

Effect of Carbon Content on Mechanical Properties of Boron Carbide Ceramics Composites Prepared by Reaction Sintering


Abstract
:1. Introduction
2. Materials and Methods
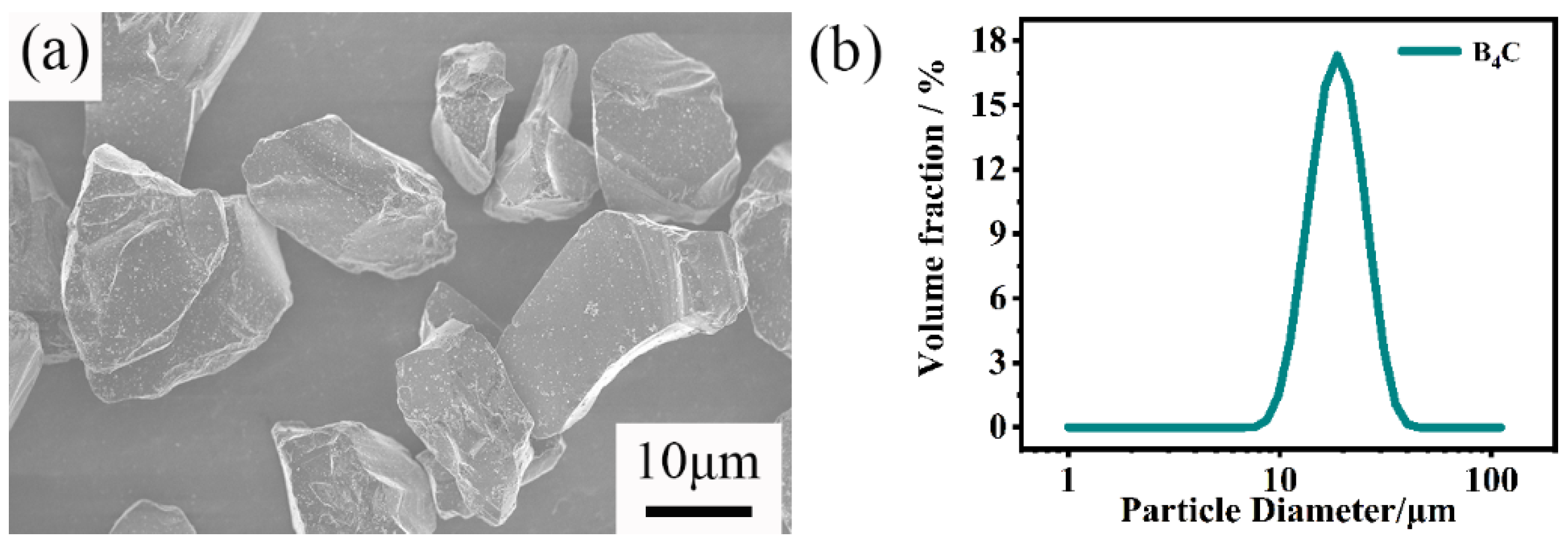
2.1. Materials
2.2. Characterization
3. Results and Discussion
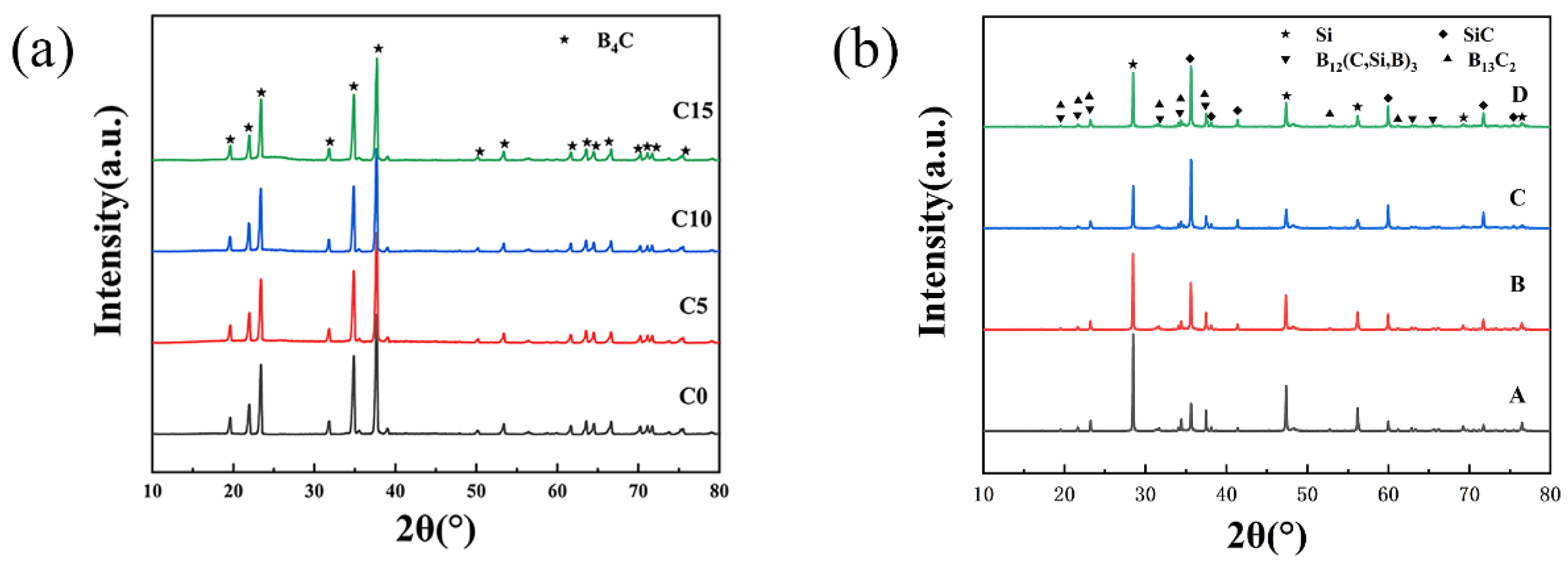
3.1. Phase Compositions of RBBC Ceramic Composites
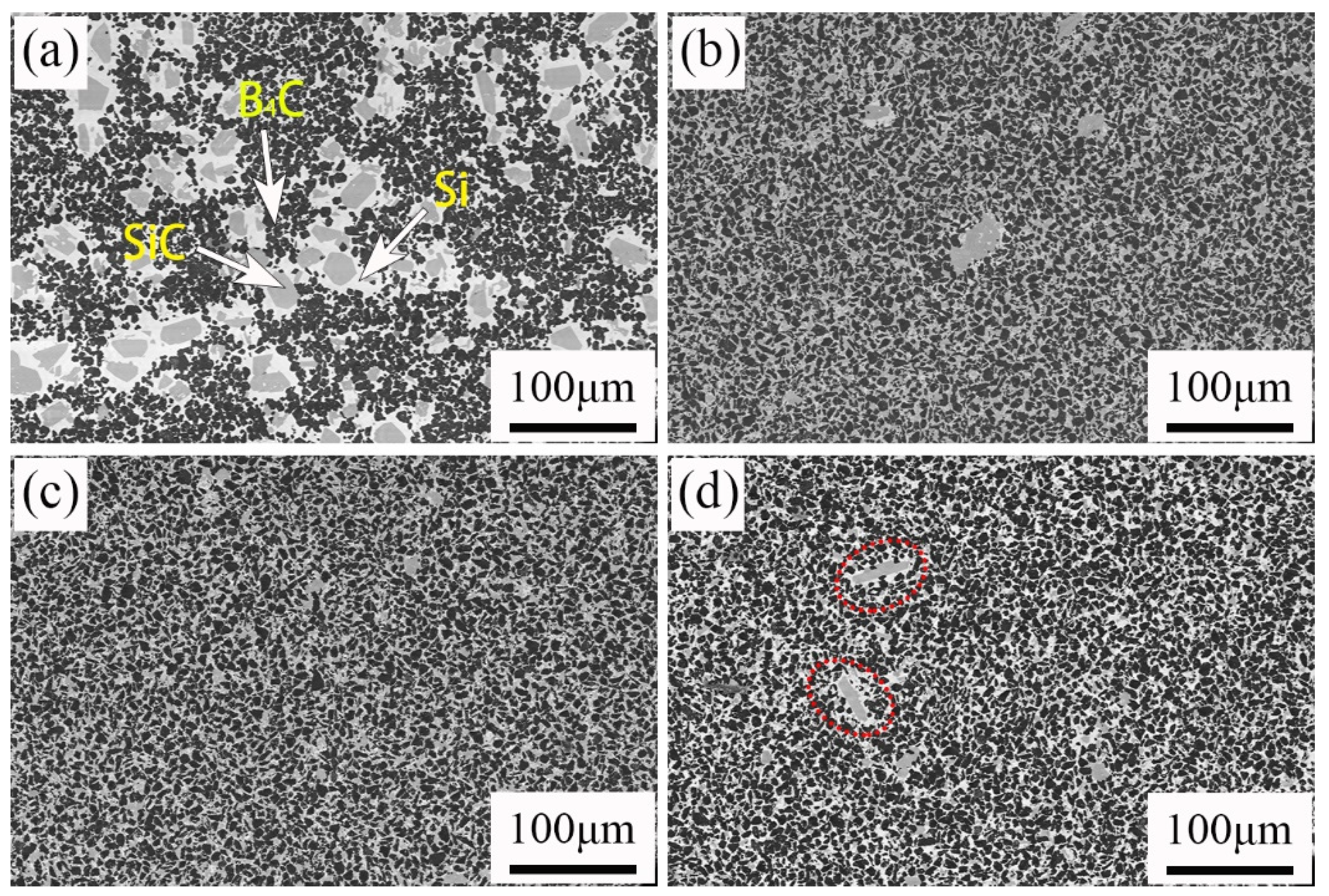
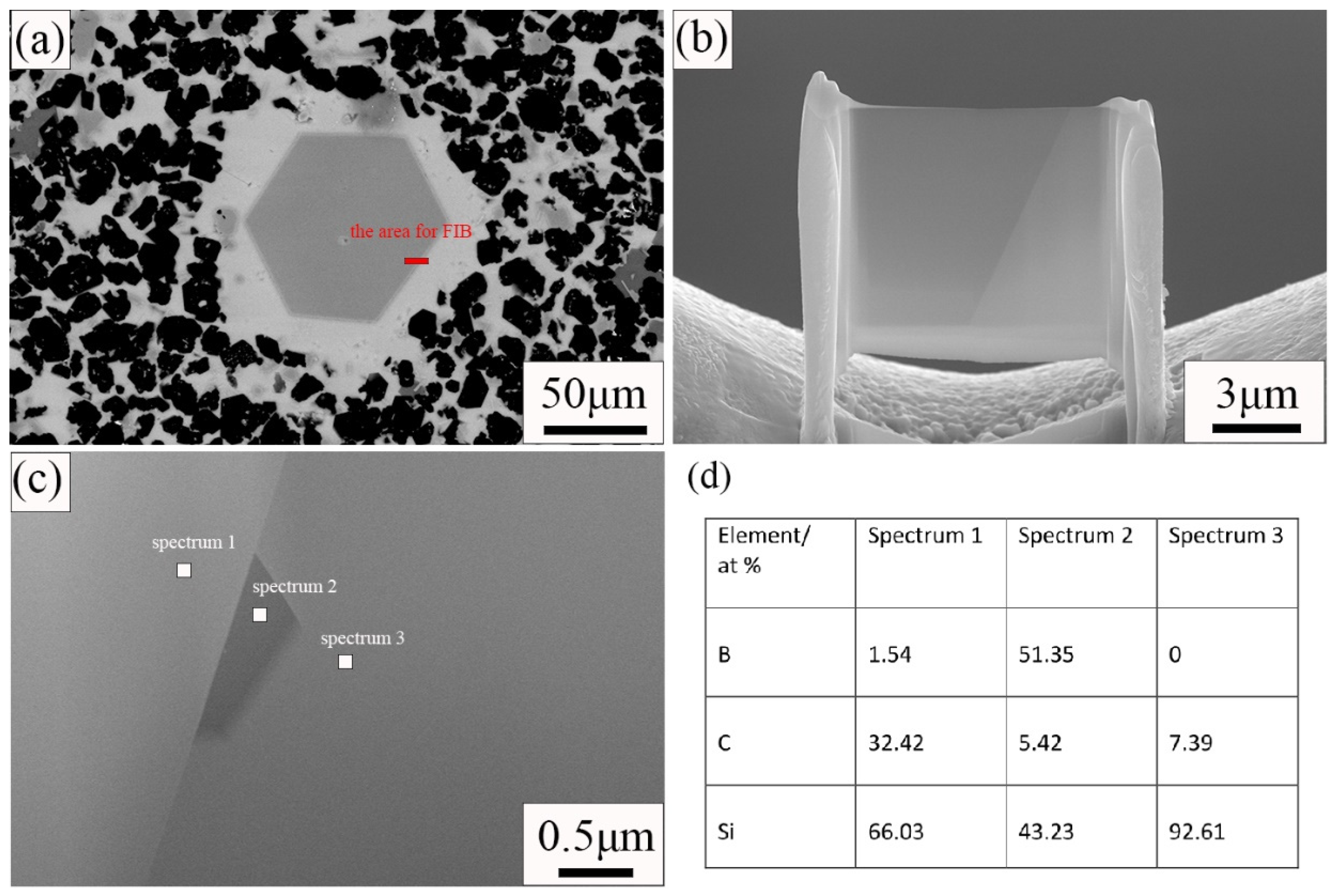
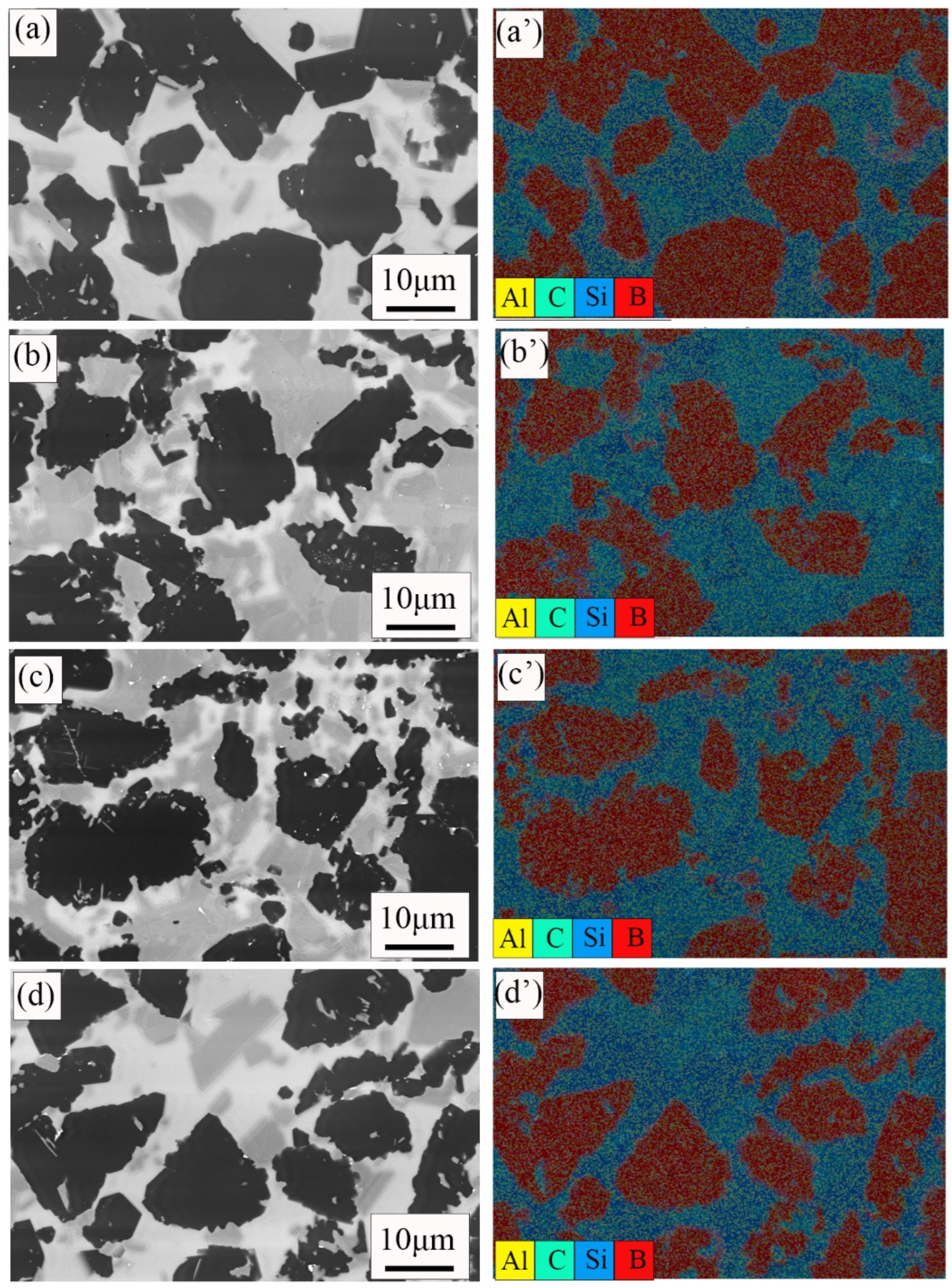
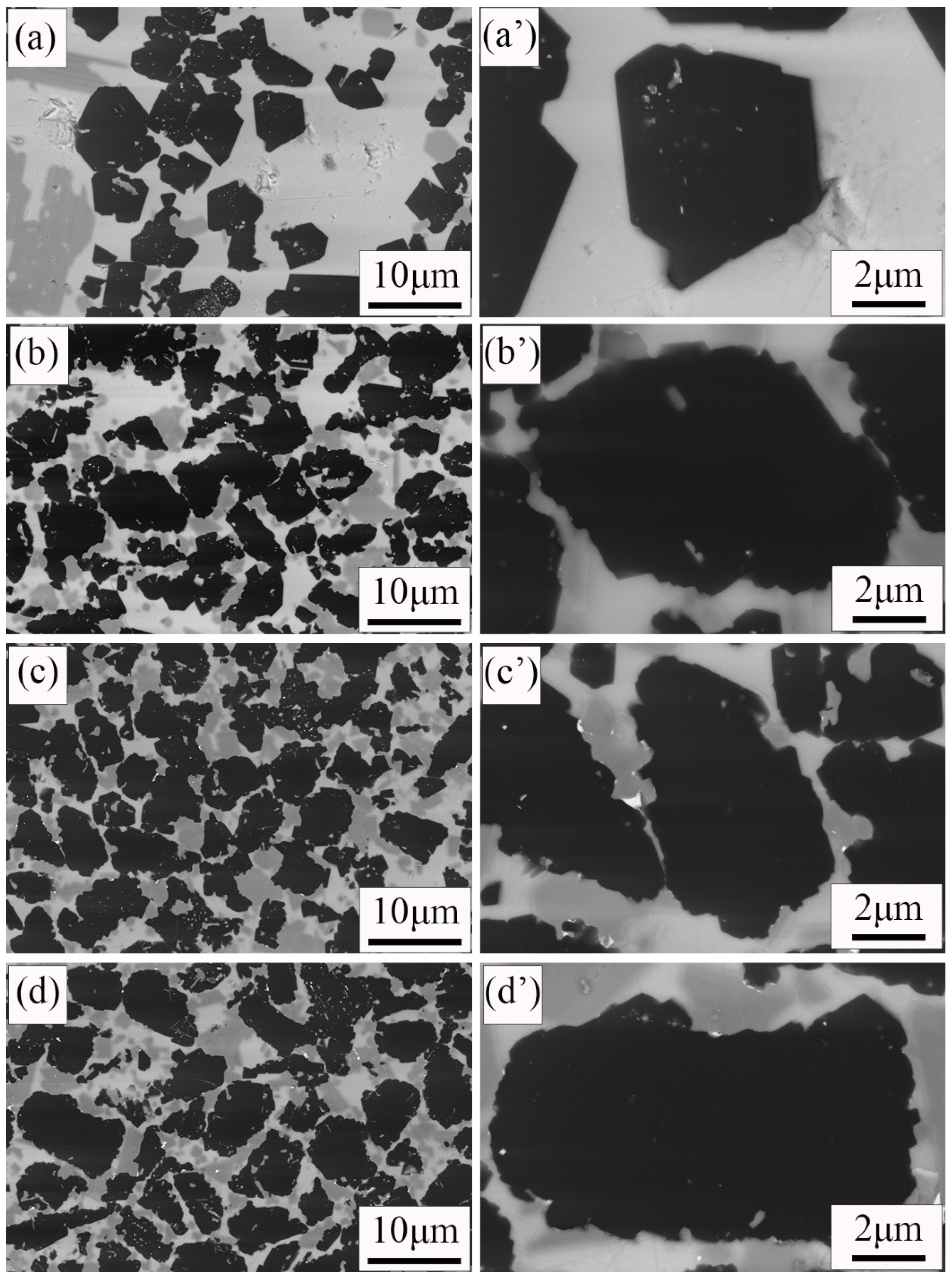
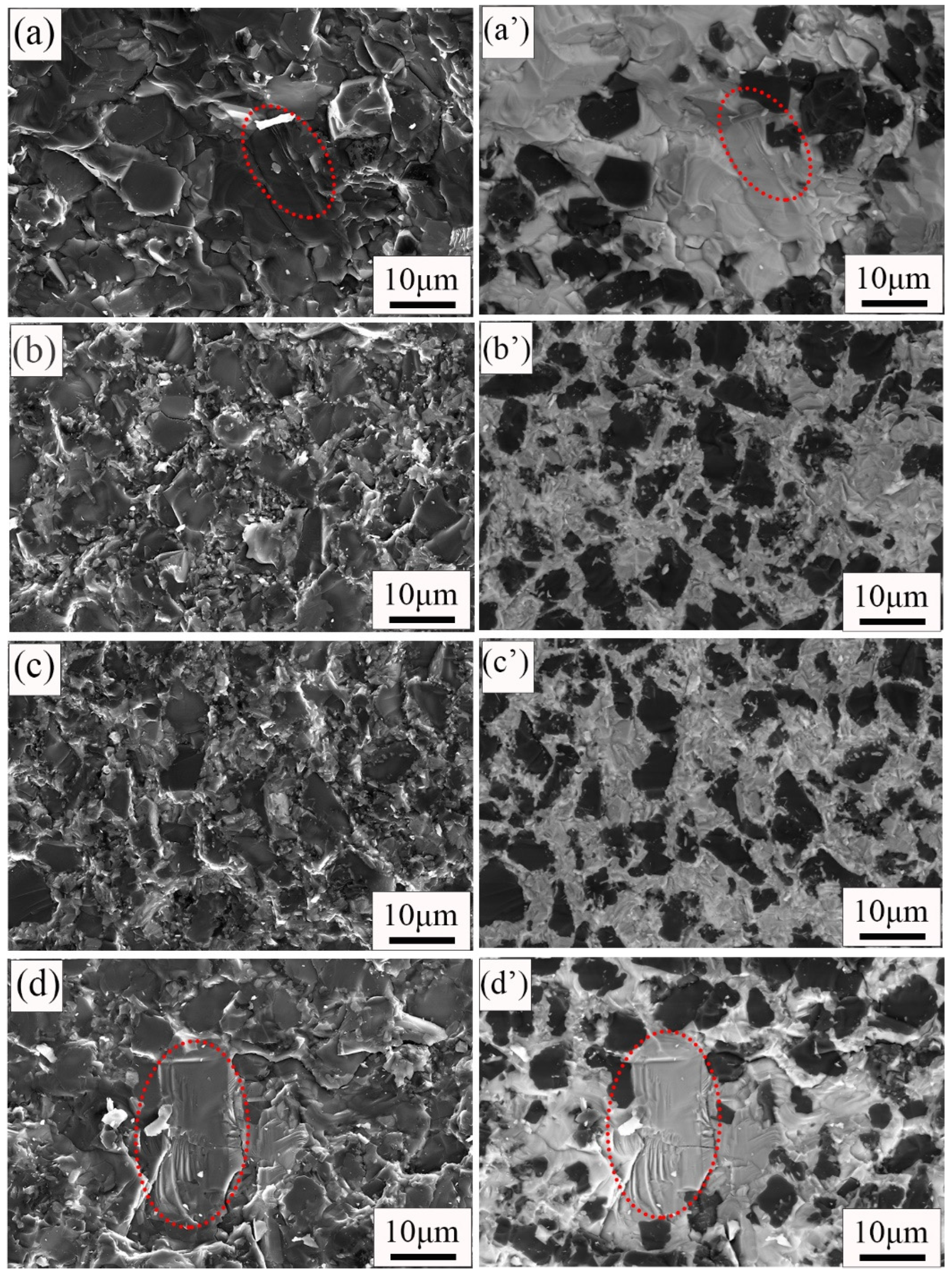
3.2. Microstructures of RBBC Ceramic Composites
3.3. Density and Mechanical Properties of RBBC Ceramic Composites
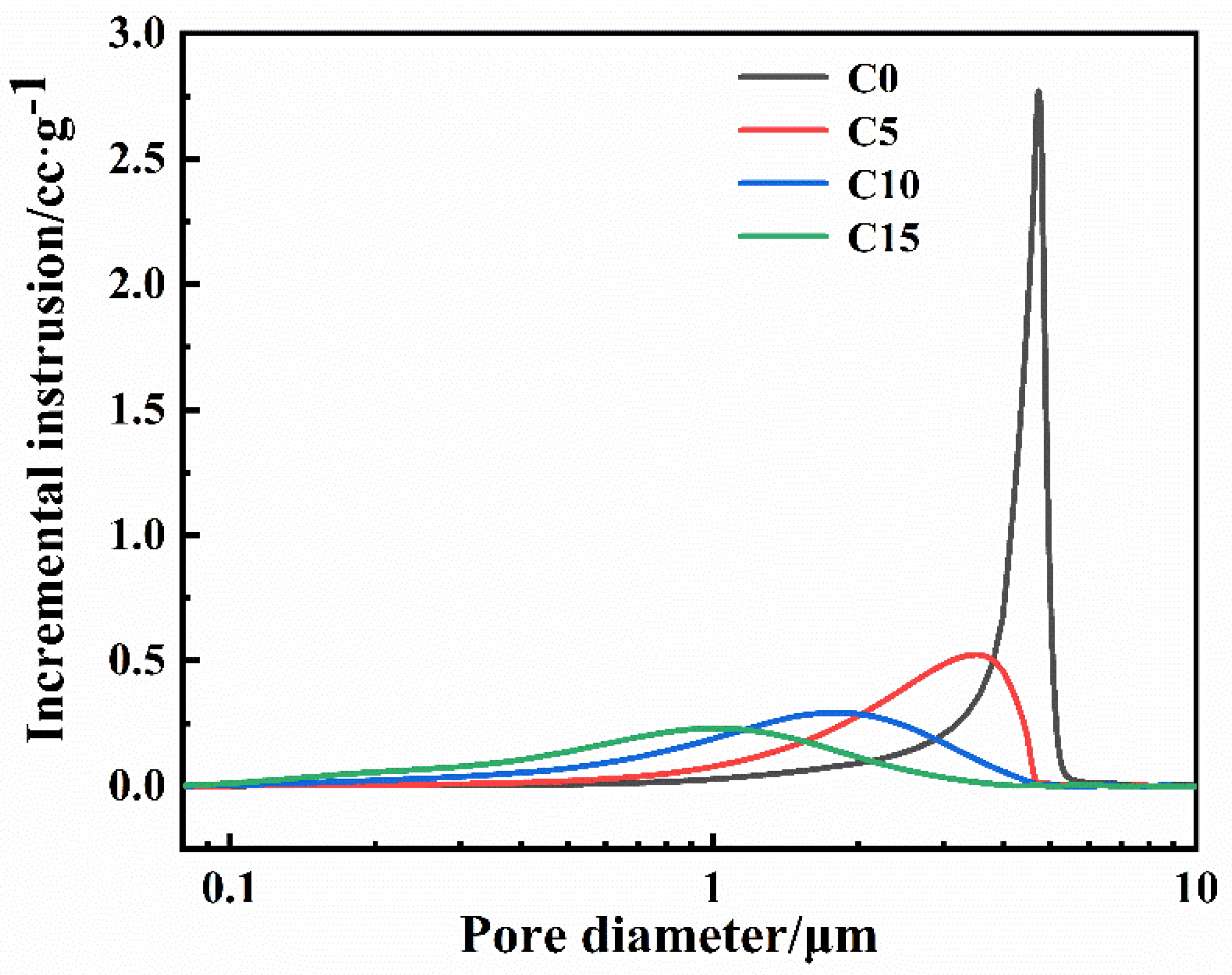
3.3.1. Pore Size Distribution and Porosity of Green Bodies
3.3.2. Density and Porosity of RBBC Composites
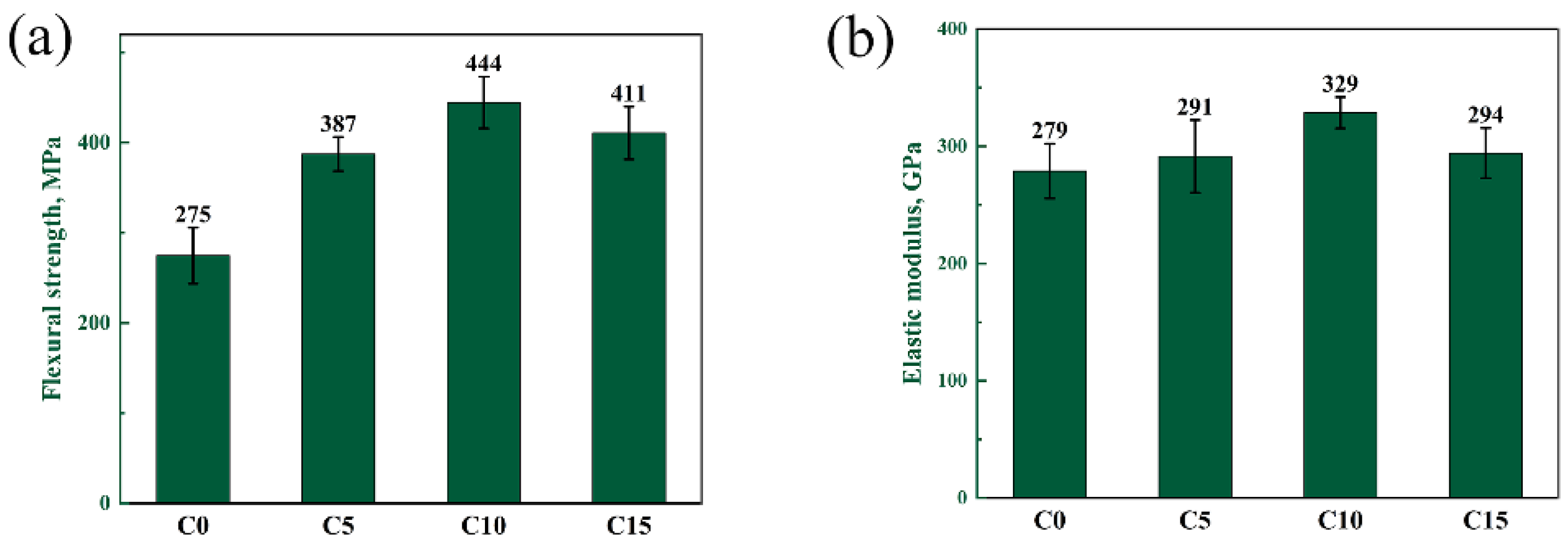
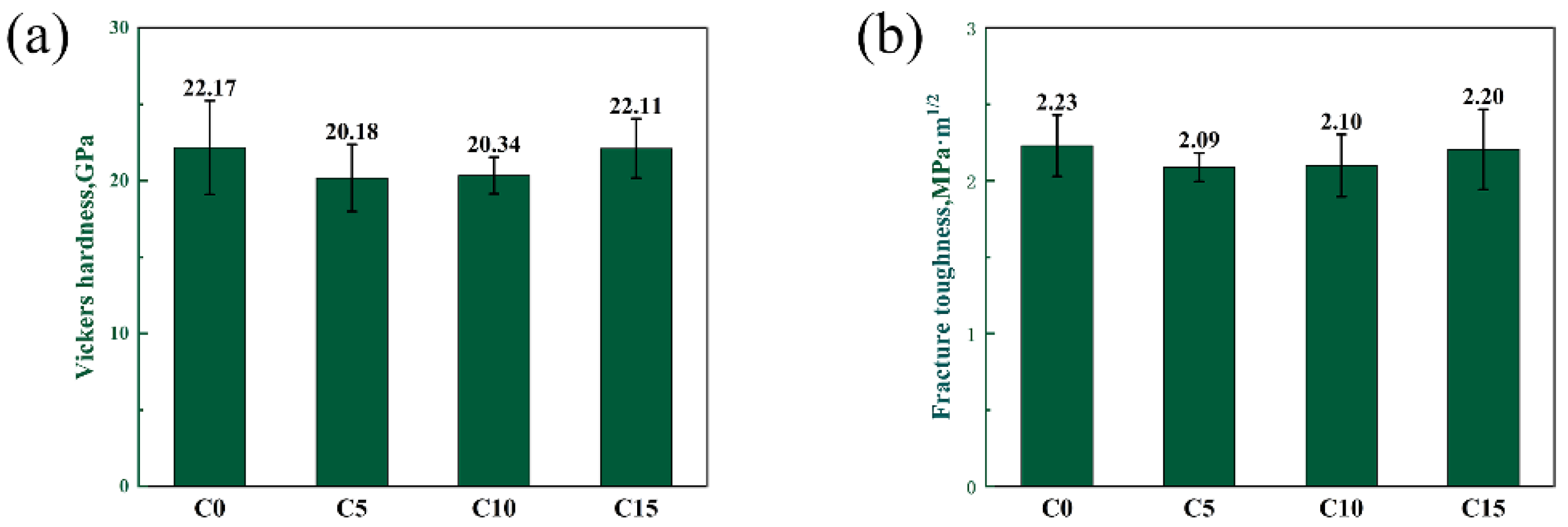
3.3.3. Mechanical Properties of RBBC Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, M.; Zhou, Z.; Yuan, T.; Li, R.; Zhang, W.; Zhang, Y.; Wang, M.; Xie, S. Analysis of abnormal grain growth behavior during hot-press sintering of boron carbide. Ceram. Int. 2020, 46, 16345–16353. [Google Scholar] [CrossRef]
- Li, P.; Ma, M.; Wu, Y.; Zhang, X.; Chang, Y.; Zhuge, Z.; Sun, L.; Hu, W.; Yu, D.; Xu, B.; et al. Preparation of dense B4C ceramics by spark plasma sintering of high-purity nanoparticles. J. Eur. Ceram. Soc. 2021, 41, 3929–3936. [Google Scholar] [CrossRef]
- Liu, Y.; Ge, S.; Huang, Y.; Huang, Z.; Zhang, D. Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering. Materials 2021, 14, 1100. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wu, X.; Liu, M.; Huang, Y.; Huang, Z. Microstructure and mechanical properties of B4C-TiB2-SiC composites fabricated by spark plasma sintering. Ceram. Int. 2020, 46, 3793–3800. [Google Scholar] [CrossRef]
- Turatti, A.M.; Pereira, A.S. Wear resistant boron carbide compacts produced by pressureless sintering. Ceram. Int. 2017, 43, 7970–7977. [Google Scholar] [CrossRef]
- Wang, S.; Xing, P.; Gao, S.; Yang, W.; Zhuang, Y.; Feng, Z. Effect of in-situ formed CrB2 on pressureless sintering of B4C. Ceram. Int. 2018, 44, 20367–20374. [Google Scholar] [CrossRef]
- Zhu, Y.; Cheng, H.; Wang, Y.; An, R. Effects of carbon and silicon on microstructure and mechanical properties of pressureless sintered B4C/TiB2 composites. J. Alloy. Compd. 2019, 772, 537–545. [Google Scholar] [CrossRef]
- Jannotti, P.; Subhash, G.; Zheng, J.; Halls, V. Measurement of microscale residual stresses in multi-phase ceramic composites using Raman spectroscopy. Acta Mater. 2017, 129, 482–491. [Google Scholar] [CrossRef]
- Ellert, T.; Frage, N. On the effects of particle size and preform porosity on the mechanical properties of reaction-bonded boron carbide infiltrated with Al-Si alloy at 950 °C. Ceram. Int. 2020, 46, 18994–18999. [Google Scholar] [CrossRef]
- Zhang, C.; Ru, H.; Yue, X.; Wang, W. Studies on the SiC/B4C Composite Fabricated by Reaction Bonded SiC. Rare Met. Mater. Eng. 2011, 40, 536–539. [Google Scholar]
- Gao, X.-J.; Cao, J.-W.; Cheng, L.-F.; Yan, D.-M.; Zhang, C.; Man, P. Effect of Carbon Content on Mechanical Properties of SiC/B4C Prepared by Reaction Sintering. J. Inorg. Mater. 2015, 30, 102–106. [Google Scholar]
- Barick, P.; Jana, D.C.; Thiyagarajan, N. Effect of particle size on the mechanical properties of reaction bonded boron carbide ceramics. Ceram. Int. 2013, 39, 763–770. [Google Scholar] [CrossRef]
- Taylor, K.M.; Pallick, R.J. Dense Carbide Composite for Armor and Abrasives. U.S. Patent 3,765,300, 16 October 1973. [Google Scholar]
- Hayun, S.; Dariel, M.; Frage, N.; Zaretsky, E. The high-strain-rate dynamic response of boron carbide-based composites: The effect of microstructure. Acta Mater. 2010, 58, 1721–1731. [Google Scholar] [CrossRef]
- Uehara, M.; Shiraishi, R.; Nogami, A.; Enomoto, N.; Hojo, J. SiC-B4C composites for synergistic enhancement of thermoelectric property. J. Eur. Ceram. Soc. 2004, 24, 409–412. [Google Scholar] [CrossRef]
- Kim, H.W.; Koh, Y.H.; Kim, H.E. Densification and mechanical properties of B4C with Al2O3 as a sintering aid. J. Am. Ceram. Soc. 2000, 83, 2863–2865. [Google Scholar] [CrossRef]
- Meyers, S.; De Leersnijder, L.; Vleugels, J.; Kruth, J.-P. Direct laser sintering of reaction bonded silicon carbide with low residual silicon content. J. Eur. Ceram. Soc. 2018, 38, 3709–3717. [Google Scholar] [CrossRef]
- Yurkov, A.L.; Skidan, B.S.; Ponomarev, A.B. Reaction between boron carbide and silicon. Refract. Ind. Ceram. 1987, 28, 90–92. [Google Scholar] [CrossRef]
- Chen, Z.F.; Su, Y.; Cheng, Y.B. Formation and Sintering Mechanisms of Reaction Bonded Silicon Carbide-Boron Carbide Composites. Key Eng. Mater. 2007, 352, 207–212. [Google Scholar] [CrossRef]
- Zhang, C.; Ru, H.; Wang, W.; Yue, X.; Zhao, J. The Role of Infiltration Temperature in the Reaction Bonding of Boron Carbide by Silicon Infiltration. J. Am. Ceram. Soc. 2014, 97, 3286–3293. [Google Scholar] [CrossRef]
- Zhang, C.; Xia, Q.; Han, L.; Zhao, Y.; Huang, N.; Ren, Q.; Zhang, X.; Ru, H. Fabrication of carbon-coated boron carbide particle and its role in the reaction bonding of boron carbide by silicon infiltration. J. Eur. Ceram. Soc. 2022, 42, 860–868. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C0 | C5 | C10 | C15 |
|---|---|---|---|---|
| C/wt% | 0 | 5 | 10 | 15 |
| B4C/wt% | 100 | 95 | 90 | 85 |
| Samples | C0 | C5 | C10 | C15 |
|---|---|---|---|---|
| Si/wt% | 27.18 | 19.57 | 14.14 | 16.70 |
| Samples | C0 | C5 | C10 | C15 |
|---|---|---|---|---|
| Porosity/% | 32.3 | 33.5 | 31.5 | 29.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sha, W.; Liu, Y.; Zhou, Y.; Huang, Y.; Huang, Z. Effect of Carbon Content on Mechanical Properties of Boron Carbide Ceramics Composites Prepared by Reaction Sintering. Materials 2022, 15, 6028. https://doi.org/10.3390/ma15176028
Sha W, Liu Y, Zhou Y, Huang Y, Huang Z. Effect of Carbon Content on Mechanical Properties of Boron Carbide Ceramics Composites Prepared by Reaction Sintering. Materials. 2022; 15(17):6028. https://doi.org/10.3390/ma15176028
Chicago/Turabian StyleSha, Wenhao, Yingying Liu, Yabin Zhou, Yihua Huang, and Zhengren Huang. 2022. "Effect of Carbon Content on Mechanical Properties of Boron Carbide Ceramics Composites Prepared by Reaction Sintering" Materials 15, no. 17: 6028. https://doi.org/10.3390/ma15176028
APA StyleSha, W., Liu, Y., Zhou, Y., Huang, Y., & Huang, Z. (2022). Effect of Carbon Content on Mechanical Properties of Boron Carbide Ceramics Composites Prepared by Reaction Sintering. Materials, 15(17), 6028. https://doi.org/10.3390/ma15176028