

The Effect of Micro-Alloying and Surface Finishes on the Thermal Cycling Reliability of Doped SAC Solder Alloys

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Setup, Equipment, and Procedure
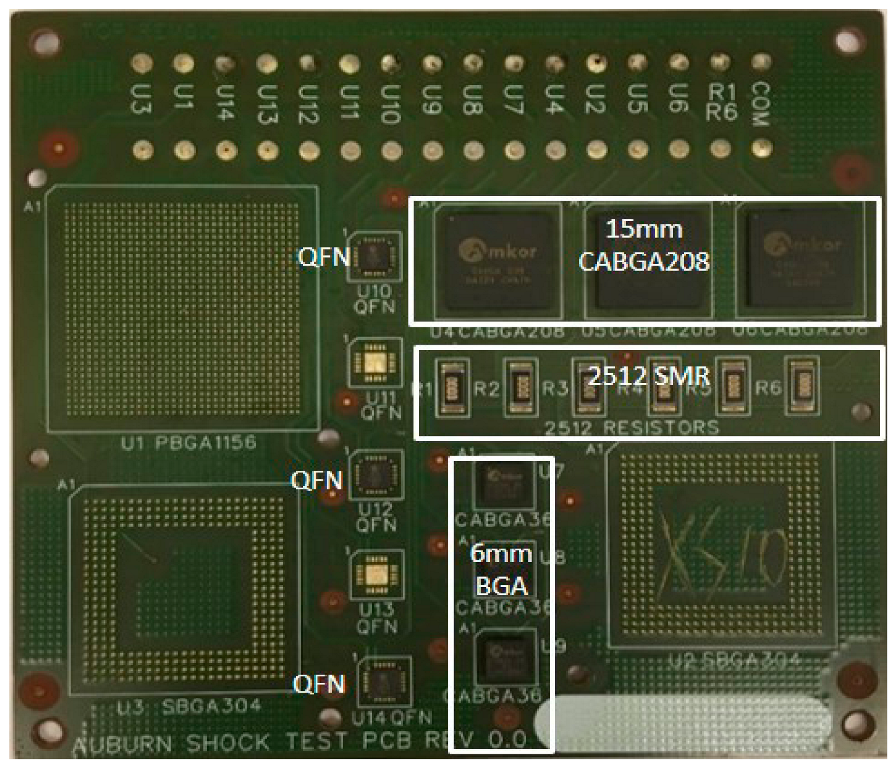
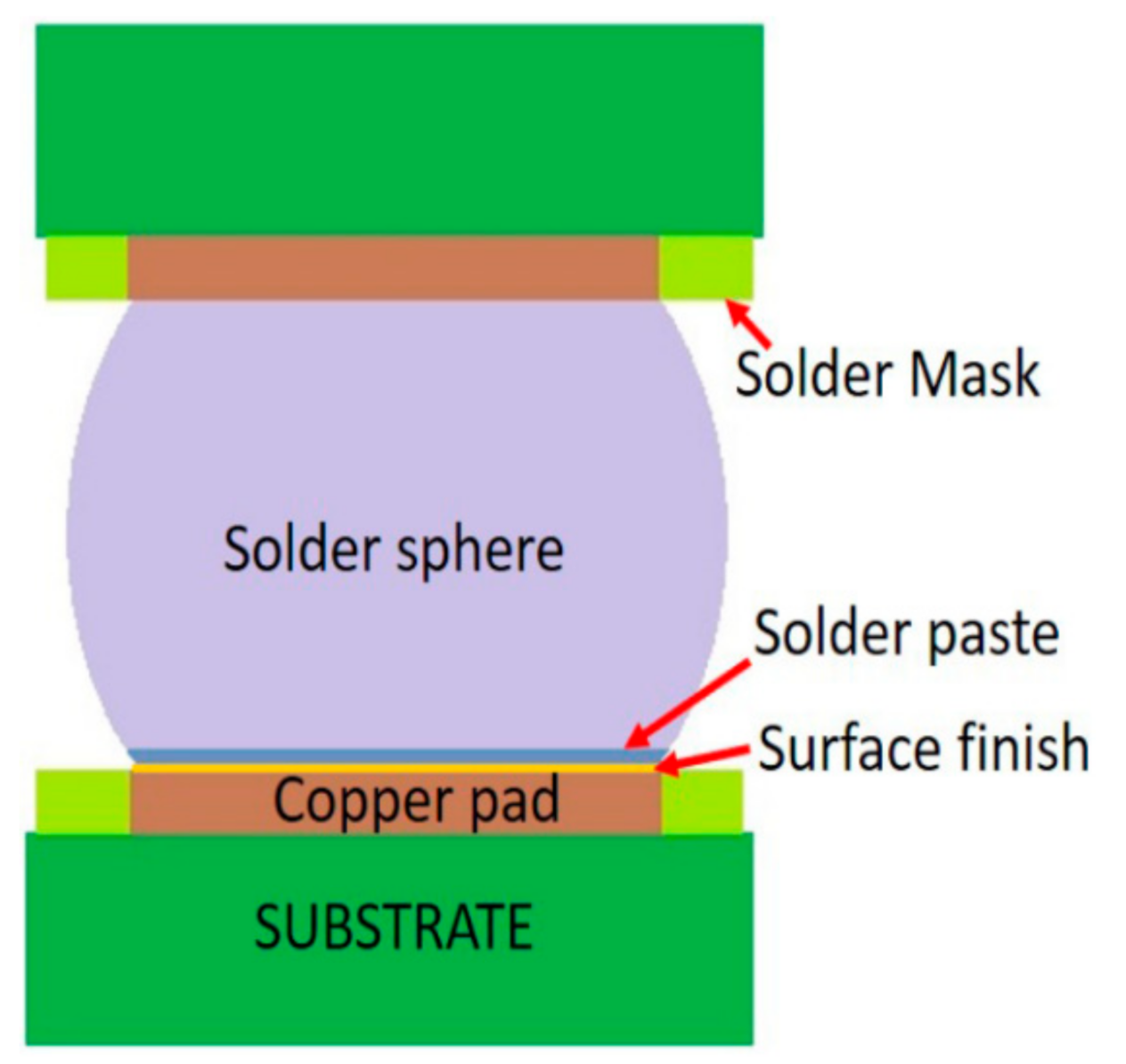
2.1. Test Samples and Preparation
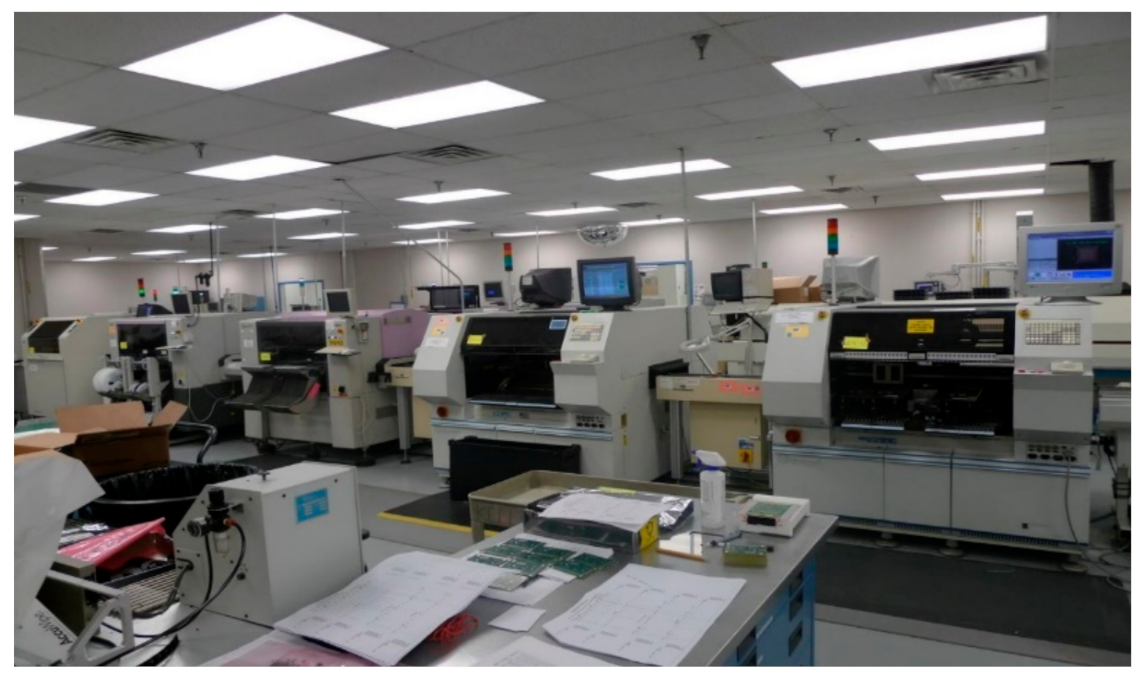
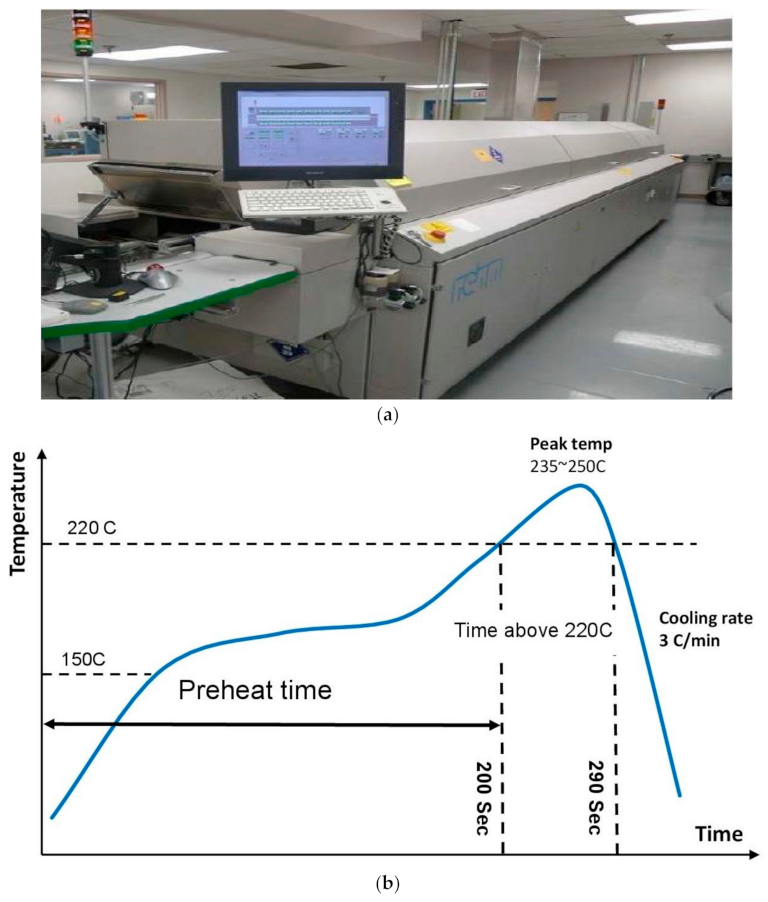
2.2. Surface Mount Technology (SMT) Assembly
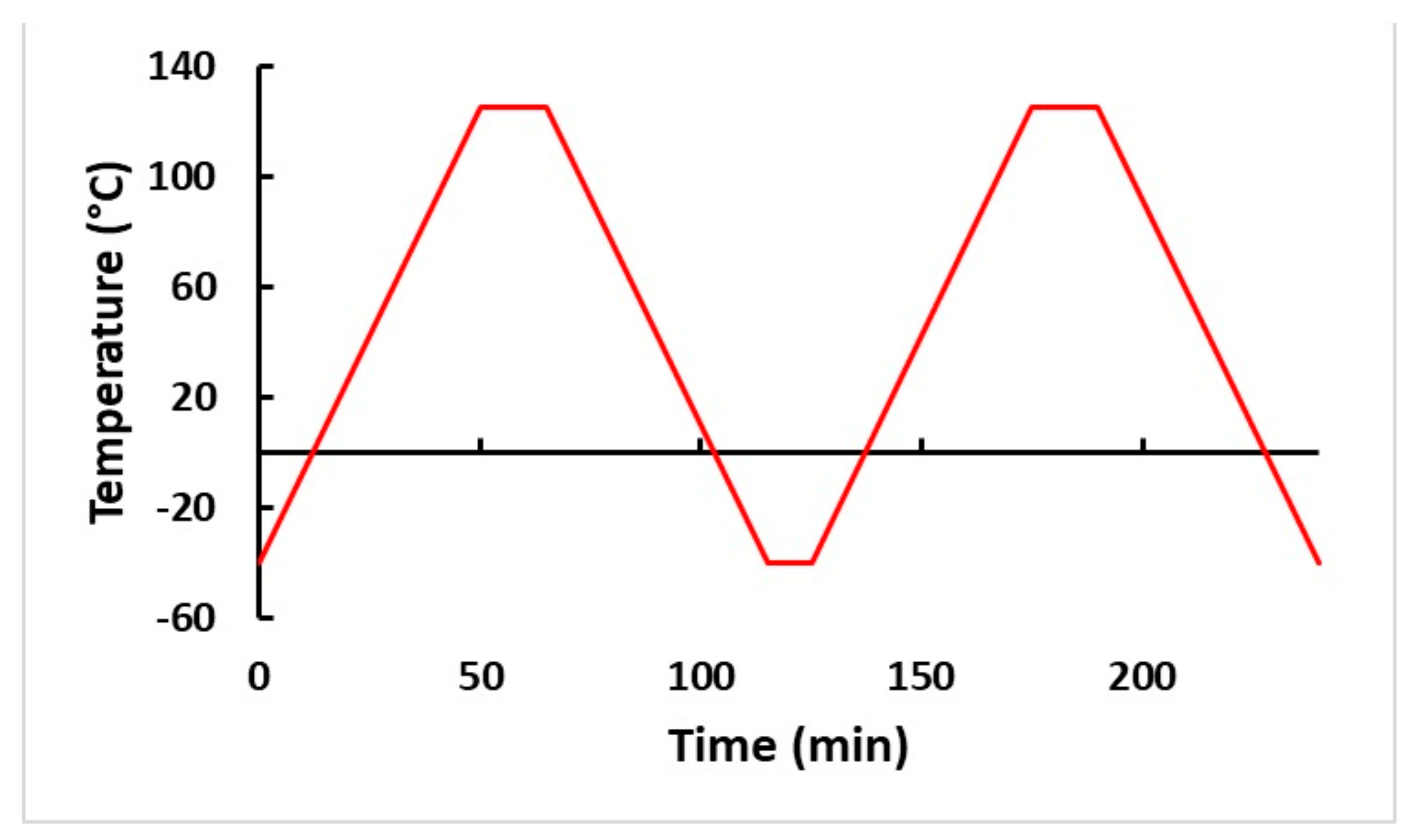
2.3. Isothermal Aging and Thermal Cycling
2.4. Data Acquisition System
2.5. Microstructure Analysis
3. Results and Discussion
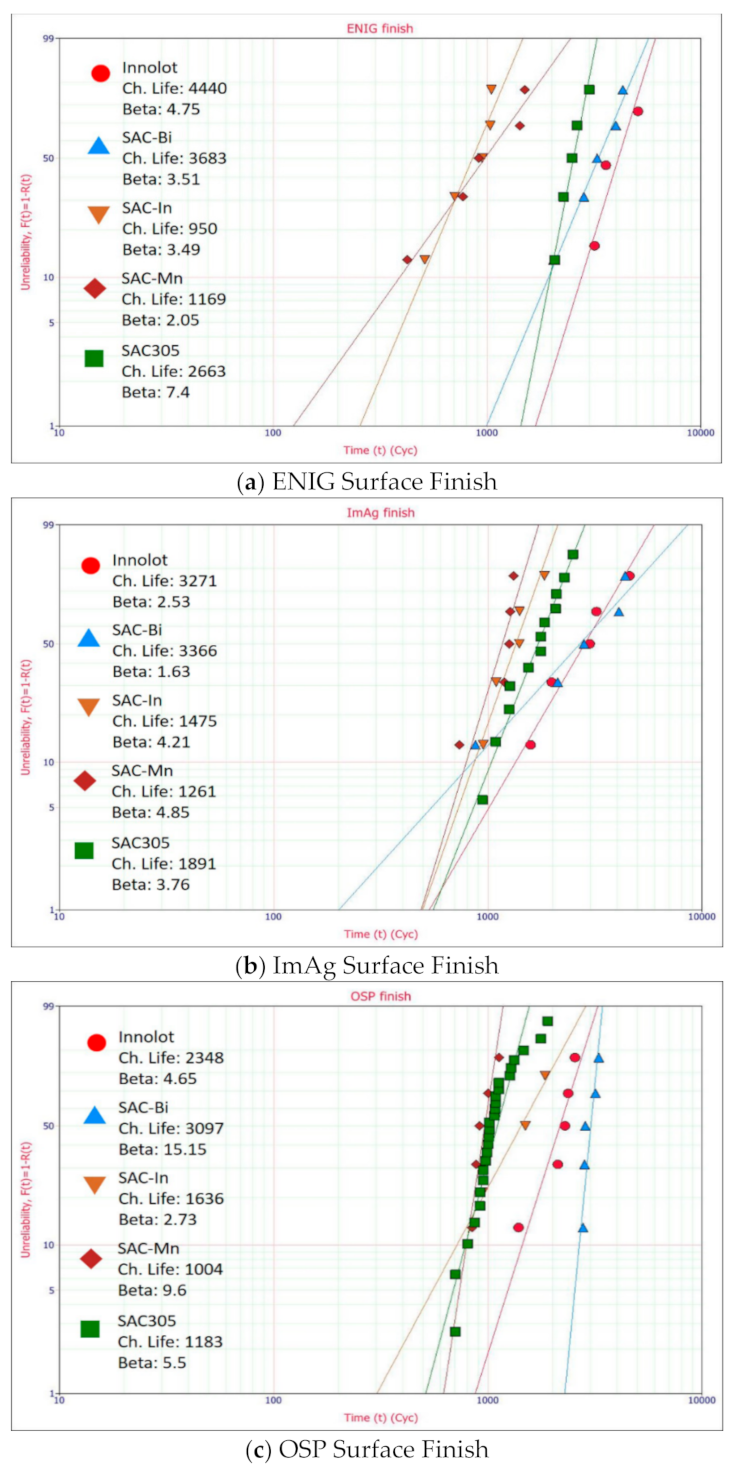
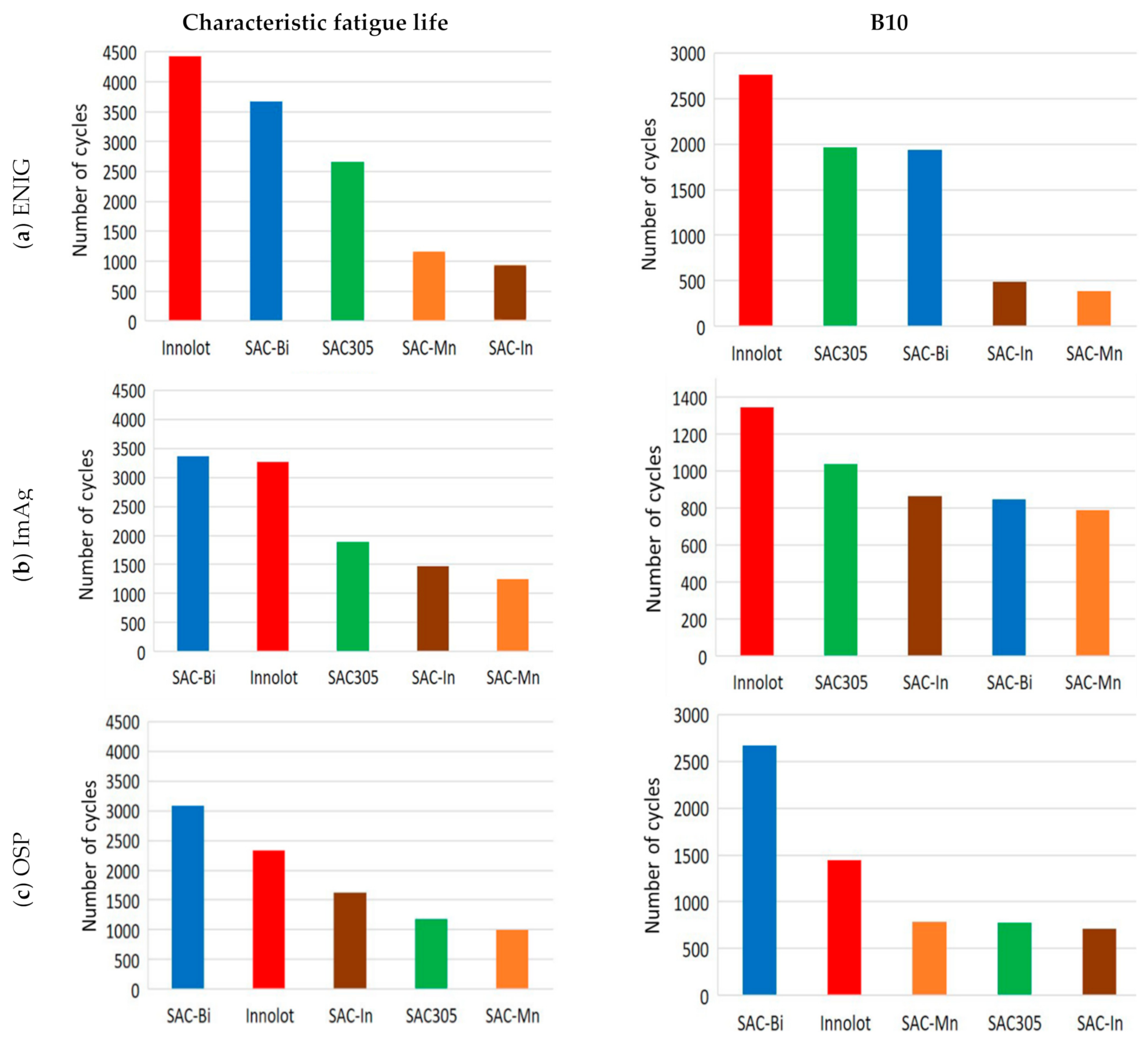
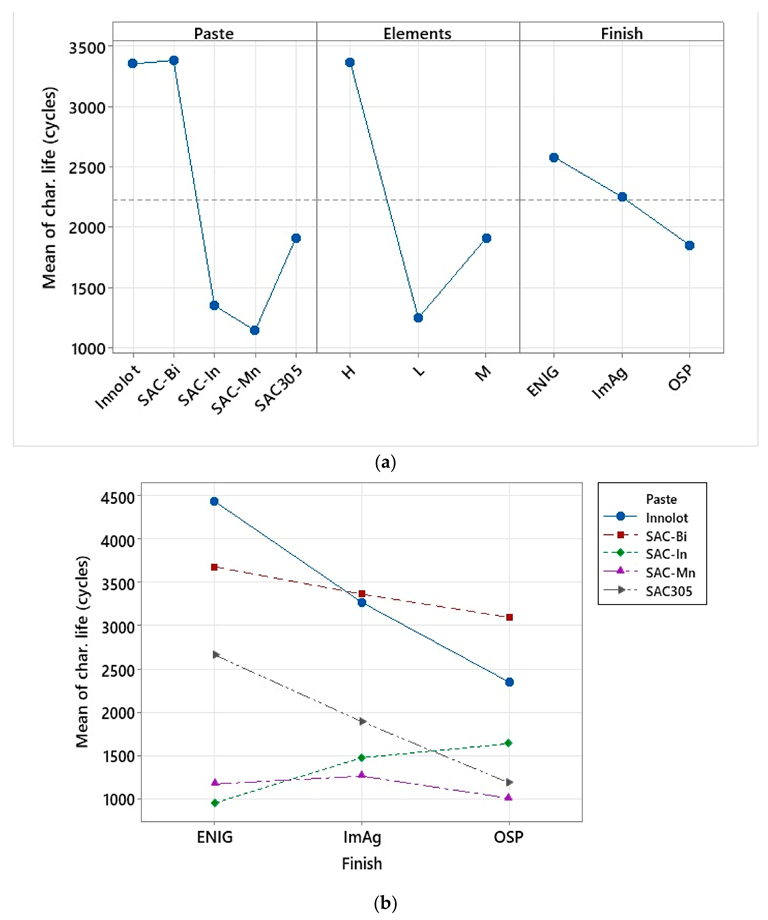
3.1. Weibull Analysis for Different Surface Finishes
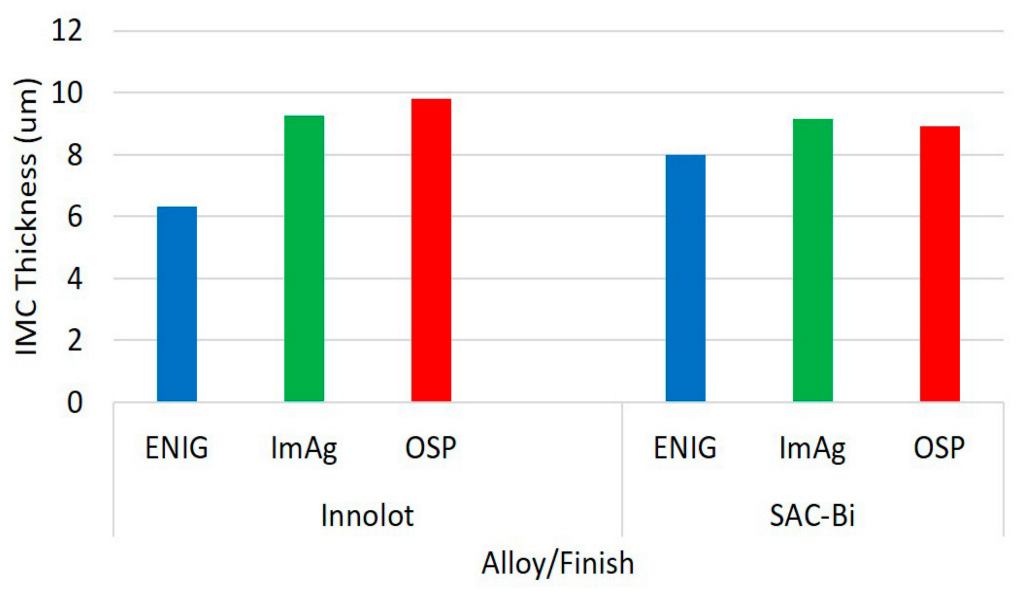
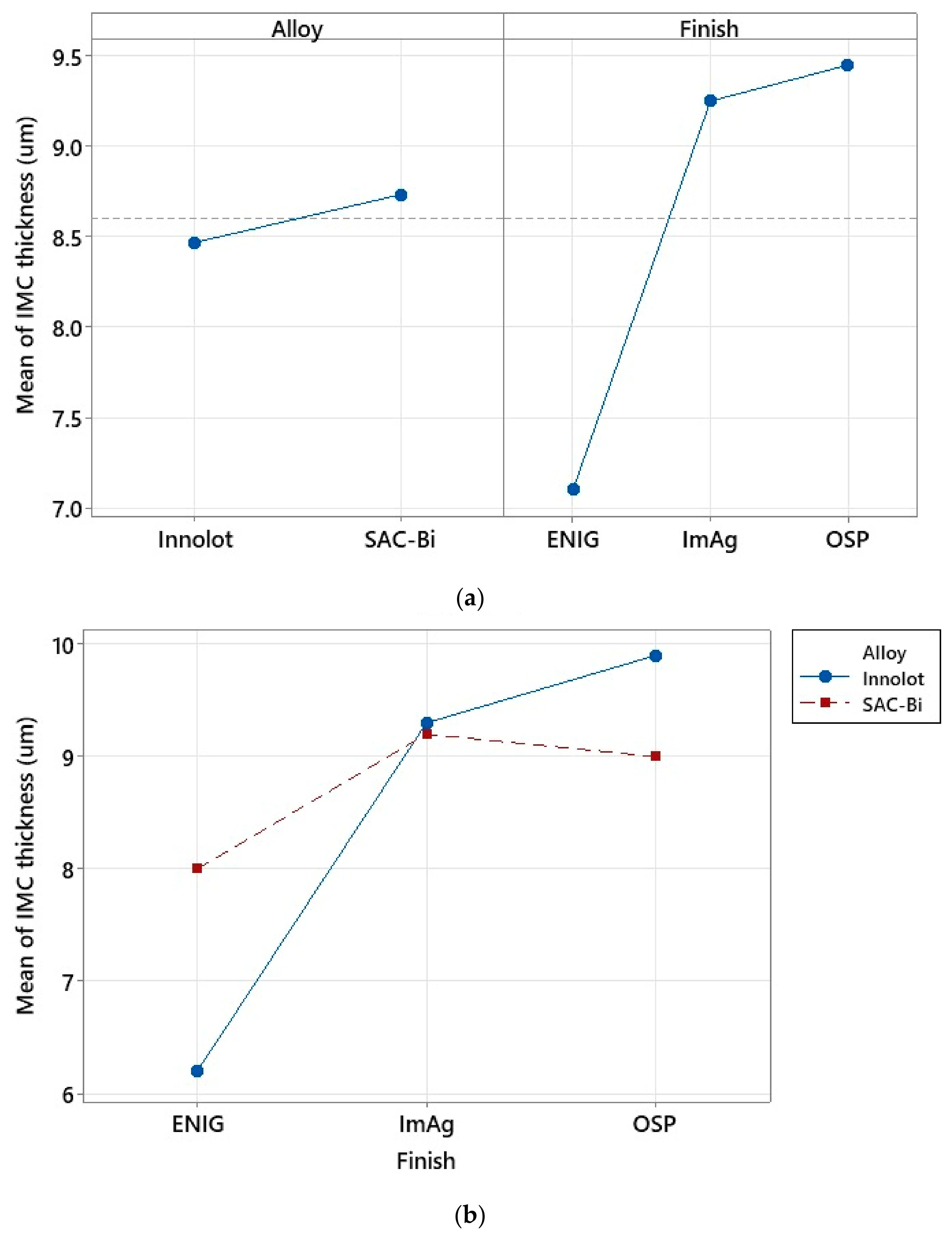
3.2. ANOVA Analysis for IMC Growth
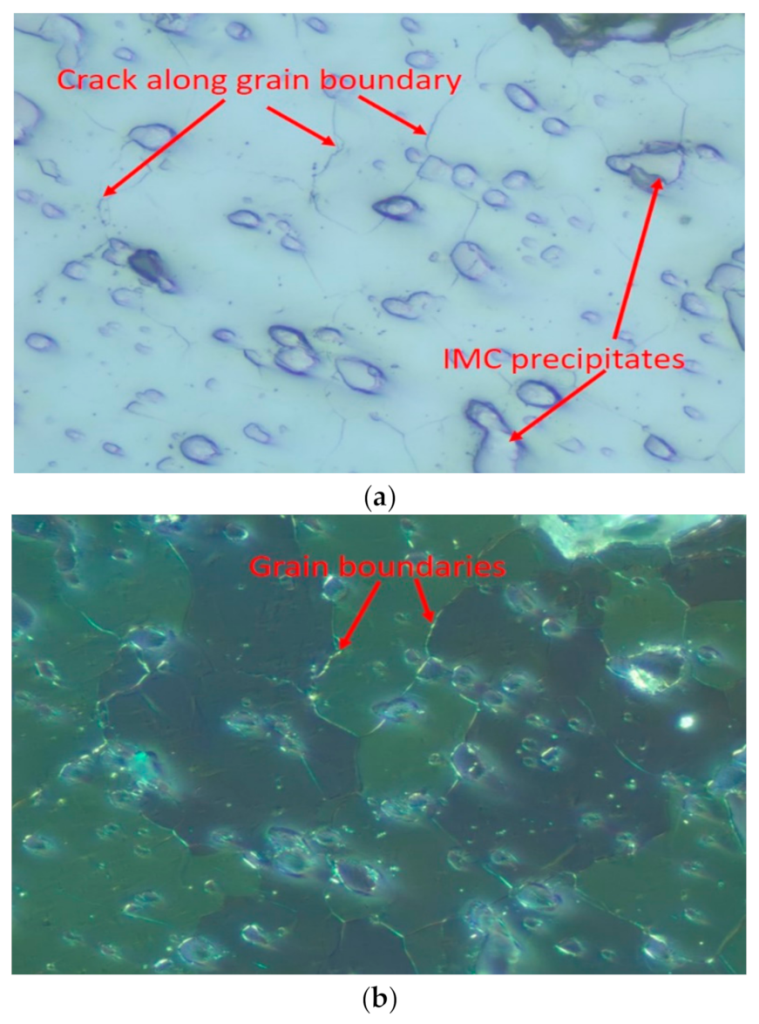
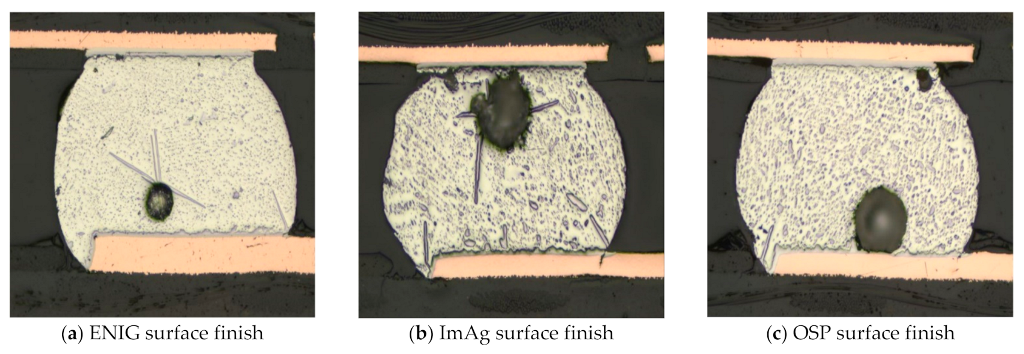
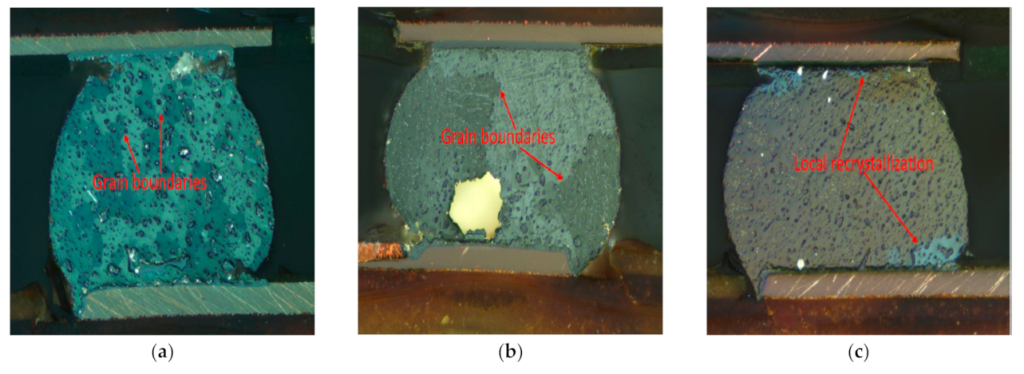
3.3. Recrystallization and Microstructure Comparison
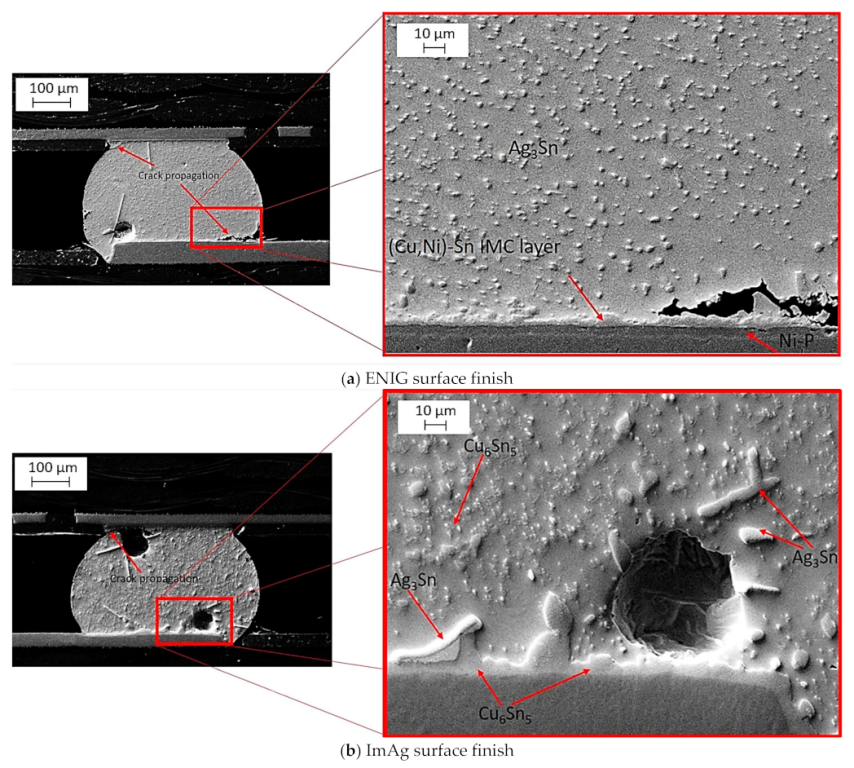
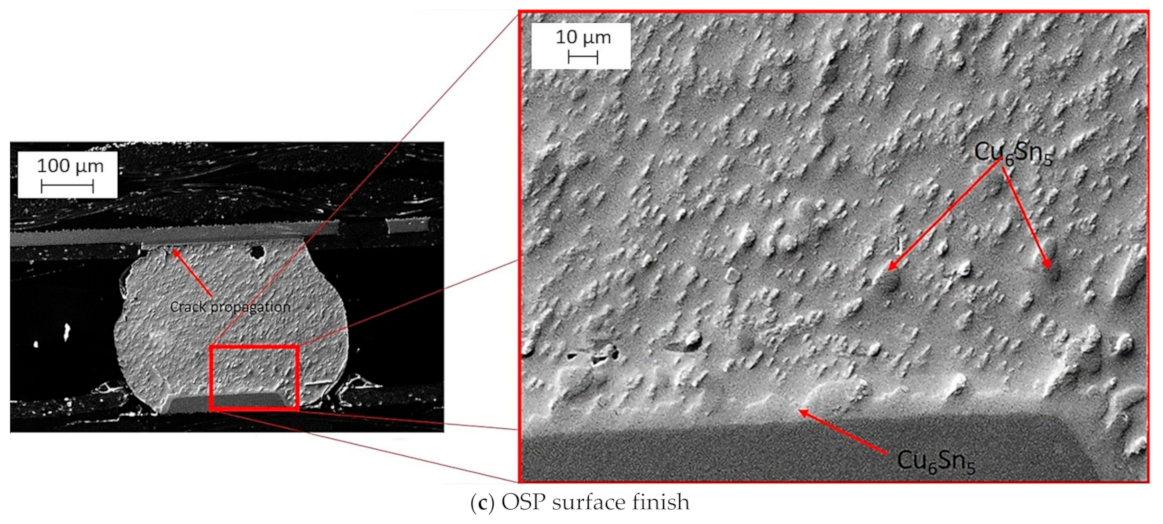
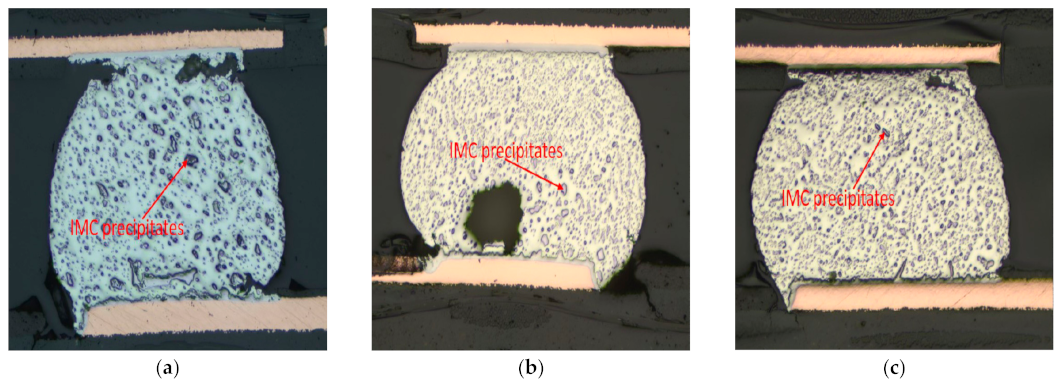
3.4. IMC Morphology Characterization at Different Surface Finishes
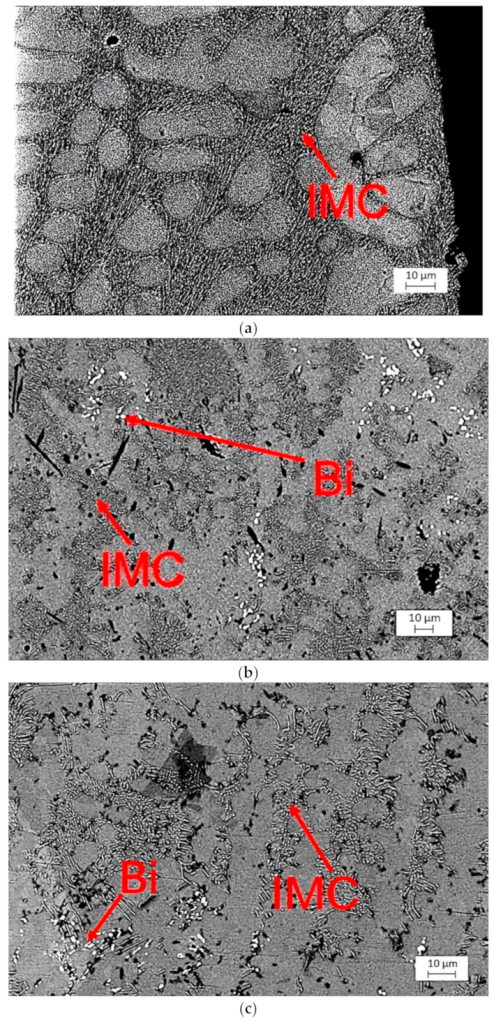
3.5. SEM Image of SAC-Bi under Different Surface Finishes
4. Conclusion
- The surface finish has a substantial influence on the reliability of components. The ENIG surface finish was the most reliable, followed by that of ImAg and OSP.
- The ENIG surface finish was associated with the least thick IMC layer due to the additional Ni layer. For Innolot solder, the OSP surface finish was 40% thicker than the ENIG surface finish. However, SAC-Bi alloys ENIG surface finish was 10% thinner than the OSP surface finish.
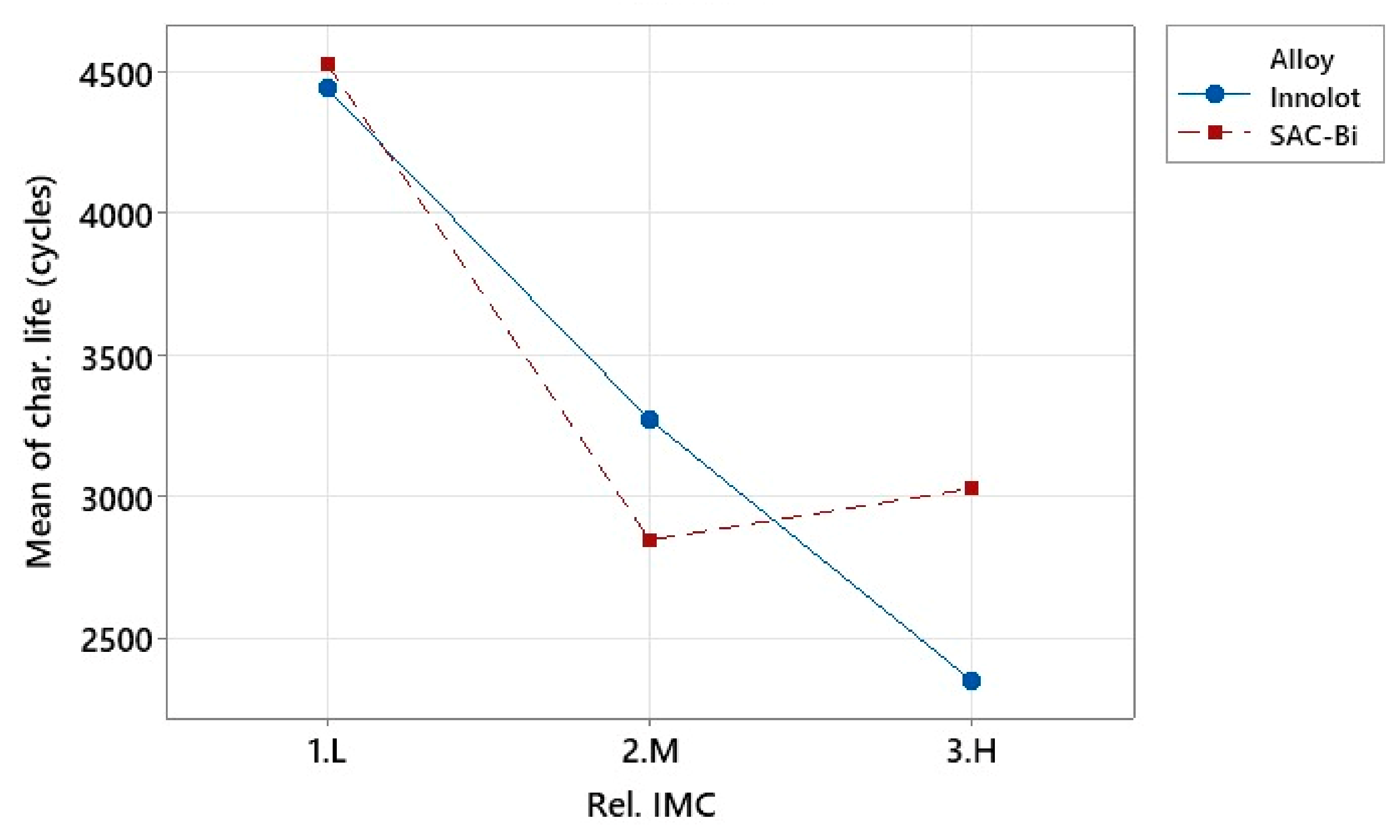
- Innolot, including Bi, Sb, and Ni, with ENIG surface finish, exhibited the highest thermal cycling reliability with a characteristic life of 4440 cycles, followed by SAC-Bi with a fatigue life of 3683 cycles. Accordingly, SAC-Bi had more early failures than Innolot.
- SAC-Mn and SAC-In behaved better with OSP than with ENIG compared to the other tested alloys.
- The joints with ENIG had a finer microstructure, as the finish prevented the diffusion of Cu from the pads due to the presence of Ni barrier between the Cu pad and the IMC layer.
- Higher reliability was associated with alloys with more micro-alloyed elements (Bi, Sb, Ni) due to the strengthening and hardening effect of Bi and the Sb in the solid solution.
- Crack propagation occurred along the grain boundaries formed by re-crystallization in regions of high plastic deformation due to accumulated strains at the interface and repeated exposure to elevated temperatures during accelerated temperature cycling (ATC).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclatures
| Ag | Silver |
| ANOVA | Analysis of variance |
| ATC | Accelerated temperature cycling |
| BGA | Ball grid array |
| Bi | Bismuth |
| CABGA | Chip array ball grid array |
| Co | Cobalt |
| Cu | Copper |
| DOE | Design of experiment |
| ENIG | Electroless nickel-immersion silver |
| ImAg | Immersion silver |
| Fe | Iron |
| I/O | Input/output |
| IMC | Intermetallic compound |
| In | indium |
| Ni | Nickel |
| NSMD | Non-solder mask defined |
| OSP | Organic solderability preservative |
| Pb | Lead |
| PCB | Printed circuit board |
| RBS | Backscattering spectroscopy |
| SAC | SnAgCu |
| Sb | Antimony |
| SEM | Scanning electron microscopy |
| SF | Surface finish |
| SMOBC | Solder mask over bare copper |
| SMT | Surface mount technology |
| Sn | Tin |
| UAH | University of Alabama in Huntsville |
| β | Shape parameter in Weibull distribution |
| θ | Scale parameter in Weibull distribution |
References
- Cheng, S.; Huang, C.-M.; Pecht, M. A Review of Lead-Free Solders for Electronics Applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Wei, X.; Belhadi, M.; Hamasha, S.; Alahmer, A.; Zhao, R.; Prorok, B.; Sakib, N. Shear and Fatigue Properties of Lead-Free Solder Joints: Modeling and Microstructure Analysis. J. Electron. Packag. 2022. [Google Scholar] [CrossRef]
- Xiong, M.-Y.; Zhang, L. Interface Reaction and Intermetallic Compound Growth Behavior of Sn-Ag-Cu Lead-Free Solder Joints on Different Substrates in Electronic Packaging. J. Mater. Sci. 2019, 54, 1741–1768. [Google Scholar] [CrossRef]
- Jian, M.; Vyas, P.P.; Wei, X.; Belhadi, M.E.A.; Suhling, J.; Lall, P. Fatigue Performance of Aged SAC-Bi Solder Joint under Varying Stress Cycling. In Proceedings of the 2021 20th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (iTherm), San Diego, CA, USA, 1–4 June 2021; IEEE: New York, NY, USA, 2021; pp. 991–998. [Google Scholar]
- Zeng, G.; Xue, S.; Zhang, L.; Gao, L. Recent Advances on Sn–Cu Solders with Alloying Elements. J. Mater. Sci. Mater. Electron. 2011, 22, 565–578. [Google Scholar] [CrossRef]
- Su, S.; Fu, N.; John Akkara, F.; Hamasha, S. Effect of Long-Term Room Temperature Aging on the Fatigue Properties of SnAgCu Solder Joint. J. Electron. Packag. 2018, 140, 031005. [Google Scholar] [CrossRef]
- Xia, Z.; Chen, Z.; Shi, Y.; Mu, N.; Sun, N. Effect of Rare Earth Element Additions on the Microstructure and Mechanical Properties of Tin-Silver-Bismuth Solder. J. Electron. Mater. 2002, 31, 564–567. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L.; Li, M.-L. Microstructure and Properties of Sn-Ag and Sn-Sb Lead-Free Solders in Electronics Packaging: A Review. J. Mater. Sci. Mater. Electron. 2021, 33, 2259–2292. [Google Scholar] [CrossRef]
- Ullah, I.; Whang, A.J.-W. Development of Optical Fiber-Based Daylighting System and Its Comparison. Energies 2015, 8, 7185–7201. [Google Scholar] [CrossRef]
- Belyakov, S.A.; Arfaei, B.; Johnson, C.; Howell, K.; Coyle, R.; Gourlay, C.M. Phase Formation and Solid Solubility in High Reliability Pb-Free Solders Containing Bi, Sb or In. In Proceedings of the SMTA International, Rosemont, IL, USA, 22–26 September 2019; pp. 492–508. [Google Scholar]
- Kariya, Y.; Hosoi, T.; Terashima, S.; Tanaka, M.; Otsuka, M. Effect of Silver Content on the Shear Fatigue Properties of Sn-Ag-Cu Flip-Chip Interconnects. J. Electron. Mater. 2004, 33, 321–328. [Google Scholar] [CrossRef]
- Yongping, L.; Jinli, Y.; Jian, L.; Hanguang, F.; Baoquan, L.; Hailong, B.; Junhu, Q. The Influence of Silver Content on the Reliability of Lead-Free Solder Joints under Drop Condition. In Proceedings of the 2013 14th International Conference on Electronic Packaging Technology, Dalian, China, 11–14 August 2013; IEEE: New York, NY, USA, 2013; pp. 826–829. [Google Scholar]
- Otiaba, K.C.; Bhatti, R.S.; Ekere, N.N.; Mallik, S.; Ekpu, M. Finite Element Analysis of the Effect of Silver Content for Sn–Ag–Cu Alloy Compositions on Thermal Cycling Reliability of Solder Die Attach. Eng. Fail. Anal. 2013, 28, 192–207. [Google Scholar] [CrossRef]
- Akkara, F.J.; Zhao, C.; Athamenh, R.; Su, S.; Abueed, M.; Hamasha, S.; Suhling, J.; Lall, P. Effect of Solder Sphere Alloys and Surface Finishes on the Reliability of Lead-Free Solder Joints in Accelerated Thermal Cycling. In Proceedings of the 2018 17th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), San Diego, CA, USA, 29 May 2018–01 June 2018; IEEE: New York, NY, USA, 2018; pp. 1374–1380. [Google Scholar]
- Akkara, F.J.; Zhao, C.; Su, S.; Hamasha, S.; Suhling, J. Effects of Mixing Solder Sphere Alloys with Bismuth-Based Pastes on the Component Reliability in Harsh Thermal Cycling. In Proceedings of the SMTA International, Rosemont, IL, USA, 14–18 October 2018. [Google Scholar]
- Su, S.; Jian, M. Effects of Surface Finish on the Shear Fatigue of SAC-Based Solder Alloys. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 10, 457–466. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, Z.; Suhling, J.C.; Lall, P.; Bozack, M.J. The Effects of Aging Temperature on SAC Solder Joint Material Behavior and Reliability. In Proceedings of the 2008 58th Electronic Components and Technology Conference, Lake Buena Vista, FL, USA, 27–30 May 2008; IEEE: New York, NY, USA, 2008; pp. 99–112. [Google Scholar]
- Mattila, T.T.; Xu, H.; Ratia, O.; Paulasto-Kröckel, M. Effects of Thermal Cycling Parameters on Lifetimes and Failure Mechanism of Solder Interconnections. In Proceedings of the 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; IEEE: New York, NY, USA, 2010; pp. 581–590. [Google Scholar]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J.; Zhang, Y.; Suhling, J.C. Aging Effects on Creep Behaviors of Lead-Free Solder Joints and Reliability of Fine-Pitch Packages. In Proceedings of the Surface Mount Technology International Conference, Orlando, FL, USA, 14–18 October 2012. [Google Scholar]
- Zhang, J.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J.; Sesek, R. Impact of Isothermal Aging on the Long-Term Reliability of Fine-Pitch Ball Grid Array Packages with Different Sn-Ag-Cu Solder Joints. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1317–1328. [Google Scholar] [CrossRef]
- Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Suhling, J.C. Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Materials 2017, 10, 451. [Google Scholar] [CrossRef]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J.; Zhang, Y.; Suhling, J.C. Thermal Aging Effects on the Thermal Cycling Reliability of Lead-Free Fine Pitch Packages. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 1348–1357. [Google Scholar] [CrossRef]
- Henderson, D.W.; Woods, J.J.; Gosselin, T.A.; Bartelo, J.; King, D.E.; Korhonen, T.M.; Korhonen, M.A.; Lehman, L.P.; Cotts, E.J.; Kang, S.K.; et al. The Microstructure of Sn in Near-Eutectic Sn–Ag–Cu Alloy Solder Joints and Its Role in Thermomechanical Fatigue. J. Mater. Res. 2004, 19, 1608–1612. [Google Scholar] [CrossRef]
- Coyle, R.J.; Sweatman, K.; Arfaei, B. Thermal Fatigue Evaluation of Pb-Free Solder Joints: Results, Lessons Learned, and Future Trends. JOM 2015, 67, 2394–2415. [Google Scholar] [CrossRef]
- Akkara, F.; Abueed, M.; Rababah, M.; Zhao, C.; Su, S.; Suhling, J.; Evans, J. Effect of Surface Finish and High Bi Solder Alloy on Component Reliability in Thermal Cycling. In Proceedings of the 2018 IEEE 68th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May 2018–1 June 2018; IEEE: New York, NY, USA, 2018; pp. 2032–2040. [Google Scholar]
- Al Ahsan, M.; Hasan, S.M.K.; Fahim, A.; Suhling, J.C.; Lall, P. Effect of Different Thermal Cycling Profiles on the Mechanical Behavior of SAC305 Lead Free Solder. In Proceedings of the 2020 19th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 21–23 July 2020; IEEE: New York, NY, USA, 2020; pp. 1170–1179. [Google Scholar]
- Syed, A.; Kim, T.S.; Cho, Y.M.; Kim, C.W.; Yoo, M. Alloying Effect of Ni, Co, and Sb in SAC Solder for Improved Drop Performance of Chip Scale Packages with Cu OSP Pad Finish. In Proceedings of the 2006 8th Electronics Packaging Technology Conference, Singapore, 6–8 December 2006; IEEE: New York, NY, USA, 2006; pp. 404–411. [Google Scholar]
- Sundelin, J.J.; Nurmi, S.T.; Lepistö, T.K. Recrystallization Behaviour of SnAgCu Solder Joints. Mater. Sci. Eng. A 2008, 474, 201–207. [Google Scholar] [CrossRef]
- Akkara, F.J.; Zhao, C.; Gordon, S.; Su, S.; Abueed, M.; Suhling, J.; Lall, P. Effect of Aging on Component Reliability in Harsh Thermal Cycling. In Proceedings of the 2019 18th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 28–31 May 2019; IEEE: New York, NY, USA, 2019; pp. 717–723. [Google Scholar]
- Collins, M.N.; Punch, J.; Coyle, R. Surface Finish Effect on Reliability of SAC 305 Soldered Chip Resistors. Solder. Surf. Mt. Technol. 2012, 24, 240–248. [Google Scholar] [CrossRef]
- Mohamed el AMine, B.; Xin, W.; Palash, V.; Rong, Z.; Sa’d, H.; Haneen, A.; Jeff, S.; Pradeep, L.; Barton, C.P. Reliability and IMC Layer Evolution of Homogenous Lead-Free Solder Joints During Thermal Cycling; IPC APEX EXPO Technical Conference: San Diego, CA, USA, 2022. [Google Scholar]
- Terashima, S.; Takahama, K.; Nozaki, M.; Tanaka, M. Recrystallization of Sn Grains Due to Thermal Strain in Sn-1.2 Ag-0.5 Cu-0.05 Ni Solder. Mater. Trans. 2004, 45, 1383–1390. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Solder Alloy | Solder Paste | Surface Finish | Test Method | Remarks |
|---|---|---|---|---|---|
| Su et al. [6] | Sn-1.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-1.2Ag-0.5Cu-0.05Ni, Sn-0.3Ag-0.7Cu-0.05Ni-0.08Bi Sn-3.6Ag-0.74Cu-2.83Bi-1.48Sb-0.1Ni | N/A | OSP | Aged at 25 °C for 4 years, Shear fatigue | Aging leads to increased inelastic work per cycle and plastic strain range, thus less fatigue life. Alloys with more micro-alloying elements show the least life degradation. |
| Kariya et al. [11] | Sn-1.0Ag-0.5Cu, Sn-2.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-4.0Ag-0.5Cu | N/A | Cr/Ni/Au on aluminum elec- trodes for chip side and Ni/Au for copper traces on the substrate. | Non-aged, Shear fatigue | As the amount of Ag in the alloy increases, its strength increases, making it more brittle. |
| Yongping et al. [12] | Sn-1.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-0.3Ag-0.7Cu, | N/A | N/A | Non-aged, Drop test | The increased Ag content reduces failure resistance under drop conditions and a thicker IMC layer. |
| Otiaba et al. [13] | Sn-3.0Ag-0.5Cu, Sn-4.0Ag-0.5Cu | N/A | N/A | Non-aged, FEA thermal cycling simulation | SAC305 experienced a larger accumulated plastic work per cycle than SAC405, thus less thermal fatigue resistance. |
| Akkara et al. [14] | Sn-1.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-3.8Ag-0.7Cu-3.0Bi-1.4Sb-0.15Ni, Sn-3.8Ag-0.8Cu-3.0Bi Sn-2.5Ag-0.5Cu-2.0In-0.03Nd | 3.0Bi-1.4Sb-0.15Ni, Sn-3.8Ag-0.8Cu-3.0Bi Sn-2.5Ag-0.5Cu-2.0In-0.03Nd | OSP, ImAg, ENIG | Aged at 125°C for 12 months, Thermal cycling | The addition of Bi improves fatigue resistance and slows down the adverse effect of aging and thermal cycling. The ENIG surface finish outperformed the OSP and ImAg surface finishes in most cases. |
| Akkara et al. [15] | Sn-1.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-3.8Ag-0.7Cu-3.0Bi-1.4Sb-0.15Ni, Sn-3.8Ag-0.8Cu-3.0Bi Sn-3.4Ag-0.5Cu-3.3Bi Sn-3.0Ag-3.0Bi-0.8Cu-Ni | Sn-3.8Ag-0.7Cu-3.0Bi-1.4Sb-0.15Ni, Sn-3.8Ag-0.8Cu-3.0Bi Sn-3.4Ag-0.5Cu-3.3Bi Sn-3.0Ag-3.0Bi-0.8Cu-Ni | ImAg, OSP | Aged at 125°C for 12 months, Thermal cycling | Recrystallization and precipitate formation lead to failures. Solder spheres showed more impact on the reliability than surface finish. |
| Su et al. [16] | Sn-3.0Ag-0.5Cu, Sn-3.5Ag-0.7Cu-3.0Bi-1.5Sb-0.125Ni, Sn-3.41Ag-0.52Cu-3.3Bi Sn-0.92Cu-2.46Bi Sn-0.3Ag-0.7Cu-0.05Ni-0.08Bi | N/A | OSP, ImAg, ENIG | Non-aged, Shear fatigue | The fatigue resistance of the solder joints with OSP and ImAg surface finishes outperformed ENIG surface finish. Solder alloys with higher Ag and Bi content demonstrate better fatigue life. |
| Zhang et al. [17] | Sn-37Pb Sn-1.0Ag-0.5Cu, Sn-2.0Ag-0.5Cu, Sn-3.0Ag-0.5Cu, Sn-4.0Ag-0.5Cu | N/A | N/A | Aged at 25°C, 75°C, 100°C, and 125°C for a period time of 0, 1, 2, 3, and 4 months, Creep test | SAC alloys with lower Ag content are more sensitive to aging than SAC alloys with higher Ag content. Lowering the Ag content of a SAC alloy causes higher creep rates for all aging conditions. |
| Mattila et al. [18] | Sn-3.0Ag-0.5Cu | Sn-3.8Ag-0.5Cu | OSP | Non-aged, Thermal cycling | Recrystallization creates new grain structures, providing an easy path for cracking propagation with less energy consumption. |
| Current Study | Sn-3.0Ag-0.5Cu, Sn-3.80Ag-0.70Cu-0.15Ni-1.40Sb-3.00Bi, Sn-3.41Ag-0.52Cu-3.3Bi, Sn-2.5Ag-0.5Cu-2ln-0.03Nd, Sn-0.5Ag-1.0Cu-0.03Mn | Sn-3.0Ag-0.5Cu, Sn-3.80Ag-0.70Cu-0.15Ni-1.40Sb-3.00Bi, Sn-3.41Ag-0.52Cu-3.3Bi, Sn-2.5Ag-0.5Cu-2ln-0.03Nd, Sn-0.5Ag-1.0Cu-0.03Mn | ENIG, ImAg, and OSP | Aged at 125°C for 12 months, Thermal cycling | ENIG surface finish was the most reliable, followed by ImAg and OSP. Innolot, including Bi, Sb, and Ni, had the highest thermal cycling reliability, followed by SAC-Bi. |
| Component | Solder Paste | Label | Composition | Surface Finish |
|---|---|---|---|---|
| CABGA208 | A_Inn | Innolot | Sn-3.80Ag-0.70Cu-0.15Ni-1.40Sb-3.00Bi | ENIG ImAg OSP |
| Ac_Cyx | SAC-Bi | Sn-3.41Ag-0.52Cu-3.3Bi | ||
| Hs_HT | SAC-ln | Sn-2.5Ag-0.5Cu-2ln-0.03Nd | ||
| Ind_1 | SAC-Mn | Sn-0.5Ag-1.0Cu-0.03Mn | ||
| SAC305 | SAC305 | Sn-3.0Ag-0.5Cu |
| Alloy | (100-Sn) % | High/Med/Low |
|---|---|---|
| Innolot | 9.05 | H |
| SAC-Bi | 7.2 | H |
| SAC-ln | 5.03 | M |
| SAC-Mn | 1.53 | L |
| SAC305 | 3.5 | L |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akkara, F.J.; Hamasha, S.; Alahmer, A.; Evans, J.; Belhadi, M.E.A.; Wei, X. The Effect of Micro-Alloying and Surface Finishes on the Thermal Cycling Reliability of Doped SAC Solder Alloys. Materials 2022, 15, 6759. https://doi.org/10.3390/ma15196759
Akkara FJ, Hamasha S, Alahmer A, Evans J, Belhadi MEA, Wei X. The Effect of Micro-Alloying and Surface Finishes on the Thermal Cycling Reliability of Doped SAC Solder Alloys. Materials. 2022; 15(19):6759. https://doi.org/10.3390/ma15196759
Chicago/Turabian StyleAkkara, Francy John, Sa’d Hamasha, Ali Alahmer, John Evans, Mohamed El Amine Belhadi, and Xin Wei. 2022. "The Effect of Micro-Alloying and Surface Finishes on the Thermal Cycling Reliability of Doped SAC Solder Alloys" Materials 15, no. 19: 6759. https://doi.org/10.3390/ma15196759
APA StyleAkkara, F. J., Hamasha, S., Alahmer, A., Evans, J., Belhadi, M. E. A., & Wei, X. (2022). The Effect of Micro-Alloying and Surface Finishes on the Thermal Cycling Reliability of Doped SAC Solder Alloys. Materials, 15(19), 6759. https://doi.org/10.3390/ma15196759