
Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition


 ,
,
Abstract
:1. Introduction
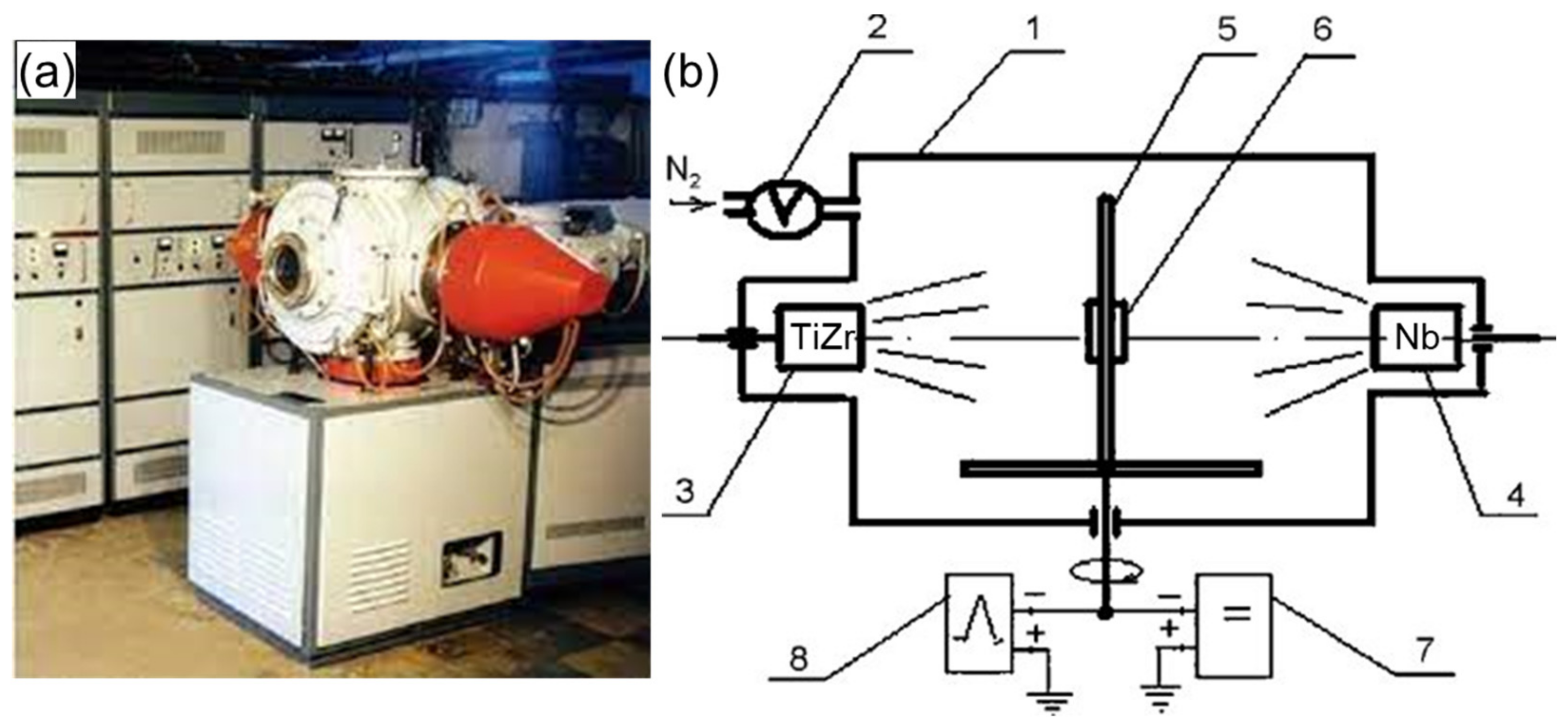
2. Materials, Equipment and Research Methods
3. Experimental Results and Discussion
4. Conclusions
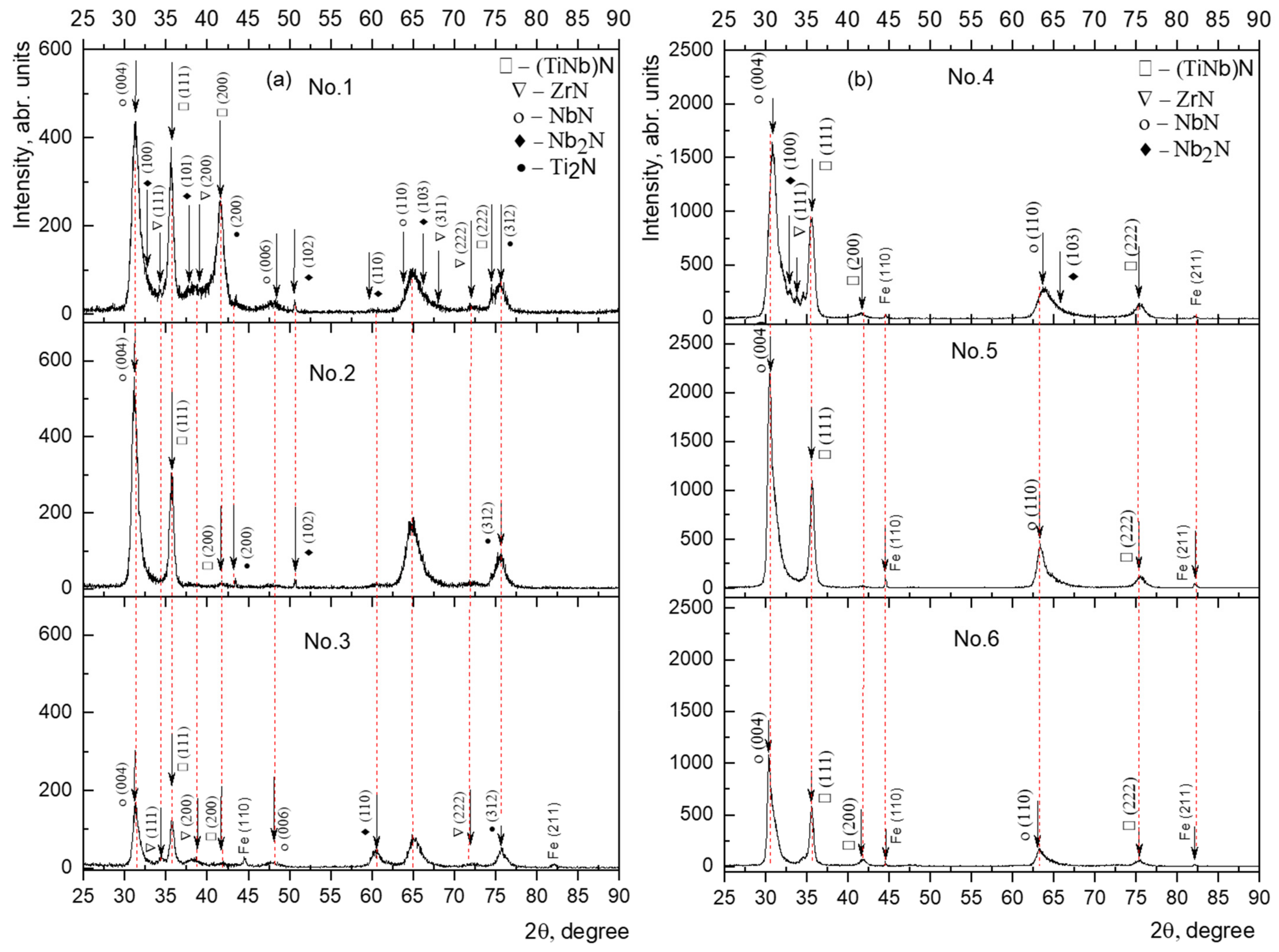
- It was established that the (TiZr/Nb)N multilayer coating consists of a solid solution of (TiNb)N and ε-NbN with an FCC structure. Based on the phase composition data, it can be assumed that an increase in the number of bilayers leads to a decrease in the concentration of nitrogen in the bilayers and, consequently, to a decrease in the volume fraction of ε-NbN and β-Nb2N nitrides and the appearance of a weak peak of the solid solution of (TiZr)N;
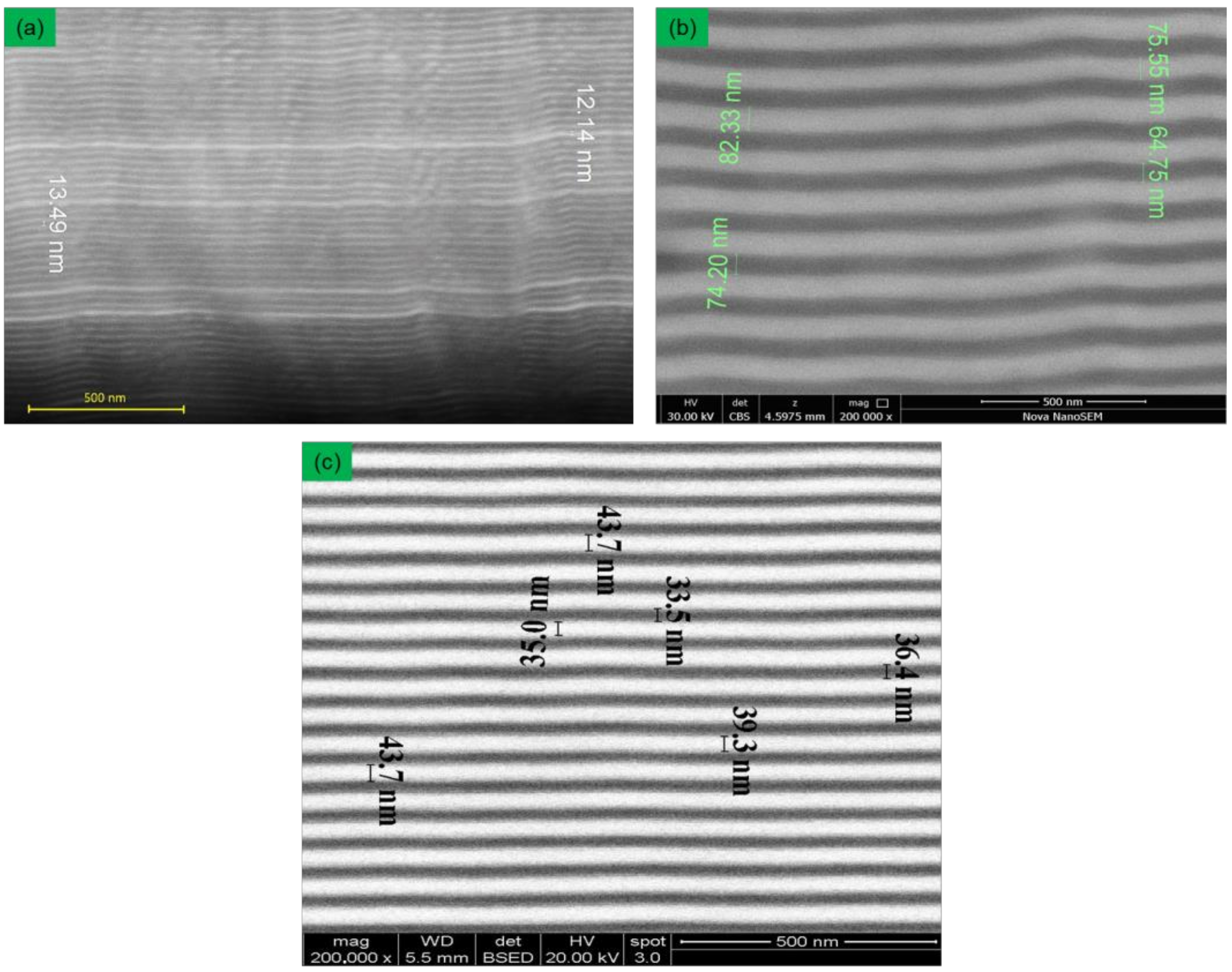
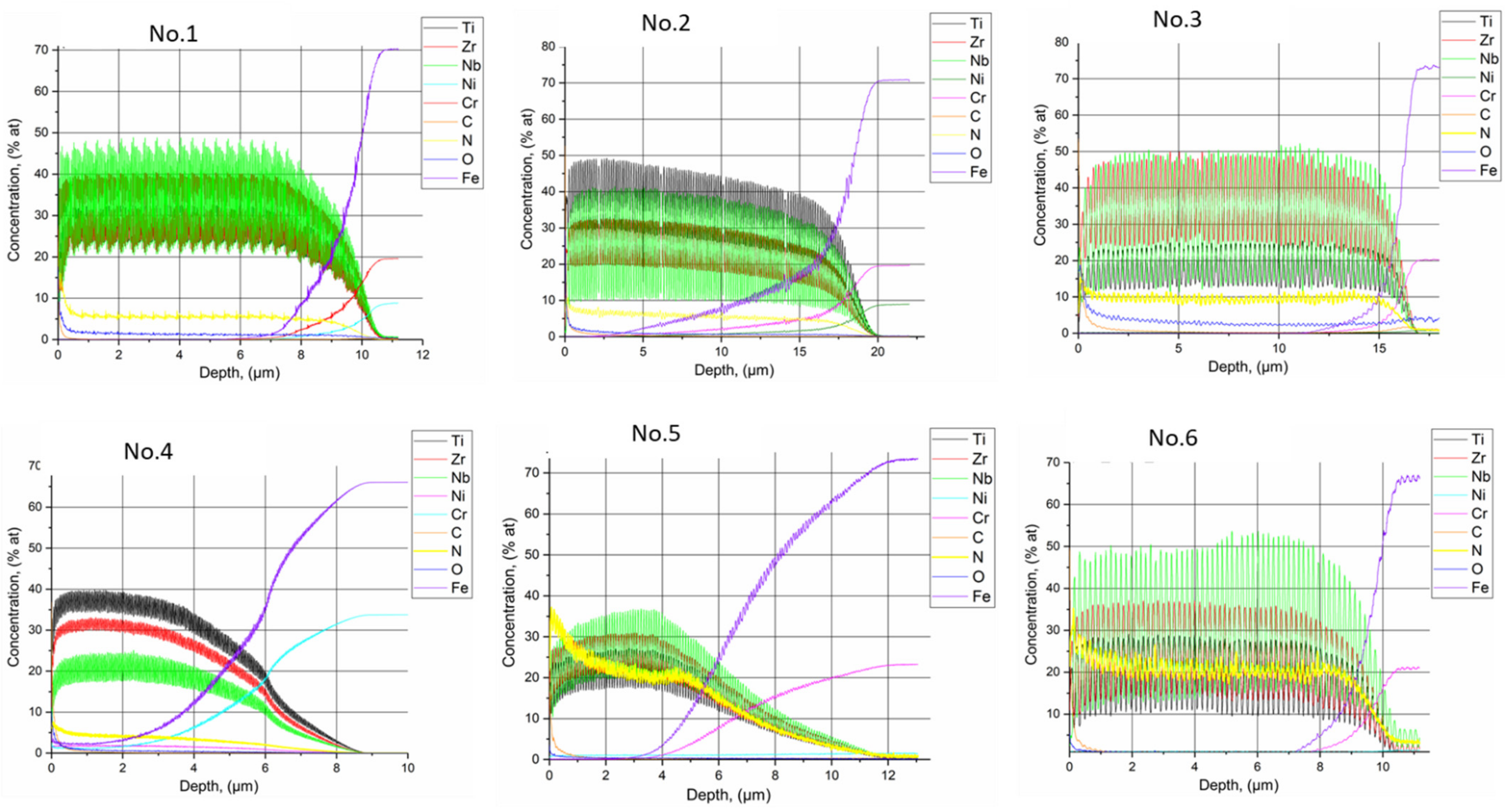
- It was determined that an increase in the bias potential from −100 V to −200 V leads to an increase in the coating thickness (TiZr/Nb)N and is from 8–10 µm to 10–20 µm, respectively. It was also found that an increase in the deposition time of each individual layer at U = −100 V and p = 4 × 10−3 Torr leads to an uneven distribution of elements over the coating thickness and the formation of a relatively wide coating–substrate transition layer. Due to the shorter relaxation time for redistribution of metal ions in the diffusion layer during the deposition of each layer, the modulation of elements in the composition will not be ideal, and the characteristics of the coatings are close to a monolithic alloy, not multilayer structure;
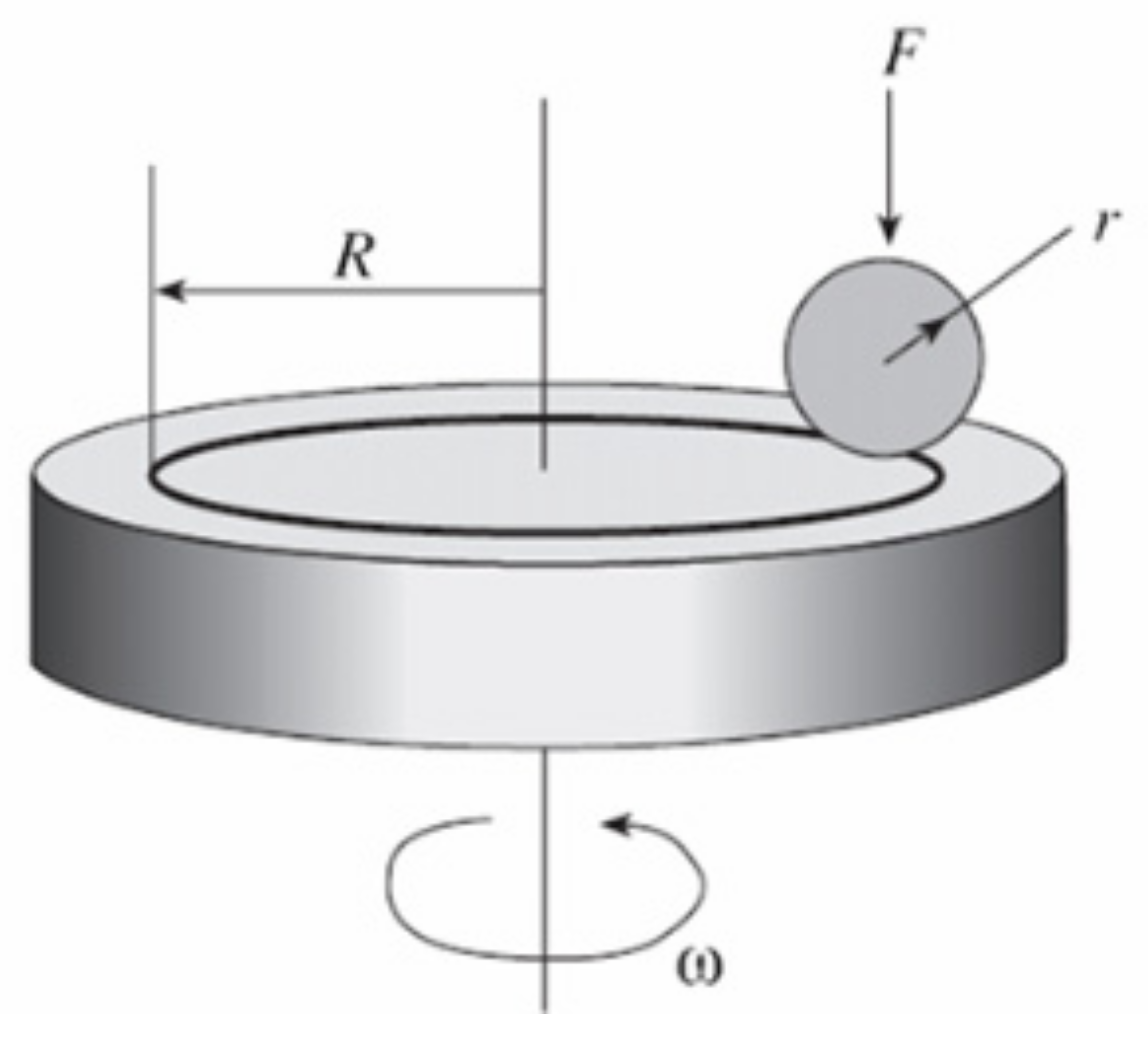
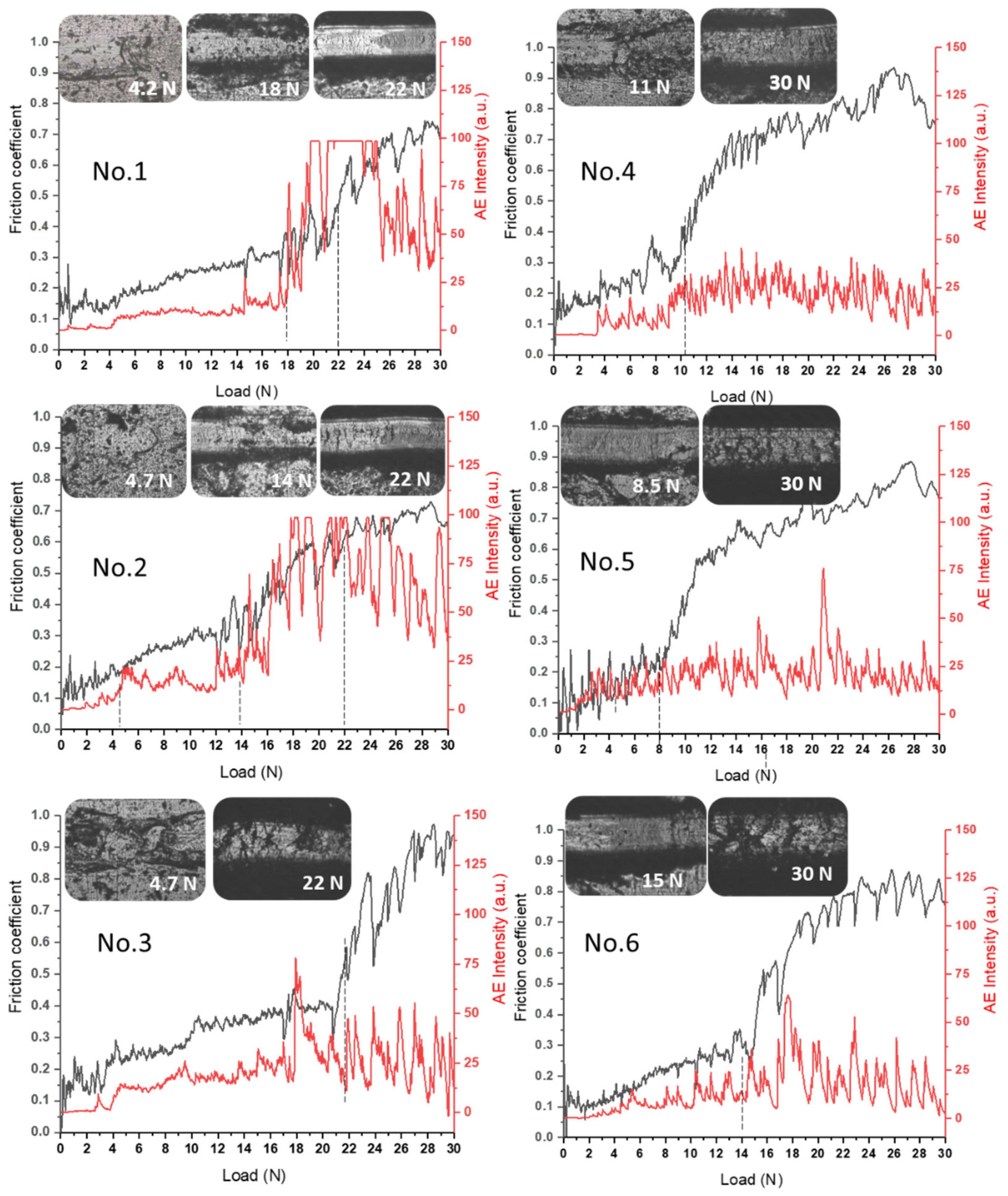
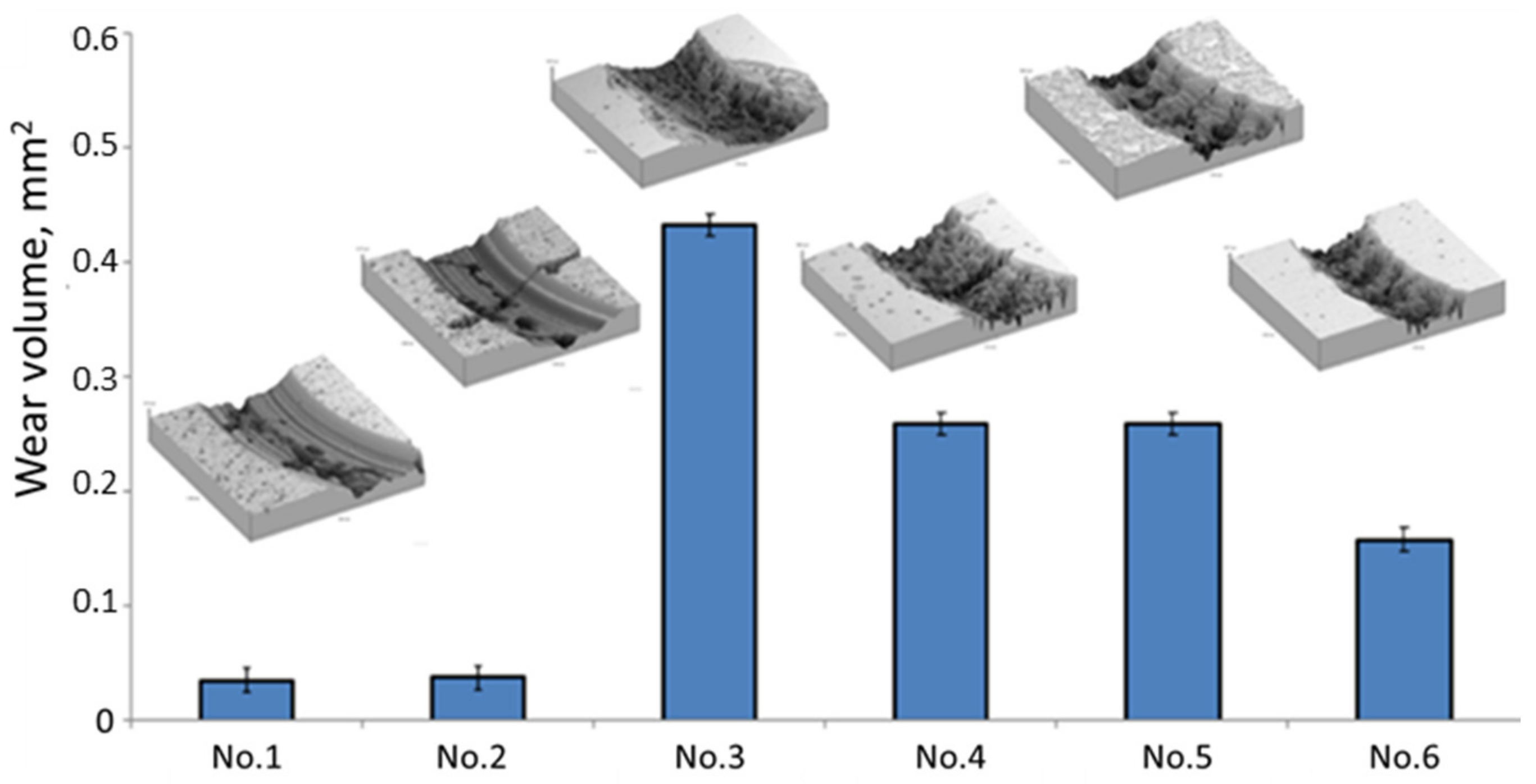
- It was determined that the multilayer coating (TiZr/Nb)N has a high adhesion strength when tested with abrasion fracture using the cohesive mechanism. Cohesive destruction of coatings leads to a decrease in the wear resistance of the multilayer coatings;
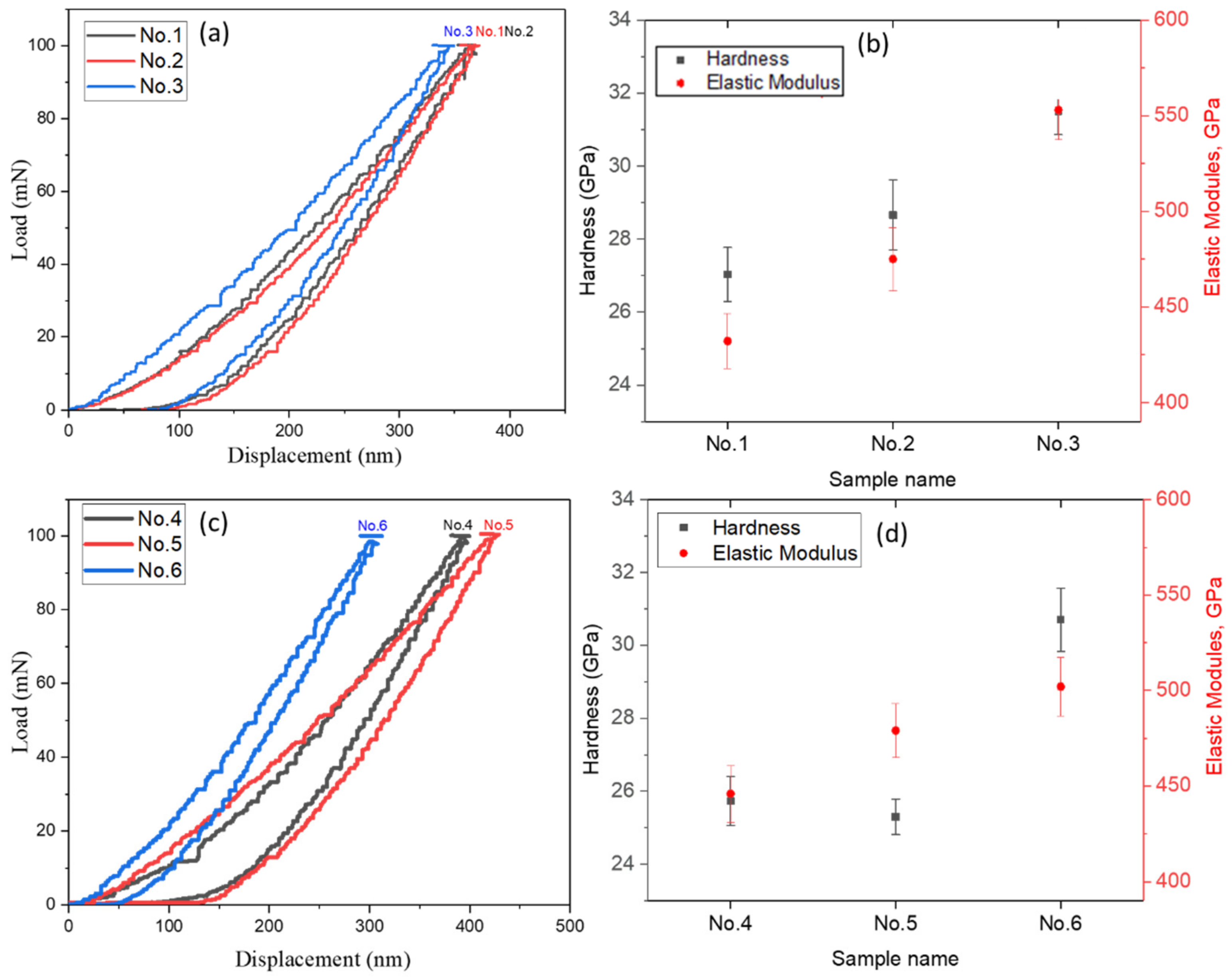
- The possibility of controlling the mechanical and tribological properties of multilayer (TiZrNb)N coatings by Arc-PVD was shown. The regularities of the formation of the structural-phase state and the features of the change in the mechanical and tribological characteristics of multilayer Arc-PVD (TiZr/Nb)N coatings were established depending on the pressure of the reaction gas and the number of bilayers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Smyrnova, K.; Sahul, M.; Haršáni, M.; Pogrebnjak, A.; Ivashchenko, V.; Beresnev, V.; Stolbovoy, V.; Caplovic, L.; Caplovicová, M.; Vanco, L.; et al. Microstructure, mechanical and tribological properties of advanced layered WN/MeN (Me = Zr, Cr, Mo, Nb) nanocomposite coatings. Nanomaterials 2022, 12, 395. [Google Scholar] [CrossRef]
- Maksakova, O.V.; Simoeẽs, S.; Pogrebnjak, A.D.; Bondar, O.V.; Kravchenko, Y.; Beresnev, V.M. The influence of deposition conditions and bilayer thickness on physical-mechanical properties of CA-PVD multilayer ZrN/CrN coatings. Mater. Charact. 2018, 140, 189–196. [Google Scholar] [CrossRef]
- Povstugar, I.; Choi, P.P.; Tytko, D.; Ahn, J.P.; Raabe, D. Interface-directed spinodal decomposition in TiAlN/CrN multilayer hard coatings studied by atom probe tomography. Acta Mater. 2013, 61, 7534–7542. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Wang, D.Y.; Hung, C.Y. Structural and mechanical properties of nanolayered TiAlN/CrN coatings synthesized by a cathodic arc deposition process. Surf. Coatings Technol. 2005, 200, 1702–1708. [Google Scholar] [CrossRef]
- Du, J.W.; Chen, L.; Chen, J.; Du, Y. Mechanical properties, thermal stability and oxidation resistance of TiN/CrN multilayer coatings. Vacuum 2020, 179, 109468. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Chang, K.K.; Du, Y. Effect of the modulation ratio on the interface structure of TiAlN/TiN and TiAlN/ZrN multilayers: First-principles and experimental investigations. Acta Mater. 2017, 130, 281–288. [Google Scholar] [CrossRef]
- Ramesh, B.; Elsheikh, A.H.; Satishkumar, S.; Shaik, A.M.; Djuansjah, J.; Ahmadein, M.; Moustafa, E.B.; Alsaleh, N.A. The Influence of Boron Carbide on the Mechanical Properties and Bonding Strength of B4C/Nickel 63 Coatings of Brake Disc. Coatings 2022, 12, 663. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Akulinkin, A.A.; Panin, A.V.; Sergeev, V.P.; Kalashnikov, M.P.; Voronov, A.V.; Cheng, C.H. Study of crack resistance of TiAlN coatings by scratch testing. Phys. Mesomech. 2017, 20, 185–192. [Google Scholar] [CrossRef]
- Özkan, D.; Alper Yılmaz, M.; Szala, M.; Türküz, C.; Chocyk, D.; Tunç, C.; Göz, O.; Walczak, M.; Pasierbiewicz, K.; Barış Yağcı, M. Effects of ceramic-based CrN, TiN, and AlCrN interlayers on wear and friction behaviors of AlTiSiN+TiSiN PVD coatings. Ceram. Int. 2021, 47, 20077–20089. [Google Scholar] [CrossRef]
- Kamenetskih, A.S.; Kukharenko, A.I.; Kurmaev, E.Z.; Skorikov, N.A.; Gavrilov, N.V.; Cholakh, S.O.; Chukin, A.V.; Zainullina, V.M.; Korotin, M.A. Characterization of TiAlSiON coatings deposited by plasma enhanced magnetron sputtering: XRD, XPS, and DFT studies. Surf. Coat. Technol. 2015, 278, 87–91. [Google Scholar] [CrossRef]
- Vannan, R.M.; Moorthy, T.V.; Hariharan, P.; Prabhu, P. Effect of physical vapor deposited bilayer (AlCrN + TiAlN) coating on high-speed steel single point cutting tool. Mater. Manuf. Process. 2017, 32, 373–376. [Google Scholar] [CrossRef]
- Mohammed, M.M.; Elsayed, E.M.; El-Kady, O.A.; Alsaleh, N.A.; Elsheikh, A.H.; Essa, F.A.; Ahmadein, M.; Djuansjah, J. Electrochemical Behavior of Cu-MWCNT Nanocomposites Manufactured by Powder Technology. Coatings 2022, 12, 409. [Google Scholar] [CrossRef]
- Abdeen, D.; El Hachach, M.; Koc, M.; Atieh, M.A. Review on the Corrosion Behaviour of Nanocoatings on Metallic Substrates. Materials 2019, 12, 210. [Google Scholar] [CrossRef] [Green Version]
- Pogrebnjak, A.D.; Kong, C.H.; Webster, R.F.; Tilley, R.D.; Takeda, Y.; Oyoshi, K.; Bondar, O.V.; Buranich, V.V.; Konstantinov, S.V.; Baimoldanova, L.S.; et al. Antibacterial effect of au implantation in ductile nanocomposite multilayer (TiAlSiY)N/CrN coatings. ACS Appl. Mater. Interfaces 2019, 11, 48540–48550. [Google Scholar] [CrossRef]
- Bahadormanesh, B.; Ghorbani, M.; Kordkolaei, N.L. Electrodeposition of nanocrystalline Zn/Ni multilayer coatings from single bath: Influences of deposition current densities and number of layers on characteristics of deposits. Appl. Surf. Sci. 2017, 404, 101–109. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kazachenok, M.S. Mechanical properties and tribological behavior of magnetron sputtered TiAlN/TiAl multilayer coatings. Surf. Coat. Technol. 2018, 353, 254–262. [Google Scholar] [CrossRef]
- Chen, H.; Zheng, B.C.; Li, Y.G.; Wu, Z.L.; Lei, M.K. Flexible hard TiAlSiN nanocomposite coatings deposited by modulated pulsed power magnetron sputtering with controllable peak power. Thin Solid Films 2019, 669, 377–386. [Google Scholar] [CrossRef]
- Caicedo, J.C.; Amaya, C.; Yate, L.; Gómez, M.E.; Zambrano, G.; Alvarado-Rivera, J.; Muñoz-Saldaña, J.; Prieto, P. TiCN/TiNbCN multilayer coatings with enhanced mechanical properties. Appl. Surf. Sci. 2010, 256, 5898–5904. [Google Scholar] [CrossRef]
- Chen, T.; Xie, Z.; Gong, F.; Luo, Z.; Yang, Z. Correlation between microstructure evolution and high temperature properties of TiAlSiN hard coatings with different Si and Al content. Appl. Surf. Sci. 2014, 314, 735–745. [Google Scholar] [CrossRef]
- Wan, Q.; Yang, B.; Liu, H.D.; Mei, Q.S.; Chen, Y.M. Ion irradiation tolerance of Ti—Si—N nanocomposite coating. Surf. Coat. Technol. 2016, 305, 165–169. [Google Scholar] [CrossRef]
- Yashar, P.C.; Sproul, W.D. Nanometer scale multilayered hard coatings. Vacuum 1999, 55, 179–190. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Prakash, M.S.; Jain, A.; Rajam, K.S. Structure, hardness and thermal stability of TiAlN and nanolayered TiAlN/CrN multilayer films. Vacuum 2005, 77, 169–179. [Google Scholar] [CrossRef]
- Chaliyawala, H.A.; Srinivas, G.; Bera, P.; Kumar Siju, P.; Khan, J.; Barshilia, H.C. Improved thermal stability, mechanical and tribological properties of reactively sputtered Si doped TiAlC nanostructured hard coatings. Surf. Coat. Technol. 2016, 288, 95–104. [Google Scholar] [CrossRef]
- Zhu, L.H.; Song, C.; Ni, W.Y.; Liu, Y.X. Effect of 10% Si addition on cathodic arc evaporated TiAlSiN coatings. Trans. Nonferrous Met. Soc. China 2016, 26, 1638–1646. [Google Scholar] [CrossRef]
- Kara, L.; ASL, H.G.; Karadayi, Ö. The effect of TiN, TiAlN, CrAlN, and TiAlN/TiSiN coatings on the wear properties of AISI H13 steel at room temperature. Surf. Rev. Lett. 2019, 26, 1950063. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Ivashchenko, V.I.; Skrynskyy, P.L.; Bondar, O.V.; Konarski, P.; Załęski, K.; Jurga, S.; Coy, E. Experimental and theoretical studies of the physicochemical and mechanical properties of multi-layered TiN/SiC. Films: Temperature effects on the nanocomposite structure. Compos. Part B Eng. 2018, 142, 85–94. [Google Scholar] [CrossRef]
- Liu, Y.; Yu, S.; Shi, Q.; Ge, X.; Wang, W. Multilayer coatings for tribology: A mini review. Nanomaterials 2022, 12, 1388. [Google Scholar] [CrossRef]
- Liu, H.; Tang, J.-F.; Wang, X.; Li, W.; Chang, C.L. Effects of nitrogen-argon flow ratio on the microstructural and mechanical properties of TiAlSiN/CrN multilayer coatings prepared using high power impulse magnetron sputtering. J. Vac. Sci. Technol. A. 2019, 37, 051501. [Google Scholar] [CrossRef]
- Verma, N.; Cadambi, S.; Jayaram, V.; Biswas, S.K. Micromechanisms of damage nucleation during contact deformation of columnar multilayer nitride coatings. Acta Mater. 2012, 60, 3063–3073. [Google Scholar] [CrossRef]
- Wang, L.; Li, L.; Li, G.; Ma, Q. Improved Adhesion of TiAlSiN Nanocomposite Coatings on Cemented Carbide Substrate by Pre-Implantation. Coatings 2019, 9, 209. [Google Scholar] [CrossRef]
- Kovalev, A.I.; Vakhrushev, V.O.; Beake, B.D.; Konovalov, E.P.; Wainstein, D.L.; Dmitrivskii, S.A.; Fox-Rabinovich, G.S.; Veldhuis, S. Damage accumulation phenomena in multilayer (TiAlCrSiY)N/(TiAlCr)N, monolayer (TiAlCrSiY)N coatings and silicon upon deformation by cyclic nanoindentation. Nanomaterials 2022, 12, 1312. [Google Scholar] [CrossRef] [PubMed]
- Vengesa, Y.; Fattah-alhosseini, A.; Elmkhah, H.; Imantalab, O. Influence of post-deposition annealing temperature on morphological, mechanical and electrochemical properties of CrN/CrAlN multilayer coating deposited by cathodic arc evaporation- physical vapor deposition process. Surf. Coat. Technol. 2022, 432, 128090. [Google Scholar] [CrossRef]
- Kolaklieva, L.; Kakanakov, R.; Stefanov, P.; Kovacheva, D.; Atanasova, G.; Russev, S.; Chitanov, V.; Cholakova, T.; Bahchedjiev, C. Mechanical and structural properties of nanocomposite CrAlSiN-AlSiN coating with periodically modulated composition. Coatings 2020, 10, 41. [Google Scholar] [CrossRef] [Green Version]
- Pogrebnjak, A.D.; Rogoz, V.M.; Bondar, O.V.; Erdybaeva, N.K.; Plotnikov, S.V. Structure and physicomechanical properties of NbN-Based protective nanocomposite coatings: A Review. Prot. Met. Phys. Chem. Surf. 2016, 52, 802–813. [Google Scholar] [CrossRef] [Green Version]
- Sagdoldina, Z.; Rakhadilov, B.; Kurbanbekov, S.; Kozhanova, R.; Kengesbekov, A. Effect of irradiation with Si+ ions on phase transformations in Ti–Al system during thermal annealing. Coatings 2021, 11, 205. [Google Scholar] [CrossRef]
- ASTM G133-95; Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM International: West Conshohocken, PA, USA, 1995. Available online: http://www.astm.org/cgi-bin/resolver.cgi?G133-95 (accessed on 1 January 2017).
- ASTM G99-05; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2005. Available online: http://www.astm.org/cgi-bin/resolver.cgi?G99-05 (accessed on 1 January 2017).
- Zalesak, J.; Holec, D.; Matko, I.; Petrenec, M.; Sartory, B.; Koutná, N.; Daniel, R.; Pitonak, R.; Keckes, J. Peculiarity of self-assembled cubic nanolamellae in the TiN/AlN system: Epitaxial self-stabilization by element deficiency/excess. Acta Mater. 2017, 131, 391–399. [Google Scholar] [CrossRef]
- Rakhadilov, B.K.; Sagdoldina, Z.B.; Kylyshkanov, M.K.; Buitkenov, D.B. Method of Obtaining a Wear-Resistant Coating. KZ Utility Model Patent No. 6659; Application No. 03.08.21, 11 December 2021. (In Russian). [Google Scholar]
- Bhat, R.S.; Hegde, A.C. Development of nano-structured cyclic multilayer Zn–Ni alloy coatings using triangular current pulses. Surf. Eng. Appl. Electrochem. 2011, 47, 112–119. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ration in wear control: A nanocomposite coating approach to optimized tribological behavior. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Musil, J.; Zeman, P.; Baroch, P. Hard Nanocomposite Coatings. In Comprehensive Materials Processing; Hashmi, M.S.J., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; pp. 325–353. [Google Scholar]
- Xie, Z.W.; Wang, L.P.; Wang, X.F.; Huang, L.; Lu, Y.; Yan, J.C. Influence of Si content on structure and mechanical properties of TiAlSiN coatings deposited by multi-plasma immersion ion implantation and deposition. Trans. Nonferrous Met. Soc. China 2011, 21, s476–s482. [Google Scholar] [CrossRef]
- Faga, M.G.; Gautier, G.; Cartasegna, F.; Priarone, P.C.; Settineri, L. AlSiTiN and AlSiCrN multilayer coatings: Effects of structure and surface composition on tribological behavior under dry and lubricated conditions. Appl. Surf. Sci. 2016, 365, 218–226. [Google Scholar] [CrossRef]
- Hans, M.; Music, D.; Chen, Y.T.; Patterer, L.; Eriksson, A.O.; Kurapov, D.; Ramm, J.; Arndt, M.; Rudigier, H.; Schneider, J.M. Crystallite size-dependent metastable phase formation of TiAlN coatings. Sci. Rep. 2017, 7, 16096. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.Y.; Chang, H.; Jhao, L.J.; Chuang, C.C. Tribological and mechanical properties of multilayered TiVN/TiSiN coatings synthesized by cathodic arc evaporation. Surf. Coat. Technol. 2018, 350, 1071–1079. [Google Scholar] [CrossRef]
- Xu, X.; Su, F.; Li, Z. Tribological properties of nanostructured TiAlN/W2N multilayer coating produced by PVD. Wear 2019, 430–431, 67–75. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Id, A | If, A | U | P, Torr | Notes | Time |
|---|---|---|---|---|---|---|
| No. 1 | 100 | 0.5 | 200 | 1 × 10−3 | Interval 10 s 536 layers | 1.5 h |
| 80 | 0.5 | |||||
| No. 2 | 100 | 0.5 | 200 | 1 × 10−3 | Interval 20 s 270 layers | 1.5 h |
| 80 | 0.5 | |||||
| No. 3 | 100 | 0.5 | 200 | 1 × 10−3 | Interval 40 s 134 layers | 1.5 h |
| 80 | 0.5 | |||||
| No. 4 | 100 | 0.5 | 100 | 4 × 10−3 | Interval 10 s 536 layers | 1.5 h |
| 80 | 0.5 | |||||
| No. 5 | 100 | 0.5 | 100 | 4 × 10−3 | Interval 20 s 270 layers | 1.5 h |
| 80 | 0.5 | |||||
| No. 6 | 100 | 0.5 | 100 | 4 × 10−3 | Interval 40 s 134 layers | 1.5 h |
| 80 | 0.5 |
| Sample | Detected Phases | CSR Size, nm | Δd/d × 10−3 |
|---|---|---|---|
| No. 1 | TiN | 12 | 0.8 |
| NbN | 18 | 7.7 | |
| ZrN | 10 | 6.4 | |
| Nb2N | 16 | 1.8 | |
| Ti2N | 15 | 2.1 | |
| No. 2 | TiN | 15 | 0.3 |
| NbN | 20 | 7. | |
| ZrN | 9 | 5.8 | |
| Nb2N | 13 | 2.6 | |
| Ti2N | 16 | 2.6 | |
| No. 3 | TiN | 16 | 0.8 |
| NbN | 20 | 7.4 | |
| ZrN | 9 | 5.4 | |
| Nb2N | 16 | 2.0 | |
| Ti2N | 24 | 3.5 | |
| No. 4 | TiN | 10 | 4.7 |
| NbN | 11 | 5.0 | |
| ZrN | 12 | 5.1 | |
| Nb2N | 13 | 7.1 | |
| No. 5 | TiN | 11 | 3.6 |
| NbN | 12 | 6.3 | |
| No. 6 | TiN | 14 | 1.8 |
| NbN | 11 | 6.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bauyrzhan, R.; Alexander, P.; Zhuldyz, S.; Dastan, B.; Vyacheslav, B.; Mukhamedova, A. Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition. Materials 2022, 15, 7696. https://doi.org/10.3390/ma15217696
Bauyrzhan R, Alexander P, Zhuldyz S, Dastan B, Vyacheslav B, Mukhamedova A. Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition. Materials. 2022; 15(21):7696. https://doi.org/10.3390/ma15217696
Chicago/Turabian StyleBauyrzhan, Rakhadilov, Pogrebnjak Alexander, Sagdoldina Zhuldyz, Buitkenov Dastan, Beresnev Vyacheslav, and Amina Mukhamedova. 2022. "Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition" Materials 15, no. 21: 7696. https://doi.org/10.3390/ma15217696
APA StyleBauyrzhan, R., Alexander, P., Zhuldyz, S., Dastan, B., Vyacheslav, B., & Mukhamedova, A. (2022). Effect of Bilayer Thickness and Bias Potential on the Structure and Properties of (TiZr/Nb)N Multilayer Coatings as a Result of Arc-PVD Deposition. Materials, 15(21), 7696. https://doi.org/10.3390/ma15217696