
Mechanical Properties of Alkali-Activated Slag Fiber Composites Varying with Fiber Volume Fractions


Abstract
:1. Introduction
2. Materials and Mixing of Composition
2.1. Materials
2.2. Mixing of Composition
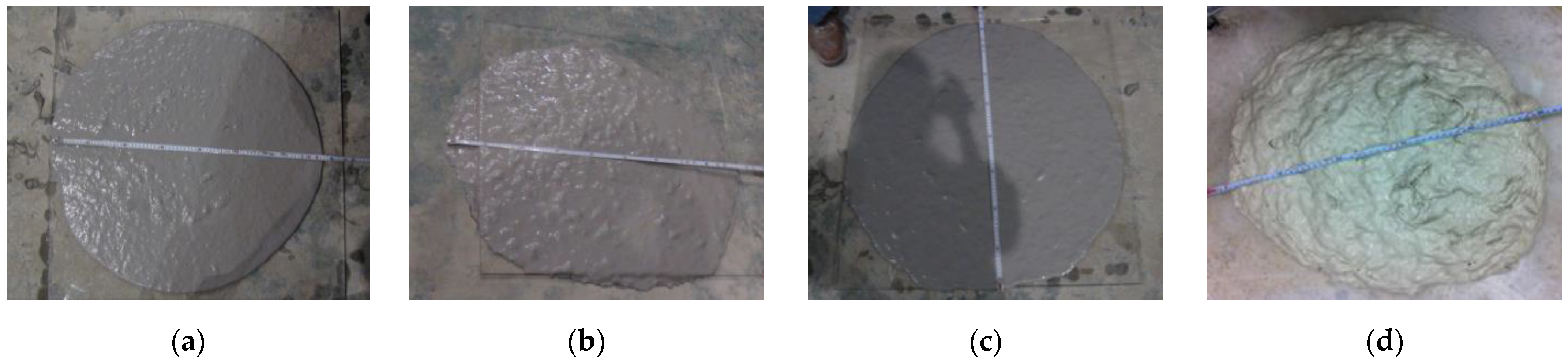
2.3. Slump-Flow Test
3. Experimental Investigation
Mechanical Tests
4. Experimental Results and Discussions
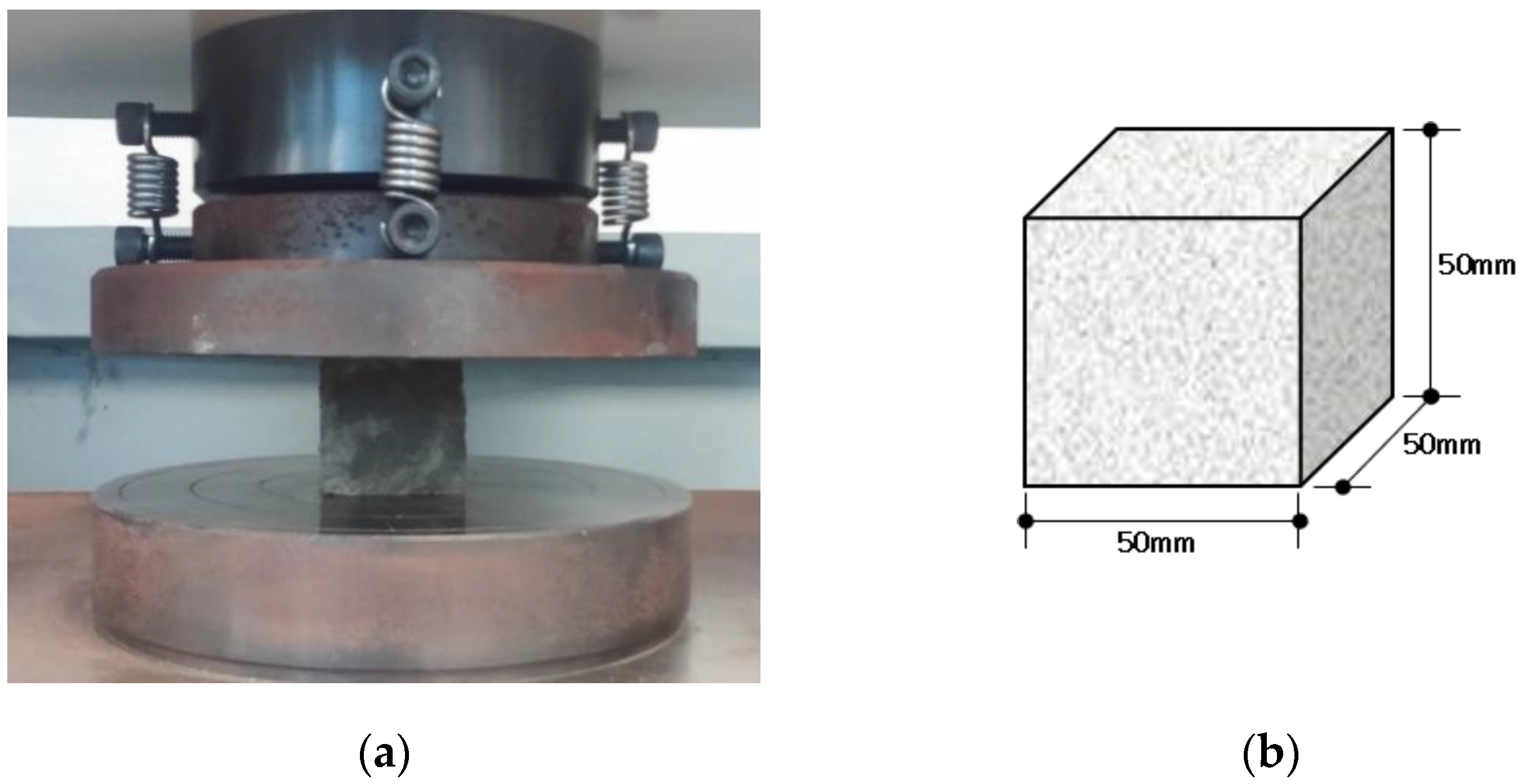
4.1. Compressive Strength
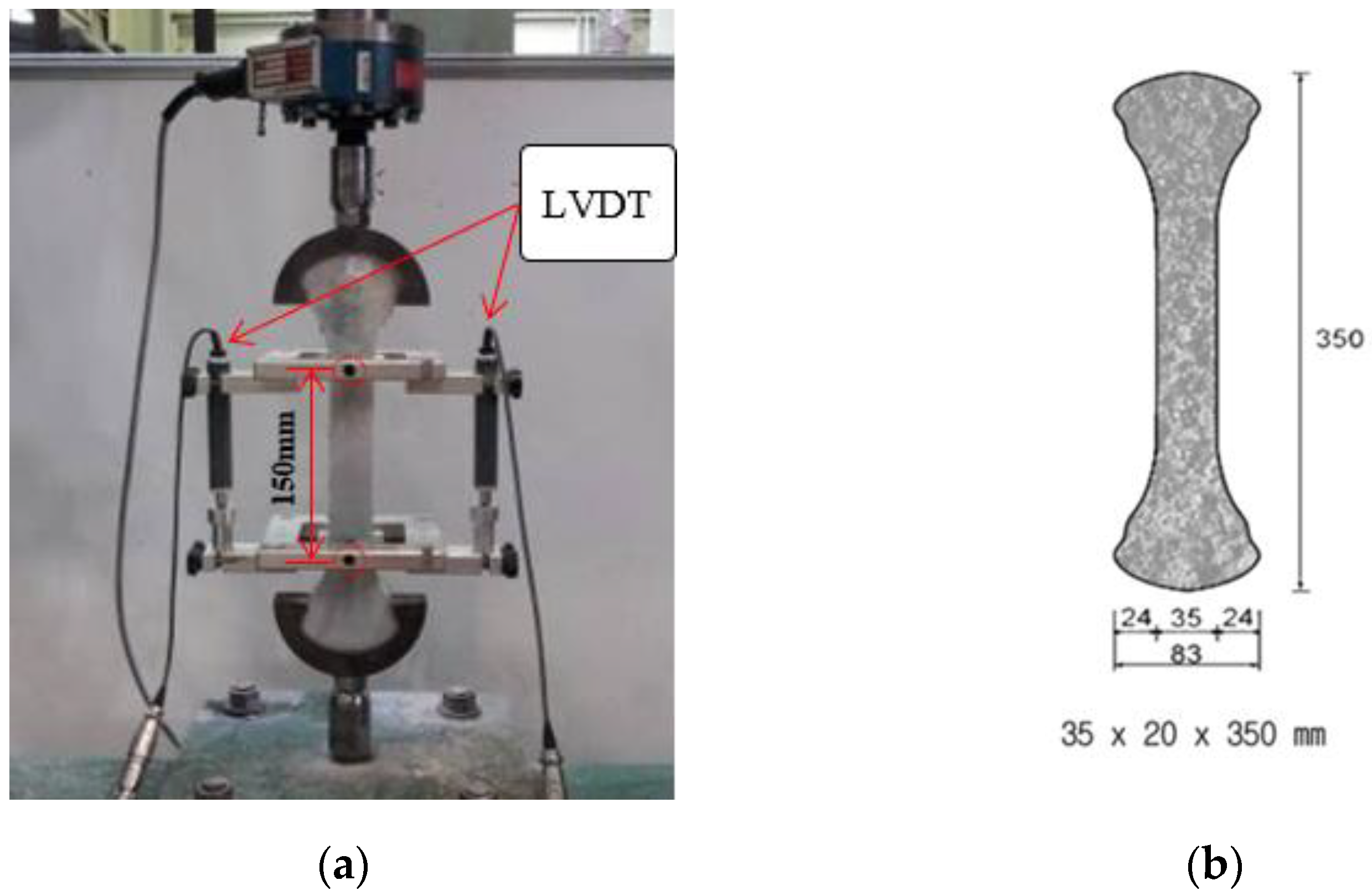
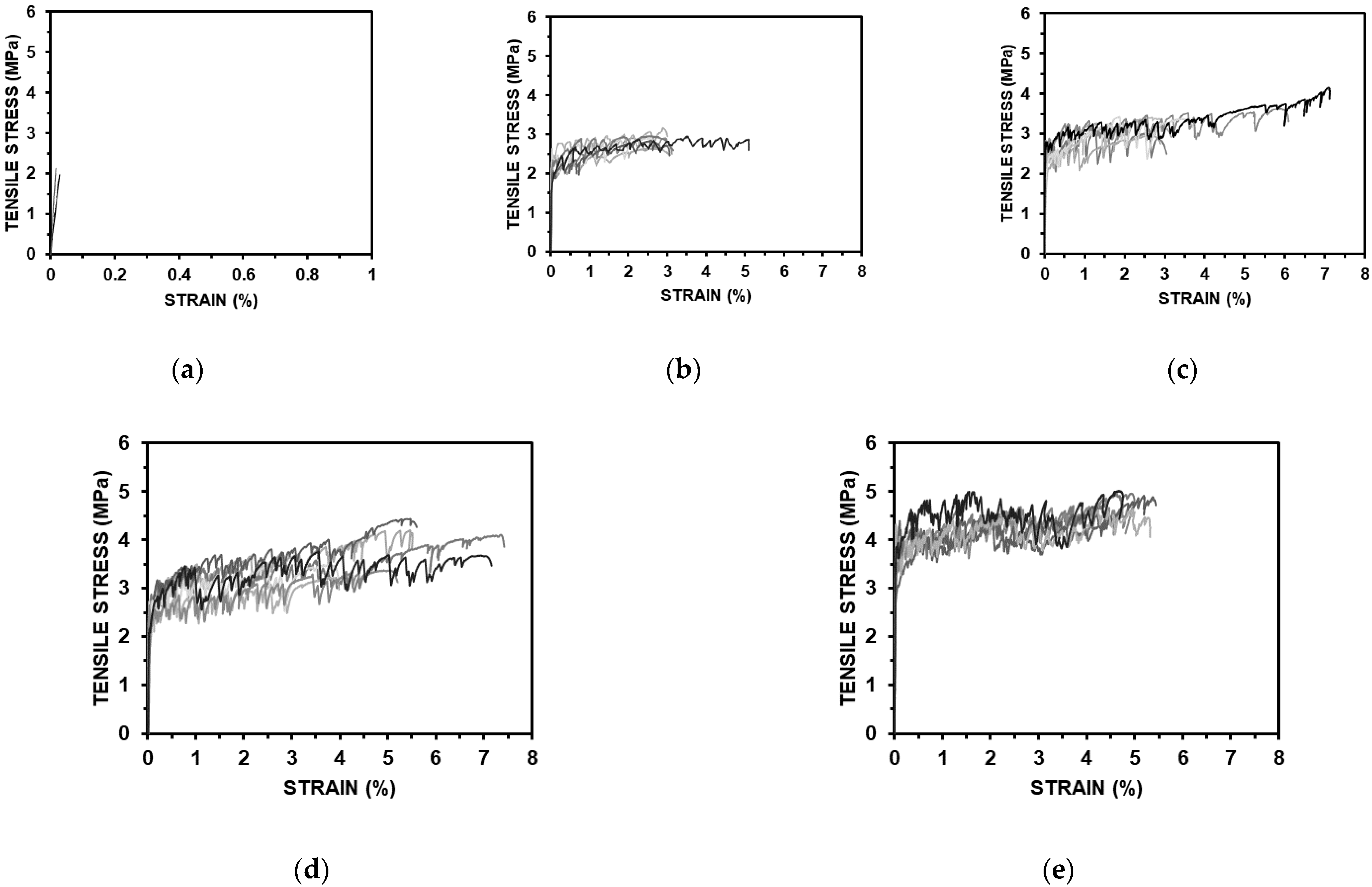
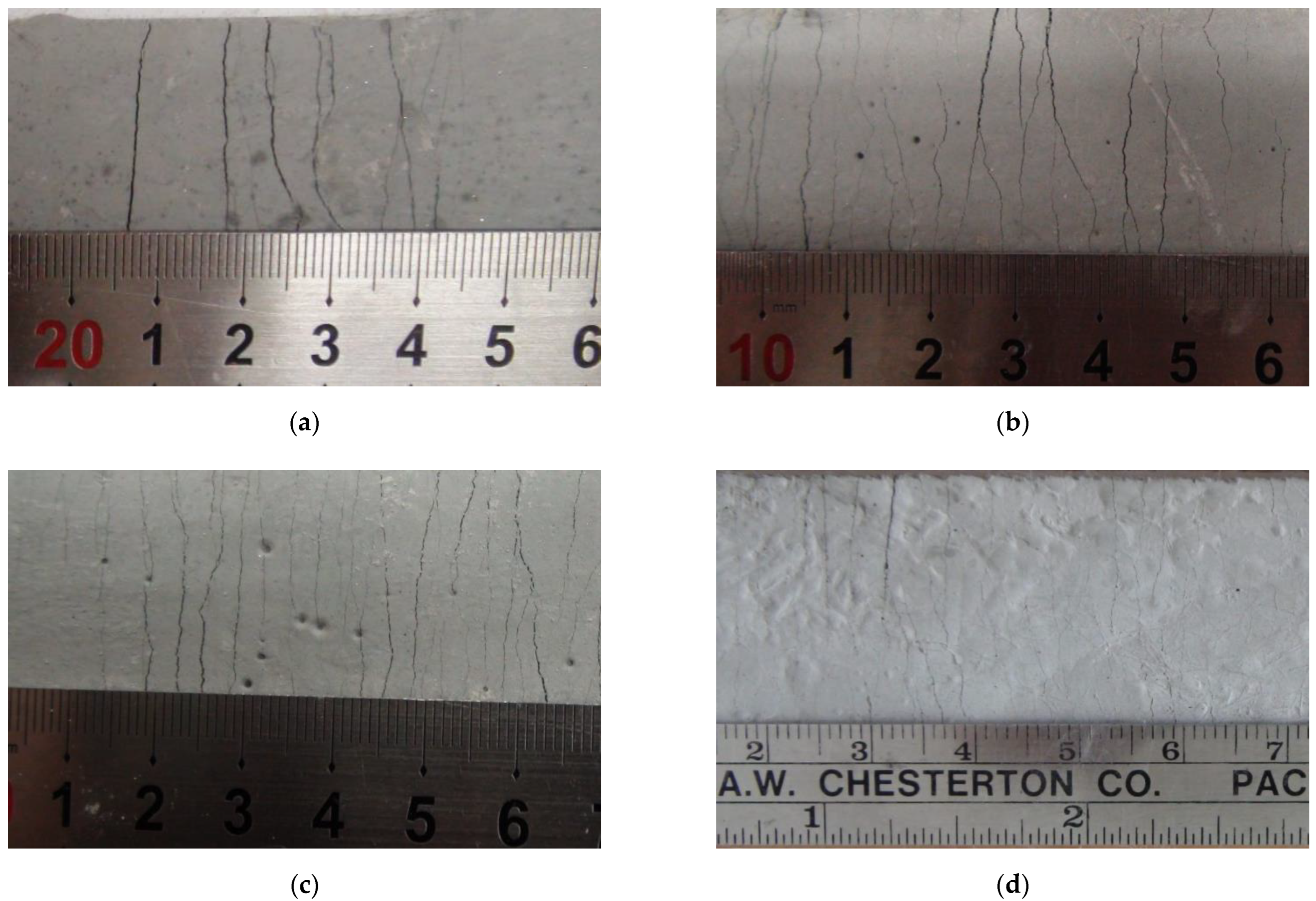
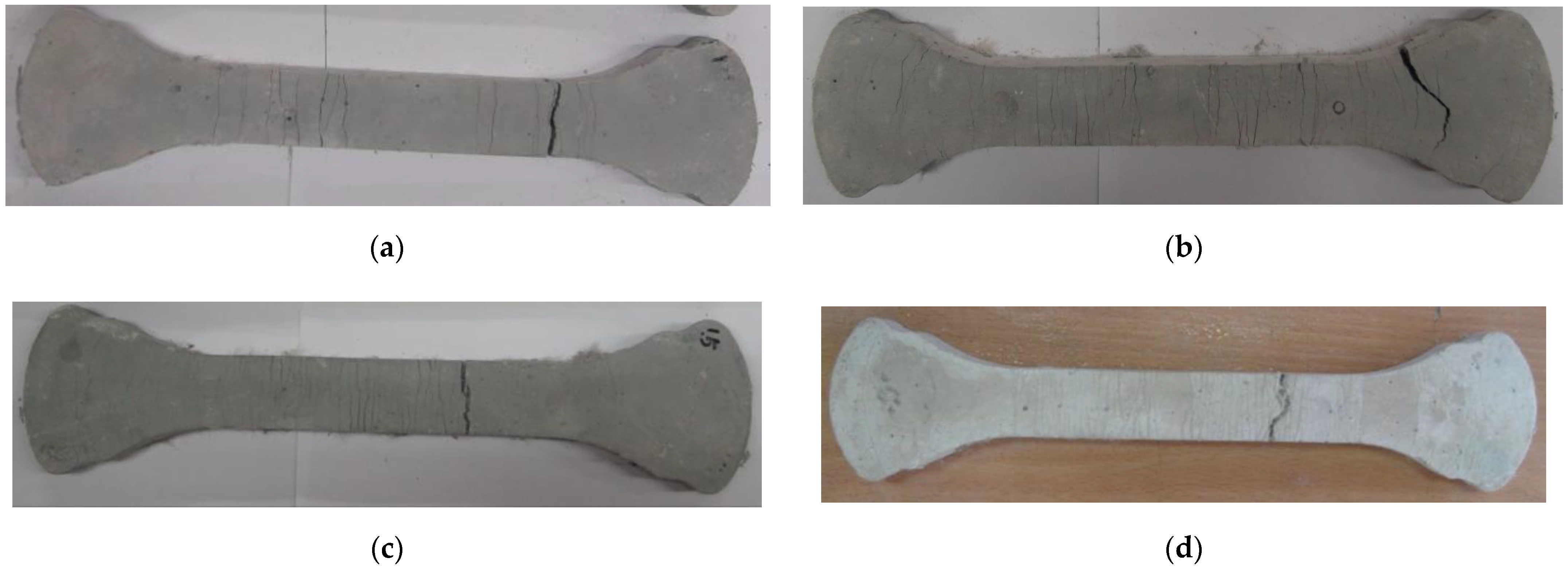
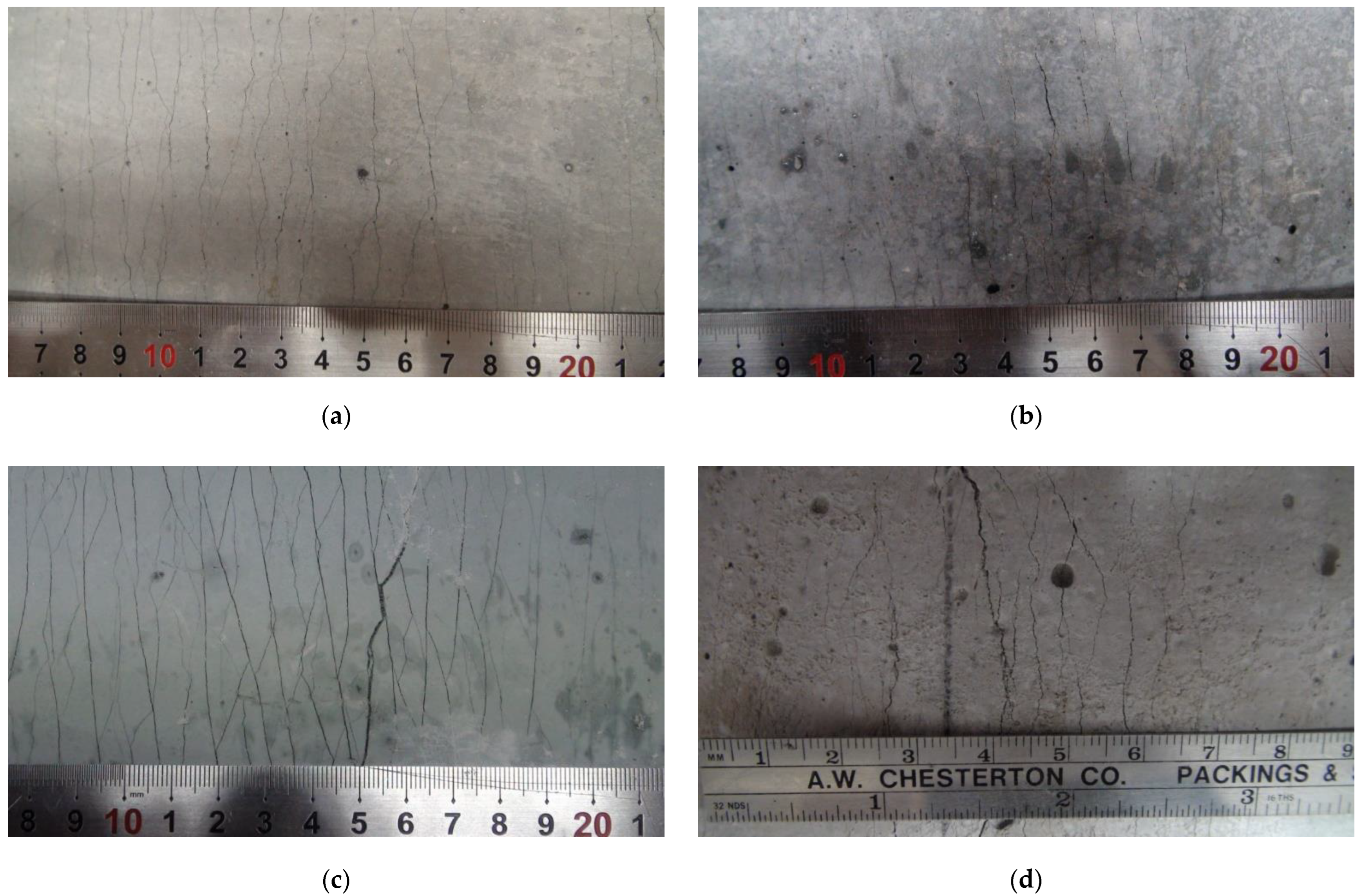
4.2. Direct Uniaxial Tensile Behaviors
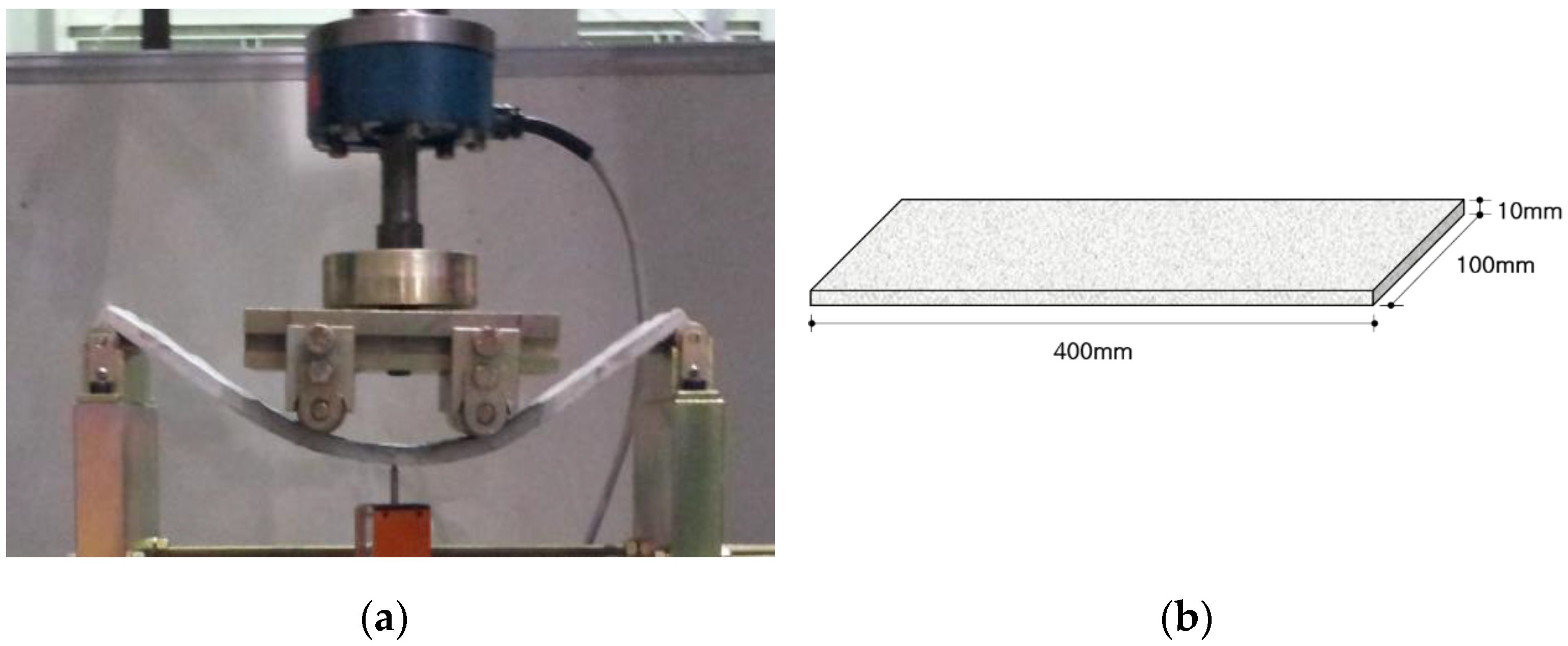
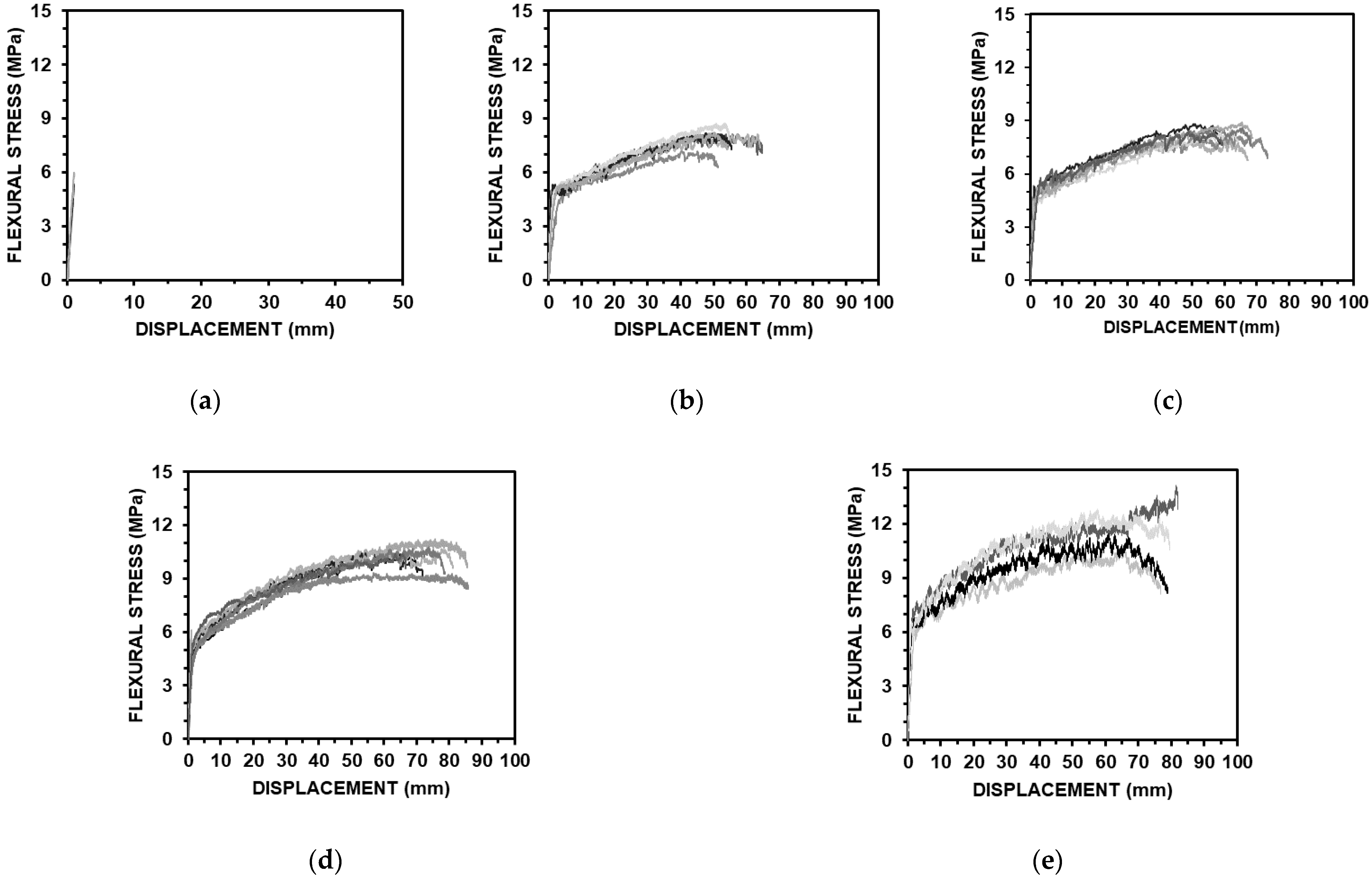
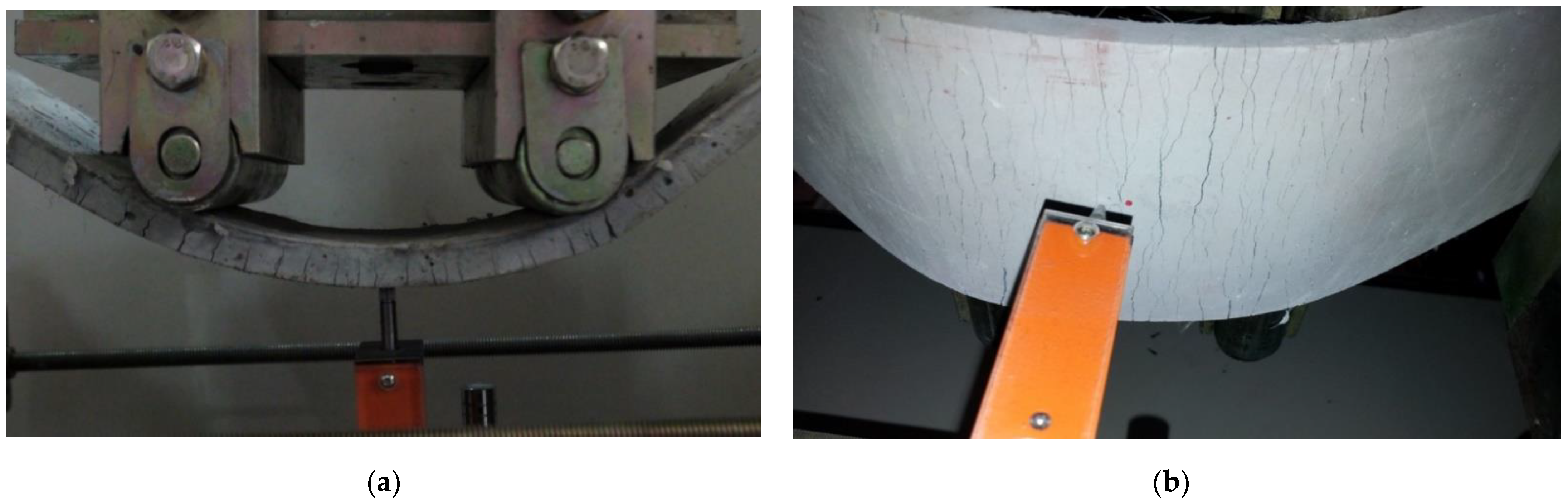
4.3. Flexural Performances
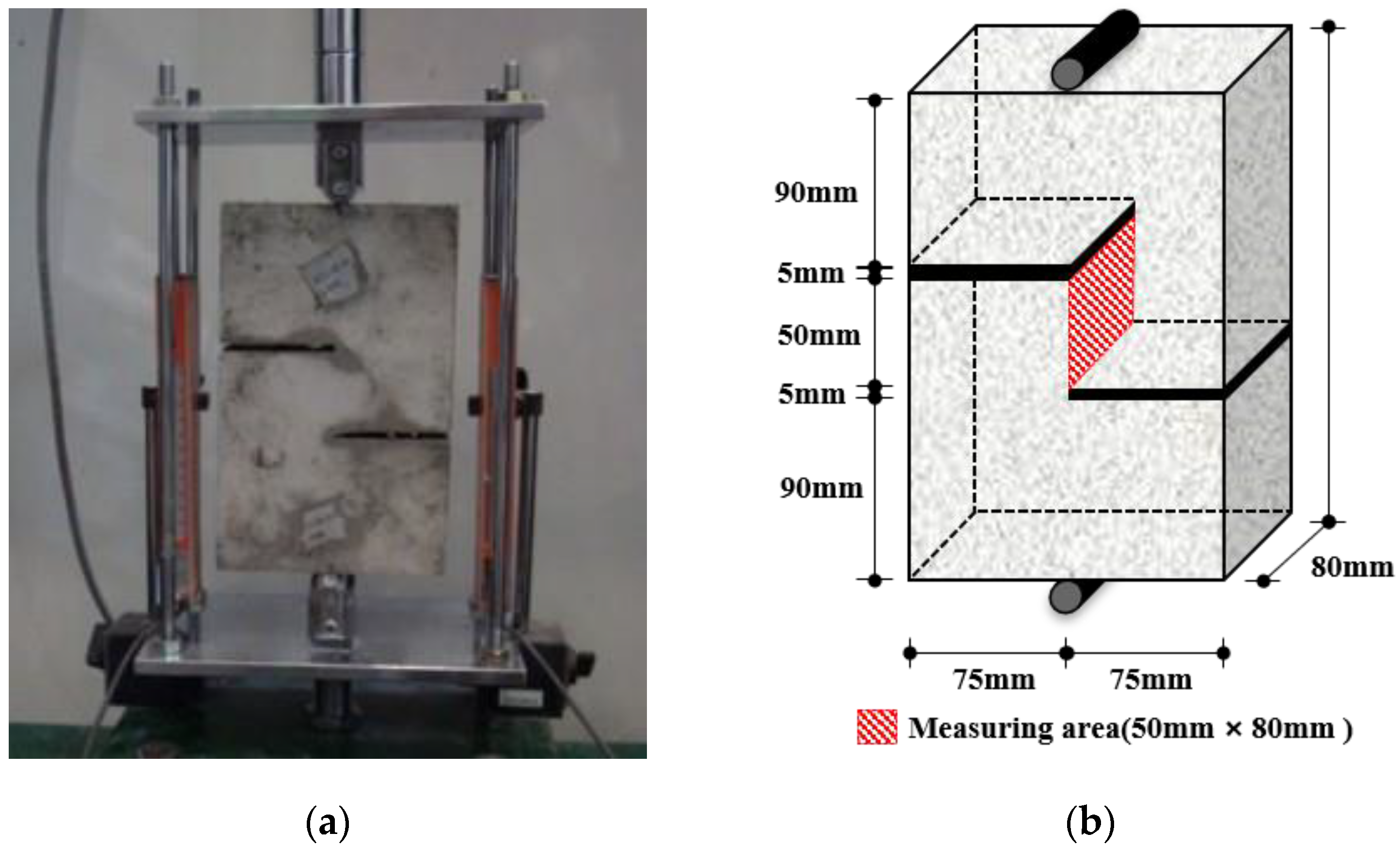
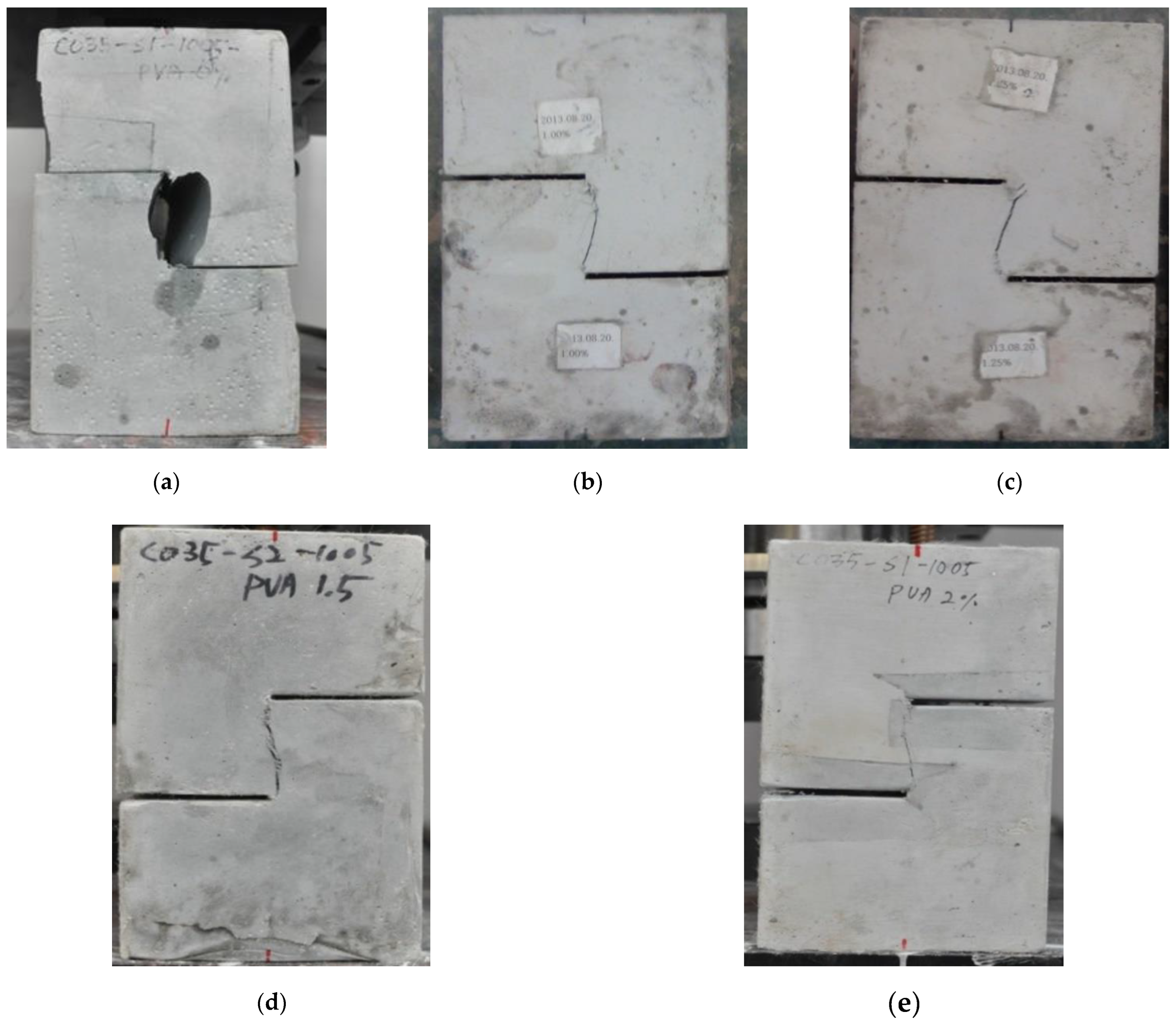
4.4. Direct Shear Strength Test
5. Conclusions
- In the ASFC mixtures, the fibers were easily dispersed with a water–binder ratio of 0.338 with fiber contents from 1.0 to 2.0 vol.%, and the mixtures showed a high fluidity of up to 770 mm in the slump-flow test. In order to exhibit high fluidity at a fiber content of 2.0 vol.%, it is necessary to increase the water–binder ratio.
- The compressive strength of the ASFC increased from 5.3 to 14.7% due to fiber mixing, but there was no effect on increasing the compressive strength according to the increase in the fiber mixing rate. In addition, it is known that the specimens exhibit superior post-peak toughness than the specimen without fibers due to the bridging effect of the fibers under compression, so that a high toughness can be expected when applied to structural components [28,31].
- As the fiber mixing rate of the ASFC increased, the tensile, flexural, and shear strengths gradually increased compared to that of the reference specimen, showing the effect of increasing the fiber mixing, especially in the tensile test of ASFC with a fiber content of 1.0 vol.%, where the strength performance index was 1.28 and the tensile strain was 2.71%, and the bending and shear performance were 45% and 40% higher than that of the specimen with a fiber content of 0 vol.%, respectively. Through the experimental studies, it was proved that a high ductility could be exhibited even at a fiber mixing ratio of 1.0 vol.%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Andrew, R.M. Global CO2 emissions from cement production, in review. Earth Syst. Sci. Data Discuss. 2018, 10, 195–217. [Google Scholar] [CrossRef]
- Yang, K.H.; Sim, J.I.; Nam, S.H. Enhancement of reactivity of calcium hydroxide-activated slag mortars by the addition of barium hydroxide. Constr. Build. Mater. 2010, 24, 241–251. [Google Scholar] [CrossRef]
- Damtoft, J.S.; Lukasik, J.; Herfort, D.; Sorrentino, D.; Gartner, E.M. Sustainable development and climate change initiatives. Cem. Concr. Res. 2008, 38, 115–127. [Google Scholar] [CrossRef]
- Malhotra, V. Introduction: Sustainable development and concrete technology. Concr. Int. 2002, 24, 241–251. [Google Scholar]
- Ren, J.; Zhang, L.; Walkley, B.; Black, J.R.; San Nicolas, R. Degradation resistance of different cementitious materials to phosphoric acid attack at early stage. Cem. Concr. Res. 2022, 151, 106606. [Google Scholar] [CrossRef]
- Ren, J.; Zhang, L.; Zhu, Y.; Li, Z.; San Nicolas, R. A Comparative Study on the Degradation of Alkali-Activated Slag/Fly Ash and Cement-Based Mortars in Phosphoric Acid. Front. Mater. 2022, 9, 845394. [Google Scholar] [CrossRef]
- Fahim Huseien, G.; Mirza, J.; Ismail, M.; Ghoshal, S.K.; Abdulameer Hussein, A. Geopolymer mortars as sustainable repair material: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Li, V.C. From micromechanics to structural engineering—The design of cementitious composites for civil engineering applications. J. Struct. Mech. Earthq. 1993, 417, 1–12. [Google Scholar]
- Leung, C.K.Y. Design criteria for pseudo ductile fiber-reinforced composites. J. Eng. Mech. 1996, 122, 10–18. [Google Scholar]
- Cho, C.G.; Kim, Y.Y.; Luciano, F.; David, H. Cyclic responses of reinforced concrete composite columns strengthened in the plastic hinge region by HPFRC mortar. Compos. Struct. 2012, 94, 2246–2253. [Google Scholar] [CrossRef]
- Cho, C.G.; Kim, Y.Y.; Ha, G.J. Nonlinear model of reinforced concrete frames retrofitted by in-filled HPFRCC walls. Struct. Eng. Mech. 2018, 30, 211–223. [Google Scholar] [CrossRef]
- Lee, B.Y.; Cho, C.G.; Lim, H.J.; Song, J.K.; Yang, K.H.; Li, V.C. Strain hardening fiber reinforced alkali-activated mortar—A feasibility study. Constr. Build. Mater. 2012, 37, 15–20. [Google Scholar] [CrossRef]
- Choi, J.I.; Song, K.I.; Song, J.K.; Lee, B.Y. Composite properties of high-strength polyethylene fiber-reinforced cement and cementless composites. Compos. Struct. 2016, 138, 116–121. [Google Scholar] [CrossRef]
- Choi, J.I.; Kim, H.K.; Lee, B.Y. Mechanical and fiber-bridging behavior of slag-based composite with high tensile ductility. Appl. Sci. 2020, 10, 4300. [Google Scholar] [CrossRef]
- Kim, J.S.; Cho, C.G.; Moon, H.J. Manufactures and mechanics of high ductile fiber-reinforced cementless composites. Adv. Mech. Eng. 2018, 10, 1687814018771760. [Google Scholar] [CrossRef]
- Maalej, M.; Li, V.C. Flexural/tensile-strength ratio in engineered cementitious composites. J. Mater. Civ. Eng. 1994, 6, 513–528. [Google Scholar] [CrossRef]
- Li, V.C.; Wang, S.; Wu, C. Tensile Strain-Hardening Behavior of PVA-ECC. ACI Mater. J. 2001, 98, 483–492. [Google Scholar]
- Choi, J.I. Mechanical Properties of Fiber-Reinforced Alkali-Activated Slag Composite Based on Micromechanics. PhD Thesis, Chonnam National University, Gwangju, Korea, 2019. [Google Scholar]
- Li, V.C.; Mishra, D.K.; Wu, C. Matrix design for pseudo strain-hardening fiber reinforced cementitious composites. Mater. Struct. 1995, 28, 586–595. [Google Scholar] [CrossRef]
- Fischer, G.; Li, V.C. Design of engineered cementitious composites (ECCs) for processing and workability requirement. In Brittle Matrix Composites 7; Woodhead Publishing: Sawston, UK, 2003; pp. 29–36. [Google Scholar]
- Lee, Y.; Choi, J.-I.; Kim, H.-K.; Lee, B.Y. Effects of a defoamer on the compressive strength and tensile behavior of alkali-activated slag-based cementless composite reinforced by polyethylene fiber. Compos. Struct. 2017, 172, 166–172. [Google Scholar] [CrossRef]
- C109/C109M-07 ASTM; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (using 50 mm [2 in.] cube specimens). ASTM: West Conshohocken, PA, USA, 2007.
- ACI Committee 237. Self-Consolidating Concrete(ACI 237R-07). In International Concrete Abstracts Portal; American Concrete Institute: Indianapolis, IN, USA, 2007. [Google Scholar]
- Kim, J.K.; Kim, J.S.; Ha, G.J.; Kim, Y.Y. Tensile and fiber dispersion performance of ECC (Engineered Cementitious Composites) produced with ground granulated blast furnace slag. Cem. Concr. Res. 2007, 37, 1096–1105. [Google Scholar] [CrossRef]
- Wen, C.C.; Zhang, P.; Wang, J.; Hu, S.W. Influence of fibers on the mechanical properties and durability of ultra-high-performance concrete: A review. J. Build. Eng. 2022, 52, 104370. [Google Scholar] [CrossRef]
- Zhang, P.; Gao, Z.; Wang, J.; Guo, J.J.; Wang, T.Y. Influencing factors analysis and optimized prediction model for rheology and flowability of nano-SiO2 and PVA fiber reinforced alkali-activated composites. J. Clean. Prod. 2022, 366, 132988. [Google Scholar] [CrossRef]
- Zhang, X.M.; Zhang, P.; Wang, T.Y.; Zheng, Y.; Qiu, L.H.; Sun, S.W. Compressive strength and anti-chloride ion penetration assessment of geopolymer mortar merging PVA fiber and nano-SiO2 using RBF-BP composite neural network. Nanotechnol. Rev. 2022, 11, 1181–1192. [Google Scholar] [CrossRef]
- Lin, J.X.; Song, Y.; Xie, Z.H.; Guo, Y.C.; Yuan, B.; Zeng, J.J.; Wei, X. Static and dynamic mechanical behavior of engineered cementitious composites with PP and PVA Fibers. J. Build. Eng. 2020, 29, 101097. [Google Scholar] [CrossRef]
- Yao, X.P.; Shamsaei, E.; Chen, S.J.; Zhang, Q.H.; de Souza, F.B.; Sagoe-Crentsil, K.; Duan, W.H. Graphene oxide-coated Poly (vinyl alcohol) fibers for enhanced fiber-reinforced cementitious composites. Compos. Part B Eng. 2019, 174, 107010. [Google Scholar] [CrossRef]
- Kanda, T.; Li, V.C. Practical design criteria for saturated pseudo strain hardening behavior in ECC. J. Adv. Concr. Technol. 2006, 4, 59–72. [Google Scholar] [CrossRef] [Green Version]
- Kesner, K.E.; Billington, S.L.; Douglas, K.S. Cyclic Response of Highly Ductile Fiber-Reinforced Cement-Based Composites. ACI. Mater. J. 2003, 100, 381–390. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| GGBS | SiO2 | AI2O3 | CaO | Fe2O3 | SO3 | MgO | K2O | Na2O | TiO2 | Blaine () |
| 31.57 | 13.57 | 43.26 | 0.38 | 4.53 | 4.86 | 0.41 | 0.18 | 0.55 | 4300 | |
| Diameter (mm) | Length (mm) | Tensile Strength (MPa) | Elongation (%) | Young’s Modulus (GPa) | Oil Content (%) |
|---|---|---|---|---|---|
| 0.04 | 12 | 1600 | 6 | 37 | 0.8 |
| Mix ID | Binder | Water | Sand | VMA 2 | HRWRA 3 | PVA 4 (vol.%) | ||
|---|---|---|---|---|---|---|---|---|
| GGBS 1 | Alkali-Activator | |||||||
| Ca(OH)2 | Na2SO4 | |||||||
| ASFC000 | 0.895 | 0.075 | 0.03 | 0.338 | 0.40 | 0.0007 | 0.005 | 0.00 |
| ASFC100 | 0.012 | 1.00 | ||||||
| ASFC125 | 0.015 | 1.25 | ||||||
| ASFC150 | 0.018 | 1.50 | ||||||
| ASFC200 | 0.020 | 2.00 | ||||||
| Mix ID | PVA Fiber (vol.%) | Slump-Flow (mm) |
|---|---|---|
| ASFC100 | 1.00 | 710 |
| ASFC125 | 1.25 | 770 |
| ASFC150 | 1.50 | 730 |
| ASFC200 | 2.00 | 540 |
| Mixture ID | Fiber Contents (vol.%) | Compressive Strength (MPa) |
|---|---|---|
| ASFC000 | 0.00 | 30.95 ± 1.76 |
| ASFC100 | 1.00 | 34.25 ± 2.73 |
| ASFC125 | 1.25 | 35.50 ± 1.78 |
| ASFC150 | 1.50 | 33.70 ± 2.14 |
| ASFC200 | 2.00 | 32.60 ± 4.42 |
| Mixture ID | First Cracking Stress (MPa) | Tensile Stress (MPa) | Tensile Strain (%) | Stress Performance Index |
|---|---|---|---|---|
| ASFC000 | 2.06 ± 0.11 | 2.06 ± 0.11 | 0.02 ± 0.01 | - |
| ASFC100 | 2.27 ± 0.24 | 2.90 ± 0.16 | 2.71 ± 0.40 | 1.28 |
| ASFC125 | 2.60 ± 0.19 | 3.43 ± 0.40 | 3.89 ± 1.86 | 1.32 |
| ASFC150 | 2.76 ± 0.26 | 3.80 ± 0.46 | 4.93 ± 1.32 | 1.38 |
| ASFC200 | 3.86 ± 0.52 | 4.88 ± 0.16 | 4.68 ± 0.35 | 1.26 |
| Mixture ID | Flexural Stress (MPa) | Displacement (mm) |
|---|---|---|
| ASFC000 | 5.58 ± 0.45 | 1.04 ± 0.04 |
| ASFC100 | 8.11 ± 0.51 | 47.97 ± 2.30 |
| ASFC125 | 8.48 ± 0.34 | 56.45 ± 9.71 |
| ASFC150 | 10.22 ± 0.76 | 65.51 ± 9.50 |
| ASFC200 | 12.29 ± 1.55 | 72.25 ± 8.24 |
| Mixture ID | Shear Strength (MPa) |
|---|---|
| ASFC000 | 3.57 ± 0.06 |
| ASFC100 | 5.01 ± 0.36 |
| ASFC125 | 5.75 ± 0.52 |
| ASFC150 | 6.26 ± 0.73 |
| ASFC200 | 7.04 ± 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lim, H.-J.; Cho, C.-G.; You, J.-Y.; Jeong, J.-J. Mechanical Properties of Alkali-Activated Slag Fiber Composites Varying with Fiber Volume Fractions. Materials 2022, 15, 6444. https://doi.org/10.3390/ma15186444
Lim H-J, Cho C-G, You J-Y, Jeong J-J. Mechanical Properties of Alkali-Activated Slag Fiber Composites Varying with Fiber Volume Fractions. Materials. 2022; 15(18):6444. https://doi.org/10.3390/ma15186444
Chicago/Turabian StyleLim, Hyeon-Jin, Chang-Geun Cho, Jang-Yeol You, and Jong-Jin Jeong. 2022. "Mechanical Properties of Alkali-Activated Slag Fiber Composites Varying with Fiber Volume Fractions" Materials 15, no. 18: 6444. https://doi.org/10.3390/ma15186444
APA StyleLim, H. -J., Cho, C. -G., You, J. -Y., & Jeong, J. -J. (2022). Mechanical Properties of Alkali-Activated Slag Fiber Composites Varying with Fiber Volume Fractions. Materials, 15(18), 6444. https://doi.org/10.3390/ma15186444