
Effect of Aging Treatment on Microstructural Evolution and Mechanical Properties of the Electron Beam Cold Hearth Melting Ti-6Al-4V Alloy


Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
3.1. Microstructural Characterization of TC4 Aged Sheets
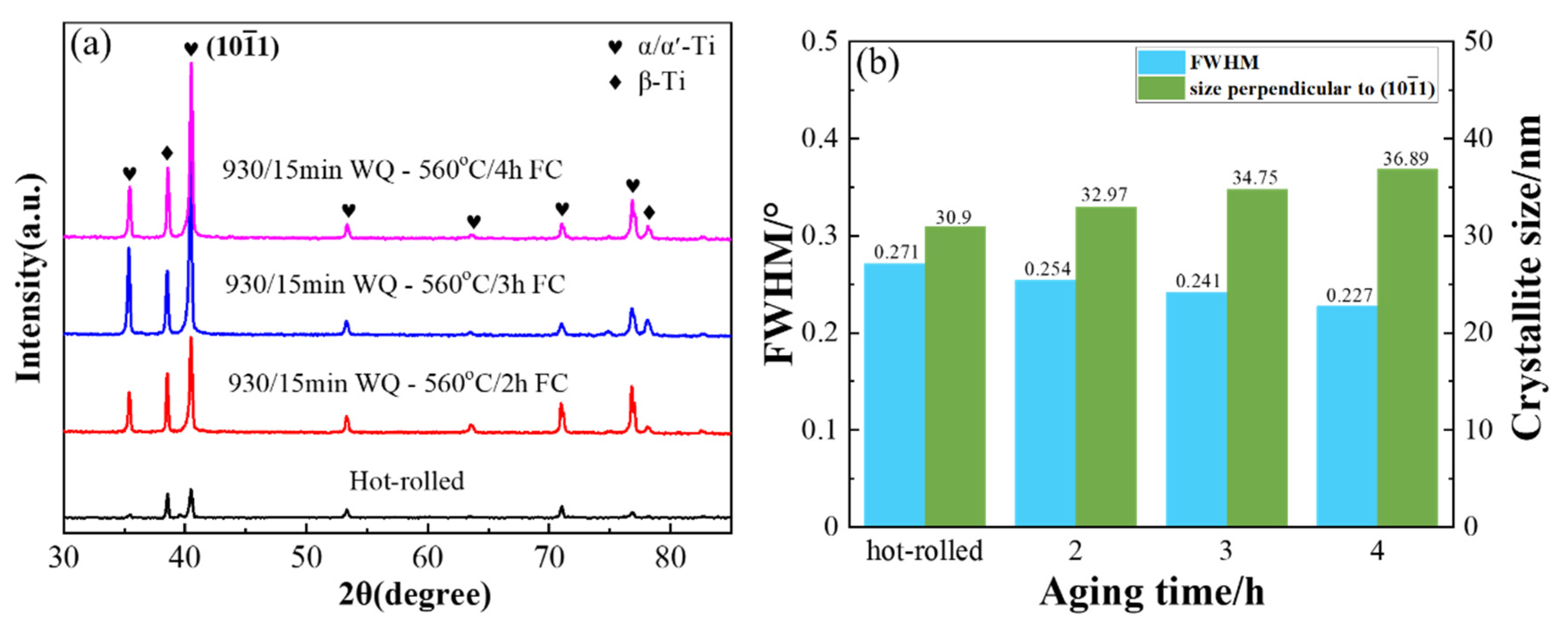
 ) increased gradually, indicating that the volume fraction of α/α′-Ti increased after solution-plus-aging treatment. As can be seen from the structural evolution, the structure became coarse and matured with increase in aging time, so the intensities of each peak were enhanced to different degrees. In order to investigate the effect of the aging time on the grain size, the Scheler equation was used to calculate the crystallite size of () [27]:) was increased with increase in aging time. The results showed that the crystallite size of () increased with increased aging time, showing the same trend as for grain size.
) increased gradually, indicating that the volume fraction of α/α′-Ti increased after solution-plus-aging treatment. As can be seen from the structural evolution, the structure became coarse and matured with increase in aging time, so the intensities of each peak were enhanced to different degrees. In order to investigate the effect of the aging time on the grain size, the Scheler equation was used to calculate the crystallite size of () [27]:) was increased with increase in aging time. The results showed that the crystallite size of () increased with increased aging time, showing the same trend as for grain size.3.2. Mechanical Properties of TC4 Aged Sheets
3.3. Evolution of Grain and Orientation Distribution after Heat Treatment
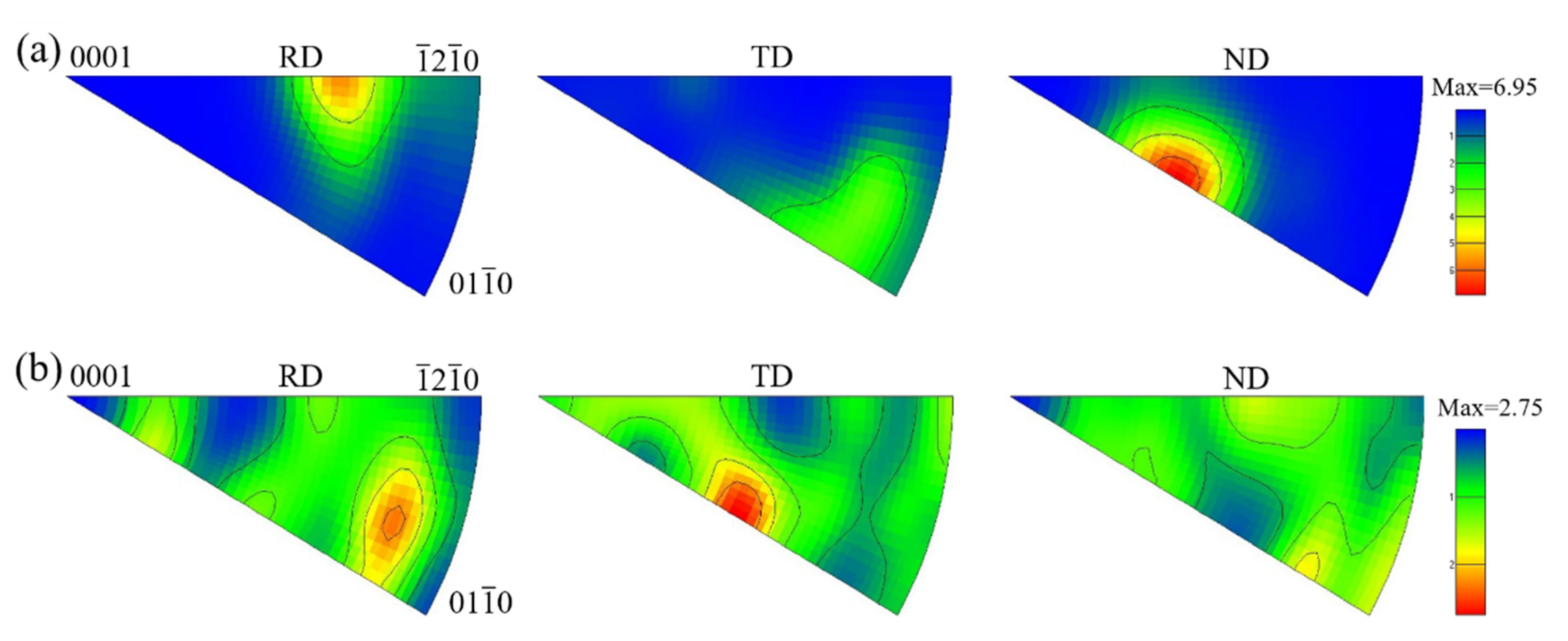
 , and the grain orientations in the TD and ND direction were between <0001> and
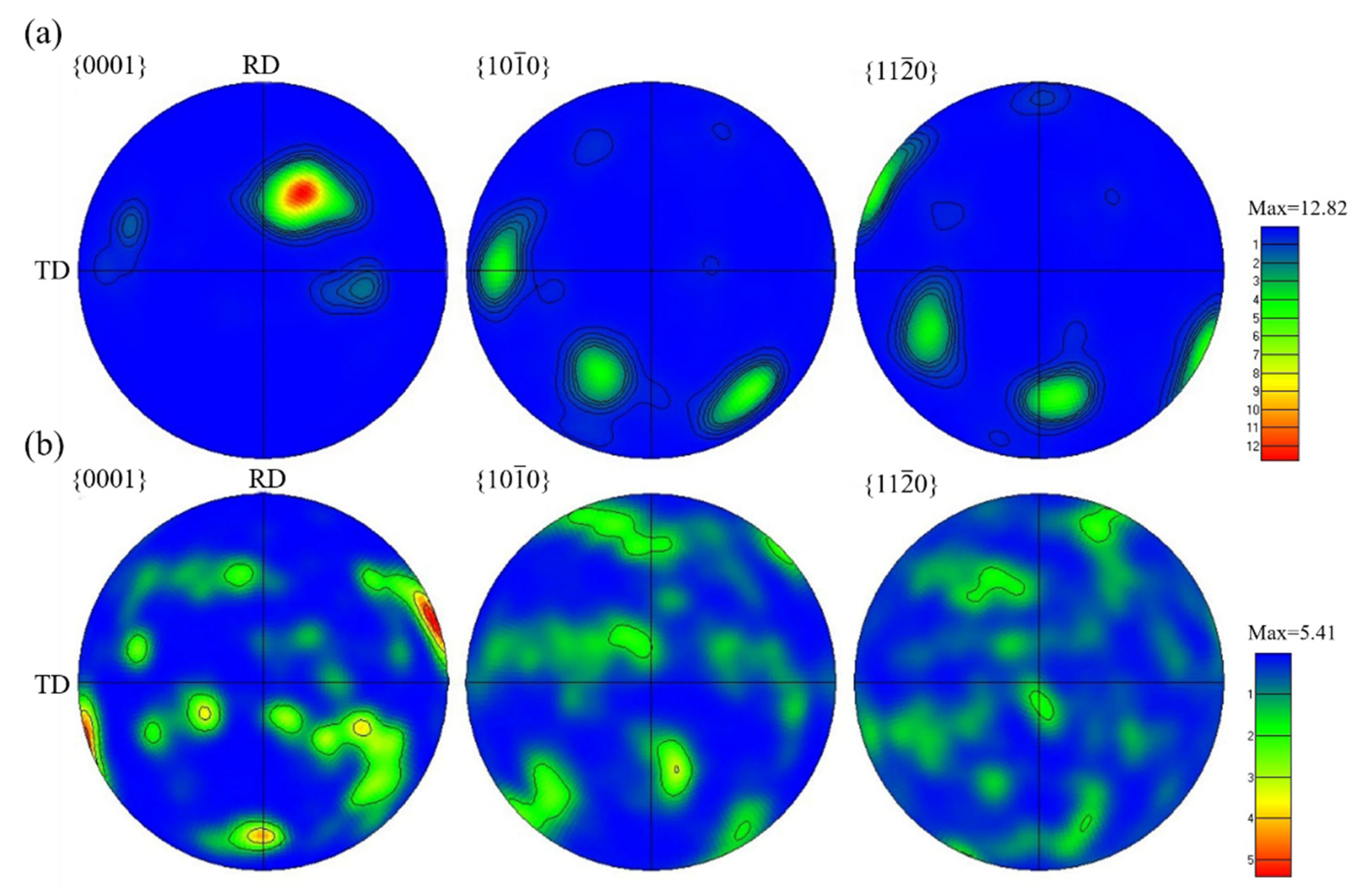
, and the grain orientations in the TD and ND direction were between <0001> and  . It can be seen from Figure 14b that most of the grains in the RD direction of the heat-treated sheet were between and , and some grains were between <0001> and in the TD direction. The grains in the ND direction were oriented away from <0001>, and their intensity decreased after heat treatment, indicating that some grains had rotated. This phenomenon represents the weakening and randomization of the texture [36].
. It can be seen from Figure 14b that most of the grains in the RD direction of the heat-treated sheet were between and , and some grains were between <0001> and in the TD direction. The grains in the ND direction were oriented away from <0001>, and their intensity decreased after heat treatment, indicating that some grains had rotated. This phenomenon represents the weakening and randomization of the texture [36].4. Conclusions
- (1)
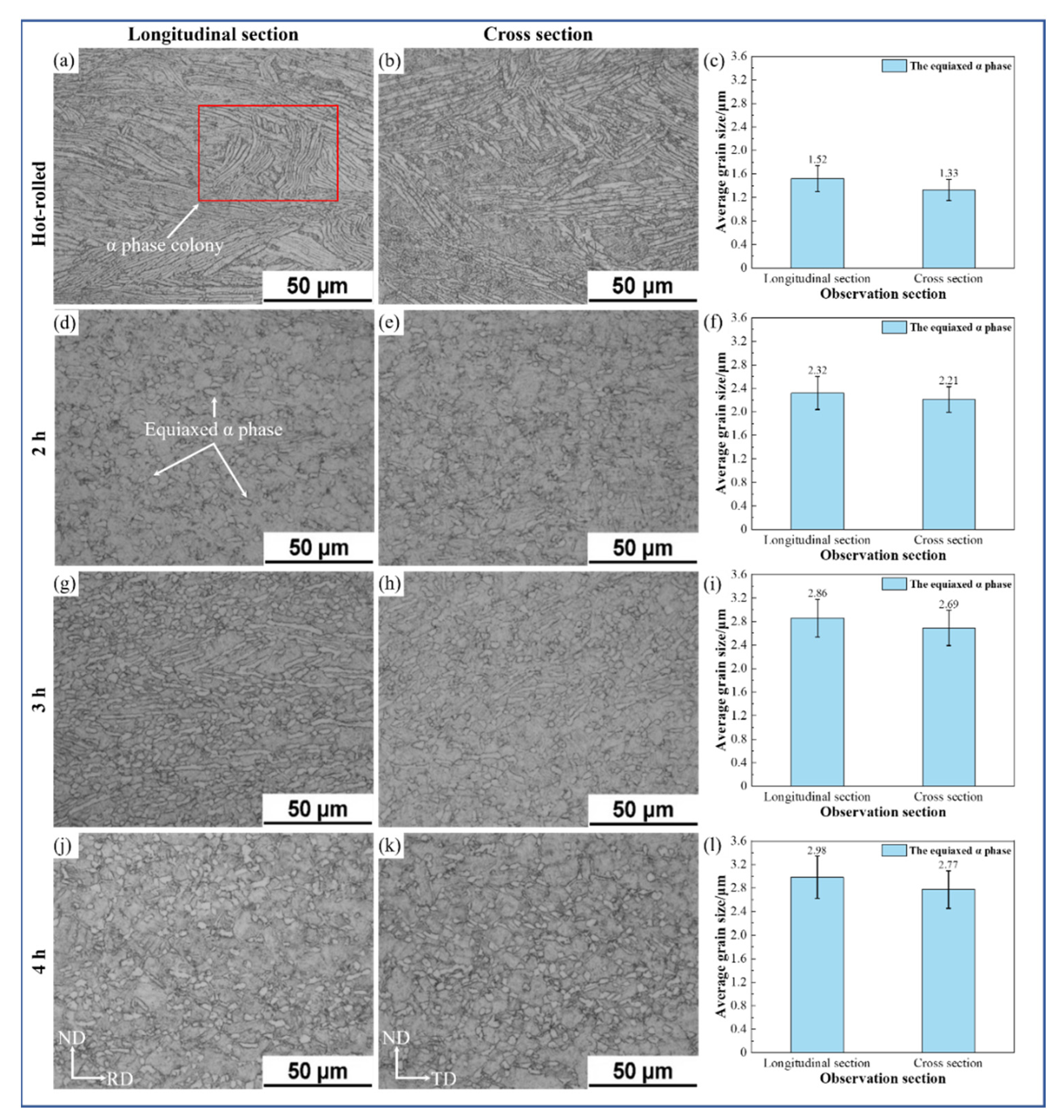
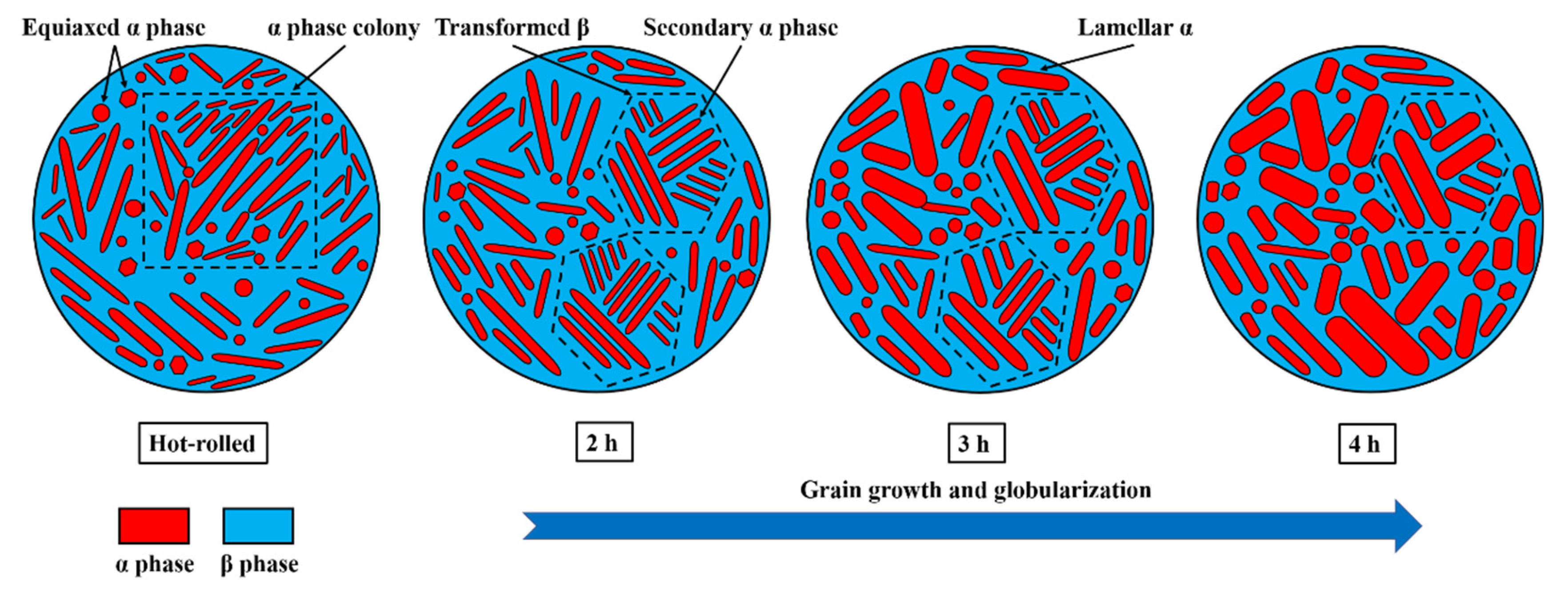
- After solution-plus-aging treatment, the phase of the TC4 hot-rolled and aged sheets was mainly composed of α/α′-Ti and β-Ti, and the peak intensities of each phase were higher than those of the unheated sheet, indicating that the grains had grown up. With increase in aging time, the equiaxed primary α-phase grew up gradually and grain globularization occurred, but the volume fraction of the primary α-phase did not change significantly. The morphology of the transformed β-phase was obviously changed; many secondary α-phases precipitated on the β matrix appeared to be merged and grown up, and some transformed β-phases disappeared.
- (2)
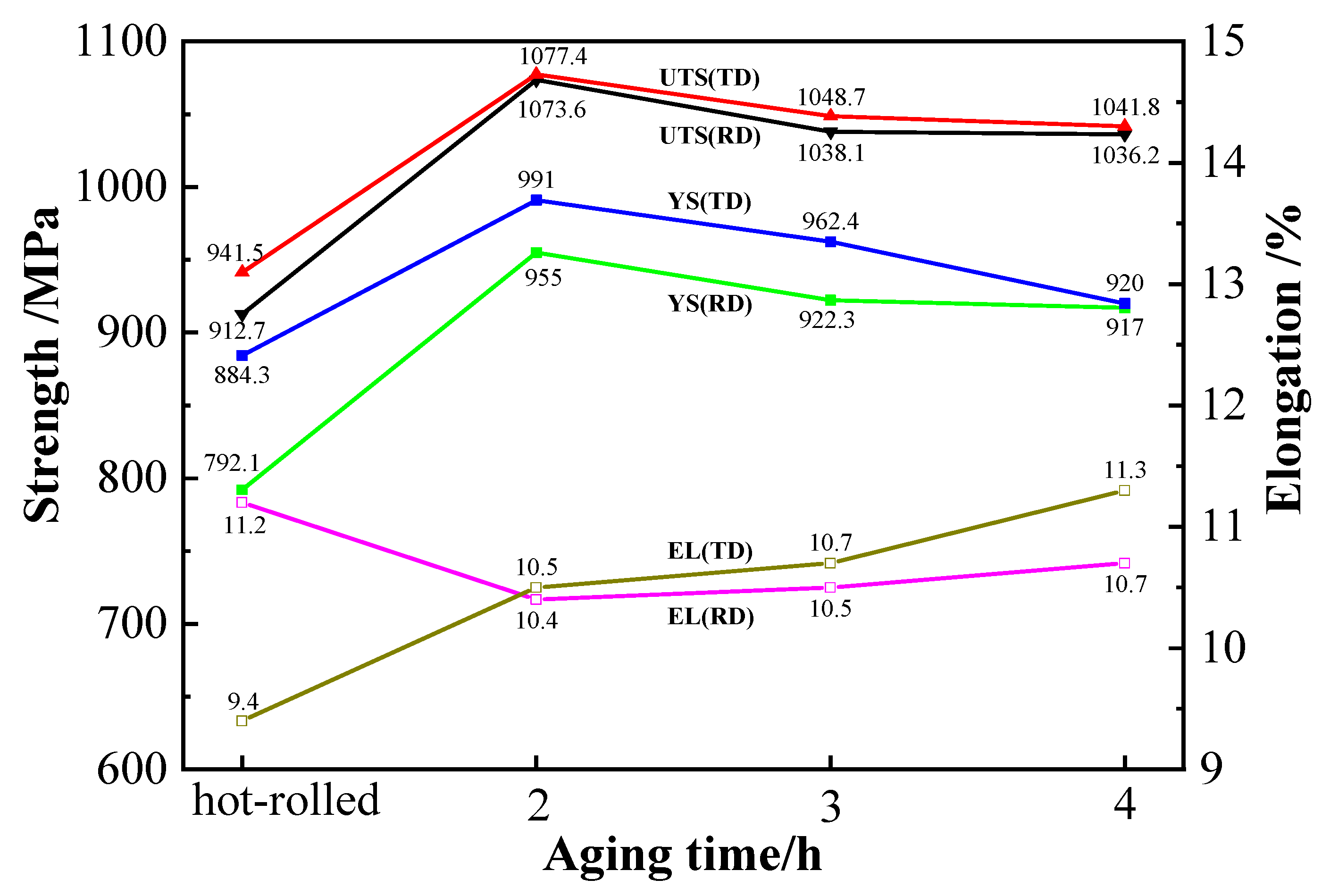
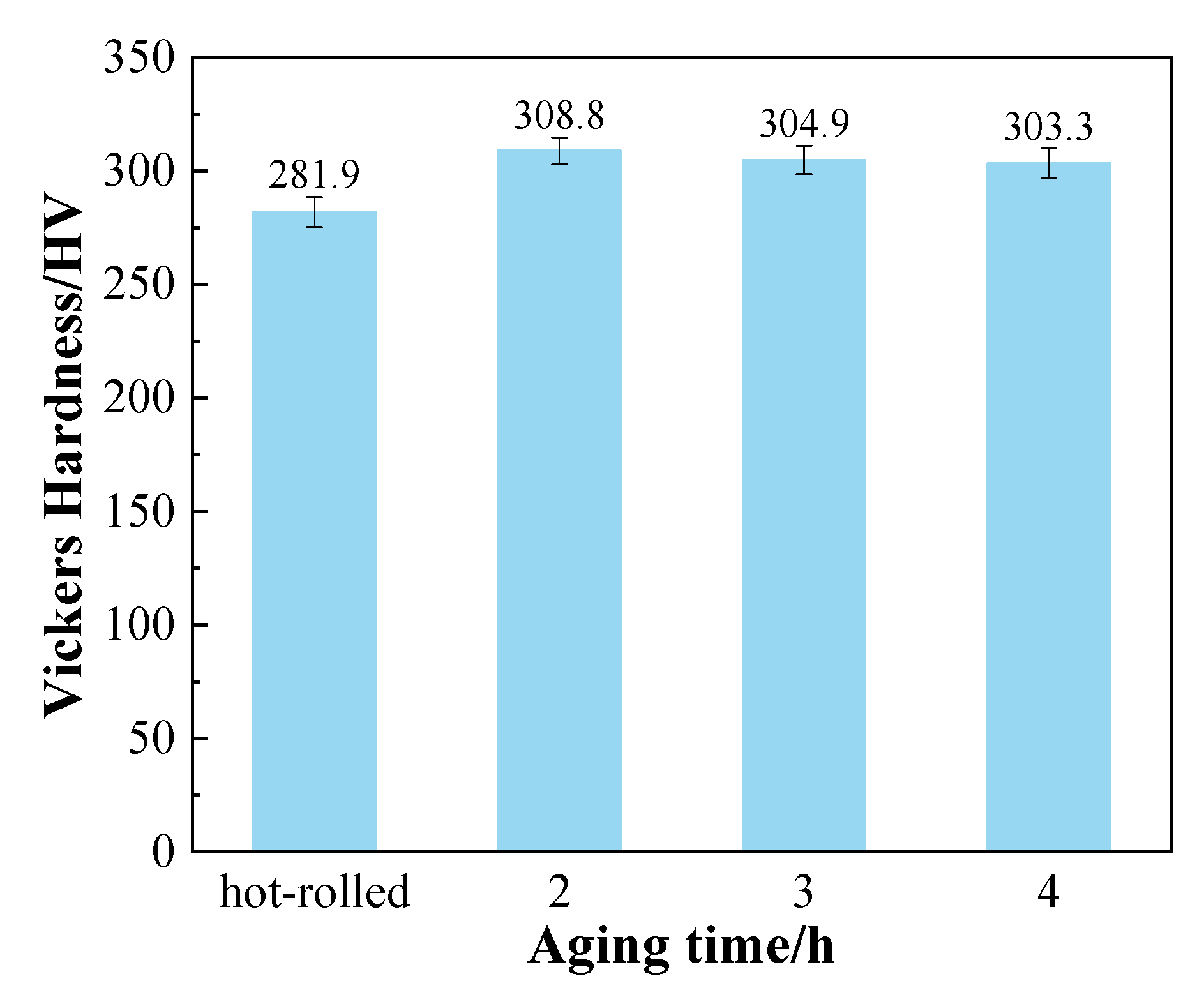
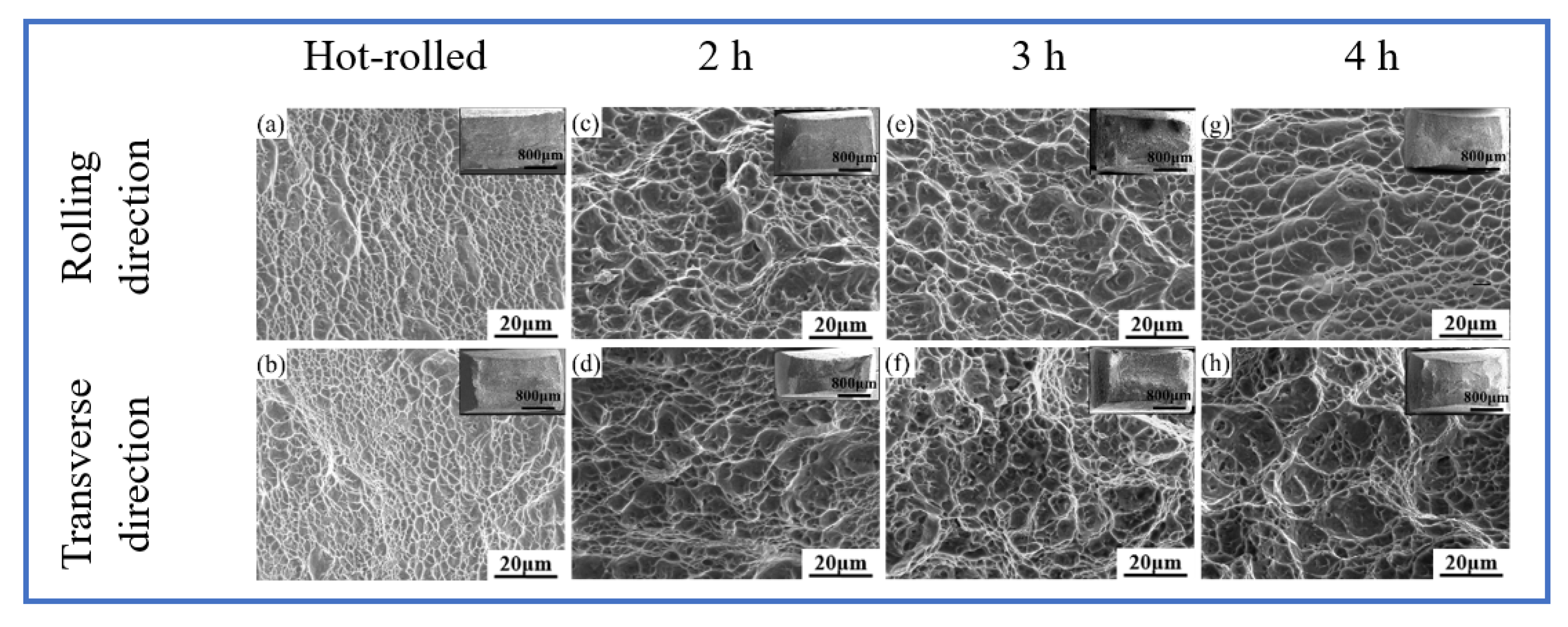
- With increase in aging time, the strength of the heat-treated sheets decreased and the plasticity slightly increased; the difference between the anisotropy of the sheets was small. After aging for 2 h, the comprehensive properties were the best. The Vickers hardness of the sheet showed a downward trend; the value was proportional to its strength, and inversely proportional to its elongation. The fracture dimples, which were ductile fracture, in the RD and TD directions of the samples were similar, and the dimples became larger with increase in aging time.
- (3)
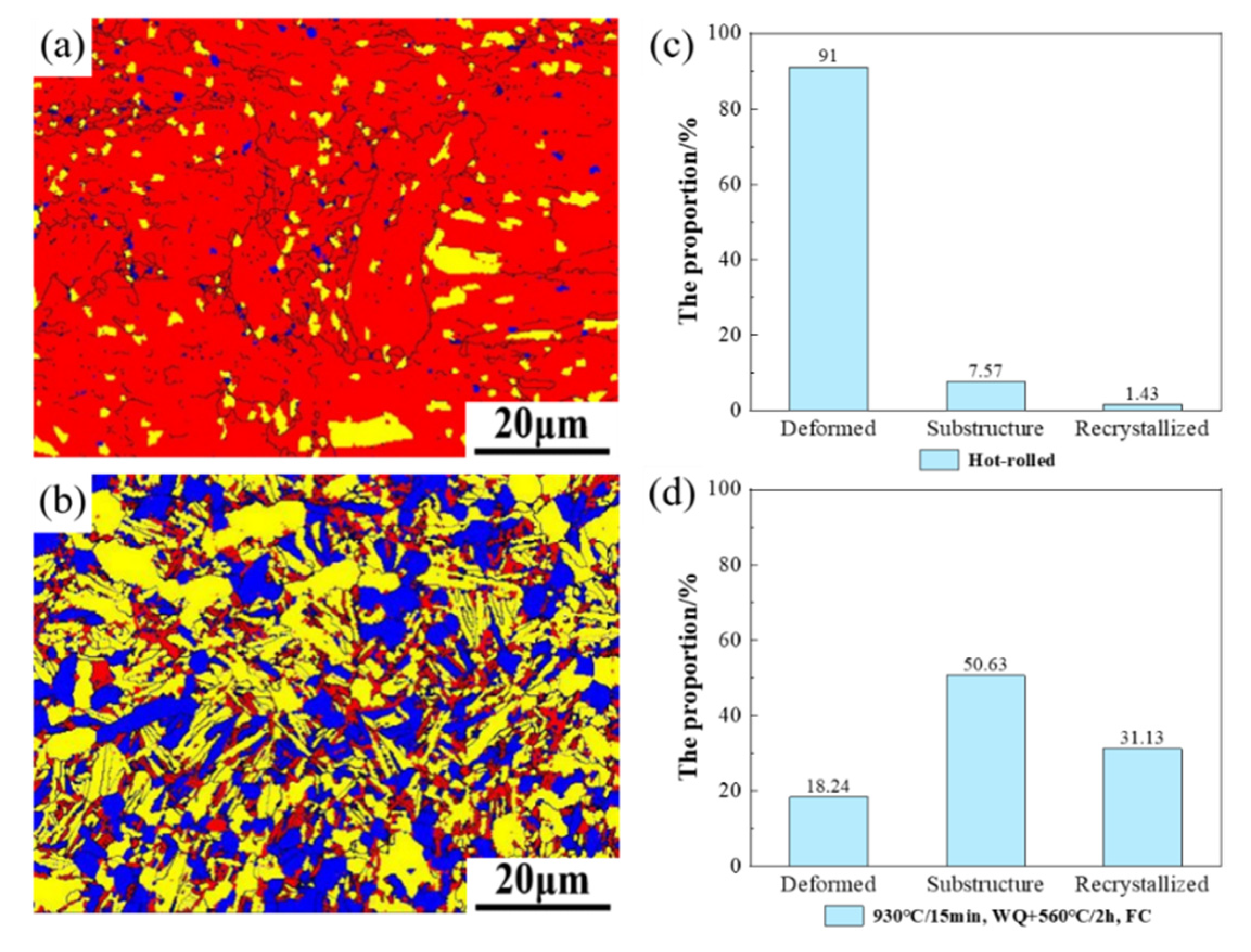
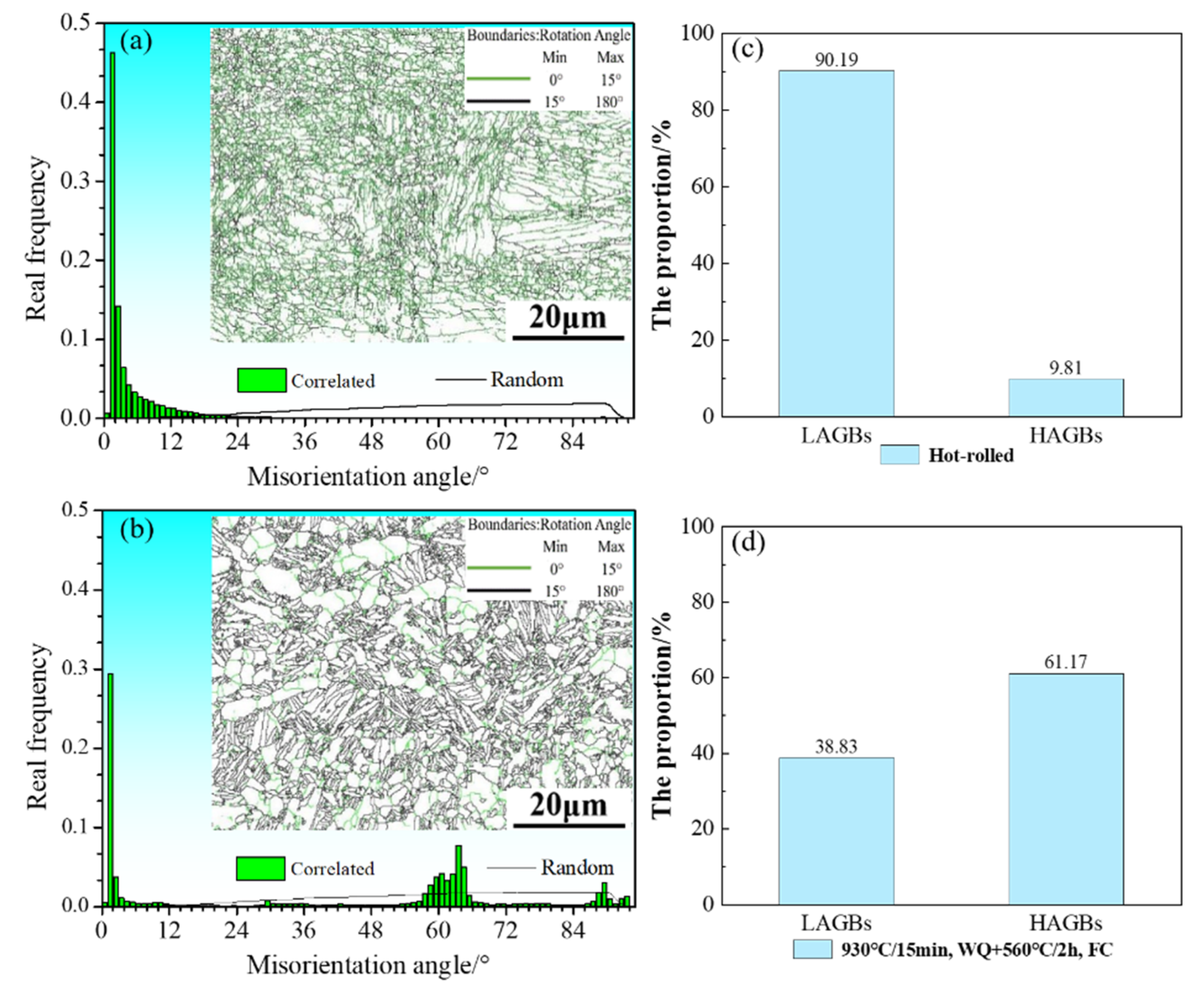
- After heat treatment, the recrystallized nucleus and substructures were increased, and the deformed matrix structure was reduced. The LAGBs decreased and the HAGBs increased after heat treatment. There was a basal texture in the {0001} pole figure, the intensity was obviously weakened after heat treatment, and some grains had rotated, indicating that the anisotropy was greatly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Bai, Y.; Gai, X.; Li, S.J.; Zhang, L.C.; Liu, Y.J.; Hao, Y.L.; Zhang, X.; Yang, R.; Gao, Y.B. Improved corrosion behaviour of electron beam melted Ti-6Al-4V alloy in phosphate buffered saline. Corros. Sci. 2017, 123, 289–296. [Google Scholar] [CrossRef]
- Costa, B.C.; Tokuhara, C.K.; Rocha, L.A.; Oliveira, R.C.; Lisboa-Filho, P.N.; Pessoa, J.C. Vanadium ionic species from degradation of Ti-6Al-4V metallic implants: In vitro cytotoxicity and speciation evaluation. Mater. Sci. Eng. C 2019, 96, 730–739. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, Z.B.; Liu, J.R.; Wang, Q.J.; Guo, Z.H.; Liu, Z.M.; Zeng, Y.D.; Yang, G.; Gong, S.L. Effects of solution-aging treatments on microstructure features, mechanical properties and damage behaviors of additive manufactured Ti-6Al-4V alloy. Mater. Sci. Eng. A 2021, 800, 140380. [Google Scholar] [CrossRef]
- Knobbe, H.; Köster, P.; Christ, H.-J.; Fritzen, C.-P.; Riedler, M. Initiation and propagation of short fatigue cracks in forged Ti-6Al-4V. Procedia Eng. 2010, 2, 931–940. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, A. The electron beam melting and refining of titanium alloys. Mater. Sci. Eng. A 1999, 263, 217–223. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Zhou, L.; Sun, J.; Han, M.C.; Georg, R.; Jochen, F.; Yang, J.C.; Zhao, Y.Q. An Investigation on Electron Beam Cold Hearth Melting of Ti64 Alloy. Rare Met. Mater. Eng. 2008, 37, 1973–1977. [Google Scholar] [CrossRef]
- Liu, H.P.; Shi, S.; You, Q.F.; Zhao, L.H.; Tan, Y. Analysis on elemental volatilization behavior of titanium alloys during electron beam smelting. Vacuum 2018, 157, 395–401. [Google Scholar] [CrossRef]
- Koleva, E.; Vutova, K.; Mladenov, G. The role of ingot-crucible thermal contact in mathematical modelling of the heat transfer during electron beam melting. Vacuum 2001, 62, 189–196. [Google Scholar] [CrossRef]
- Su, B.X.; Luo, L.S.; Wang, B.B.; Su, Y.Q.; Wang, L.; Ritchie, R.O.; Guo, E.Y.; Li, T.; Yang, H.M.; Huang, H.G.; et al. Annealed microstructure dependent corrosion behavior of Ti-6Al-3Nb-2Zr-1Mo alloy. J. Mater. Sci. Technol. 2021, 62, 234–248. [Google Scholar] [CrossRef]
- Gu, B.; Chekhonin, P.; Xin, S.W.; Liu, G.Q.; Ma, C.L.; Zhou, L.; Skrotzki, W. Microstructure and texture development during hot-compression of Ti5321. Mater. Charact. 2021, 179, 111297. [Google Scholar] [CrossRef]
- Yang, Z.J.; Li, J.X.; Zhang, B.B.; Li, J.H. Microstructures and mechanical properties of a titanium alloy thick plate joint after electron beam welding plus solution-aging. J. Mater. Res. Technol. 2022, 19, 913–922. [Google Scholar] [CrossRef]
- Nasiri-Abarbekoh, H.; Ekrami, A.; Ziaei-Moayyed, A.A.; Shohani, M. Effects of rolling reduction on mechanical properties anisotropy of commercially pure titanium. Mater. Des. 2012, 34, 268–274. [Google Scholar] [CrossRef]
- Chen, W.; Lin, Y.C.; Zhang, X.Y.; Zhou, K.C. Balancing strength and ductility by controllable heat-treatment twinning in a near β-Ti alloy. J. Mater. Res. Technol. 2020, 9, 6962–6968. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Liu, L.B.; Wu, D.; Zhang, L.G.; Wang, W.L.; Zhou, K.C. α″ phase-assisted nucleation to obtain ultrafine α precipitates for designing high-strength near-β titanium alloys. Trans. Nonferrous Met. Soc. China 2020, 30, 2681–2696. [Google Scholar] [CrossRef]
- Xiao, J.F.; Nie, Z.H.; Tan, C.W.; Zhou, G.; Chen, R.; Li, M.R.; Yu, X.D.; Zhao, X.C.; Hui, S.X.; Ye, W.J.; et al. Effect of reverse β-to-ω transformation on twinning and martensitic transformation in a metastable β titanium alloy. Mater. Sci. Eng. A 2019, 759, 680–687. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Sun, Q.Y.; Xin, S.W.; Chen, Y.N.; Wu, C.; Wang, H.; Xu, J.W.; Wan, M.P.; Zeng, W.D.; Zhao, Y.Q. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Li, T.; Kent, D.; Sha, G.; Stephenson, L.T.; Ceguerra, A.V.; Ringer, S.P.; Dargusch, M.S.; Cairney, J.M. New insights into the phase transformations to isothermal ω and ω-assisted α in near β-Ti alloys. Acta Mater. 2016, 106, 353–366. [Google Scholar] [CrossRef]
- Tian, Y.X.; Li, S.J.; Hao, Y.L.; Yang, R. High temperature deformation behavior and microstructure evolution mechanism transformation in Ti2448 alloy. Acta Metall. Sin. 2012, 48, 837–844. Available online: https://www.ams.org.cn/EN/10.3724/SP.J.1037.2012.00007 (accessed on 1 July 2012). [CrossRef]
- Zhang, Z.Q.; Dong, L.M.; Yang, Y.; Guan, S.X.; Liu, Y.Y.; Yang, R. Influences of quenching temperature on the microstructure and deformation behaviors of TC16 titanium alloy. Acta Metall. Sin. 2011, 47, 1257–1262. [Google Scholar]
- Fan, Z.C.; Feng, H.W. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar] [CrossRef]
- Lei, L.; Zhao, Y.Q.; Zhao, Q.Y.; Wu, C.; Huang, S.X.; Jia, W.J.; Zeng, W.D. Impact toughness and deformation modes of Ti-6Al-4V alloy with different microstructures. Mater. Sci. Eng. A 2021, 801, 140411. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Du, Z.X.; Xiao, S.L.; Xu, L.J.; Tian, J. Effect of aging heat treatment on microstructure and tensile properties of a new β high strength titanium alloy. J. Alloys Compd. 2014, 586, 588–592. [Google Scholar] [CrossRef]
- Xu, S.H.; Liu, Y.; Liu, B.; Wang, X.; Chen, Z.X. Microstructural evolution and mechanical properties of Ti-5Al-5Mo-5V-3Cr alloy by heat treatment with continuous temperature gradient. Trans. Nonferrous Met. Soc. China 2018, 28, 273–281. [Google Scholar] [CrossRef]
- Qi, P.; Li, B.L.; Wang, T.B.; Zhou, L.; Nie, Z.R. Microstructural evolution of near-β Ti-6Zr-5Fe alloy fabricated by selective laser melting before and after solution treatment. J. Alloys Compd. 2021, 862, 158496. [Google Scholar] [CrossRef]
- Matsumoto, H.; Yoneda, H.; Sato, K.; Kurosu, S.; Maire, E.; Fabregue, D.; Konno, T.J.; Chiba, A. Room-temperature ductility of Ti-6Al-4V alloy with α′ martensite microstructure. Mater. Sci. Eng. A 2011, 528, 1512–1520. [Google Scholar] [CrossRef]
- Su, J.L.; Ji, X.K.; Liu, J.; Teng, J.; Jiang, F.L.; Fu, D.F.; Zhang, H. Revealing the decomposition mechanisms of dislocations and metastable α′ phase and their effects on mechanical properties in a Ti-6Al-4V alloy. J. Mater. Sci. Technol. 2022, 107, 136–148. [Google Scholar] [CrossRef]
- Sun, L.B.; Jiang, F.C.; Huang, R.S.; Yuan, D.; Guo, C.H.; Wang, J.D. Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 787, 139514. [Google Scholar] [CrossRef]
- Shahmir, H.; Langdon, T.G. Using heat treatments, high-pressure torsion and post-deformation annealing to optimize the properties of Ti-6Al-4V alloys. Acta Mater. 2017, 141, 419–426. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Wu, M.Y.; Yan, Z.B.; Li, D.R.; Xin, R.L.; Liu, Q. Microstructure evolution and static recrystallization during hot rolling and annealing of an equiaxed-structure TC21 titanium alloy. J. Alloys Compd. 2018, 752, 14–22. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Tripathy, S.; Singh, R.; Murugaiyan, P.; Roy, D.; Humane, M.M.; Chowdhury, S.G. On the grain boundary character evolution in non equiatomic high entropy alloy during hot rolling induced dynamic recrystallization. J. Alloys Compd. 2022, 922, 166126. [Google Scholar] [CrossRef]
- Balachandran, S.; Kashiwar, A.; Choudhury, A.; Banerjee, D.; Shi, R.P.; Wang, Y.Z. On variant distribution and coarsening behavior of the α phase in a metastable β titanium alloy. Acta Mater. 2016, 106, 347–387. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.G.; Li, P.J.; Xiong, L.T.; Liu, T.Y.; He, L.J. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Ma, X.L.; Huang, C.X.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y.T. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.L.; Wang, X.S.; Bai, J.; Ding, J.L.; Williams, S.; Zhai, Y.C.; Liu, K. Deformation microstructures and strengthening mechanisms for the wire+arc additively manufactured Al-Mg4.5Mn alloy with inter-layer rolling. Mater. Sci. Eng. A 2018, 712, 292–301. [Google Scholar] [CrossRef]





 ) and the calculated size.
) and the calculated size.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|
| Bal. | 5.93 | 4.27 | 0.07 | 0.05 | 0.009 | 0.004 | 0.14 |
| Type | Angle Pair | Axis | Probability Occurrence |
|---|---|---|---|
| A | 0 | 15.38% | |
| B | 10.53° | [0 0 0 1] | 7.69% |
| C | 60° | [1 1 −2 0] | 15.38% |
| D | 60.83° | [−1.377 −1 2.377 0.359] | 30.77% |
| E | 63.26° | [−10 5 5 3] | 15.38% |
| F | 90° | [1 −2.38 1.38 0] | 15.38% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Yin, Z.; Huang, Z.; Zhao, S.; Huang, H.; Yu, K.; Zhou, R.; Xiao, H. Effect of Aging Treatment on Microstructural Evolution and Mechanical Properties of the Electron Beam Cold Hearth Melting Ti-6Al-4V Alloy. Materials 2022, 15, 7122. https://doi.org/10.3390/ma15207122
Yu J, Yin Z, Huang Z, Zhao S, Huang H, Yu K, Zhou R, Xiao H. Effect of Aging Treatment on Microstructural Evolution and Mechanical Properties of the Electron Beam Cold Hearth Melting Ti-6Al-4V Alloy. Materials. 2022; 15(20):7122. https://doi.org/10.3390/ma15207122
Chicago/Turabian StyleYu, Jiaxin, Zhengpei Yin, Zhirong Huang, Shuai Zhao, Haiguang Huang, Kun Yu, Rongfeng Zhou, and Han Xiao. 2022. "Effect of Aging Treatment on Microstructural Evolution and Mechanical Properties of the Electron Beam Cold Hearth Melting Ti-6Al-4V Alloy" Materials 15, no. 20: 7122. https://doi.org/10.3390/ma15207122
APA StyleYu, J., Yin, Z., Huang, Z., Zhao, S., Huang, H., Yu, K., Zhou, R., & Xiao, H. (2022). Effect of Aging Treatment on Microstructural Evolution and Mechanical Properties of the Electron Beam Cold Hearth Melting Ti-6Al-4V Alloy. Materials, 15(20), 7122. https://doi.org/10.3390/ma15207122