

Microstructural Characteristics and Hardness Enhancement of Super Duplex Stainless Steel by Friction Stir Processing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Friction Stir Processing (FSP)
2.3. Metallographic and Microstructural Studies
2.4. Hardness Test
3. Results
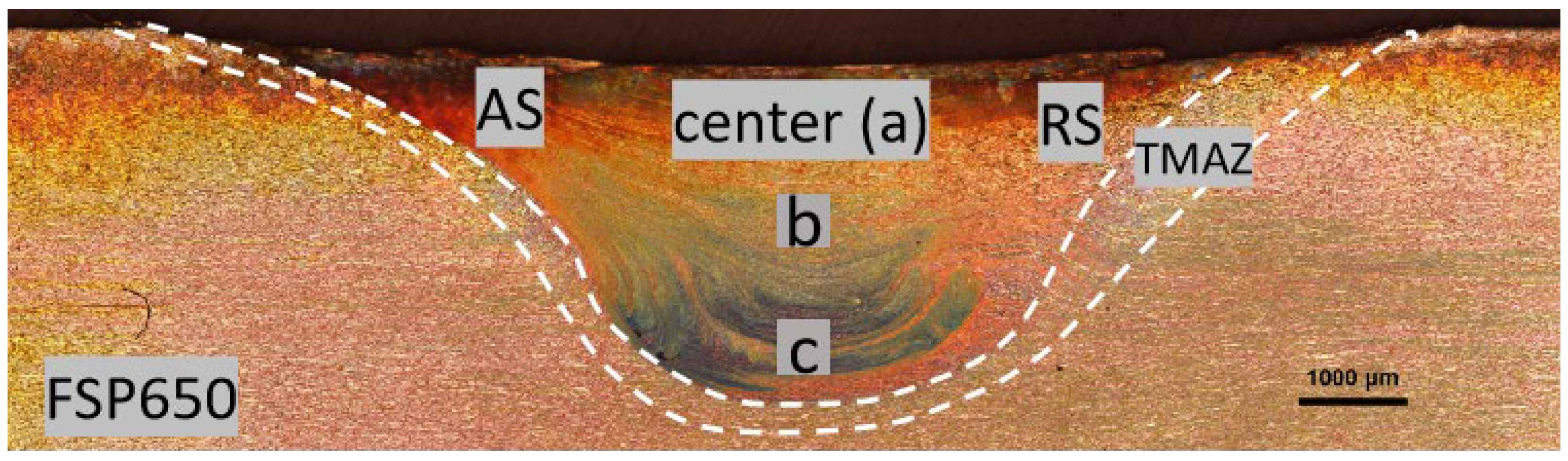
3.1. Metallographical Analysis
3.2. Microstructural Analysis
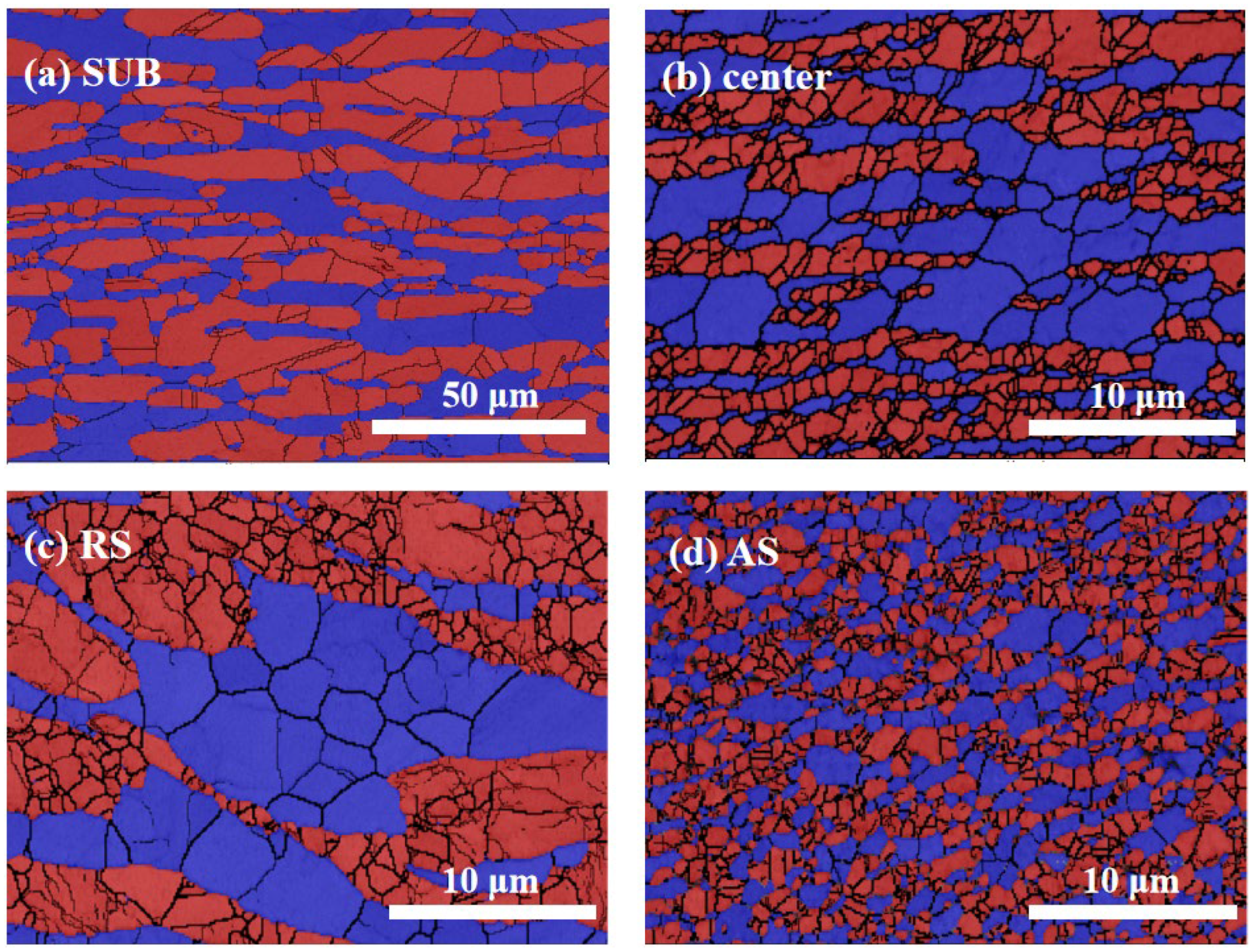
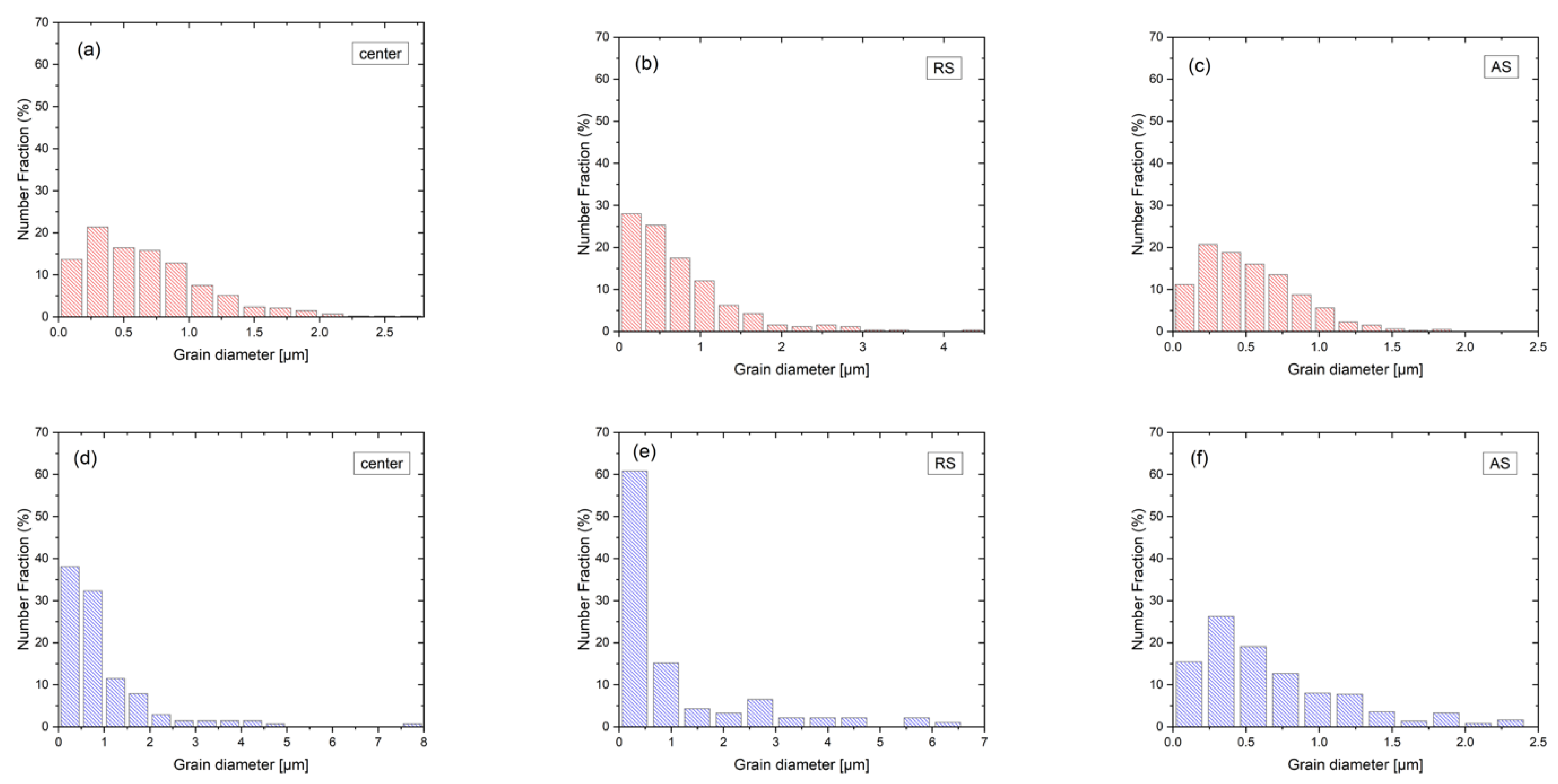
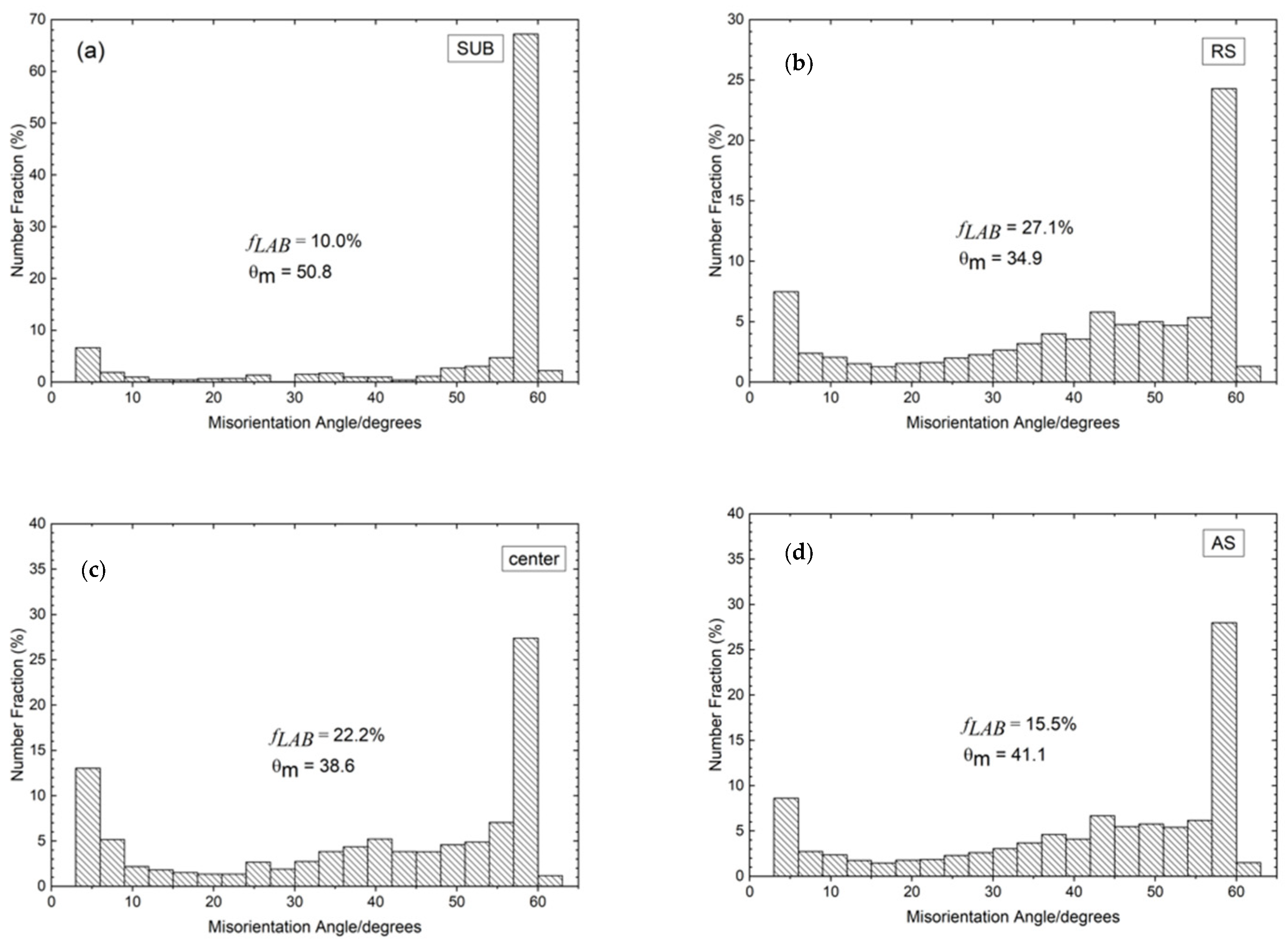
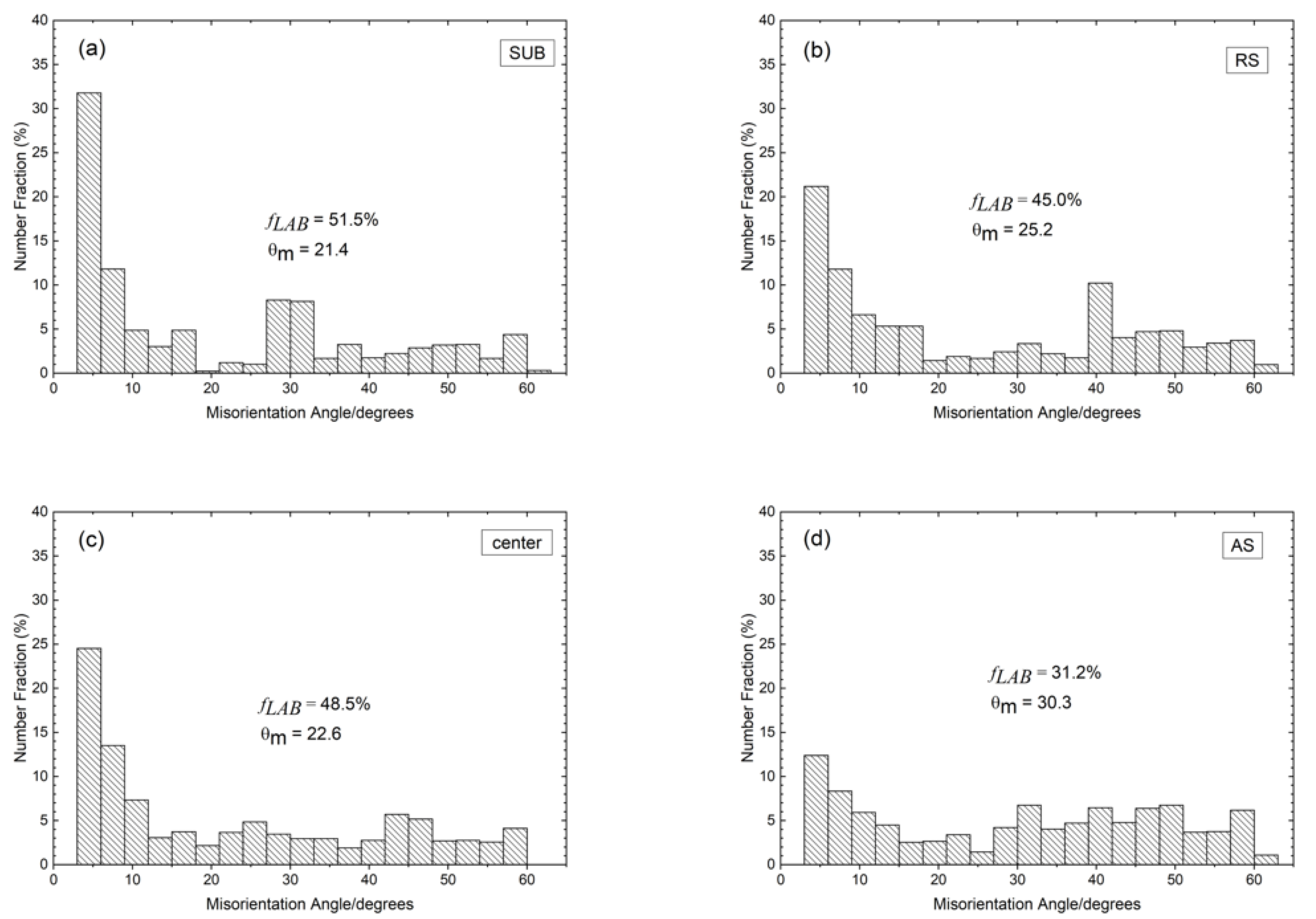
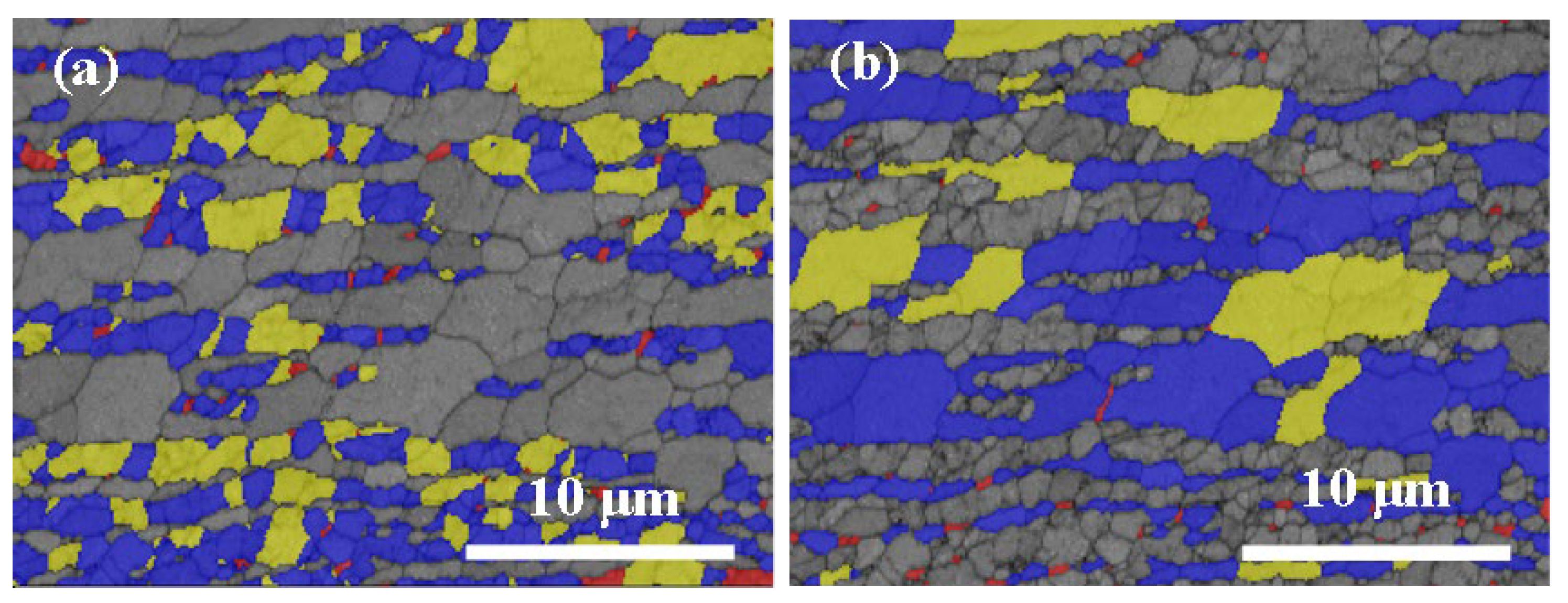
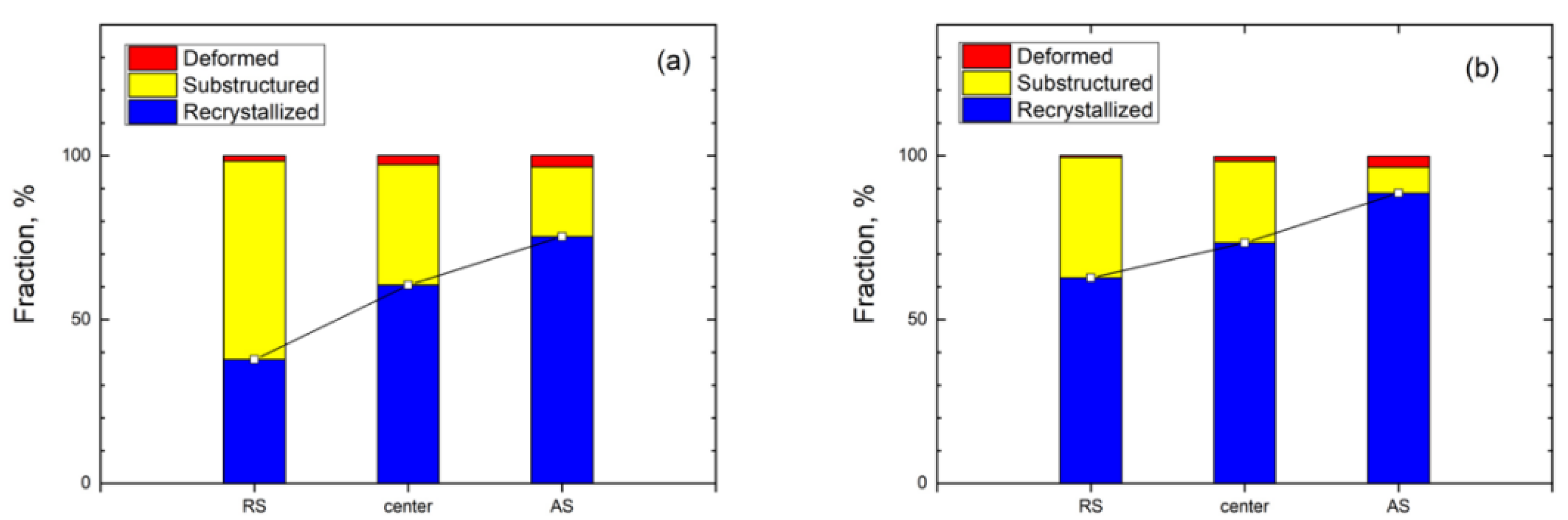
3.2.1. Different Regions along the Traverse Direction (AS, Center and RS)
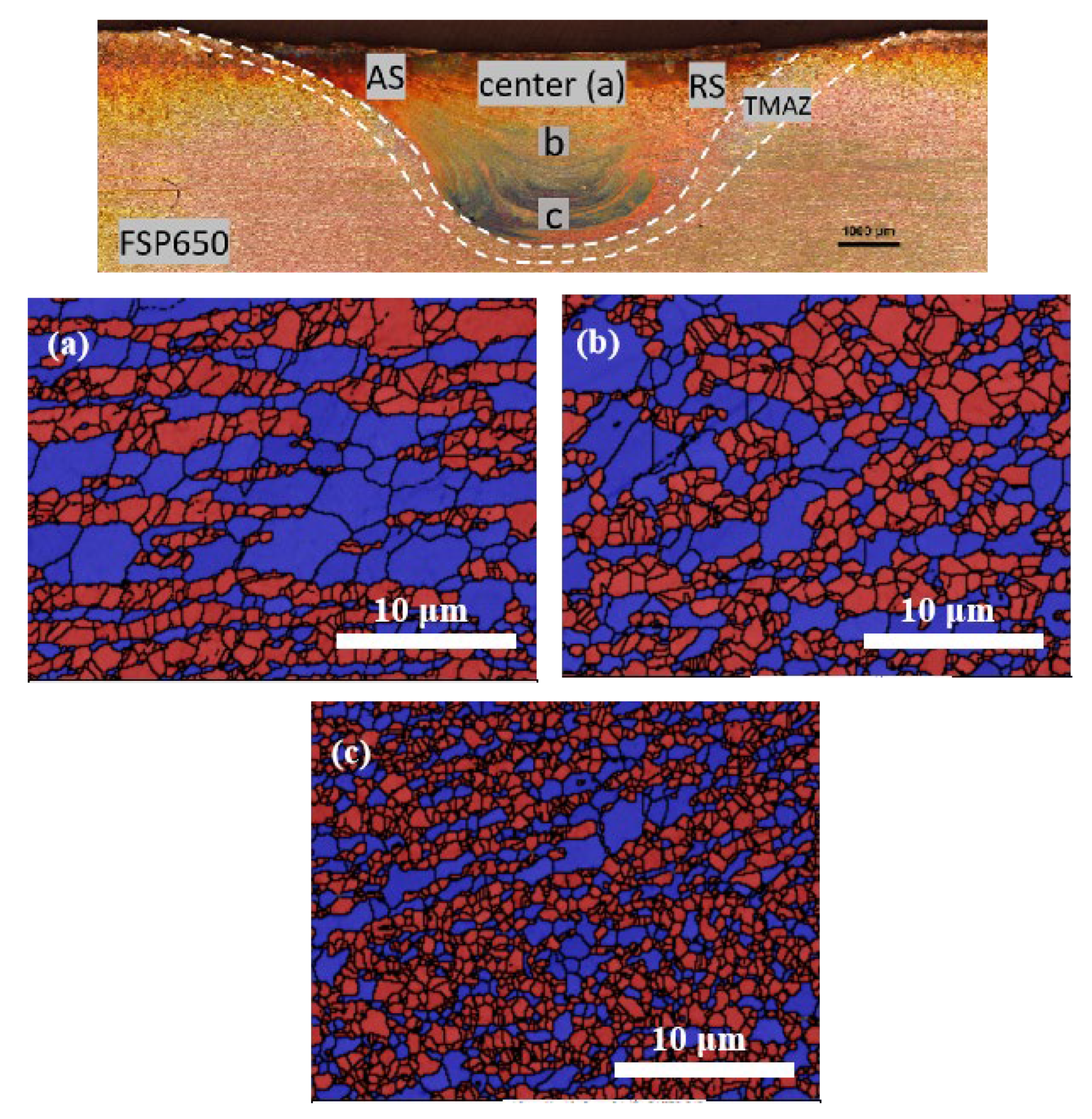
3.2.2. Different Regions along the Centerline
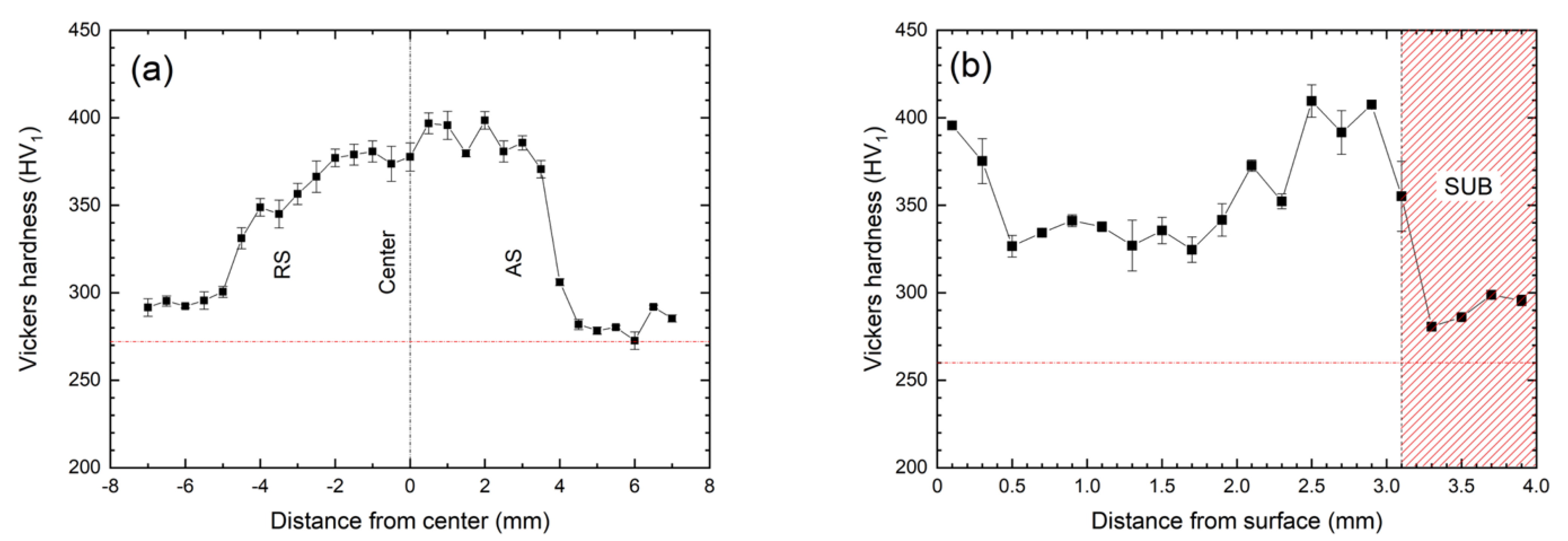
3.3. Hardness
4. Conclusions
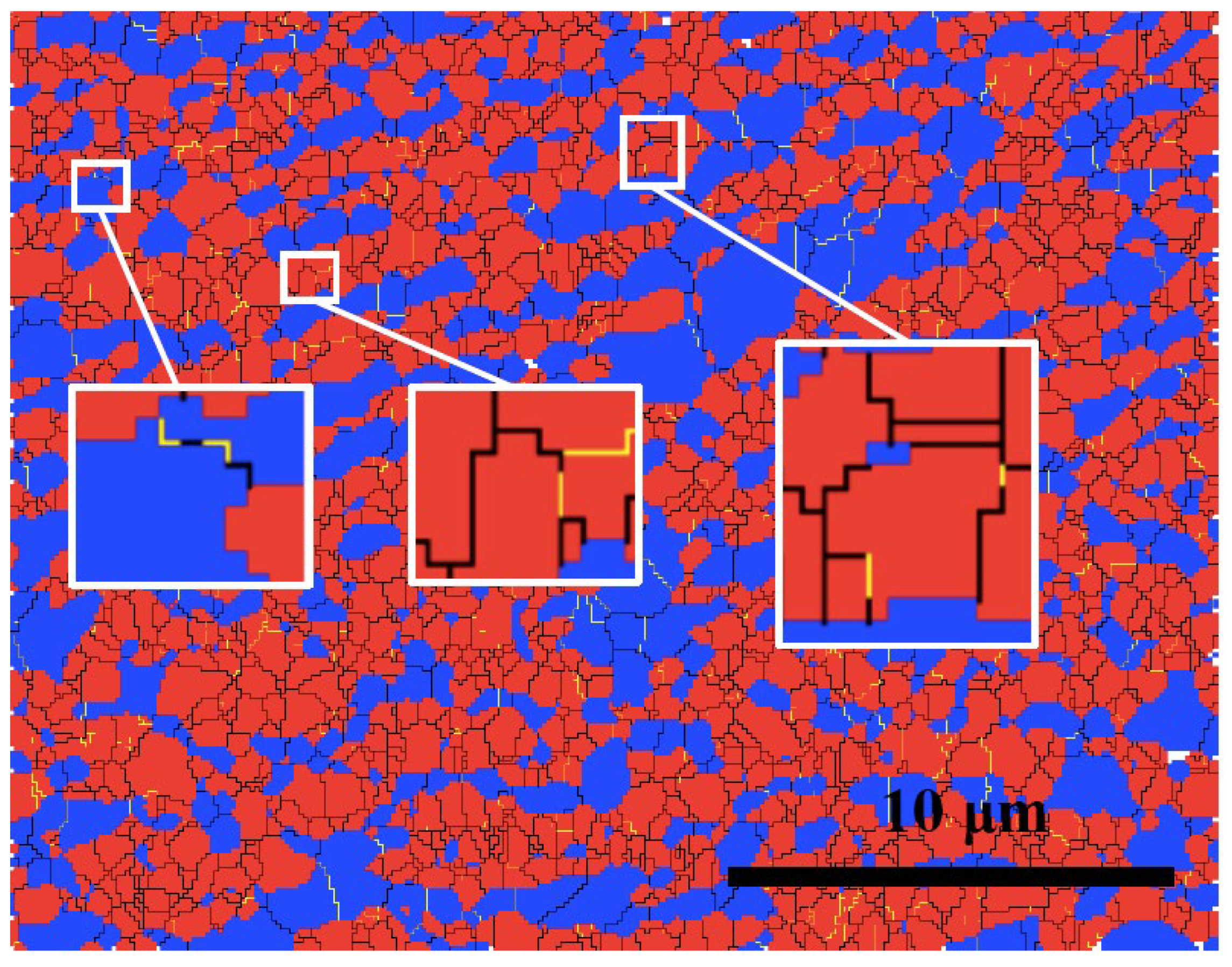
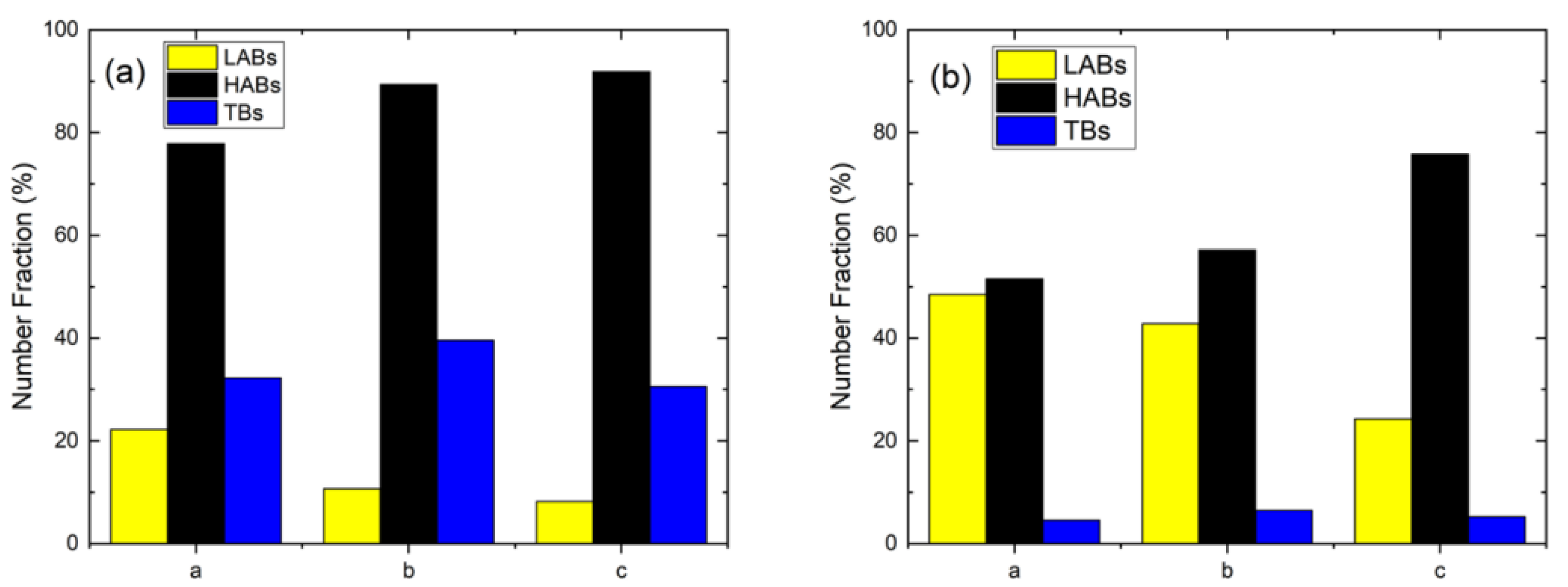
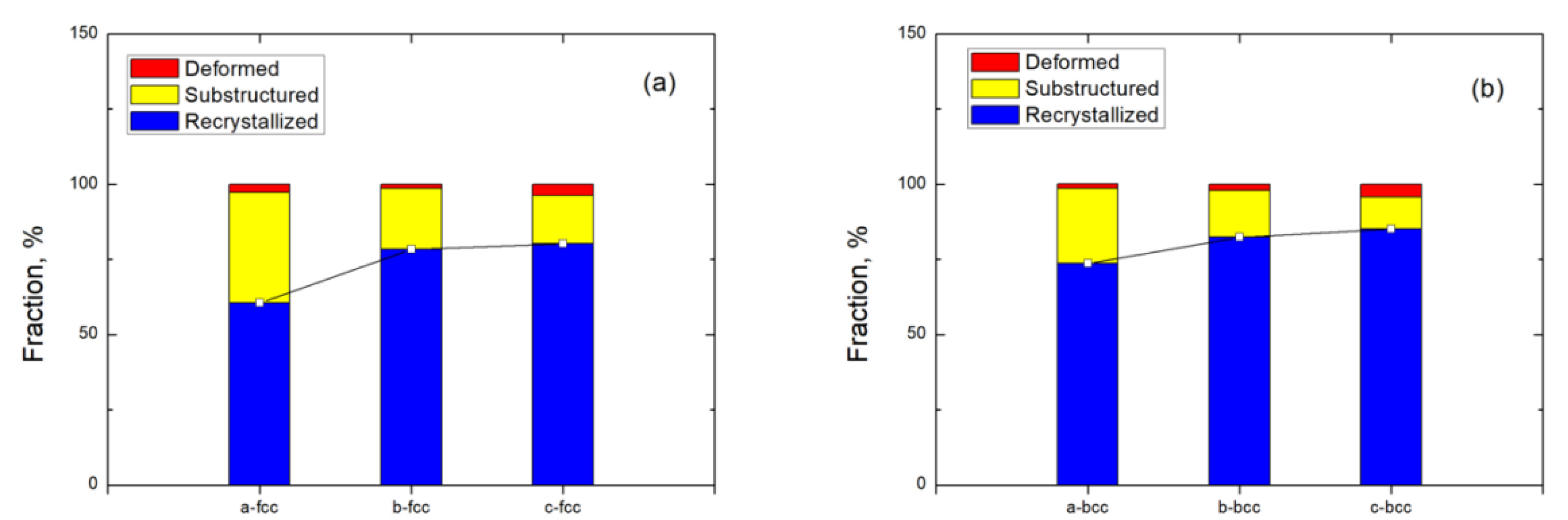
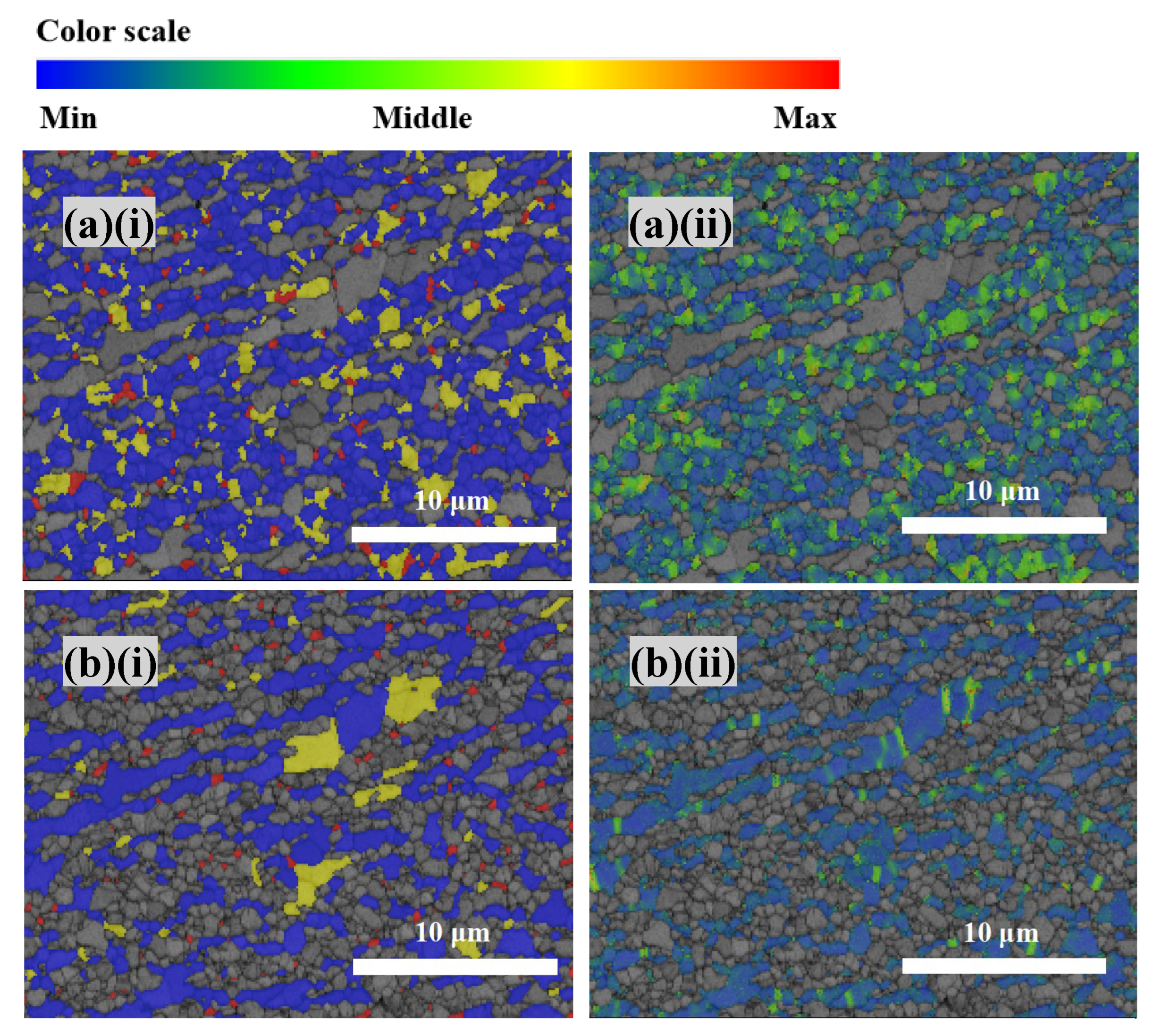
- Finer grain size was found in the processed zone of the FSPed SAF 2507 because of the occurrence of CDRX in both austenite and ferrite. The grain size of austenite was smaller than that of ferrite as CDRX initiated in the ferrite.
- Higher degree of grain refinement and DRX were observed at the AS of the FSPed specimens due to higher strain and temperature there. The grain size increased from the bottom to the top, as the growth of recrystallized grains occurred at a longer cooling time and a higher temperature at the top surface.
- The volume fraction of austenite increased with the decrease in temperature during FSP along the centerline from top to bottom because more ferrite is transformed to austenite at a lower temperature.
- The hardness value of SZ in different regions (360–397 HV1) was higher than that of the substrate (272 HV1) because of the generation of dislocations and the reduction in grain sizes during FSP. The generation of heat was different at the AS, center, RS, and along the longitudinal direction of the SZ, thus resulting in non-uniform hardness distribution. The maximum hardness was obtained at the bottom (407 HV1).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, C.Y.; Zhou, L.; Zhang, R.X.; Li, D.G.; Shu, F.Y.; Song, X.G.; Zhao, Y.Q. Enhancement in mechanical properties and corrosion resistance of 2507 duplex stainless steel via friction stir processing. J. Mater. Res. Technol. 2020, 9, 8296–8305. [Google Scholar] [CrossRef]
- Pramanik, A.; Littlefair, G.; Basak, A.K. Weldability of Duplex Stainless Steel. MMP 2015, 30, 1053–1068. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W.; McFadden, S.X.; Mara, N.A.; Mukherjee, A.K. High strain rate superplasticity in a friction stir processed 7075 Al alloy. Scripta Mater. 1999, 42, 163–168. [Google Scholar] [CrossRef]
- Ni, D.R.; Xue, P.; Ma, Z.Y. Effect of Multiple-Pass Friction Stir Processing Overlapping on Microstructure and Mechanical Properties of As-Cast NiAl Bronze. Metall. Mater. Trans. A 2011, 42, 2125–2135. [Google Scholar] [CrossRef]
- Grewal, H.S.; Arora, H.S.; Singh, H.; Agrawal, A. Surface modification of hydroturbine steel using friction stir processing. Appl. Surf. Sci. 2013, 268, 547–555. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Nagaoka, T.; Fukusumi, M. Nanocrystallized magnesium alloy—Uniform dispersion of C60 molecules. Scripta Mater. 2006, 55, 1067–1070. [Google Scholar] [CrossRef]
- Berbon, P.B.; Bingel, W.H.; Mishra, R.S.; Bampton, C.C.; Mahoney, M.W. Friction stir processing: A tool to homogenize nanocomposite aluminum alloys. Scripta Mater. 2001, 44, 61–66. [Google Scholar] [CrossRef]
- Zykova, A.; Vorontsov, A.; Chumaevskii, A.; Gurianov, D.; Gusarova, A.; Kolubaev, E.; Tarasov, S. Structural evolution of contact parts of the friction stir processing heat-resistant nickel alloy tool used for multi-pass processing of Ti6Al4V/(Cu + Al) system. Wear 2022, 488–489, 204138. [Google Scholar] [CrossRef]
- Paranthaman, V.; Shanmuga Sundaram, K.; Jebaraj, A.V. Analysis of structure property relationship of super duplex stainless steel AISI 2507 weldments for severe corrosive environments. Mater. Res. Express 2018, 5, 096527. [Google Scholar] [CrossRef]
- Sato, Y.S.; Nelson, T.W.; Sterling, C.J.; Steel, R.J.; Pettersson, C.O. Microstructure and mechanical properties of friction stir welded SAF 2507 super duplex stainless steel. Mater. Sci. Eng. A 2005, 397, 376–384. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Shibayanagi, T.; Ikeuchi, K.; Assadi, H. On the formation of grain structure during friction stir welding of duplex stainless steel. Mater. Sci. Eng. A 2010, 527, 6484–6488. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Khosroshahi, R.A. Microstructural evolution of friction stir welded SAF 2205 duplex stainless steel. J. Alloys Compd. 2018, 739, 678–689. [Google Scholar] [CrossRef]
- Mishra, M.K.; Gunasekaran, G.; Rao, A.G.; Kashyap, B.P.; Prabhu, N. Effect of Multipass Friction Stir Processing on Mechanical and Corrosion Behavior of 2507 Super Duplex Stainless Steel. J. Mater. Eng. 2017, 26, 849–860. [Google Scholar] [CrossRef]
- Li, J.; Liu, X.; Li, G.; Han, P.; Liang, W. Characterization of the Microstructure, Mechanical Properties, and Corrosion Resistance of a Friction-Stir-Welded Joint of Hyper Duplex Stainless Steel. Metals 2017, 7, 138. [Google Scholar] [CrossRef]
- Avila, J.A.; Giorjao, R.A.R.; Rodriguez, J.; Fonseca, E.B.; Ramirez, A.J. Modeling of thermal cycles and microstructural analysis of pipeline steels processed by friction stir processing. Int. J. Adv. Manuf. Tech. 2018, 98, 2611–2618. [Google Scholar] [CrossRef]
- Pan, L.; Kwok, C.T.; Lo, K.H. Friction-stir processing of AISI 440C high-carbon martensitic stainless steel for improving hardness and corrosion resistance. J. Mater. Process. Technol. 2020, 277, 116448. [Google Scholar] [CrossRef]
- Pan, L.; Kwok, C.T.; Lo, K.H. Enhancement in hardness and corrosion resistance of AISI 420 martensitic stainless steel via friction stir processing. Surf. Coat. Technol. 2019, 357, 339–347. [Google Scholar] [CrossRef]
- Mao, Y.; Ke, L.; Chen, Y.; Liu, F.; Xing, L. Inhomogeneity of microstructure and mechanical properties in the nugget of friction stir welded thick 7075 aluminum alloy joints. J. Mater. Sci. Technol. 2018, 34, 228–236. [Google Scholar] [CrossRef]
- Cao, F.; Huang, G.; Guan, W.; Hou, W.; Ni, R.; Shen, Y.; Liu, Q. Inhomogeneous microstructure and properties along the thickness of stir zone in friction stir welded SAF 2507 super duplex stainless steel joint. J. Manuf. Processes 2022, 73, 611–623. [Google Scholar] [CrossRef]
- Hamilton, C.; Węglowski, M.S.; Dymek, S. A Simulation of Friction-Stir Processing for Temperature and Material Flow. Metall. Mater. Trans. B 2015, 46, 1409–1418. [Google Scholar] [CrossRef]
- Li, H.; Yang, S.; Zhang, S.; Zhang, B.; Jiang, Z.; Feng, H.; Han, P.; Li, J. Microstructure evolution and mechanical properties of friction stir welding super-austenitic stainless steel S32654. Mater. Des. 2017, 118, 207–217. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Feng, H.; Zhang, S.C.; Li, L.; Han, P.D.; Misra, R.D.K.; Li, J.Z. Microstructure, mechanical and corrosion properties of friction stir welded high nitrogen nickel-free austenitic stainless steel. Mater. Des. 2015, 84, 291–299. [Google Scholar] [CrossRef]
- Wang, D.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y.; Wang, W.; Yang, K. Microstructural evolution and mechanical properties of friction stir welded joint of Fe–Cr–Mn–Mo–N austenite stainless steel. Mater. Des. 2014, 64, 355–359. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A.; Calvillo, P.R. EBSD study of a hot deformed austenitic stainless steel. Mater. Sci. Eng. A 2012, 538, 236–245. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Microstructural evolution during hot deformation of duplex stainless steel. MSTec 2007, 23, 1478–1484. [Google Scholar] [CrossRef]
- Esmailzadeh, M.; Shamanian, M.; Kermanpur, A.; Saeid, T. Microstructure and mechanical properties of friction stir welded lean duplex stainless steel. Mater. Sci. Eng. A 2013, 561, 486–491. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Cho, J.H.; Boyce, D.E.; Dawson, P.R. Modeling strain hardening and texture evolution in friction stir welding of stainless steel. Mater. Sci. Eng. A 2005, 398, 146–163. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Hodgson, P.D. Effect of δ-ferrite co-existence on hot deformation and recrystallization of austenite. J. Mater. Sci. 2008, 43, 6272–6277. [Google Scholar] [CrossRef]
- Fang, Y.L.; Liu, Z.Y.; Song, H.M.; Jiang, L.Z. Hot deformation behavior of a new austenite–ferrite duplex stainless steel containing high content of nitrogen. Mater. Sci. Eng. A 2009, 526, 128–133. [Google Scholar] [CrossRef]
- Guerra, M.; Schmidt, C.; McClure, J.C.; Murr, L.E.; Nunes, A.C. Flow patterns during friction stir welding. Mater. Charact. 2002, 49, 95–101. [Google Scholar] [CrossRef]
- Cui, H.B.; Xie, G.M.; Luo, Z.A.; Ma, J.; Wang, G.D.; Misra, R.D.K. Microstructural evolution and mechanical properties of the stir zone in friction stir processed AISI201 stainless steel. Mater. Des. 2016, 106, 463–475. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitations on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K.; Balasubramanian, V. An assessment of microstructure, hardness, tensile and impact strength of friction stir welded ferritic stainless steel joints. Mater. Des. 2010, 31, 4592–4600. [Google Scholar] [CrossRef]
- Jia, Z.; Gao, Z.; Ji, J.; Liu, D.; Guo, T.; Ding, Y. Study of the Dynamic Recrystallization Process of the Inconel625 Alloy at a High Strain Rate. Materials 2019, 12, 510. [Google Scholar] [CrossRef]
- Momeni, A.; Dehghani, K.; Zhang, X.X. Mechanical and microstructural analysis of 2205 duplex stainless steel under hot working condition. J. Mater. Sci. 2011, 47, 2966–2974. [Google Scholar] [CrossRef]
- Kamaya, M.; da Fonseca, J.Q.; Li, L.M.; Preuss, M. Local Plastic Strain Measurement by EBSD. Appl. Mech. Mater. 2007, 7–8, 173–179. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Liang, Y.; Liu, P.; Yang, L. Effects of heat input and cooling rate during welding on intergranular corrosion behavior of high nitrogen austenitic stainless steel welded joints. Corros. Sci. 2020, 166, 108445. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Assadi, H.; Malek Ghaini, F. Effect of friction stir welding speed on the microstructure and mechanical properties of a duplex stainless steel. Mater. Sci. Eng. A 2008, 496, 262–268. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M. Effect of Work–Hardening Mechanisms in Asymmetrically Cyclic–Loaded Austenitic Stainless Steels on Low–Cycle and High–Cycle Fatigue Behavior. Steel Res. Int. 2020, 92, 2000242. [Google Scholar] [CrossRef]
- Hajian, M.; Abdollah-zadeh, A.; Rezaei-Nejad, S.S.; Assadi, H.; Hadavi, S.M.M.; Chung, K.; Shokouhimehr, M. Microstructure and mechanical properties of friction stir processed AISI 316L stainless steel. Mater. Des. 2015, 67, 82–94. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Mo | Mn | Cu | Si | N | C | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 25.1 | 6.6 | 3.4 | 0.8 | 0.21 | 0.6 | 0.28 | 0.02 | 0.01 | 0.03 | Bal. |
| Region | Austenite (%) | Ferrite (%) | Average Grain Size of Ferrite (μm) | Average Grain Size of Austenite (μm) |
|---|---|---|---|---|
| SUB | 55.0 ± 3 | 45.0 ± 3 | 5.6 ± 1 | 6.6 ± 1 |
| RS | 54.1 ± 2 | 45.9 ± 2 | 1.5 ± 0.2 | 1.0 ± 0.2 |
| Center | 49.3 ± 2 | 50.7 ± 2 | 1.0 ± 0.2 | 0.8 ± 0.2 |
| AS | 56.9 ± 2 | 43.1 ± 2 | 0.8 ± 0.2 | 0.7 ± 0.2 |
| Region | Austenite (%) | Ferrite (%) | Average Grain Size of Austenite (μm) | Average Grain Size of Ferrite (μm) |
|---|---|---|---|---|
| SUB | 55.0 ± 3 | 45.0 ± 3 | 6.6 ± 1.0 | 5.6 ± 1.0 |
| a | 49.3 ± 2 | 50.7 ± 2 | 0.8 ± 0.2 | 1.0 ± 0.2 |
| b | 53.5 ± 2 | 46.5 ± 2 | 0.9 ± 0.2 | 1.1 ± 0.2 |
| c | 62.0 ± 2 | 38.0 ± 2 | 0.6 ± 0.2 | 0.7 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, L.; Kwok, C.T.; Lo, K.H. Microstructural Characteristics and Hardness Enhancement of Super Duplex Stainless Steel by Friction Stir Processing. Materials 2022, 15, 6267. https://doi.org/10.3390/ma15186267
Pan L, Kwok CT, Lo KH. Microstructural Characteristics and Hardness Enhancement of Super Duplex Stainless Steel by Friction Stir Processing. Materials. 2022; 15(18):6267. https://doi.org/10.3390/ma15186267
Chicago/Turabian StylePan, Linlin, Chi Tat Kwok, and Kin Ho Lo. 2022. "Microstructural Characteristics and Hardness Enhancement of Super Duplex Stainless Steel by Friction Stir Processing" Materials 15, no. 18: 6267. https://doi.org/10.3390/ma15186267
APA StylePan, L., Kwok, C. T., & Lo, K. H. (2022). Microstructural Characteristics and Hardness Enhancement of Super Duplex Stainless Steel by Friction Stir Processing. Materials, 15(18), 6267. https://doi.org/10.3390/ma15186267