
Design of an Intermediate Die for the Multi-Pass Shape Drawing Process



Abstract
:1. Introduction
2. Design Method for the Intermediate Die in the Shape Drawing Process
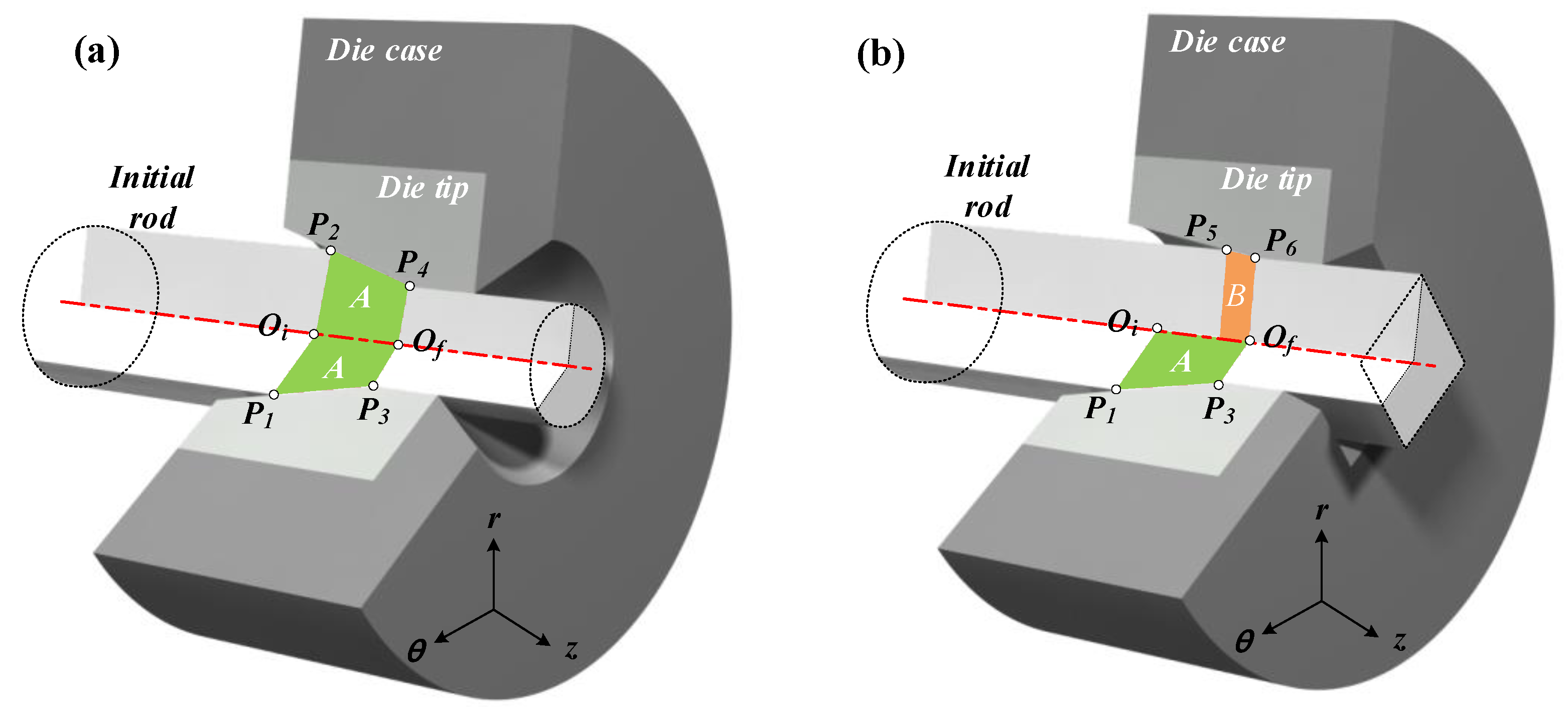
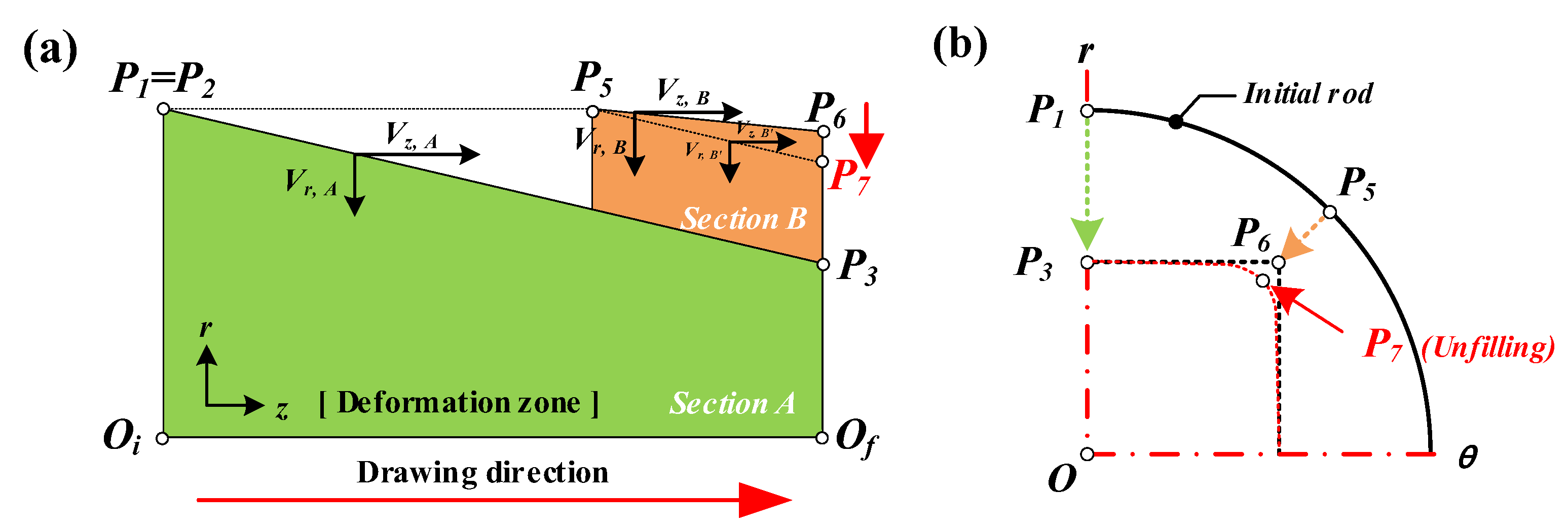
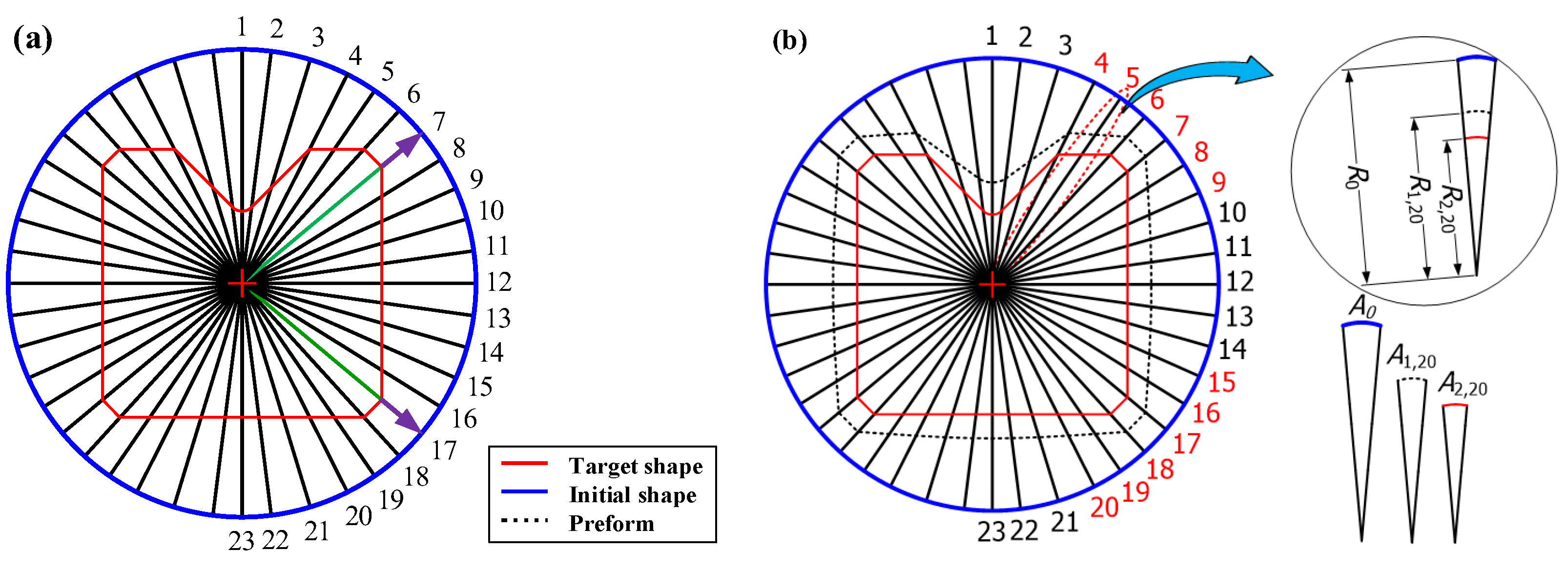
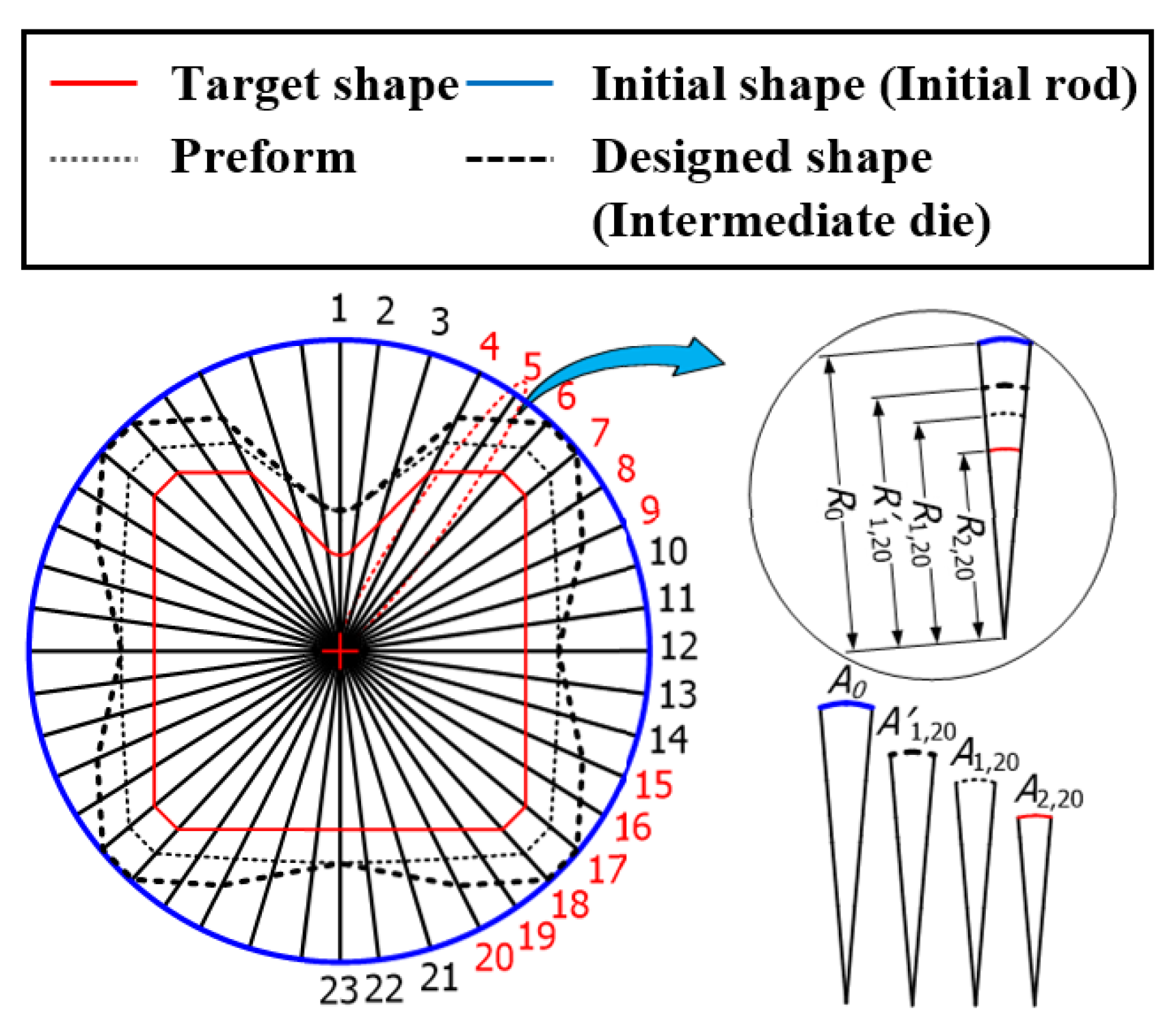
2.1. Equal-Radial-Velocity Variation Method (ERV Method)
2.1.1. Outline of the ERV Method
2.1.2. Design Procedure of the ERV Method
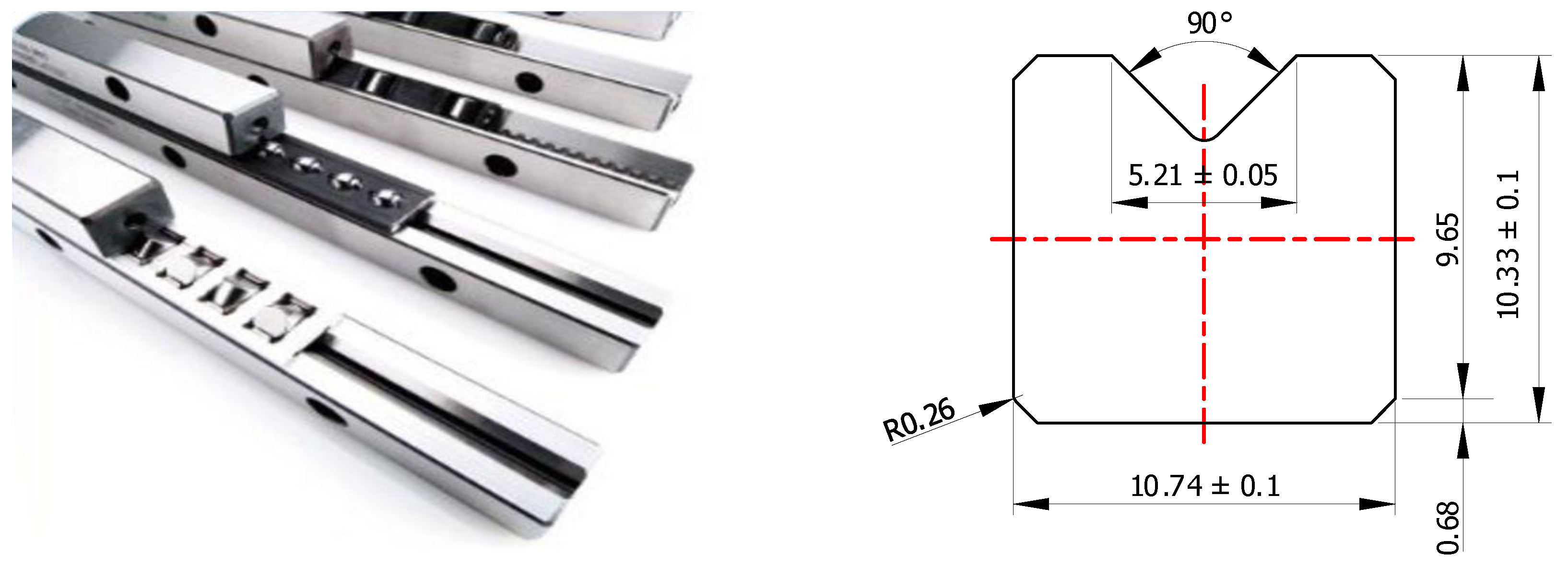
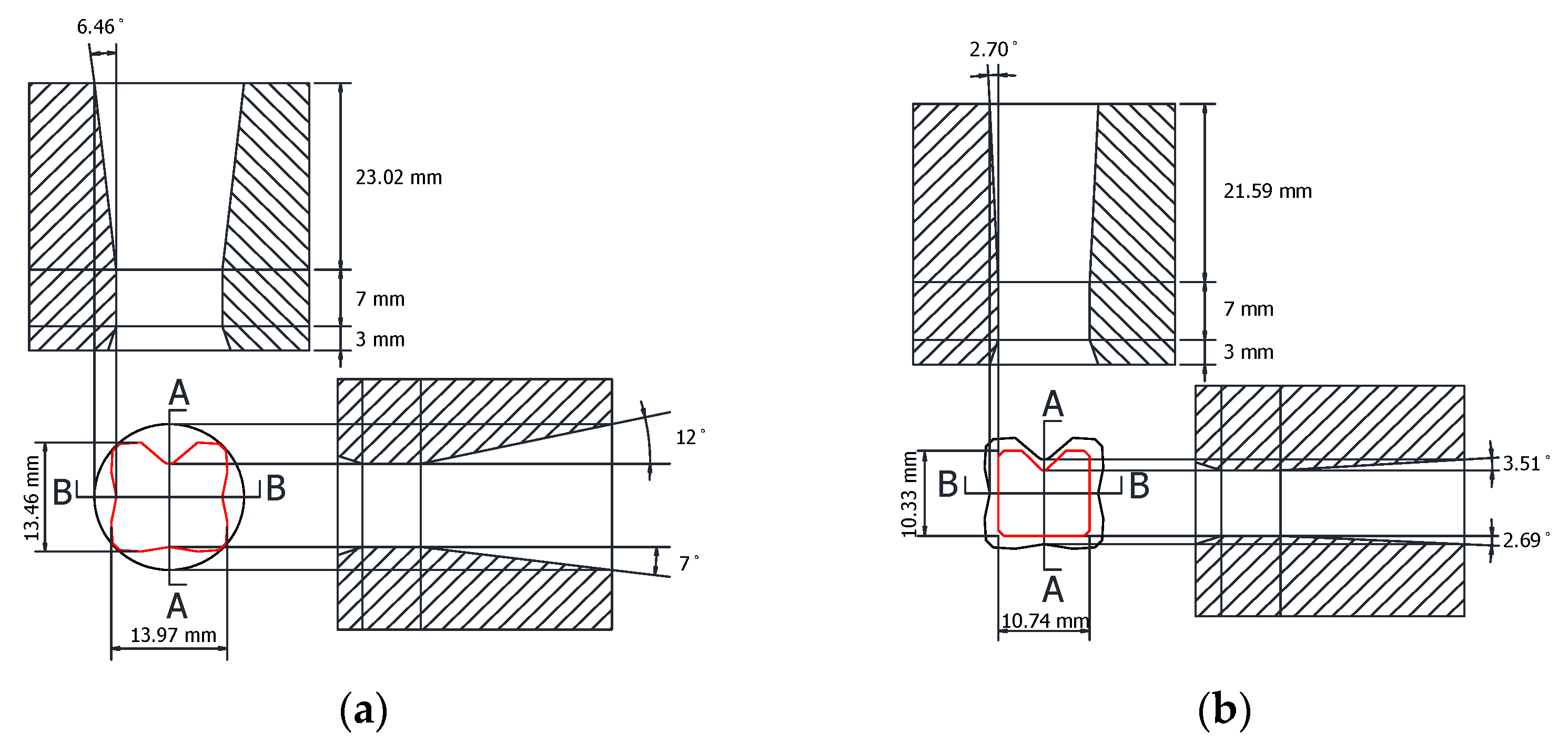
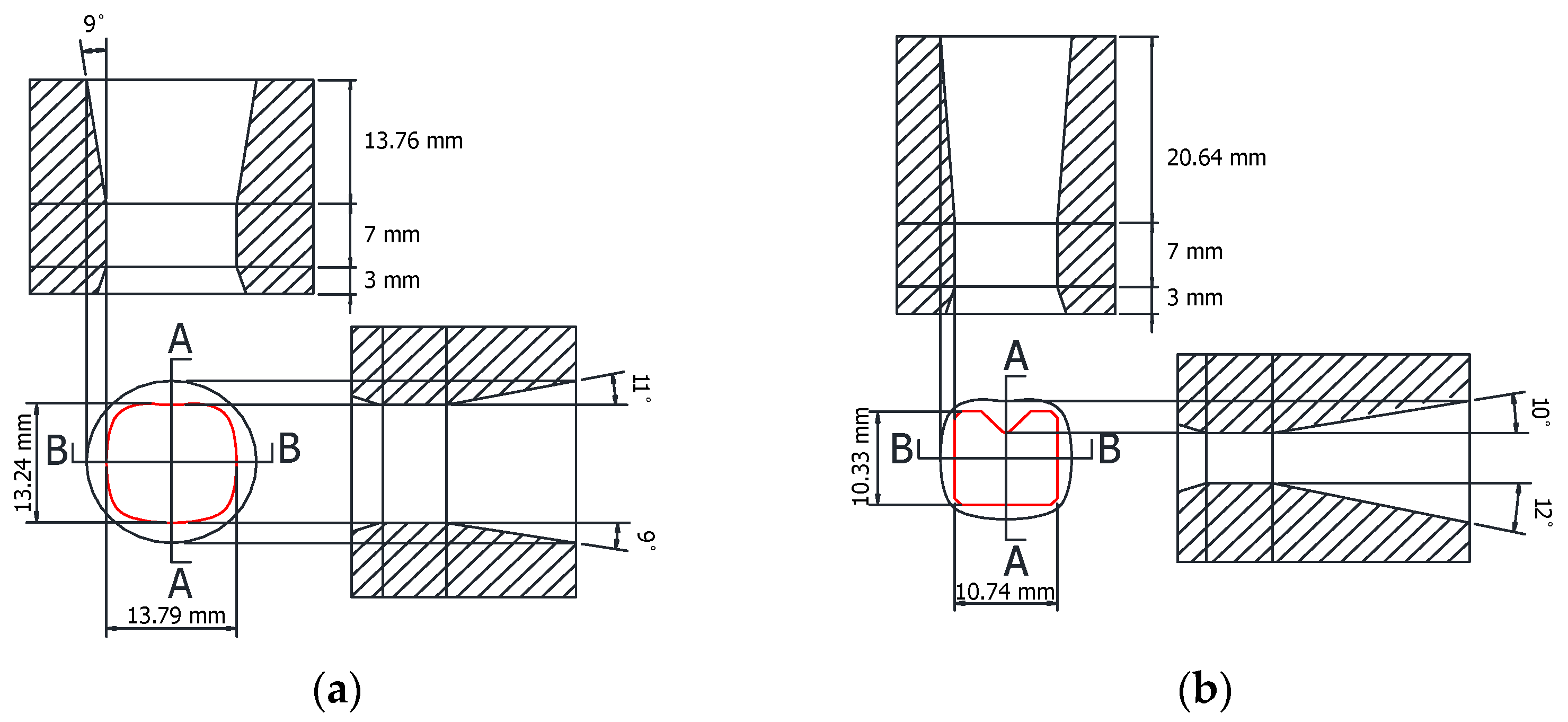
2.2. Die Design of the Cross-Roller Guide
3. Verification of the Proposed Design Method
3.1. FE Analysis Model
3.2. Results of the FE Analysis
4. Experiment of the Two-Pass Shape-Drawing Process
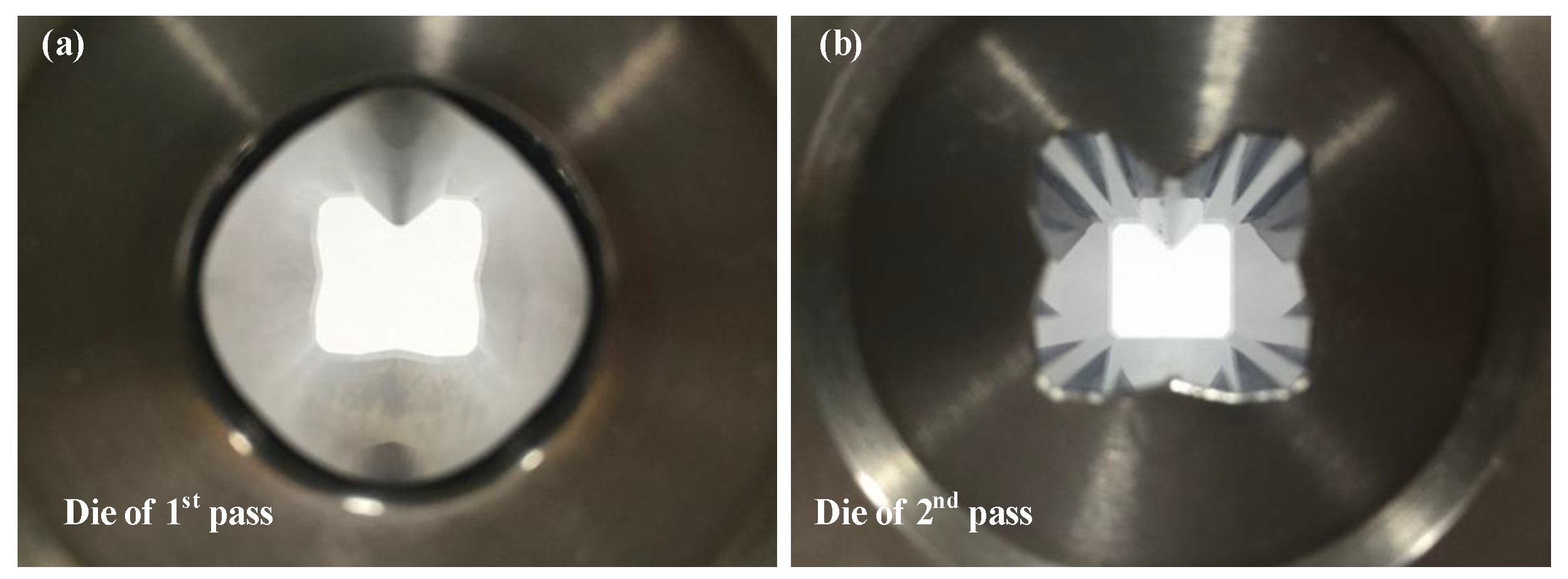
4.1. Condition of the Experiment
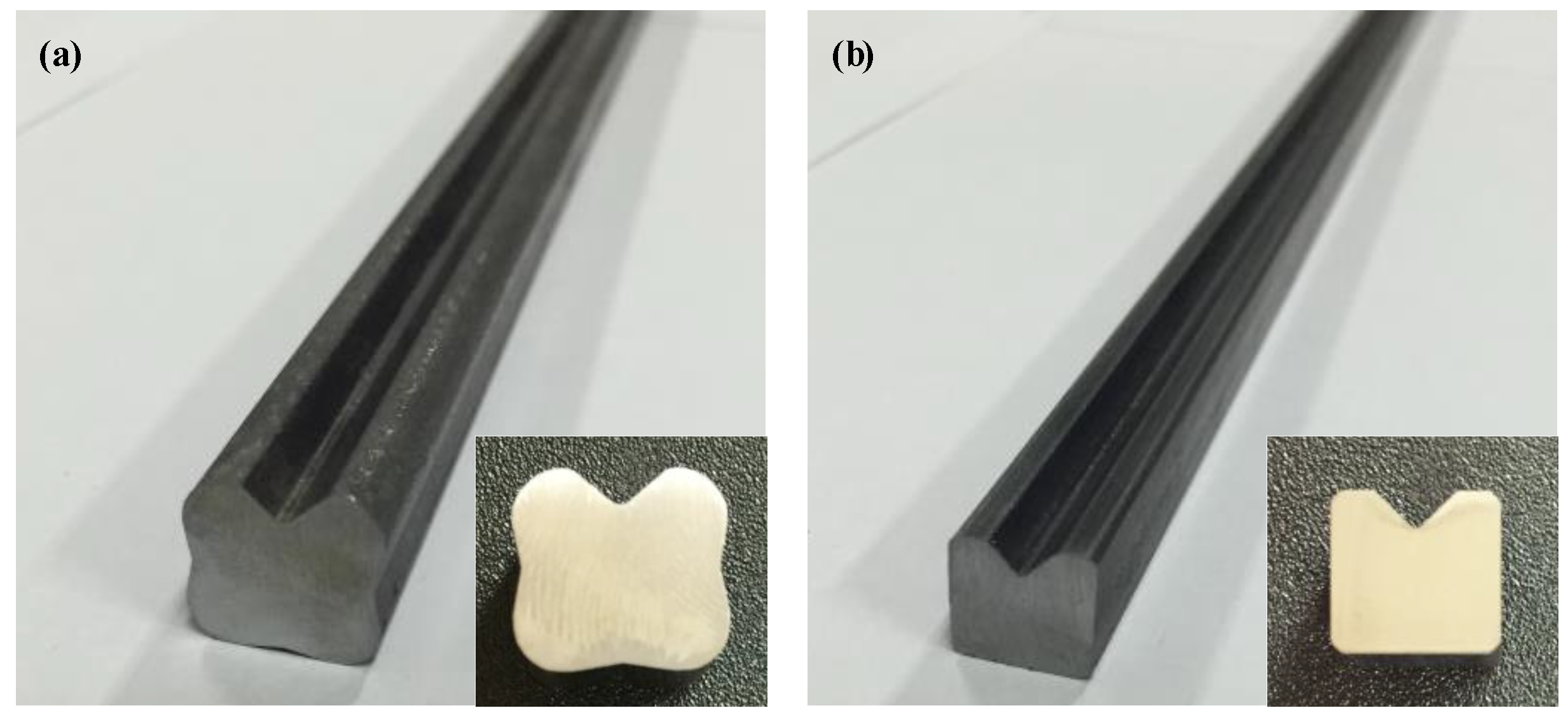
4.2. Experimental Results and Discussion
5. Conclusions
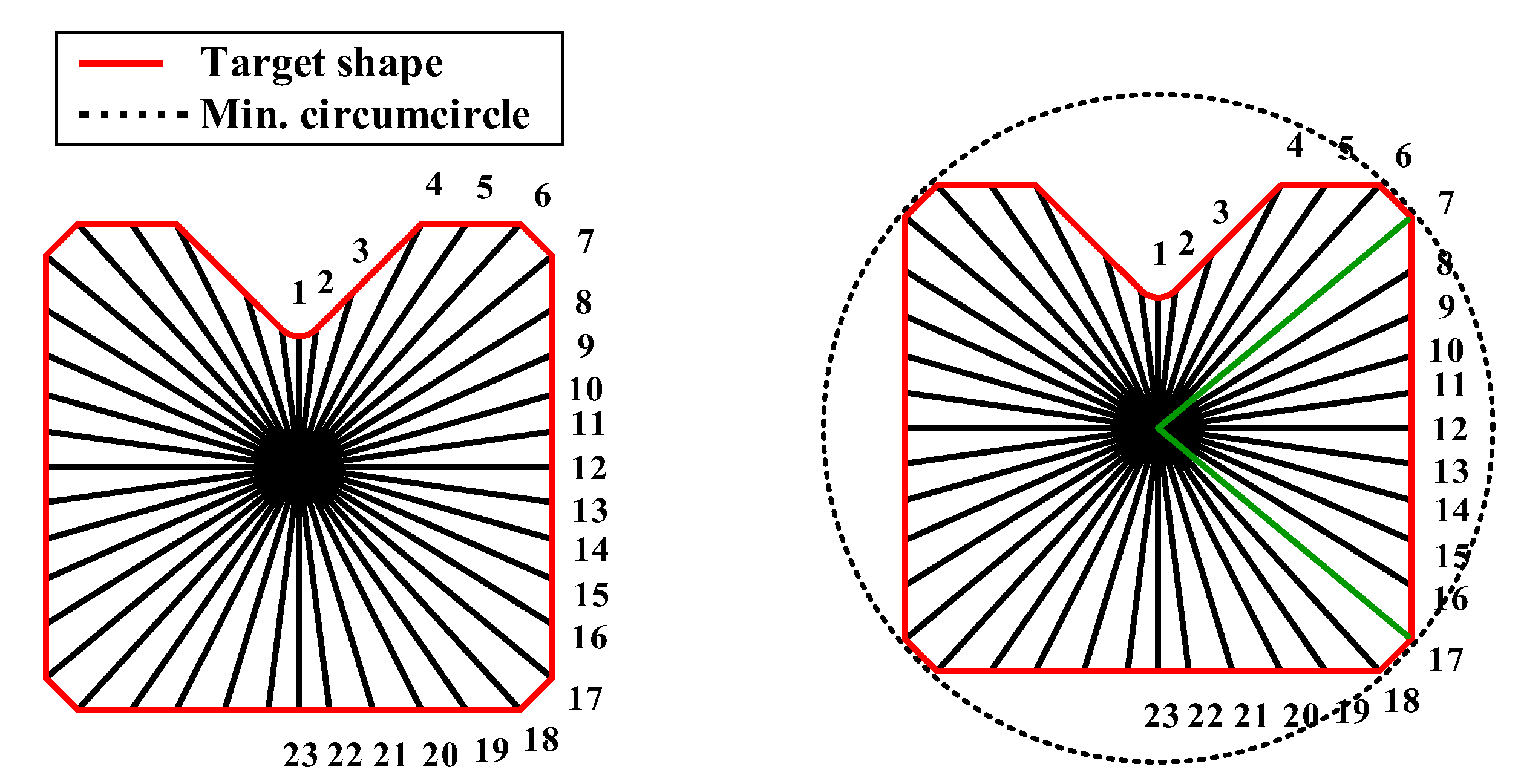
- The cause of the unfilled defects that occurred by the deviation of the radial velocity was the different half die angles along the profile between the initial material and the final product. The design method of the cross-sectional shape of the intermediate die by using the ERV method can reduce the unfilled defects. This can be achieved by minimizing the radial velocity variation in the deformation zone of the drawing die. The results from this research provide a valuable guideline for the intermediate die design in the shaped drawn production.
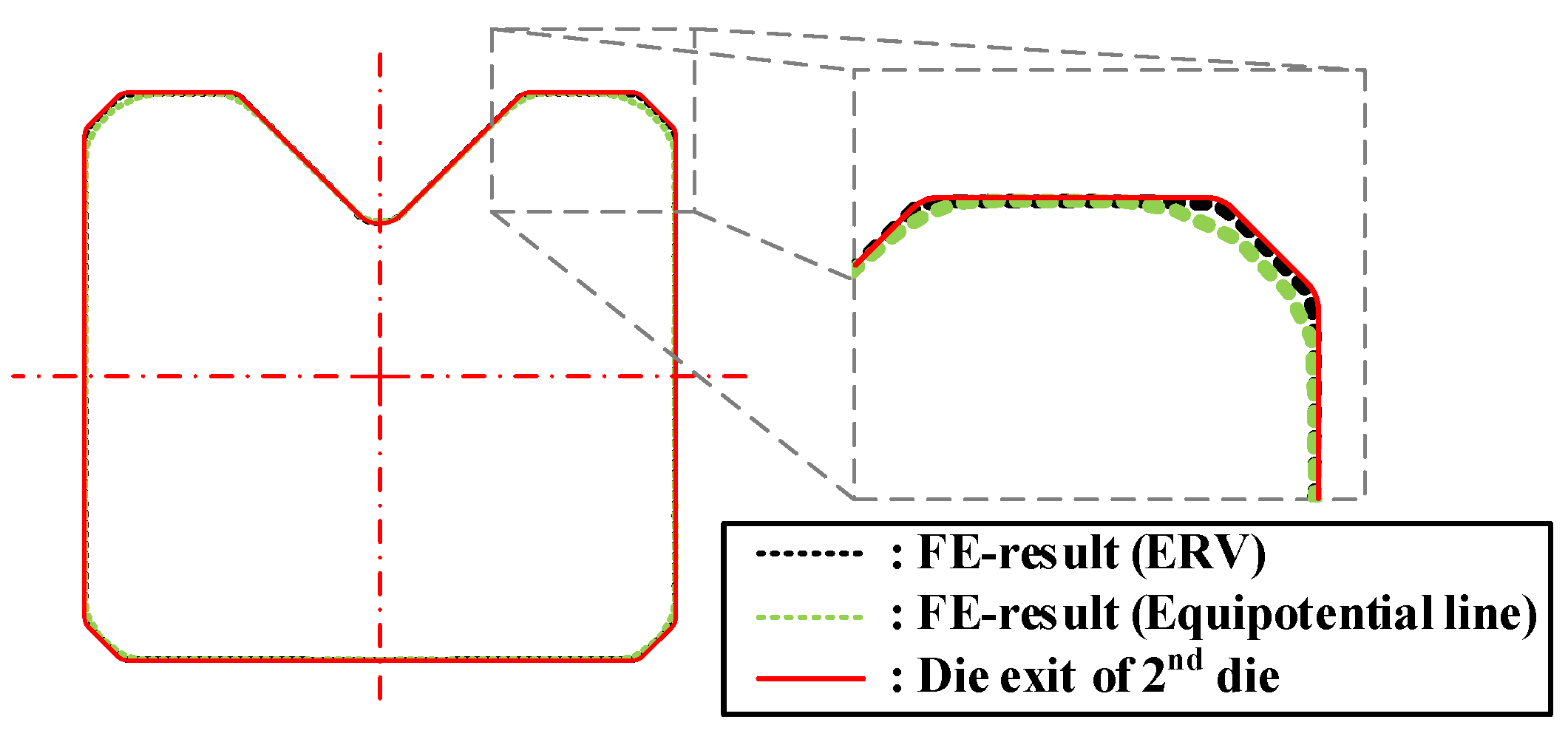
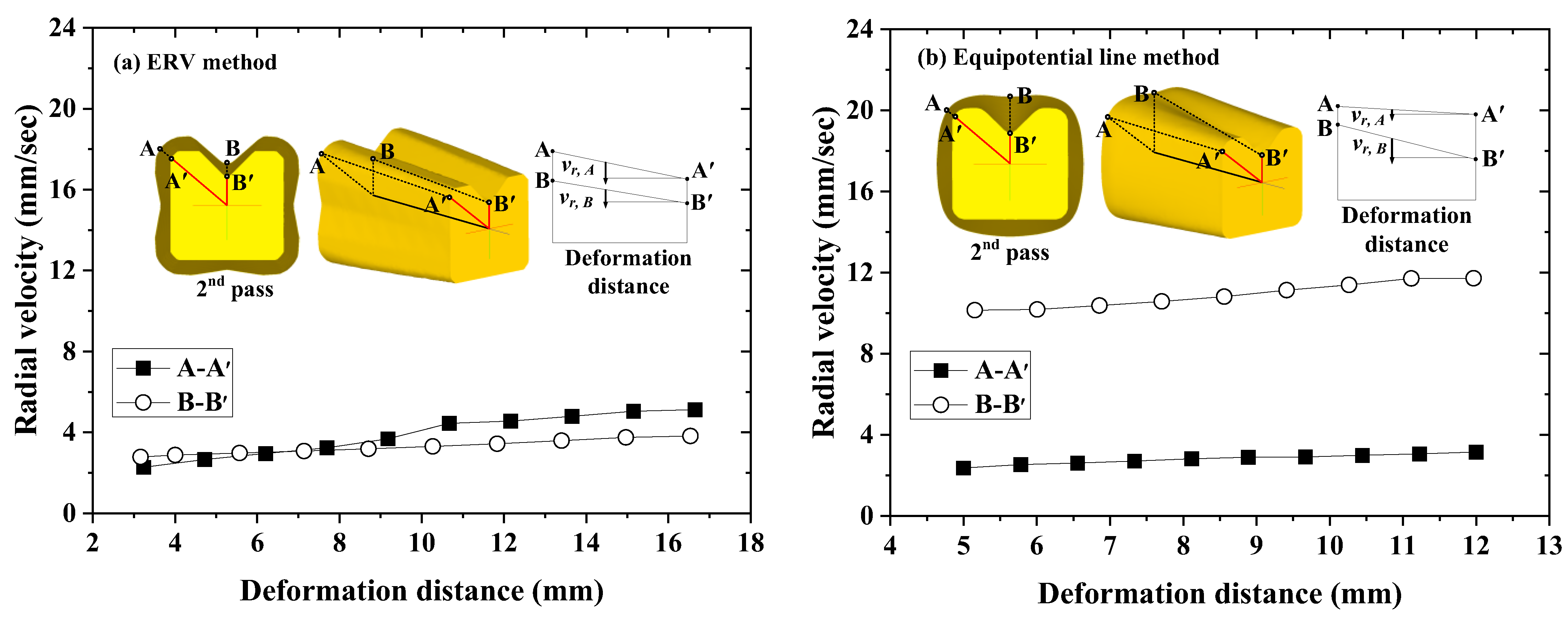
- The FE analysis was conducted to validate the effectiveness of the proposed method. It was also compared to the radial velocity in the deformation zone with the conventional design method using equipotential lines for manufacturing the cross-roller guide. Compared to the conventional design method, it has been verified that the radial velocity variation in the deformation zone of the proposed ERV method is minimized. By minimizing the radial velocity variation, the UR of the cross section could be reduced from 1.064% to 0.56%.
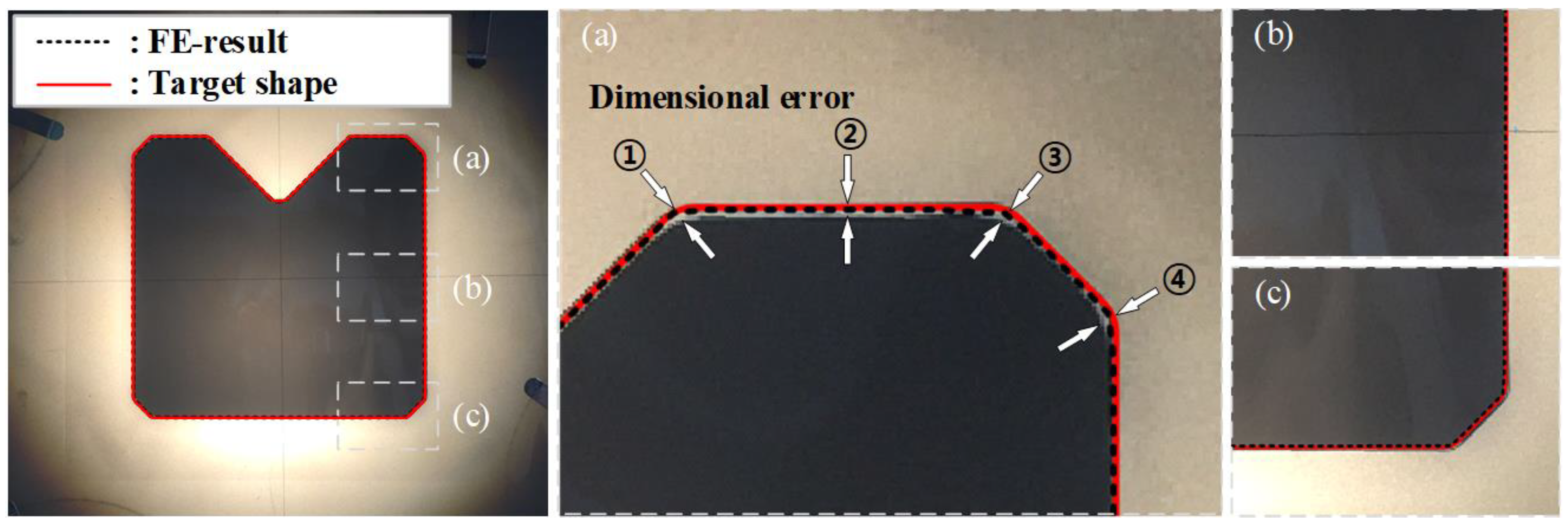
- The shape drawing experiments were carried out to verify the validity of the suggested method by using dies for manufacturing the cross-roller guide. The ERV method led to a successful bar shape and the highest dimensional precision. The UR was 0.69%, and the dimensional errors between the profile of the specimen and the target shape were measured as 0.064 mm and 0.079 as minimum and maximum, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kobayashi, M. The present situation of cold drawn special sections. JSTP 1998, 39, 43–45. [Google Scholar]
- Lee, J.E.; Lee, T.K.; Lee, S.K.; Kim, B.M. Design of the cross-sectional shape of intermediate die for shaped drawing of spline. Trans. Mater. Process. 2008, 17, 627–632. [Google Scholar]
- Sawamiphakdi, K.; Lahoti, G.D.; Gunasekera, J.S. Development of utility programs for a cold drawing process. J. Mater. Process. Technol. 1998, 81, 392–397. [Google Scholar] [CrossRef]
- Lin, Z.; Shen, B.; Sun, F.; Zhang, Z.; Guo, S. Numerical and experimental investigation of trapezoidal wire cold drawing through a series of shaped dies. Int. J. Adv. Manuf. Technol. 2015, 76, 1383–1391. [Google Scholar] [CrossRef]
- Oduguwa, V.; Tiwari, A.; Roy, R. Sequential process optimization using genetic algorithms. In International Conference on Parallel Problem Solving from Nature; Springer: Berlin/Heidelberg, Germany, 2004; pp. 782–791. [Google Scholar]
- Celano, G.; Fichera, S.; Fratini, L.; Micari, F. The application of AI techniques in the optimal design of multi-pass cold drawing processes. J. Mater. Process. Technol. 2001, 113, 680–685. [Google Scholar] [CrossRef]
- Kim, Y.C.; Kim, D.J.; Kim, B.M. Intermediate die design system for the multi-stage drawing process. N. Am. Manuf. Res. Inst. SME 2000, 28, 69–74. [Google Scholar]
- Lee, S.K.; Lee, J.E.; Lee, T.K.; Lee, S.B.; Kim, B.M. Process design of multi-stage shape drawing process for cross roller guide. J. Korean Soc. Precis. Eng. 2009, 26, 124–130. [Google Scholar]
- Lee, S.K.; Lee, J.E.; Kim, B.M.; Kim, S.M. Die design in the complex shape drawing of cross roller guide to improve the dimensional accuracy. J. Mech. Sci. Technol. 2007, 21, 1573–1579. [Google Scholar] [CrossRef]
- Lee, S.R.; Lee, Y.K.; Park, C.H.; Yang, D.Y. A new method of preform design in hot forging by using electric field theory. Int. J. Mech. Sci. 2002, 44, 773–792. [Google Scholar] [CrossRef]
- Lee, T.K.; Lee, C.J.; Lee, S.K.; Lee, S.B.; Kim, B.M. A study on the pass schedule of multi-pass shape drawing process for cross roller guide. Trans. Mater. Process. 2009, 18, 550–555. [Google Scholar]
- Sahoo, S.K.; Kar, P.K. Round-to-hexagon drawing through straightly converging dies: An application of the SERR technique. Int. J. Mech. Sci. 2000, 42, 445–449. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| j | ||||
|---|---|---|---|---|
| 1 | 2.78 | 3.78 | 0.18 | 4.28 |
| 2 | 2.95 | 3.95 | 0.19 | 4.48 |
| 3 | 3.85 | 4.85 | 0.29 | 5.51 |
| 4 | 5.78 | 6.78 | 0.57 | 7.71 |
| 5 | 6.27 | 7.27 | 0.65 | 8.27 |
| 6 | 6.98 | 7.98 | 0.79 | 9.08 |
| 7 | 7 | 8 | 0.79 | 9.10 |
| 8 | 6.33 | 7.33 | 0.66 | 8.33 |
| 9 | 5.88 | 6.88 | 0.58 | 7.82 |
| 10 | 5.59 | 6.59 | 0.54 | 7.49 |
| 11 | 5.43 | 6.43 | 0.51 | 7.30 |
| 12 | 5.37 | 6.37 | 0.5 | 7.24 |
| 13 | 5.43 | 6.43 | 0.51 | 7.30 |
| 14 | 5.59 | 6.59 | 0.54 | 7.49 |
| 15 | 5.88 | 6.88 | 0.58 | 7.82 |
| 16 | 6.33 | 7.33 | 0.66 | 8.33 |
| 17 | 7 | 8 | 0.79 | 9.10 |
| 18 | 6.98 | 7.98 | 0.79 | 9.08 |
| 19 | 6.27 | 7.27 | 0.65 | 8.27 |
| 20 | 5.78 | 6.78 | 0.57 | 7.71 |
| 21 | 5.4 | 6.4 | 0.51 | 7.27 |
| 22 | 5.2 | 6.2 | 0.48 | 7.05 |
| 23 | 5.15 | 6.15 | 0.47 | 7.01 |
| ERV Method | Equipotential Line Method | ||||
|---|---|---|---|---|---|
| First Pass | Second Pass | First Pass | Second Pass | ||
| RA (%) | 35.91 | 36.98 | 37.36 | 35.87 | |
| Drawing load (tons) | 5.00 | 2.74 | 4.54 | 2.84 | |
| UR (%) | 2.96 | 0.56 | 1.67 | 1.064 | |
| FE Analysis | Experiment | ||||
|---|---|---|---|---|---|
| First Pass | Second Pass | First Pass | Second Pass | ||
| Area (mm2) | 163.05 | 102.75 | 161.09 | 102.6 | |
| UR (%) | 2.96 | 0.56 | 4.23 | 0.69 | |
| Max. dimensional error (mm) | −0.036 | −0.079 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Park, J.-H.; Lee, K.-S.; Ko, D.-C.; Lee, K.-H. Design of an Intermediate Die for the Multi-Pass Shape Drawing Process. Materials 2022, 15, 6893. https://doi.org/10.3390/ma15196893
Kim J-H, Park J-H, Lee K-S, Ko D-C, Lee K-H. Design of an Intermediate Die for the Multi-Pass Shape Drawing Process. Materials. 2022; 15(19):6893. https://doi.org/10.3390/ma15196893
Chicago/Turabian StyleKim, Jeong-Hun, Jeong-Hyun Park, Kwang-Seok Lee, Dae-Cheol Ko, and Kyung-Hun Lee. 2022. "Design of an Intermediate Die for the Multi-Pass Shape Drawing Process" Materials 15, no. 19: 6893. https://doi.org/10.3390/ma15196893
APA StyleKim, J. -H., Park, J. -H., Lee, K. -S., Ko, D. -C., & Lee, K. -H. (2022). Design of an Intermediate Die for the Multi-Pass Shape Drawing Process. Materials, 15(19), 6893. https://doi.org/10.3390/ma15196893