
Sequential Smoothing Treatment of Glass Workpieces Cut by Abrasive Water Jet

Abstract
:1. Introduction
2. Methodology of Experimental Studies
2.1. Main Goal
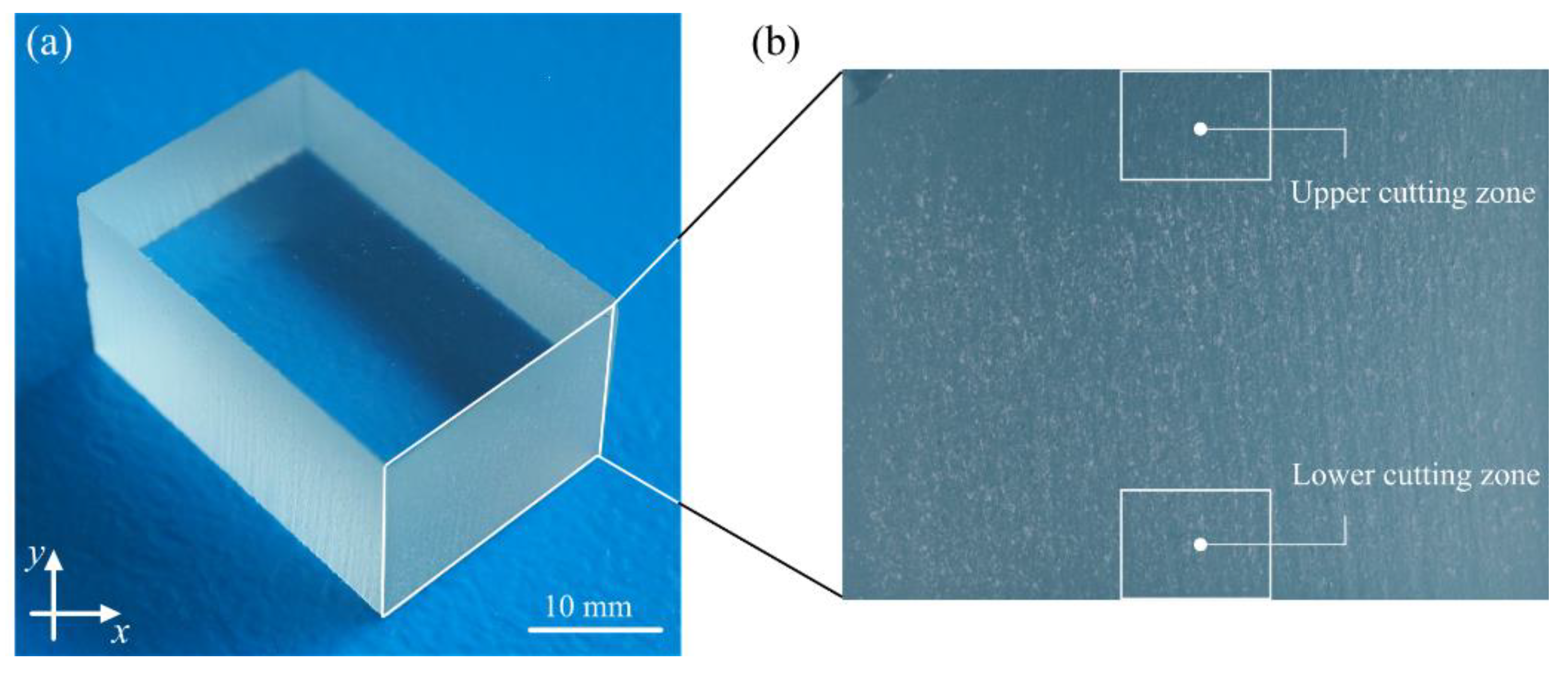
2.2. Characteristics of the Samples
2.3. Conditions and Course of the AWJ Process
2.4. Conditions and Course of Sequential Smoothing Machining
2.5. Characteristics of Measurement Systems and Course of Measurement Process
3. Results and Discussion
- The impact of the smoothing process conditions on the surface texture of glass workpieces, carried out on the basis of the calculated values of the roughness parameters (Section 3.1).
- The impact of the smoothing process conditions on the surface texture of glass workpieces using surface microtopography measured using an optical method (Section 3.2).
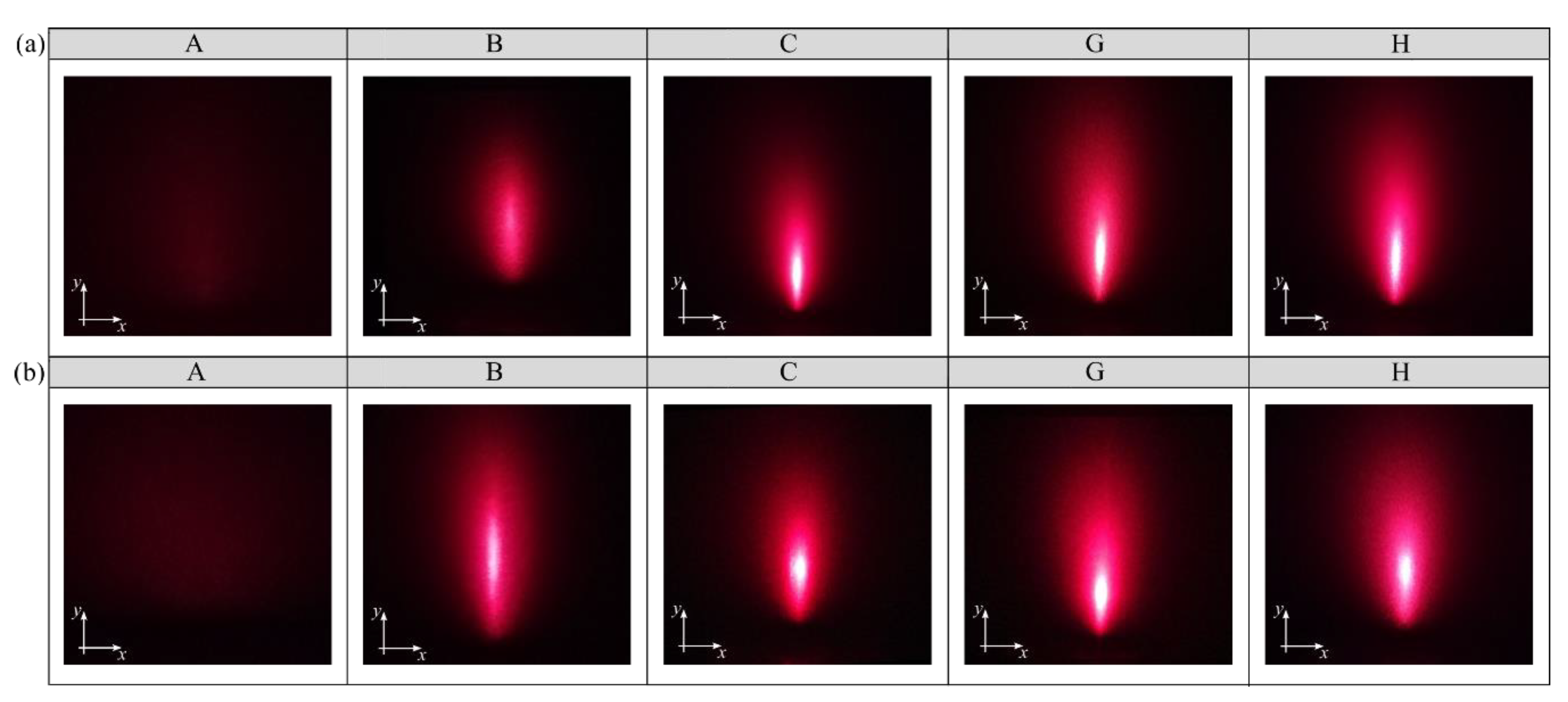
- The impact of the smoothing process conditions on the micro-roughness of the surface of the glass workpieces, carried out on the basis of an analysis of the angular distribution of the intensity of scattered light (Section 3.3).
3.1. Surface Roughness
3.2. Surface Texture
3.3. Micro-Roughness
4. Conclusions
- The three-stage treatment process with the Al2O3 800 powder resulted in the biggest decrease in the arithmetic mean deviation of the surface Sa, reaching an over 60% lower value than the initial one.
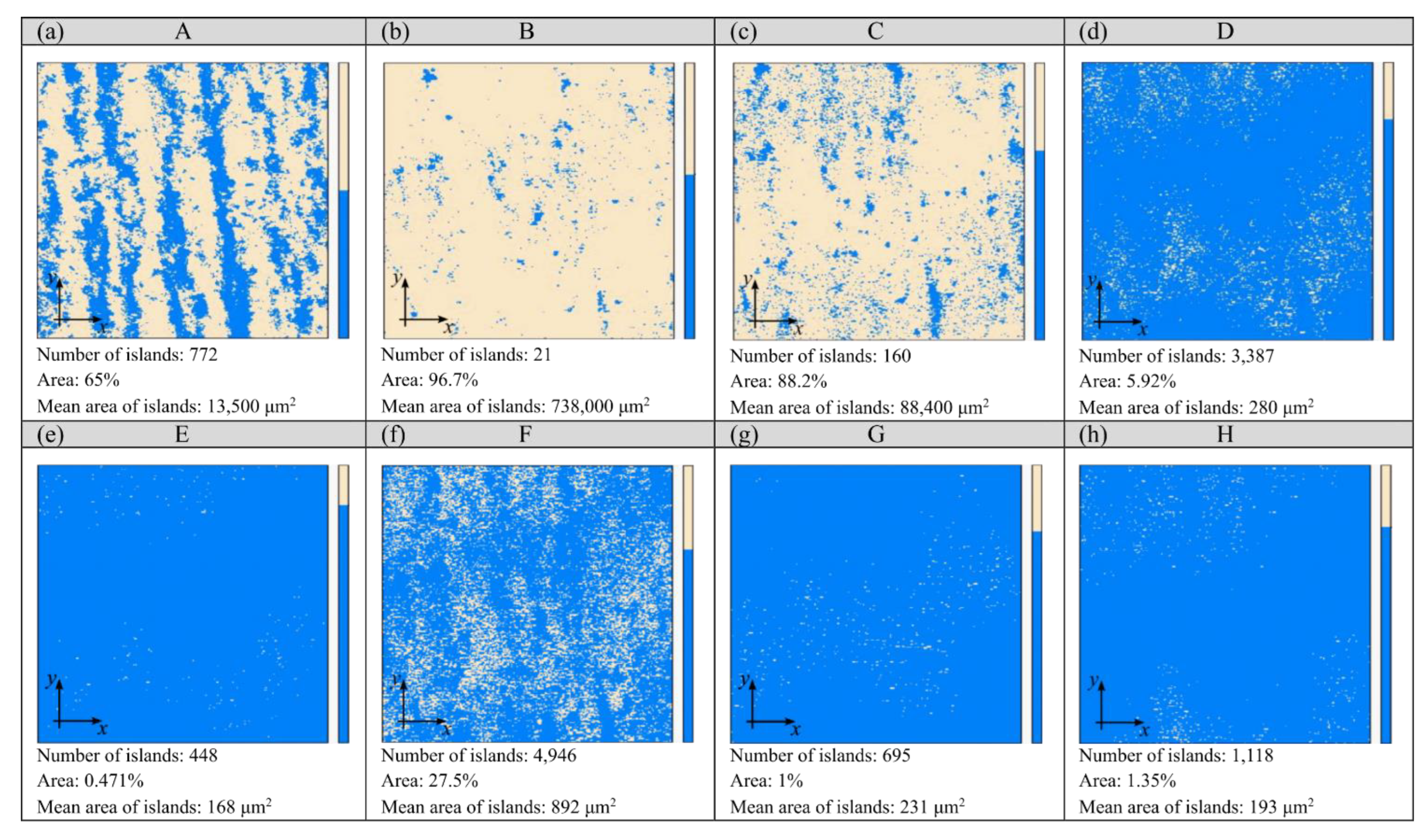
- The greatest flattening of the machining marks was obtained on the surface of the glass workpiece marked with E, which can be explained by extending the machining time to 72 h. A large number of islands with a small area fraction (0.471%) and volume fraction (0.081%) resulted in a small value of their average surface area, amounting to 168 mm2, and the smallest average island volume, amounting to 173 mm3. Similar results were obtained by analysing the values of the island parameters determined for the three- and four-stage smoothing process.
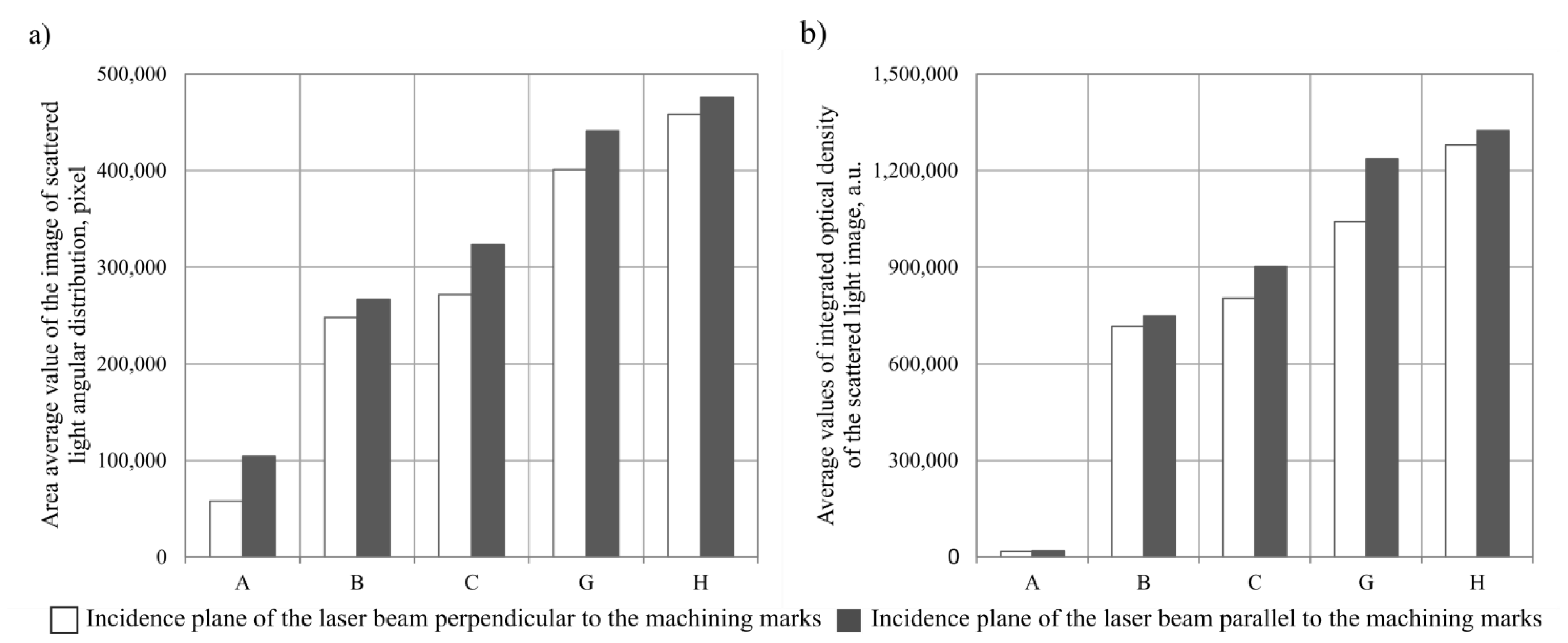
- The visual analysis of the angular scattered light intensity distribution images lead to the conclusion that the area of the scattered light image An of the G and H glass workpieces was higher (322% and 355%, respectively) in relation to the reference A glass workpiece. At the same time, a percentage increase in the values of the IΣavg parameter for these workpieces in relation to the A glass workpiece averaged 6214% and 6663%, respectively. It should therefore be assumed that the most favourable conditions for the smoothing process were established for the treatment of the G and H glass workpieces.
- Taking into account the machining time and the results obtained in the tests on the impact of the smoothing process conditions on the surface roughness, the surface texture and the micro-roughness of the surface of glass workpieces, it can be concluded that the most favourable conditions of the process are to be considered as those described in the article for the G glass workpiece.
- The experimental results presented in this paper do not exhaust all the issues related to the problem of sequential smoothing treatment, especially the aspects of the surface quality and process time. It is therefore necessary to continue research work in this field. In this situation, it seems reasonable to determine the optimum conditions of the smoothing process for other types of materials, e.g., titanium alloys and composites, which will differ from those applied to soda-lime glass.
- Reductions in machining time can be achieved by positioning the workpiece in the finishing chamber in an area coinciding with a high kinetic energy potential of the stream. Identifying this area can be achieved by measuring the force or acoustic emission signals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Llanto, J.M.; Tolouei-Rad, M.; Vafadar, A.; Aamir, M. Impacts of Traverse Speed and Material Thickness on Abrasive Waterjet Contour Cutting of Austenitic Stainless Steel AISI 304L. Appl. Sci. 2021, 11, 4925. [Google Scholar] [CrossRef]
- Krajcarz, D.; Bańkowski, D.; Młynarczyk, P. The effect of traverse speed on kerf width in AWJ cutting of ceramic tiles. Procedia Eng. 2017, 192, 469–473. [Google Scholar] [CrossRef]
- Liu, X.; Liang, Z.; Wen, G.; Yuan, X. Waterjet machining and research developments: A review. Int. J. Adv. Manuf. Technol. 2019, 102, 1257–1335. [Google Scholar] [CrossRef]
- Sureban, R.; Kulkarni, V.N.; Gaitonde, V. Modern optimization techniques for advanced machining processes–A review. Mater. Today Proc. 2019, 18, 3034–3042. [Google Scholar] [CrossRef]
- Krenicky, T.; Servatka, M.; Gaspar, S.; Mascenik, J. Abrasive Water Jet Cutting of Hardox Steels—Quality Investigation. Processes 2020, 8, 1652. [Google Scholar] [CrossRef]
- Dixit, N.; Sharma, V.; Kumar, P. Research trends in abrasive flow machining: A systematic review. J. Manuf. Processes 2021, 64, 1434–1461. [Google Scholar] [CrossRef]
- Romanowski, M.; Łukianowicz, C.; Sutowska, M.; Zawadka, W.; Pimenov, D.Y.; Nadolny, K. Assessment of the Technological Quality of X5CRNI18-10 Steel Parts after Laser and Abrasive Water Jet Cutting Using Synthetic Index of Technological Quality. Materials 2021, 14, 4801. [Google Scholar] [CrossRef]
- Li, H. Monitoring the abrasive waterjet drilling of Inconel 718 and steel: A comparative study. Int. J. Adv. Manuf. Technol. 2020, 107, 3401–3414. [Google Scholar] [CrossRef]
- Hlavacek, P.; Hloch, S.; Nag, A.; Petru, J.; Muller, M.; Hromasova, M.; Srnicek, P. Effect of rotation direction, traverse speed, and abrasive type during the hydroabrasive disintegration of a rotating Ti6Al4V workpiece. Proc. IMechE Part B J. Eng. Manuf. 2020, 235, 1–13. [Google Scholar] [CrossRef]
- Bañon, F.; Sambruno, A.; Batista, M.; Bartolome, S.; Jorge, S. Study of the surface quality of carbon fiber–reinforced thermoplastic matrix composite (CFRTP) machined by abrasive water jet (AWJM). Int. J. Adv. Manuf. Technol. 2020, 107, 3299–3313. [Google Scholar] [CrossRef]
- Dhanawade, A.; Kumar, S. Experimental study of delamination and kerf geometry of carbon epoxy composite machined by abrasive water jet. J. Compos. Mater. 2017, 51, 3373–3390. [Google Scholar] [CrossRef]
- Sutowska, M.; Kapłonek, W.; Pimenov, D.Y.; Gupta, M.K.; Mia, M.; Sharma, S. Influence of Variable Radius of Cutting Head Trajectory on Quality of Cutting Kerf in the Abrasive Water Jet Process for Soda–Lime Glass. Materials 2020, 13, 4277. [Google Scholar] [CrossRef] [PubMed]
- Abdullah, R.; Mahrous, A.; Barakat, A.; Zhou, Z. Surface quality of marble machined by abrasive water jet. Cogent. Eng. 2016, 3, 1178626. [Google Scholar] [CrossRef]
- Nadolny, K.; Plichta, J.; Sutowski, P. Regeneration of grinding wheel active surface using high-pressure hydro-jet. J. Cent. South Univ. 2014, 21, 3107–3118. [Google Scholar] [CrossRef]
- Natarajan, Y.; Murugesan, P.K.; Mohan, M.; Khan, S.A.L.A. Abrasive Water Jet Machining process: A state of art of review. J. Manuf. Process 2020, 49, 271–322. [Google Scholar] [CrossRef]
- Wang, Y.F.; Yang, Z.G. Finite element model of erosive wear on ductile and brittle materials. Wear 2008, 265, 871–878. [Google Scholar] [CrossRef]
- Bitter, J.G. A study of erosion phenomena: Part II. Wear 1963, 6, 169–190. [Google Scholar] [CrossRef]
- Jegaraj, J.J.; Babu, N.R. A strategy for efficient and quality cutting of materials with abrasive waterjets considering the variation in orifice and focusing nozzle diameter. Int. J. Mach. Tools Manuf. 2005, 45, 1443–1450. [Google Scholar] [CrossRef]
- Hashish, M. Waterjet machining process. In Handbook of Manufacturing Engineering and Technology; Nee, A.Y.C., Ed.; Springer: London, UK, 2015. [Google Scholar]
- Karmiris-Obratański, P.; Kudelski, R.; Karkalos, N.E.; Markopoulos, A.P. Determination of the Correlation between Process Parameters and Kerf Characteristics in Abrasive Waterjet Milling of High Strength 7075-T6 Aluminum Alloy. Procedia Manuf. 2020, 51, 812–817. [Google Scholar] [CrossRef]
- Dixit, N.; Sharma, V.; Kumar, P. Development and characterization of xanthan gum-based abrasive media and performance analysis using abrasive flow machining. J. Manuf. Processes 2021, 67, 101–115. [Google Scholar] [CrossRef]
- Kozhus, O.; Barsukov, G. The research of the agglomeration process during the formation of an abrasive-polymer compound for waterjet cutting in a fluidized bed installation. Int. J. Adv. Manuf. Technol. 2021, 117, 2511–2518. [Google Scholar] [CrossRef]
- Junkar, M.; Jurisevic, B.; Fajdiga, M.; Grah, M. Finite element analysis of single-particle impact in abrasive water jet machining. Int. J. Impact Eng. 2006, 32, 1095–1112. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Pucovsky, V.; Sekulic, M.; Rodic, D.; Pejic, V. Evolutionary optimization of jet lag in the abrasive water jet machining. Int. J. Adv. Manuf. Technol. 2019, 101, 3131–3141. [Google Scholar] [CrossRef]
- Zagórski, I.; Kłonica, M.; Kulisz, M.; Łoza, K. Effect of the AWJM method on the machined surface layer of AZ91D magnesium alloy and simulation of roughness parameters using neural networks. Materials 2018, 11, 2111. [Google Scholar] [CrossRef] [Green Version]
- Arola, D.; Ramulu, M. Material removal in abrasive waterjet machining of metals surface integrity and texture. Wear 1997, 210, 50–58. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Nag, A.; Dixit, A.R.; Tiwari, S.; Scucka, J.; Zelenak, M.; Hloch, S.; Hlavacek, P. Surface integrity in tangential turning of hybrid MMC A359/B4C/Al2O3 by abrasive waterjet. J. Manuf. Processes 2017, 28, 11–20. [Google Scholar] [CrossRef]
- Deaconescu, A.; Deaconescu, T. Response Surface Methods Used for Optimization of Abrasive Waterjet Machining of the Stainless Steel X2 CrNiMo 17-12-2. Materials 2021, 14, 2475. [Google Scholar] [CrossRef] [PubMed]
- Phokane, T.; Gupta, K.; Gupta, M.K. Investigations on surface roughness and tribology of miniature brass gears manufactured by abrasive water jet machining. Proc. Inst. Mech. Eng. C. 2018, 232, 4193–4202. [Google Scholar] [CrossRef]
- ISO 4287:1997; Geometrical Product Specifications (GPS)–Surface Texture: Profile Method: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)–Surface Texture: Areal–Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2012.
- Stout, K.J.; Sullivan, P.J.; Dong, W.P.; Mainsah, E.; Luo, N.; Mathia, T.; Zahouani, H. The Development of Methods for the Characterization of Roughness in Three Dimensions; Publication No. EUR 15178 EN (Final Report); European Community: Brussels, Belgium, 1993. [Google Scholar]
- Królczyk, G.; Kacalak, W.; Wieczorowski, M. 3D Parametric and Nonparametric Description of Surface Topography in Manufacturing Processes. Materials 2021, 14, 1987. [Google Scholar] [CrossRef]
- Naser, H.; Farbod, A.; Jan, K.S.; Marcello, P. Effect of entrained air in abrasive waterjet micro-machining: Reduction of channel width and waviness using slurry entrainment. Wear 2015, 344–345, 99–109. [Google Scholar] [CrossRef]
- Kechagias, J.; Petropoulos, G.; Vaxevanidis, N. Application of Taguchi design for quality characterization of abrasive water jet machining of TRIP sheet steels. Int. J. Adv. Manuf. Technol. 2012, 62, 635–643. [Google Scholar] [CrossRef]
- Oh, T.; Cho, G. Rock cutting depth model based on kinetic energy of abrasive waterjet. Rock Mech. Rock Eng. 2016, 49, 1059–1072. [Google Scholar] [CrossRef]
- Xiong, J.; Wan, L.; Qian, Y.; Sun, S.; Li, D.; Wu, S. A new strategy for improving the surface quality of Ti6Al4V machined by abrasive water jet: Reverse cutting with variable standoff distances. Int. J. Adv. Manuf. Technol. 2022, 120, 5339–5350. [Google Scholar] [CrossRef]
- Akkurt, A. Cut front geometry characterization in cutting applications of brass with abrasive water jet. J. Mater. Eng. Perform. 2010, 19, 599–606. [Google Scholar] [CrossRef]
- Arola, D.; McCain, M.L.; Kunaporn, S.; Ramulu, M. Waterjet and abrasive waterjet surface treatment of titanium: A comparison of surface texture and residual stress. Wear 2001, 249, 943–950. [Google Scholar] [CrossRef]
- Boud, F.; Murray, J.W.; Loo, L.F.; Clare, A.T.; Kinnell, P.K. Soluble abrasives for waterjet machining. Mater. Manuf. Processes 2014, 29, 1346–1352. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Huang, M.; Chen, Y.; Gong, P.; Yang, X. Effects of processing parameters on kerf characteristics and surface integrity following abrasive waterjet slotting of Ti6Al4V/CFRP stacks. J. Manuf. Processes 2019, 42, 82–95. [Google Scholar] [CrossRef]
- Bukieda, P.; Lohr, K.; Meiberg, J.; Weller, B. Study on the optical quality and strength of glass edges after the grinding and polishing process. Glass Struct. Eng. 2020, 5, 411–428. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K. Laser method based on imaging and analysis of scattered light used for assessment of cylindrical surfaces after dynamic burnishing process. Int. J. Surf. Sci. Eng. 2016, 10, 55–72. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Work Material | Thickness, mm | Variable Process Parameters | Ra, μm |
|---|---|---|---|---|
| Krenicky et al. [5] | Hardox Steel | 6, 10, 15, 40 | vf, p, ma | 2.27–7.93 |
| Bañon et al. [10] | Composite materials | 1.53 | vf, p, ma | 5.21–6.95 |
| Sutowska et al. [12] | Soda-lime glass | 8 | r | 2.12–4.99 |
| Abdullah et al. [14] | Marble | 20 | vf, ma, l | 4.50–8.10 |
| Jegaraj et al. [18] | Aluminium | 10 | p, ma, do, df | 2.50–22.50 |
| Zagórski et al. [25] | Magnesium alloy | 15 | vf, ma, | 3.00–4.00 |
| Akkurt [38] | Brass | 5, 10, 15, 20 | vf | 2.22–3.47 |
| Arola et al. [39] | Pure titanium | 6.4 | p | 3.20–15.50 |
| Boud et al. [40] | Brass | vf | 4.47–7.17 | |
| Li et al. [41] | CFRP/Ti6Al4V stacks | 3.6 | vf, p, l | 3.04–7.98 |
| Chemical Composition | |||||||
| SiO2, % | Na2O, % | CaO, % | MgO, % | Al2O3, % | K2O, % | SO2, % | Fe203, % |
| 72.60 | 13.90 | 8.40 | 3.90 | 1.10 | 0.60 | 0.20 | 0.11 |
| Strength | |||||||
| Flexural | Compressive | ||||||
| Annealed, MPa | Toughened, MPa | Heat-strengthened, MPa | Annealed, MPa | Toughened, MPa | Heat-strengthened, MPa | ||
| 41 | 165 | 83 | 19 | 77 | 39 | ||
| Physical properties | |||||||
| Density, kg/m3 (1) | Modulus of elasticity, GPa | Mohs hardness, – | Poisson’s ratio, – | Shear modulus, GPa | Coeff. of thermal stress, MPa/°C | ||
| 2500 | 72 | 5–6 | 0.23 | 30 | 0.62 | ||
| Thermal conductivity, W/m·K | Softening point, °C | Annealing point, °C | Specific heat, kJ/kg·K | Coeff. of linear expansion, °C | Index of refraction, – (2) | ||
| 0.937 | 715 | 548 | 0.88 | 8.3·10−6 | 1.5 | ||
| Parameters | Values |
|---|---|
| Traverse speed, mm/min | 174.05 |
| Water jet pressure, MPa | 124.11 |
| Abrasive feed rate, kg/min | 0.363 |
| Water jet orifice diameter, mm | 0.38 |
| Focusing tube diameter, mm | 0.76 |
| Standoff distance, mm | 1.5 |
| Parameters | Range |
|---|---|
| Max pressure, MPa | 385 |
| Max water flow rate, dm3/min | 4.9 |
| Max traverse speed, mm/min | 4572 |
| Table size (L × W), mm | 3200 × 1650 |
| XY cutting envelope, mm | 2540 × 1397 |
| Z-axis travel, mm | 205 |
| Parameters | Range |
|---|---|
| Power supply, V | 230 |
| Power, kW | 0.3 |
| Dimensions (L × W × H), mm | 525 × 486 × 702 |
| Weight, kg | 33 |
| Working chamber capacity, L | 6 |
| Working chamber inside diameter, mm | 210 |
| Parameters | Range |
|---|---|
| Power supply, V | 230 |
| Power, kW | 0.14 |
| Dimensions (L × W × H), mm | 440 × 380 × 440 |
| Weight, kg | 30 |
| Working chamber capacity, L | 10 |
| Working chamber inside diameter, mm | 310 |
| Glass Workpiece | Machining Stage | Machine Type | Working Medium | Rotational Speed, rpm | Process Time, Hours |
|---|---|---|---|---|---|
| A | - | - | - | - | - |
| B | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| C | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120 g GP20 + CMG ϕ 3 mm | 2800 | 24 | |
| D | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120 g GP20 + CMG ϕ 3 mm | 2800 | 48 | |
| E | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120 g GP20 + CMG ϕ 3 mm | 2800 | 72 | |
| F | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120 g GP20 + CMG ϕ 3 mm | 2800 | 96 | |
| G | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120g GP20 + CMG ϕ 3 mm | 2800 | 24 | |
| 3 | WE10 | 500 mL H2O + 50 g Al2O3 800 + CMG ϕ 3 mm | 2500 | 24 | |
| H | 1 | EC6 | 3.5 L H2O + 40 mL ASP-R + 02PP10 | 295 | 3 |
| 2 | WE10 | 500 mL H2O + 120 g GP20 + CMG ϕ 3 mm | 2800 | 24 | |
| 3 | WE10 | 500 mL H2O + 50 g Al2O3 800 + CMG ϕ 3 mm | 2500 | 24 | |
| 4 | WE10 | 500 mL H2O + 50 g CeO2M2 + CMG ϕ 3 mm | 2400 | 12 |
| Instrument Type | Model | Producer | Configuration and Features |
|---|---|---|---|
| Multisensory optical profilometer | CLI2000 | Taylor-Hobson (Leicester, UK) | Components: laser triangulation sensor LK-031 (Keyence Corp., Osaka, Japan) Features (sensor): scanning frequency: 2000 Hz, measuring range: 10 mm, resolution: 1 μm (vertical), 30 µm (lateral), measuring slope: 40°, speed: 30 mm/s Features (instrument): measuring capacity: 200 × 200 × 200 mm, axis traverse length: 200 mm, axis resolution: 0.5 μm, dimensions: 800 × 800 × 800 mm, measuring speed: 0.5, 1, 5, 10, 15 and 30 mm/s, positioning speed: 30 mm/s |
| Software: Talyscan CLI 2000 2.6.1 + TalyMap Silver 4.1.2 (Digital Surf, Besançon, France) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sutowska, M.; Łukianowicz, C.; Szada-Borzyszkowska, M. Sequential Smoothing Treatment of Glass Workpieces Cut by Abrasive Water Jet. Materials 2022, 15, 6894. https://doi.org/10.3390/ma15196894
Sutowska M, Łukianowicz C, Szada-Borzyszkowska M. Sequential Smoothing Treatment of Glass Workpieces Cut by Abrasive Water Jet. Materials. 2022; 15(19):6894. https://doi.org/10.3390/ma15196894
Chicago/Turabian StyleSutowska, Marzena, Czesław Łukianowicz, and Monika Szada-Borzyszkowska. 2022. "Sequential Smoothing Treatment of Glass Workpieces Cut by Abrasive Water Jet" Materials 15, no. 19: 6894. https://doi.org/10.3390/ma15196894
APA StyleSutowska, M., Łukianowicz, C., & Szada-Borzyszkowska, M. (2022). Sequential Smoothing Treatment of Glass Workpieces Cut by Abrasive Water Jet. Materials, 15(19), 6894. https://doi.org/10.3390/ma15196894