | 0.909 | 12.72 | 12.7 | 1.08 | 33.27 |
| 10 | 18.17 | 2.766 | 0.908 | 12.04 | 14.12 | 1.11 | 27.81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, Q.; Zhao, M.; Hu, Z.-L. Effect of Deformation on the Corrosion Behavior of Friction Stir Welded Joints of 2024 Aluminum Alloy. Materials 2022, 15, 2157. https://doi.org/10.3390/ma15062157
Pang Q, Zhao M, Hu Z-L. Effect of Deformation on the Corrosion Behavior of Friction Stir Welded Joints of 2024 Aluminum Alloy. Materials. 2022; 15(6):2157. https://doi.org/10.3390/ma15062157
Chicago/Turabian StylePang, Qiu, Man Zhao, and Zhi-Li Hu. 2022. "Effect of Deformation on the Corrosion Behavior of Friction Stir Welded Joints of 2024 Aluminum Alloy" Materials 15, no. 6: 2157. https://doi.org/10.3390/ma15062157
APA StylePang, Q., Zhao, M., & Hu, Z. -L. (2022). Effect of Deformation on the Corrosion Behavior of Friction Stir Welded Joints of 2024 Aluminum Alloy. Materials, 15(6), 2157. https://doi.org/10.3390/ma15062157