
Reliability Assessment of Thermocompressed Epoxy Molding Compound through Glass via Interposer Architecture by the Submodeling Simulation Approach


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
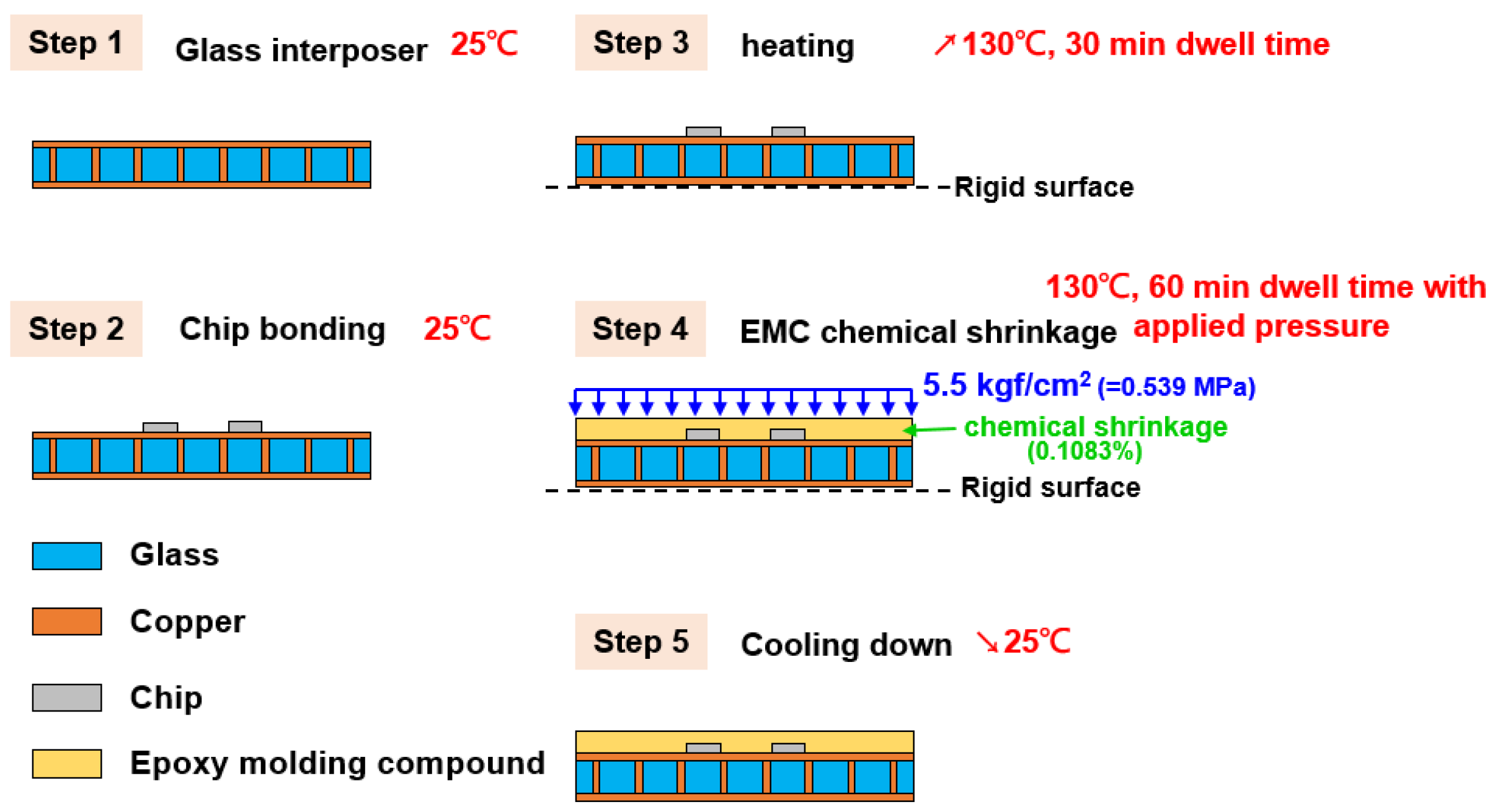
2. Structural Layout Design and Fabrication Process of Glass Interposer Architecture
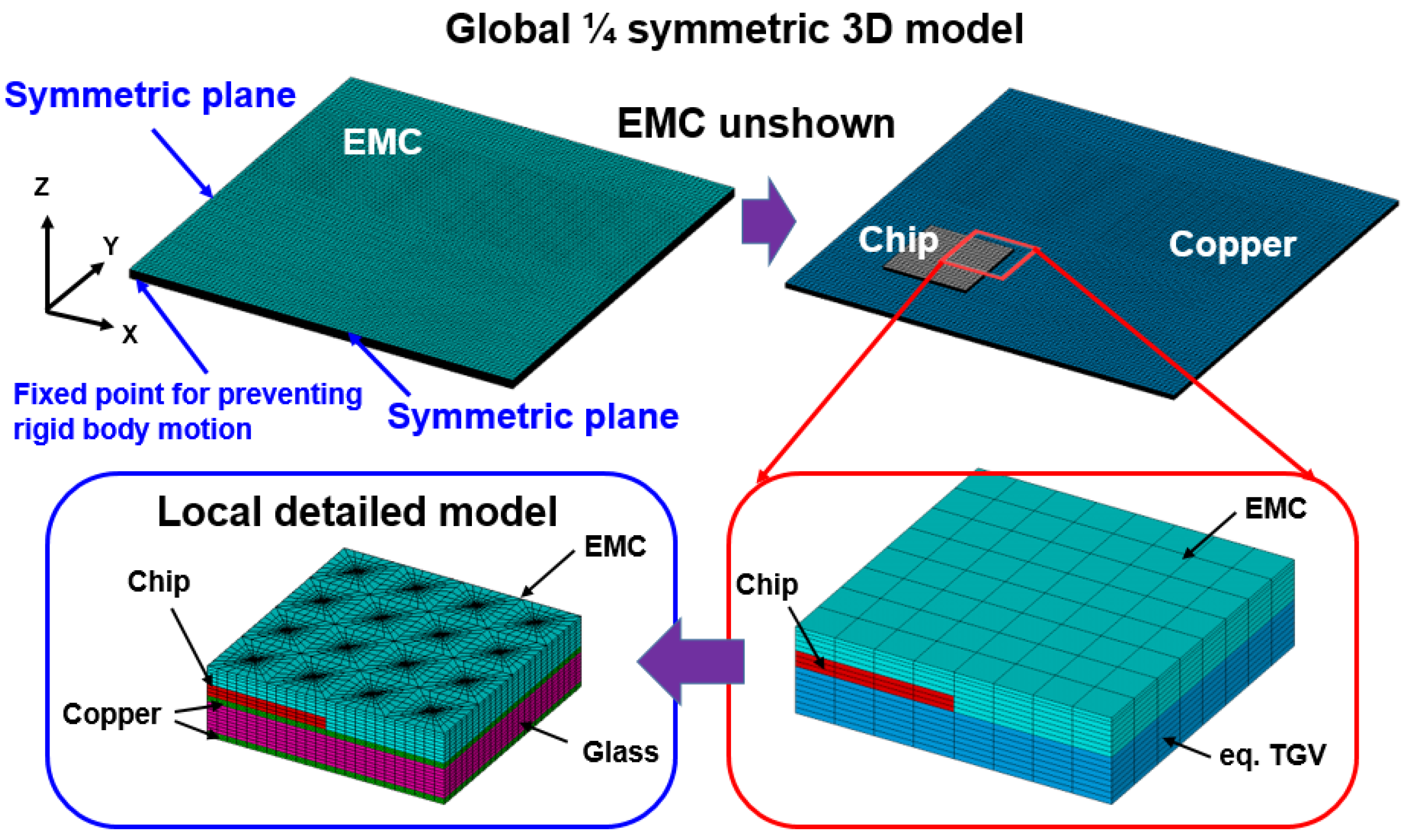
3. FEA Modeling of Global Glass Interposer Architecture and Local TGV Array Region Model Based on the Submodeling Technique
4. Results and Discussion
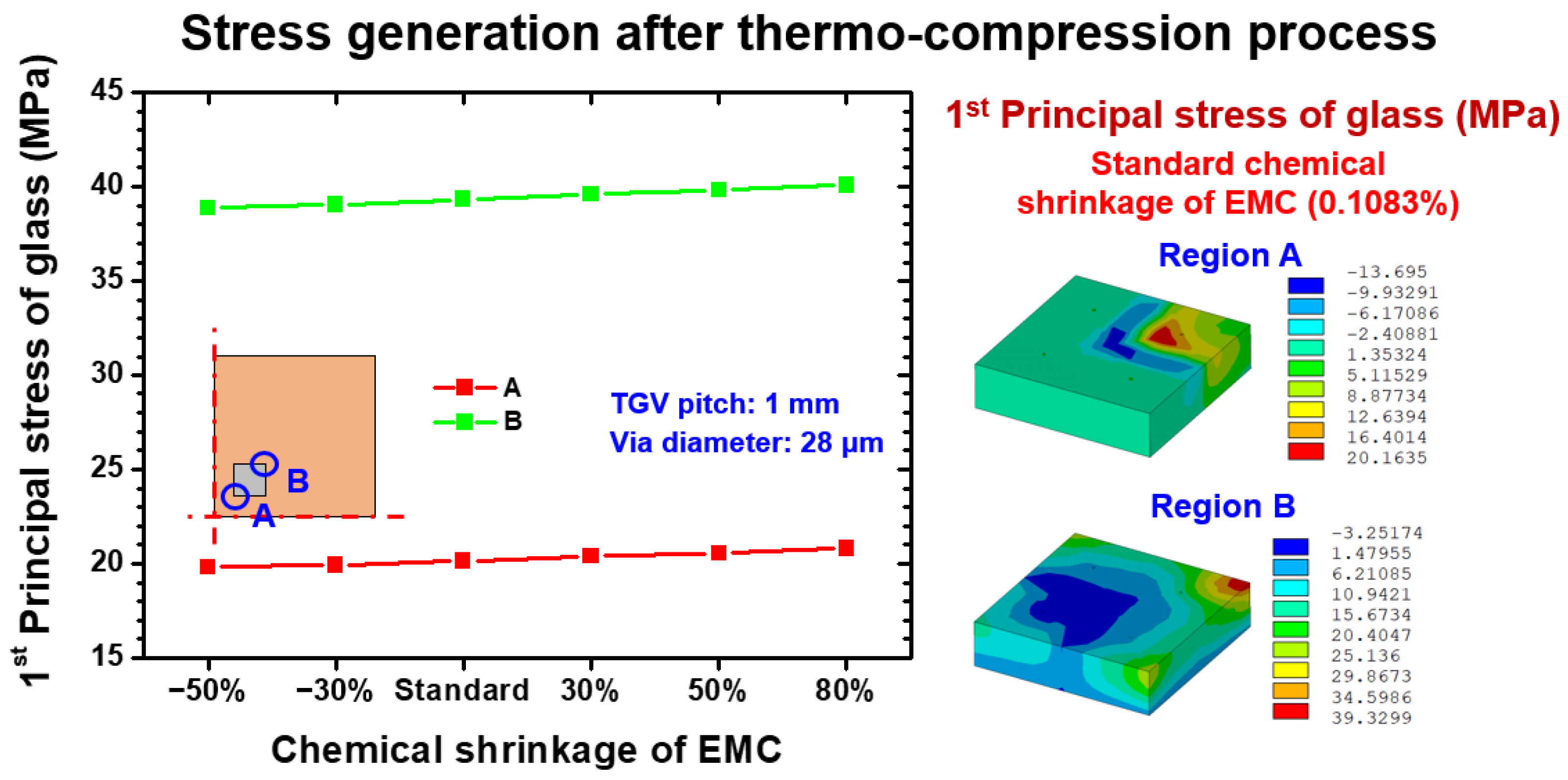
4.1. Thermocompression Process-Induced Stress Assessment of Glass with Various Chemical Shrinkage Extents
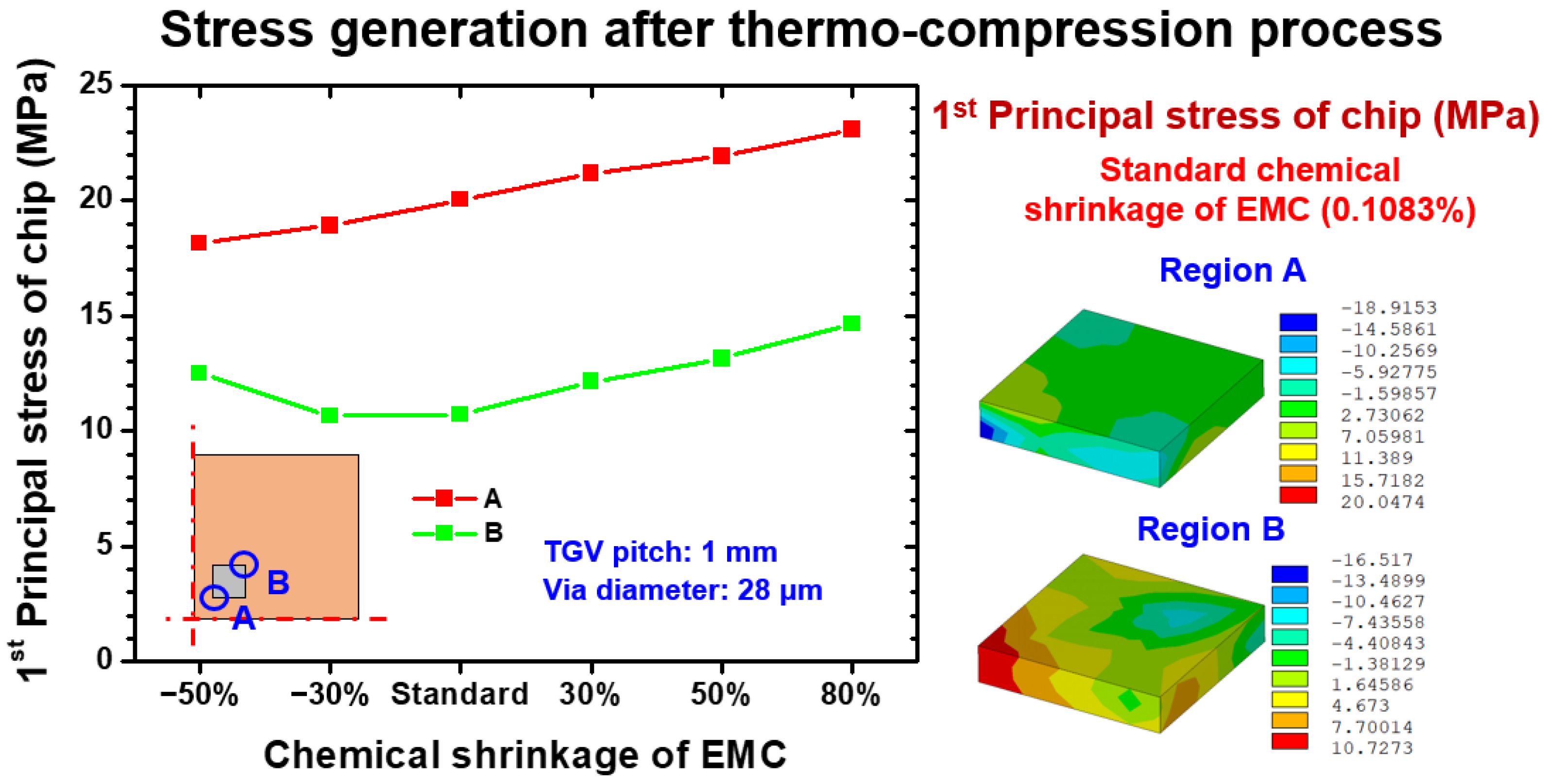
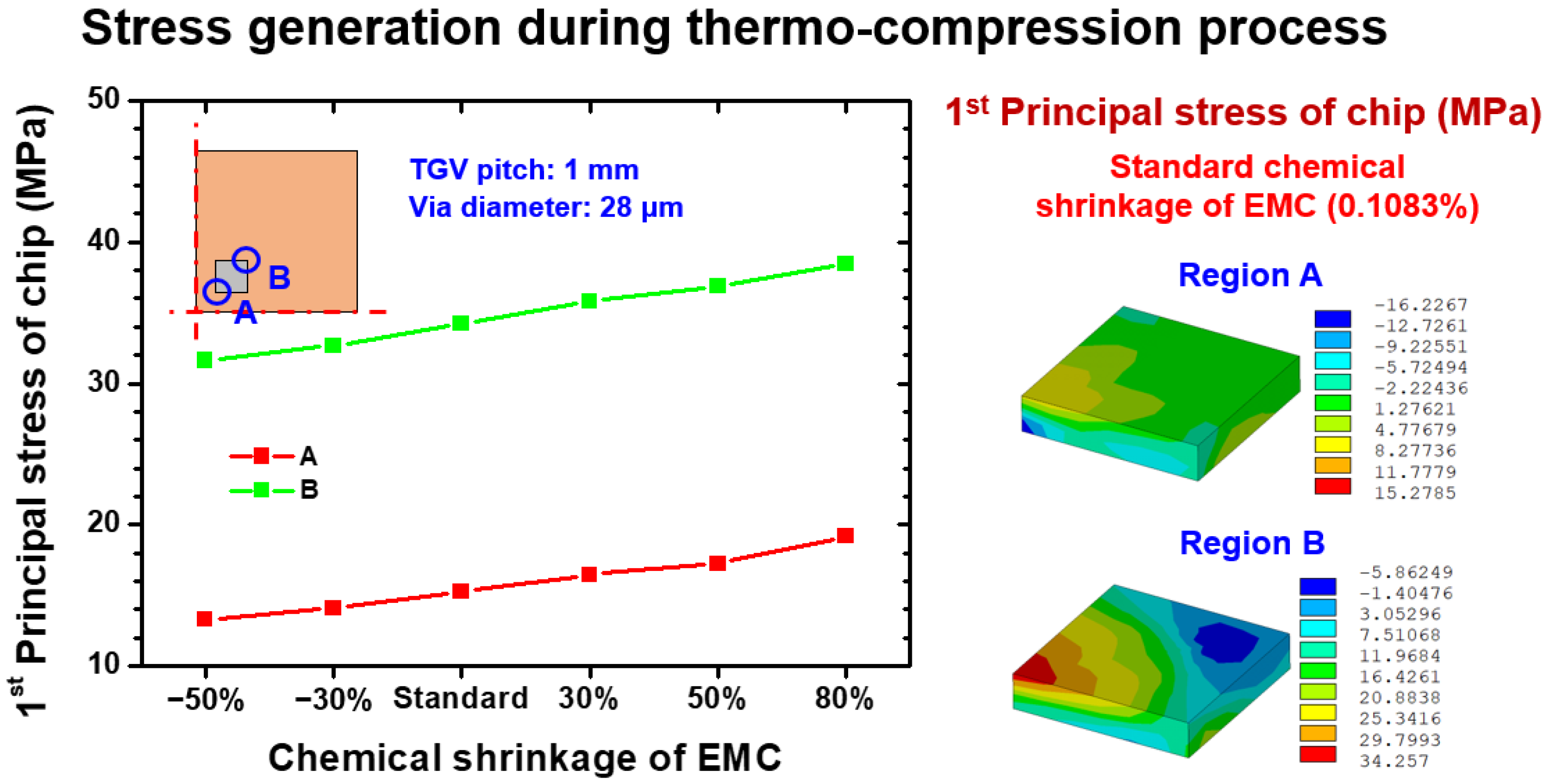
4.2. Thermocompression Process-Induced Stress Assessment of Si Chip with Various Chemical Shrinkage Extents
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Töpper, M.; Ndip, I.; Erxleben, R.; Brusberg, L.; Nissen, N.; Schröder, H.; Yamamoto, H.; Todt, G.; Reichl, H. 3-D Thin Film Interposer Based on TGV (Through Glass Vias): An Alternative to Si-Interposer. In Proceedings of the 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; pp. 66–73. [Google Scholar]
- Sukumaran, V.; Bandyopadhyay, T.; Sundaram, V.; Tummala, R. Low-Cost Thin Glass Interposers as a Superior Alternative to Silicon and Organic Interposers for Packaging of 3-D ICs. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1426–1433. [Google Scholar] [CrossRef]
- Wang, B.K.; Chen, Y.A.; Shorey, A.; Piech, G. Thin Glass Substrates Development and Integration for Through Glass Vias (TGV) With Copper (Cu) Interconnects. In Proceedings of the 2012 7th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 24–26 October 2012; pp. 247–250. [Google Scholar]
- El Amrani, A.; Benali, A. A Study of Through Package Vias in A Glass Interposer for Multifunctional and Miniaturized Systems. Microelectron. Reliab. 2014, 54, 1972–1976. [Google Scholar] [CrossRef]
- Ogutu, P.; Fey, E.; Borgesen, P.; Dimitrov, N. Hybrid Method for Metallization of Glass Interposers. J. Electrochem. Soc. 2013, 160, 3228–3236. [Google Scholar] [CrossRef]
- Zheng, L.; Zhang, Y.; Huang, G.; Bakir, M.S. Novel Electrical and Fluidic Microbumps for Silicon Interposer and 3-D ICs. IEEE Trans. Compon. Packag. Manuf. Technol. 2014, 4, 777–785. [Google Scholar] [CrossRef]
- Li, W.; Xiao, D.; Wu, X.; Hou, Z.; Chen, Z.; Wang, X.; Zhou, J. A New Fabrication Process of TGV Substrate with Silicon Vertical Feedthroughs Using Double Sided Glass in Silicon Reflow Process. J. Mater. Sci. Mater. Electron. 2017, 28, 3917–3923. [Google Scholar] [CrossRef]
- Usman, A.; Shah, E.; Satishprasad, N.B.; Chen, J.; Bohlemann, S.A.; Shami, S.H.; Eftekhar, A.A.; Adibi, A. Interposer Technologies for High-Performance Applications. IEEE Trans. Compon. Pack. Manuf. Technol. 2017, 7, 819–828. [Google Scholar] [CrossRef]
- Hu, D.C.; Hung, Y.P.; Chen, Y.H.; Tain, R.M.; Lo, W.C. Embedded Glass Interposer for Heterogeneous Multi-Chip Integration. In Proceedings of the 2015 IEEE 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 314–317. [Google Scholar]
- Tummala, R.; Nedumthakady, N.; Ravichandran, S.; DeProspo, B.; Sundaram, V. Heterogeneous and Homogeneous Package Integration Technologies at Device and System Levels. In Proceedings of the 2018 Pan Pacific Microelectronics Symposium (Pan Pacific), Big Island, HI, USA, 5–8 February 2018; pp. 1–5. [Google Scholar]
- Okoro, C.; Maurey, P.; Pollard, S. Time and Temperature Dependence of Copper Protrusion in Metallized Through-Glass Vias (TGVs) Fabricated in Fused Silica Substrate. IEEE Trans. Device Mater. Reliab. 2021, 21, 129–136. [Google Scholar] [CrossRef]
- Okoro, C.; Jayaraman, S.; Pollard, S. Understanding and Eliminating Thermo-Mechanically Induced Radial Cracks in Fully Metallized Through-Glass Via (TGV) Substrates. Microelectron. Eng. 2021, 120, 114092. [Google Scholar] [CrossRef]
- Okoro, C.; Park, A.Y.; Allowatt, T.; Pollard, S. Elimination of Thermo-Mechanically Driven Circumferential Crack Formation in Copper Through-Glass via Substrate. IEEE Trans. Device Mater. Reliab. 2021, 21, 354–360. [Google Scholar] [CrossRef]
- Pan, K.; Xu, J.; Lai, Y.; Park, S.; Okoro, C.; Joshi, D.; Pollard, S. In-Situ Temperature-Dependent Characterization of Copper through Glass Via (TGV). Microelectron. Eng. 2022, 129, 114487. [Google Scholar] [CrossRef]
- Pan, K.; Xu, J.; Park, S.; Okoro, C.; Joshi, D.; Pollard, S. Investigation of Copper and Glass Interaction in Through Glass Via (TGV) During Thermal Cycling. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 1660–1666. [Google Scholar]
- Pan, K.; Okoro, C.; Lai, Y.; Joshi, D.; Park, S.; Pollard, S. A Comparative Study of The Thermomechanical Reliability of Fully-Filled and Conformal Through-Glass Via. In Proceedings of the 2022 IEEE 72nd Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 31 May–3 June 2022; pp. 1211–1217. [Google Scholar]
- Ahmed, O.; Jalilvand, G.; Pollard, S.; Okoro, C.; Jiang, T. The Interfacial Reliability of Through-Glass Vias for 2.5D Integrated Circuits. Microelectron. Int. 2020, 37, 181–188. [Google Scholar] [CrossRef]
- Okoro, C.; Jayaraman, S.; Pollard, S. Monitoring of the Effect of Thermal Shock on Crack Growth in Copper Through-Glass Via Substrates. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 304–309. [Google Scholar]
- Benali, A.; Faqir, M.; Bouya, M.; Benabdellah, A.; Ghogho, M. Analytical and Finite Element Modeling of Through Glass Via Thermal Stress. Microelectron. Eng. 2016, 151, 12–18. [Google Scholar] [CrossRef]
- McCann, S.; Smet, V.; Sundaram, V.; Tummala, R.R.; Sitaraman, S.K. Experimental and Theoretical Assessment of Thin Glass Substrate for Low Warpage. IEEE Trans. Compon. Pack. Manuf. Technol. 2017, 7, 178–185. [Google Scholar] [CrossRef]
- Kuang, Y.; Xiao, D.; Zhou, J.; Li, W.; Hou, Z.; Chu, H.; Wu, X. Theoretical Model of Glass Reflow Process for Through Glass Via (TGV) Wafer Fabrication. J. Micromech. Microeng. 2018, 28, 095004. [Google Scholar] [CrossRef]
- Ahmed, O.; Jalilvand, G.; Okoro, C.; Pollard, S.; Jiang, T. Micro-Compression of Freestanding Electroplated Copper Through-Glass Vias. IEEE Trans. Device Mater. Reliab. 2020, 20, 199–203. [Google Scholar] [CrossRef]
- Ahmed, O.; Okoro, C.; Pollard, S.; Jiang, T. The Effect of Materials and Design on The Reliability of Through-Glass Vias for 2.5 D Integrated Circuits: A Numerical Study. J. Multidiscip. Modeling Mater. Struct. 2020, 17, 451–464. [Google Scholar] [CrossRef]
- Lee, C.K.; Wang, J.C.; Zhan, C.J.; Shen, W.W.; Fu, H.C.; Lee, Y.C.; Fan, C.W.; Chen, K.C.; Chang, H.H.; Lu, Y.J. Reliability Evaluation of Glass Interposer Module. In Proceedings of the 2016 11th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 26–28 October 2016; pp. 337–340. [Google Scholar]
- Demir, K.; Armutlulu, A.; Sundaram, V.; Raj, P.M.; Tummala, R.R. Reliability of Copper Through-Package Vias in Bare Glass Interposers. IEEE Trans. Compon. Pack. Manuf. Technol. 2017, 7, 829–837. [Google Scholar] [CrossRef]
- Lorza, R.L.; García, R.E.; Martinez, R.F.; Calvo, M.Á.M. Using Genetic Algorithms with Multi-Objective Optimization to Adjust Finite Element Models of Welded Joints. Metals 2018, 8, 230. [Google Scholar] [CrossRef] [Green Version]
- Lostado, R.; Corral, M.; Martínez, M.Á.; Villanueva Roldán, P.M. Residual Stresses with Time-Independent Cyclic Plasticity in Finite Element Analysis of Welded Joints. Metals 2017, 7, 136. [Google Scholar] [CrossRef] [Green Version]
- Íñiguez-Macedo, S.; Lostado-Lorza, R.; Escribano-García, R.; Martínez-Calvo, M. Ángeles Finite Element Model Updating Combined with Multi-Response Optimization for Hyper-Elastic Materials Characterization. Materials 2019, 12, 1019. [Google Scholar] [CrossRef] [PubMed]
- Martinez, R.F.; Lorza, R.L.; Delgado, A.A.; Pullaguari, N.O. Optimizing Presetting Attributes by Softcomputing Techniques to Improve Tapered Roller Bearings Working Conditions. Adv. Eng. Softw. 2018, 123, 13–24. [Google Scholar] [CrossRef]
- Lostado, R.; Martinez, R.F.; Mac Donald, B.J. Determination of The Contact Stresses in Double-Row Tapered Roller Bearings Using The Finite Element Method, Experimental Analysis and Analytical Models. J. Mech. Sci. Technol. 2018, 29, 4645–4656. [Google Scholar] [CrossRef]
- Illera, M.; Lostado, R.; Martinez, R.F.; Mac Donald, B.J. Characterization of Electrolytic Tinplate Materials Via Combined Finite Element and Regression Models. J. Strain Anal. Eng. Des. 2014, 49, 467–480. [Google Scholar] [CrossRef]
- Qian, L.; Xia, Y.; Shi, G.; Wang, J.; Ye, Y.; Du, S. Electrical–Thermal Characterization of Through Packaging Vias in Glass Interposer. IEEE Trans. Nanotechnol. 2017, 16, 901–908. [Google Scholar] [CrossRef]
- Wang, P.H.; Huang, Y.W.; Chiang, K.N. Reliability Evaluation of Fan-Out Type 3D Packaging-On-Packaging. Micromachines 2021, 12, 295. [Google Scholar] [CrossRef]
- Shih, M.; Chen, K.; Lee, T.; Tarng, D.; Hung, C.P. FE Simulation Model for Warpage Evaluation of Glass Interposer Substrate Packages. IEEE Trans. Compon. Pack. Manuf. Technol. 2021, 11, 690–696. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.-H.; Hsu, W.; Liou, Y.-Y.; Huang, P.-C.; Lee, C.-C. Reliability Assessment of Thermocompressed Epoxy Molding Compound through Glass via Interposer Architecture by the Submodeling Simulation Approach. Materials 2022, 15, 7357. https://doi.org/10.3390/ma15207357
Wang S-H, Hsu W, Liou Y-Y, Huang P-C, Lee C-C. Reliability Assessment of Thermocompressed Epoxy Molding Compound through Glass via Interposer Architecture by the Submodeling Simulation Approach. Materials. 2022; 15(20):7357. https://doi.org/10.3390/ma15207357
Chicago/Turabian StyleWang, Shih-Hung, Wensyang Hsu, Yan-Yu Liou, Pei-Chen Huang, and Chang-Chun Lee. 2022. "Reliability Assessment of Thermocompressed Epoxy Molding Compound through Glass via Interposer Architecture by the Submodeling Simulation Approach" Materials 15, no. 20: 7357. https://doi.org/10.3390/ma15207357
APA StyleWang, S. -H., Hsu, W., Liou, Y. -Y., Huang, P. -C., & Lee, C. -C. (2022). Reliability Assessment of Thermocompressed Epoxy Molding Compound through Glass via Interposer Architecture by the Submodeling Simulation Approach. Materials, 15(20), 7357. https://doi.org/10.3390/ma15207357