
Clarification of Temperature Field Evolution in Large-Scale Electric Upsetting Process of Ni80A Superalloy through Finite Element Method


Abstract
:1. Introduction
2. Finite Element Model of Electric Upsetting Process
2.1. Electro-Thermal-Mechanical Coupling Analysis Method
2.2. Development of FEM Model of Electric Upsetting Process
3. Evolution of Temperature Field in Different Stages of the Electric Upsetting Process
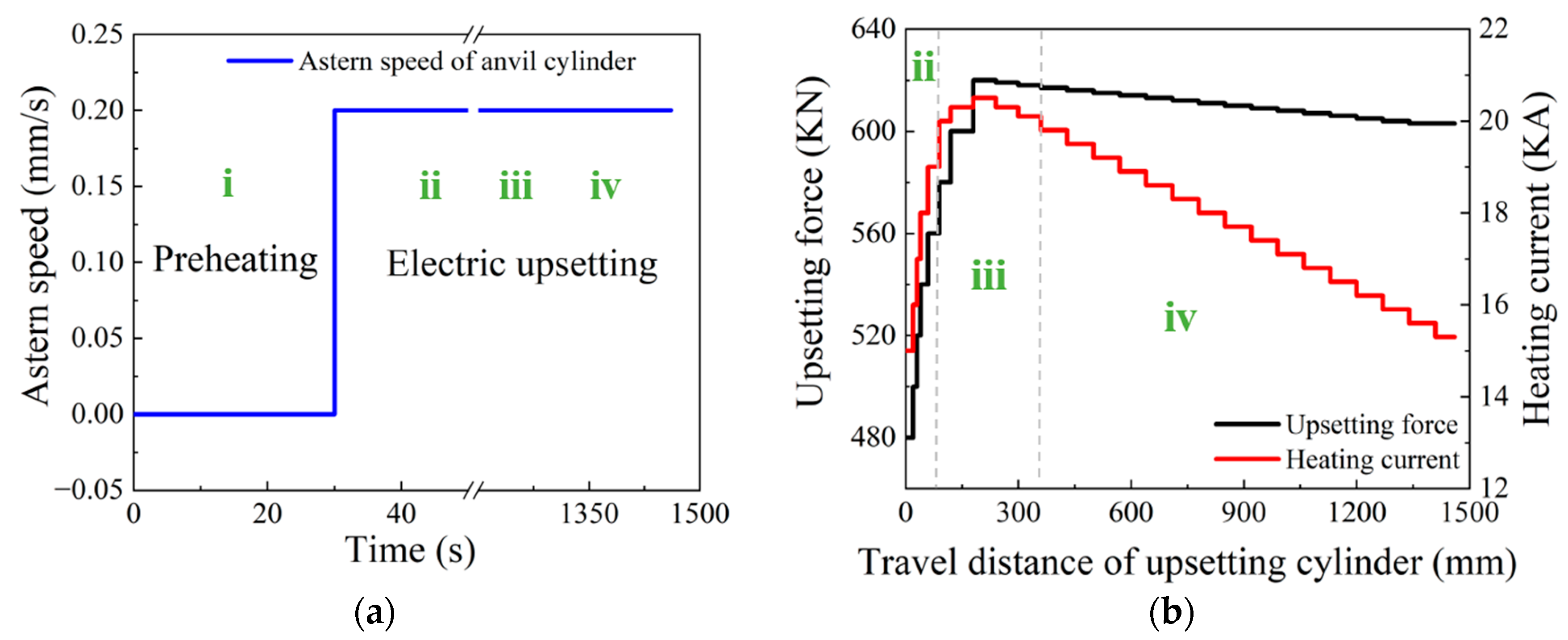
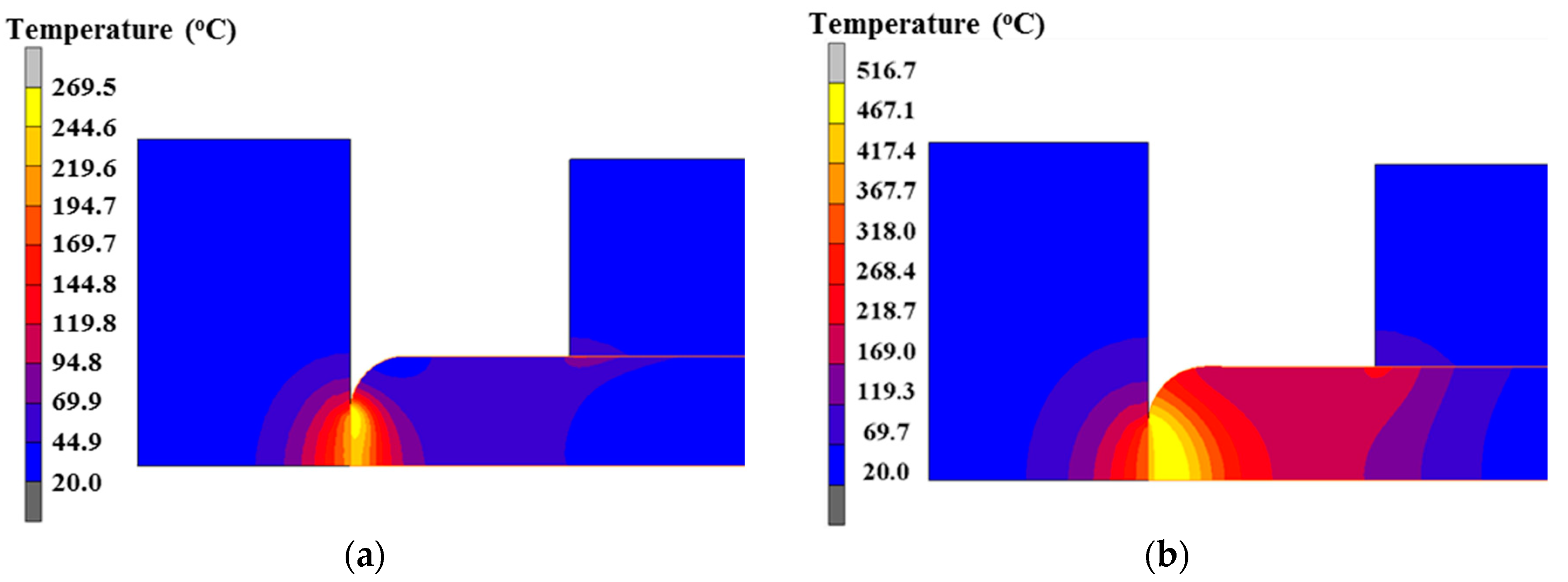
3.1. Temperature Field Evolution in the Preheating Stage
3.2. Temperature Field Evolution in the Primary Stage of the Forming Process
3.3. Temperature Field Evolution in the Intermediate Stage of the Forming Process
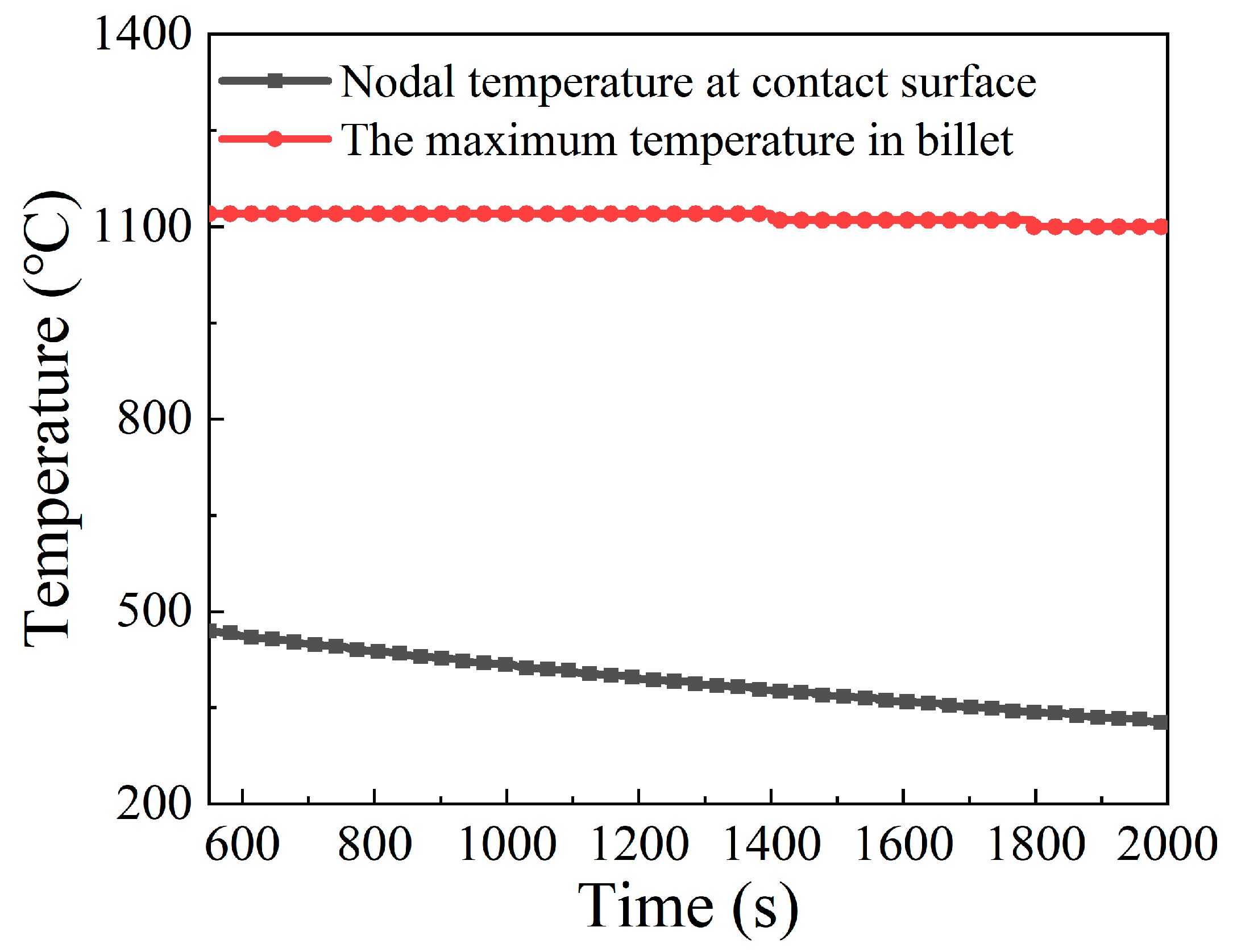
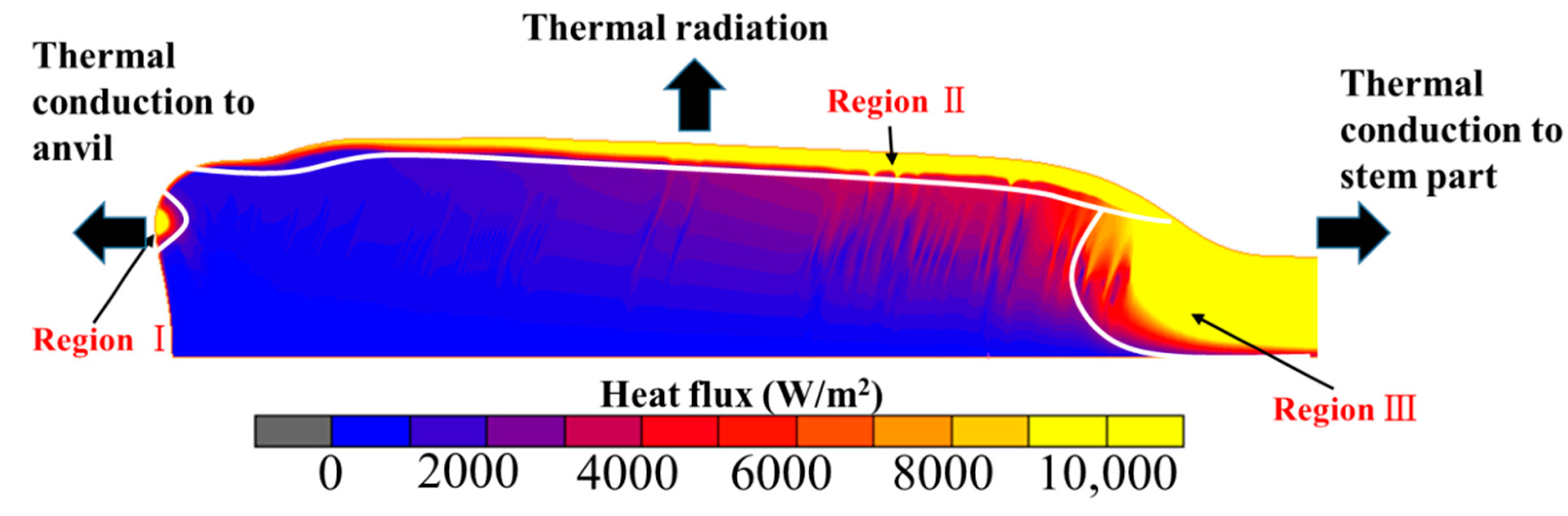
3.4. Temperature Field Evolution in the Stable Deformation Stage
4. Verification Based on Electric Upsetting Experiment
5. Conclusions
- (1)
- During the preheating process, the higher temperature firstly appears at the contact surface between anvil and billet due to the combined effects of contact resistance and volume resistance. With increasing preheating time, the higher temperature is transferred to the interior of the billet because the effect of contact resistance weakens with increasing temperature.
- (2)
- For the primary stage of the forming process, the high temperature region is transferred from the interior of the billet to the neck of the onion, and an obvious low temperature region emerges at the contact surface between anvil and billet because the effect of heat transfer between anvil and billet is enhanced under the elevated temperature, and the relatively higher current density concentrates in the neck of the onion.
- (3)
- In the intermediate stage of the forming process, the high temperature region always appears at the neck of the onion, and the lower temperature region is at the contact surface. In addition, the area and proportion of high temperature region both increase as the electric upsetting process proceeds, which is attributed to the increasingly homogenous current density distribution.
- (4)
- As for the stable deformation stage of the electric upsetting process, the high temperature region still appears at the neck of the onion, and the low temperature regions lie in the contact surface and the outer surface of the onion owing to the heat transfer between anvil and billet, thermal radiation on the outer surface of the billet, and thermal dispersion to the billet stem, as well as abundant Joule heat generated at the neck of the onion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lypchanskyi, O.; Śleboda, T.; Zyguła, K.; Lukaszek-Solek, A.; Wojtaszek, M. Evaluation of hot workability of nickel-based superalloy using activation energy map and processing maps. Materials 2020, 13, 3629. [Google Scholar] [CrossRef] [PubMed]
- Ling, L.-S.-B.; Yin, Z.; Hu, Z.; Wang, J.; Sun, B.-D. Effects of the γ″-Ni3Nb phase on fatigue behavior of nickel-based 718 superalloys with different heat treatments. Materials 2019, 12, 3979. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.K.; Kim, D.Y.; Ryu, S.H.; Kim, D.J. Application of nimonic 80A to the hot forging of an exhaust valve head. J. Mater. Process. Technol. 2001, 113, 148–152. [Google Scholar] [CrossRef]
- Zhu, Y.Z.; Yin, Z.M.; Xu, J.P. Microstructural mapping in closed die forging process of superalloy Nimonic 80a valve head. J. Alloys Compd. 2011, 509, 6106–6112. [Google Scholar] [CrossRef]
- Moriyama, T.; Izaki, Y.; Umeda, K.; Oka, R.; Nishioka, Y.; Tanaka, T. Nimonic compound exhaust valve spindles for diesel engines via hot isostatic pressing. Mater. Sci. Technol. 1994, 10, 993–1001. [Google Scholar] [CrossRef]
- Xu, Q.H.; Zhang, C.; Zhang, L.W.; Shen, W.F.; Yang, Q. Cellular automaton modeling of dynamic recrystallization of nimonic 80a superalloy based on inhomogeneous distribution of dislocations inside grains. J. Mater. Eng. Perform. 2018, 27, 1059–9495. [Google Scholar] [CrossRef]
- Yanagimoto, J.; Izumi, R. Continuous electric resistance heating—hot forming system for high-alloy metals with poor workability. J. Mater. Process. Technol. 2009, 209, 3060–3068. [Google Scholar] [CrossRef]
- Zhang, Y.-Q.; Quan, G.-Z.; Zhao, J.; Xiong, W. Influence of variable loading path pattern on deformation and grain size in large-scale electric upsetting process of Nimonic superalloy. Int. J. Adv. Des. Manuf. Technol. 2022, 120, 5933–5954. [Google Scholar] [CrossRef]
- Elaiyaraja, K.; Periyasamy, P. Inprocess quality control through propotionate valve in electrical upsetting of engine valves. Appl. Mech. Mater. 2014, 592–594, 2665–2670. [Google Scholar] [CrossRef]
- Kommel, L. Microstructure and properties characterization of polycrystalline Ni-Fe-Cr-based superalloy EP-718E after electric upsetting. Key Eng. Mater. 2016, 721, 467–472. [Google Scholar] [CrossRef]
- Jeong, H.S.; Cho, J.R.; Lee, N.K.; Park, H.C. Simulation of electric upsetting and forging process for large marine diesel engine exhaust valves. Mater. Sci. Forum 2006, 510–511, 142–145. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, T.; Zhang, Z.; Zhang, T.; Luo, T. Optimum control of process parameters in electrical upsetting. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1259–1263. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Zou, Z.-Y.; Zhang, Z.-H.; Pan, J. A Study on formation process of secondary upsetting defect in electric upsetting and optimization of processing parameters based on multi-field coupling FEM. Mater. Res. 2016, 19, 856–864. [Google Scholar] [CrossRef]
- Nuasri, P.; Aue-u-lan, Y. Investigation of the surface dimple defect occurring during the production of an electric upsetting process by viscoplastic finite element modeling. Int. J. Adv. Des. Manuf. Technol. 2018, 98, 1047–1057. [Google Scholar] [CrossRef]
- Gu, X.; Li, R.; Tian, Y. Finite element simulation of the temperature field in the large volume cubic high pressure apparatus cavity. J. Cryst. Growth 2014, 390, 109–113. [Google Scholar] [CrossRef]
- Bayat, M.; Dong, W.; Thorborg, J.; To, A.C.; Hattel, J.H. A review of multi-scale and multi-physics simulations of metal additive manufacturing processes with focus on modeling strategies. Addit. Manuf. 2021, 47, 102278. [Google Scholar] [CrossRef]
- Biba, N.; Lishnij, A.; Vlasov, A. Simulation of coupled problem of electric upsetting. J. Mater. Process. Technol. 1998, 80–81, 184–187. [Google Scholar] [CrossRef]
- Nuasri, P.; Aue-U-Lan, Y. Influence of process parameters on electric upsetting process by using finite element modeling. Key Eng. Mater. 2017, 728, 42–47. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Pan, J.; Zhang, Z.-H. Phase transformation and recrystallization kinetics in space–time domain during isothermal compressions for Ti–6Al–4V analyzed by multi-field and multi-scale coupling FEM. Mater. Des. 2016, 94, 523–535. [Google Scholar] [CrossRef]
- Macdougall, D. Determination of the plastic work converted to heat using radiometry. Exp. Mech. 2000, 40, 298–306. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Liu, Q.; Zhao, J.; Xiong, W.; Shi, R.-J. Determination of dynamic recrystallization parameter domains of Ni80A superalloy by enhanced processing maps. Trans. Nonferrous Met. Soc. China 2019, 29, 1449–1464. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Mn | Cr | Ti | Fe | C | Ni |
|---|---|---|---|---|---|---|---|---|
| Composition (wt%) | 0.68 | 0.55 | 0.63 | 20.87 | 2.07 | 1.26 | 0.069 | Bal. |
| Element | Ti | Zr | C | Fe | Ni | Si | N | Mo |
|---|---|---|---|---|---|---|---|---|
| Composition (wt%) | 0.5 | 0.08 | 0.02 | 0.005 | 0.002 | 0.002 | 0.001 | Bal. |
| Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|
| 300 | 500 | 700 | 900 | 1100 | 1200 | ||
| Ni80A | C (J/g·°C) | 0.519 | 0.573 | 0.628 | 0.601 | 0.678 | 0.755 |
| λ (W/m·°C) | 16.1 | 19.4 | 22.3 | 26.5 | 29.8 | 31.5 | |
| ρ (g/m3) | 8190 | ||||||
| TZM | C (J/g·°C) | 0.250 | 0.265 | 0.274 | 0.291 | 0.300 | — |
| λ (W/m·°C) | 24.6 | 25.0 | 25.5 | 26.0 | 26.0 | 26.0 | |
| ρ (g/m3) | 10200 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Quan, G.-Z.; Zhang, Y.-Q.; Zhang, J.-S. Clarification of Temperature Field Evolution in Large-Scale Electric Upsetting Process of Ni80A Superalloy through Finite Element Method. Materials 2022, 15, 6358. https://doi.org/10.3390/ma15186358
Zhao J, Quan G-Z, Zhang Y-Q, Zhang J-S. Clarification of Temperature Field Evolution in Large-Scale Electric Upsetting Process of Ni80A Superalloy through Finite Element Method. Materials. 2022; 15(18):6358. https://doi.org/10.3390/ma15186358
Chicago/Turabian StyleZhao, Jiang, Guo-Zheng Quan, Yu-Qing Zhang, and Jian-Sheng Zhang. 2022. "Clarification of Temperature Field Evolution in Large-Scale Electric Upsetting Process of Ni80A Superalloy through Finite Element Method" Materials 15, no. 18: 6358. https://doi.org/10.3390/ma15186358
APA StyleZhao, J., Quan, G. -Z., Zhang, Y. -Q., & Zhang, J. -S. (2022). Clarification of Temperature Field Evolution in Large-Scale Electric Upsetting Process of Ni80A Superalloy through Finite Element Method. Materials, 15(18), 6358. https://doi.org/10.3390/ma15186358