
Effect of Layer Thickness and Heat Treatment on Microstructure and Mechanical Properties of Alloy 625 Manufactured by Electron Beam Powder Bed Fusion


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
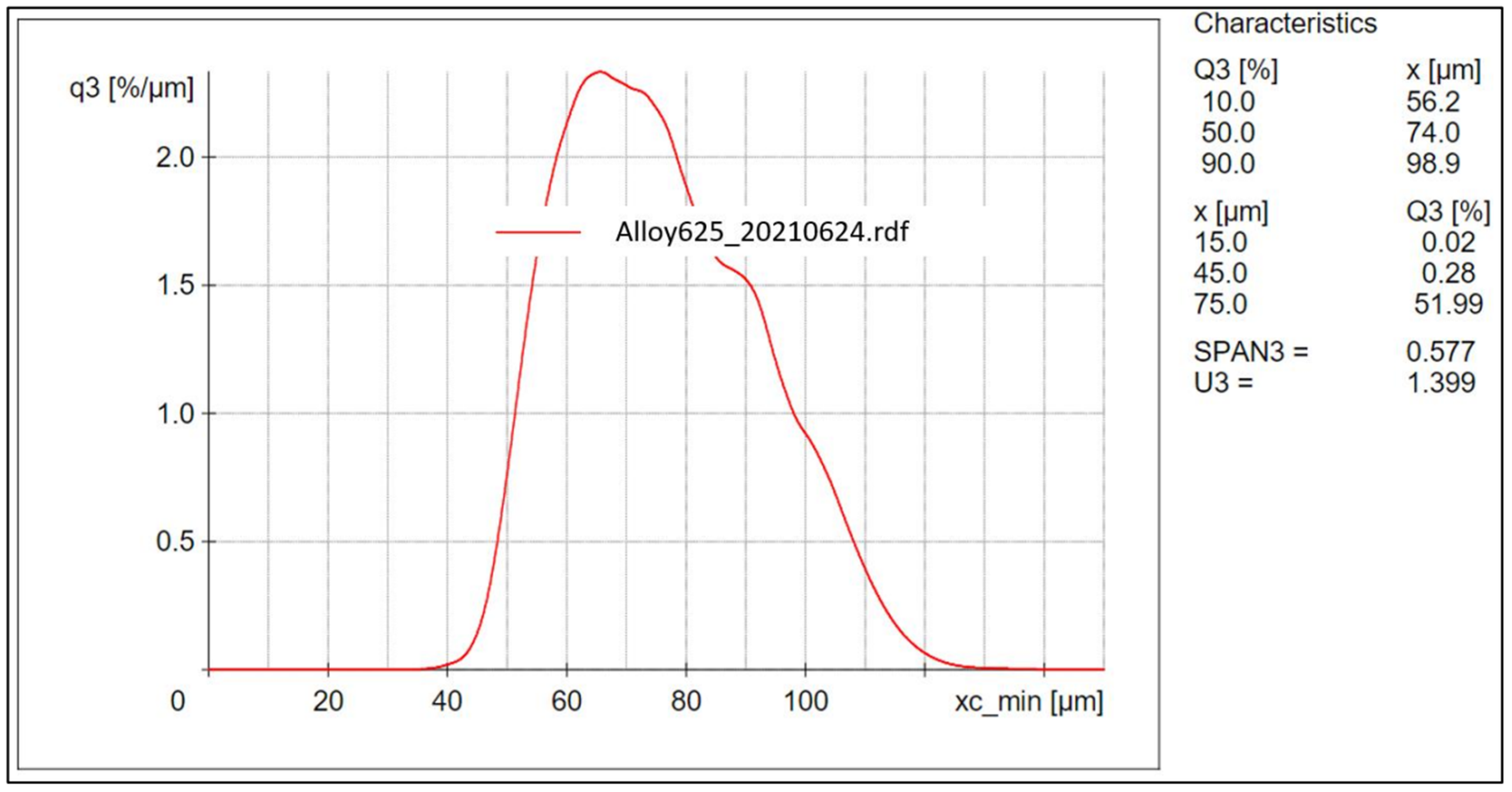
2.1. Powder Feedstock
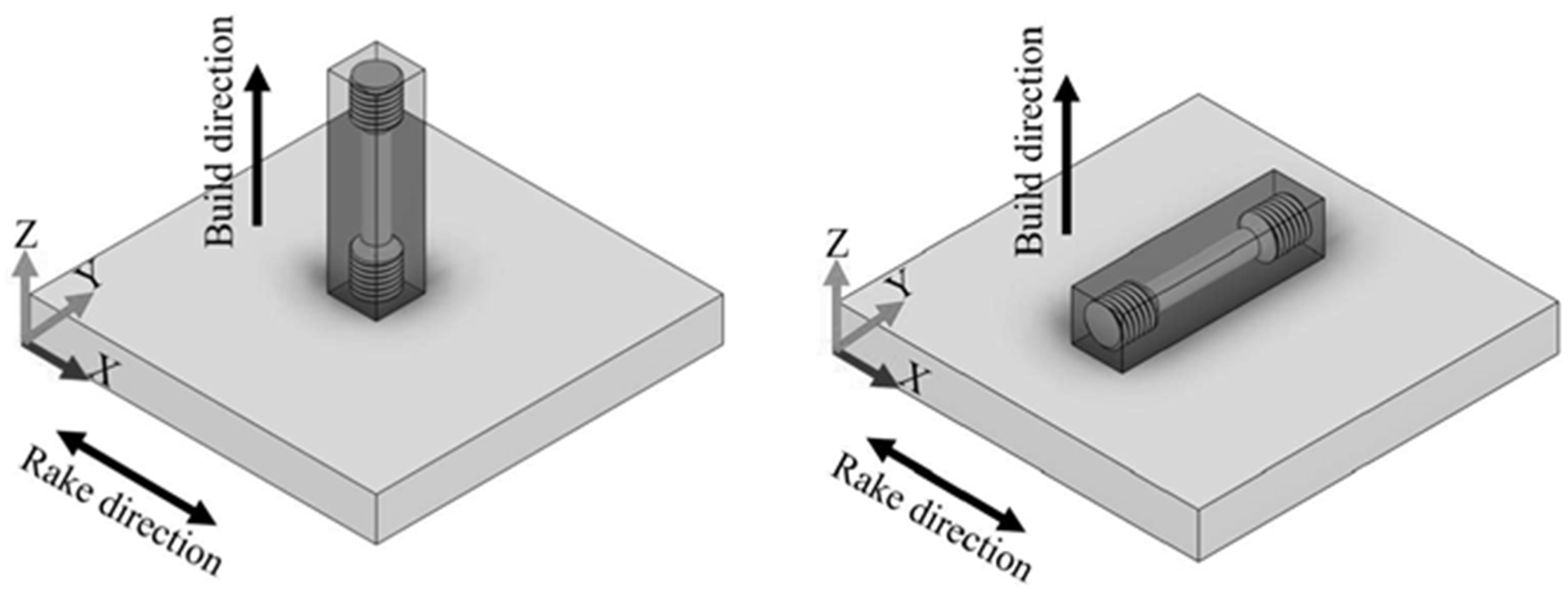
2.2. Electron Beam Powder Bed Fusion System
2.3. Heat Treatment
- Hot isostatic pressing (HIP) was carried out in an inert atmosphere at not less than 100 MPa within the range of 1120 to 1175 °C and held at that temperature within ± 15 °C for 240 ± 60 min and then cooled under an inert atmosphere as per ASTM 3301-18a.
- Solution treatment at 1177 ± 3.9 °C for 60 min and argon gas fan cooled at a rate of air cooling or faster to 649 °C as per ASTM 7000.
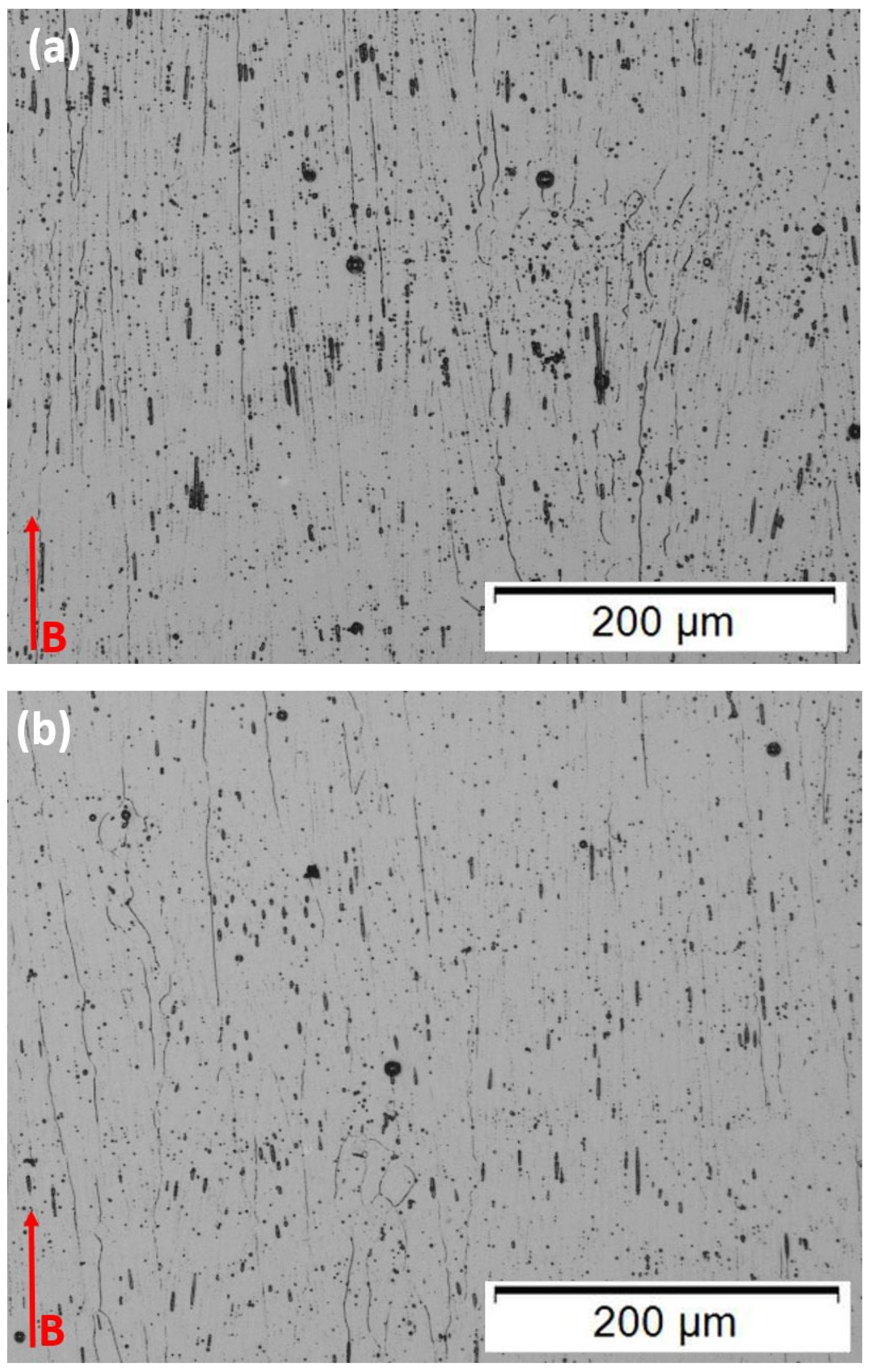
2.4. Microstructure Characterization
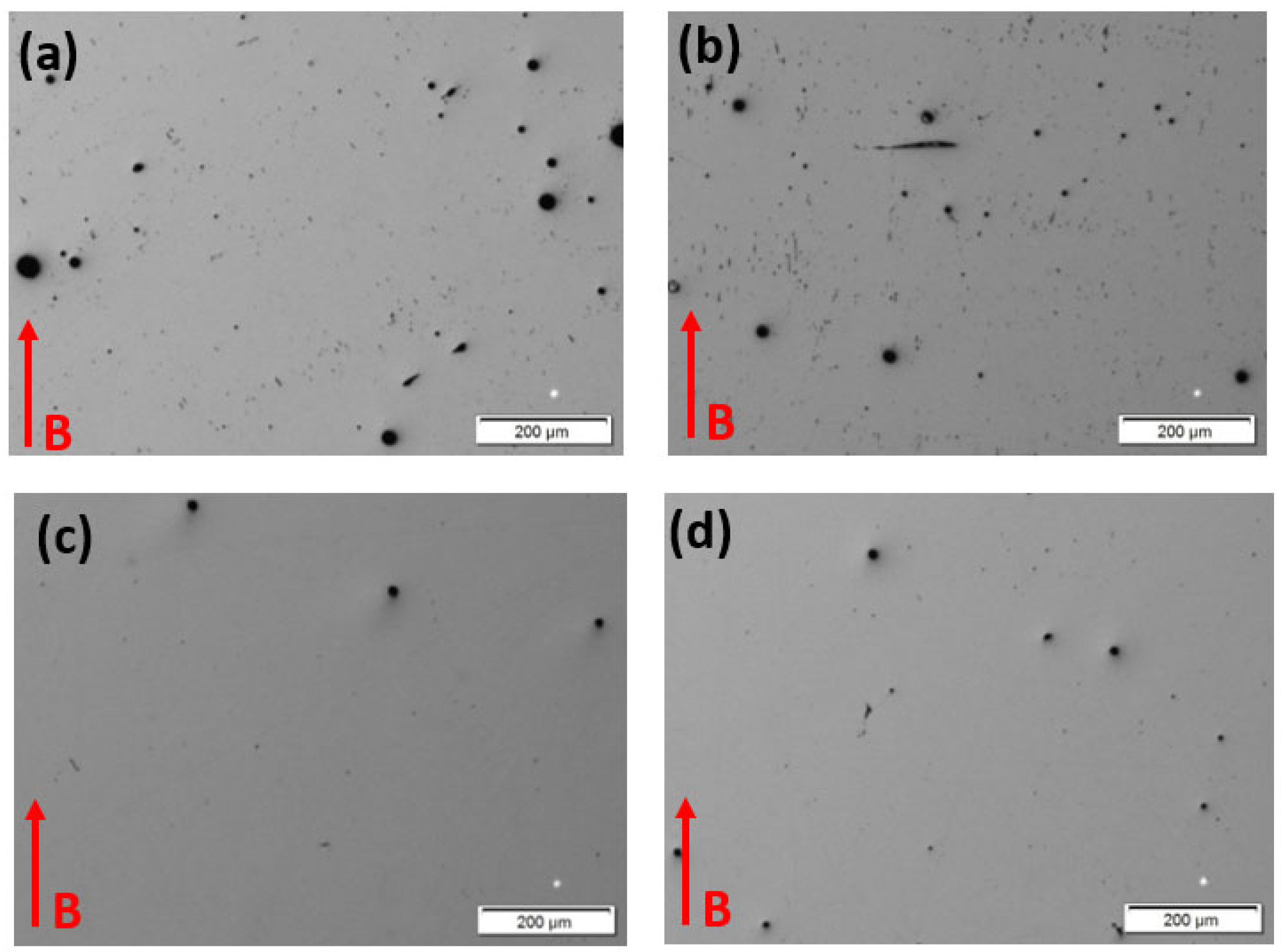
2.5. Density Measurements
2.6. Tensile Testing
2.7. Hardness Testing
3. Results and Discussion
3.1. Mechanical Property and Microstructure Comparison and Discussion
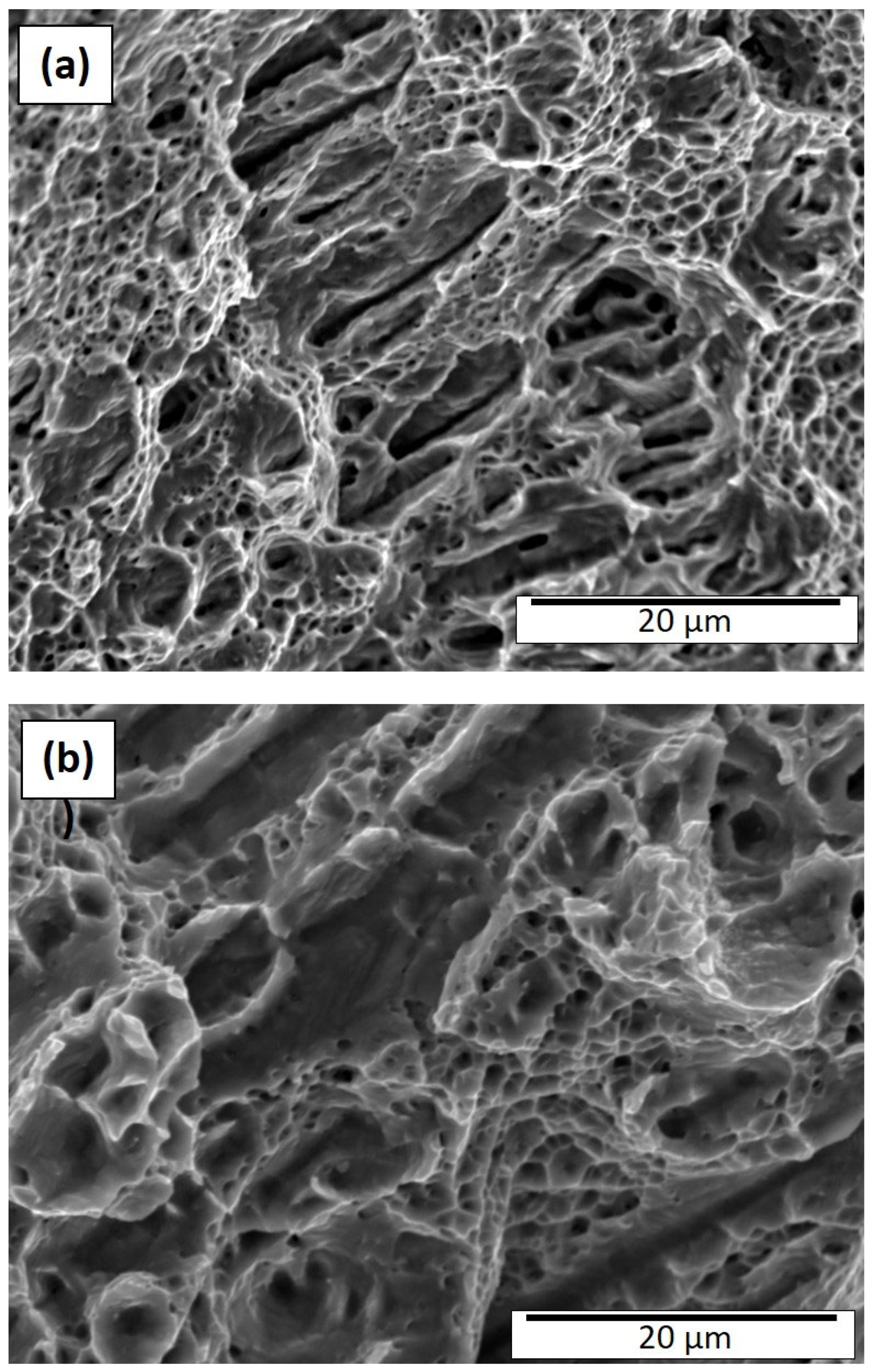
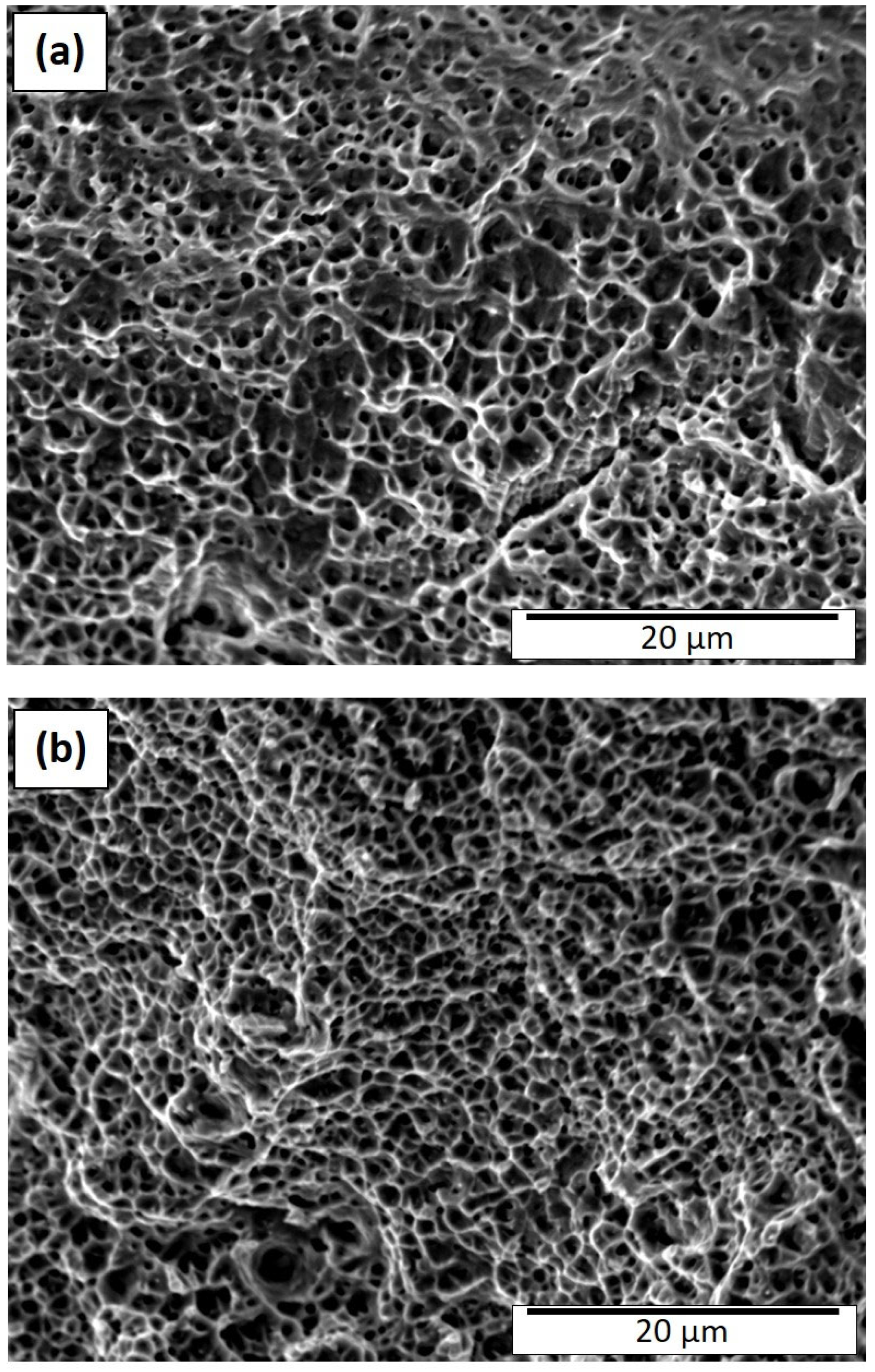
3.2. Fracture Surface Observations and Discussion
4. Summary and Conclusions
- Thicker layer builds (100 µm layer thickness) for electron beam powder bed fusion fabrication of Inconel 625 alloy produce reduced yield stress and elongation in contrast with the 50 µm layer built components.
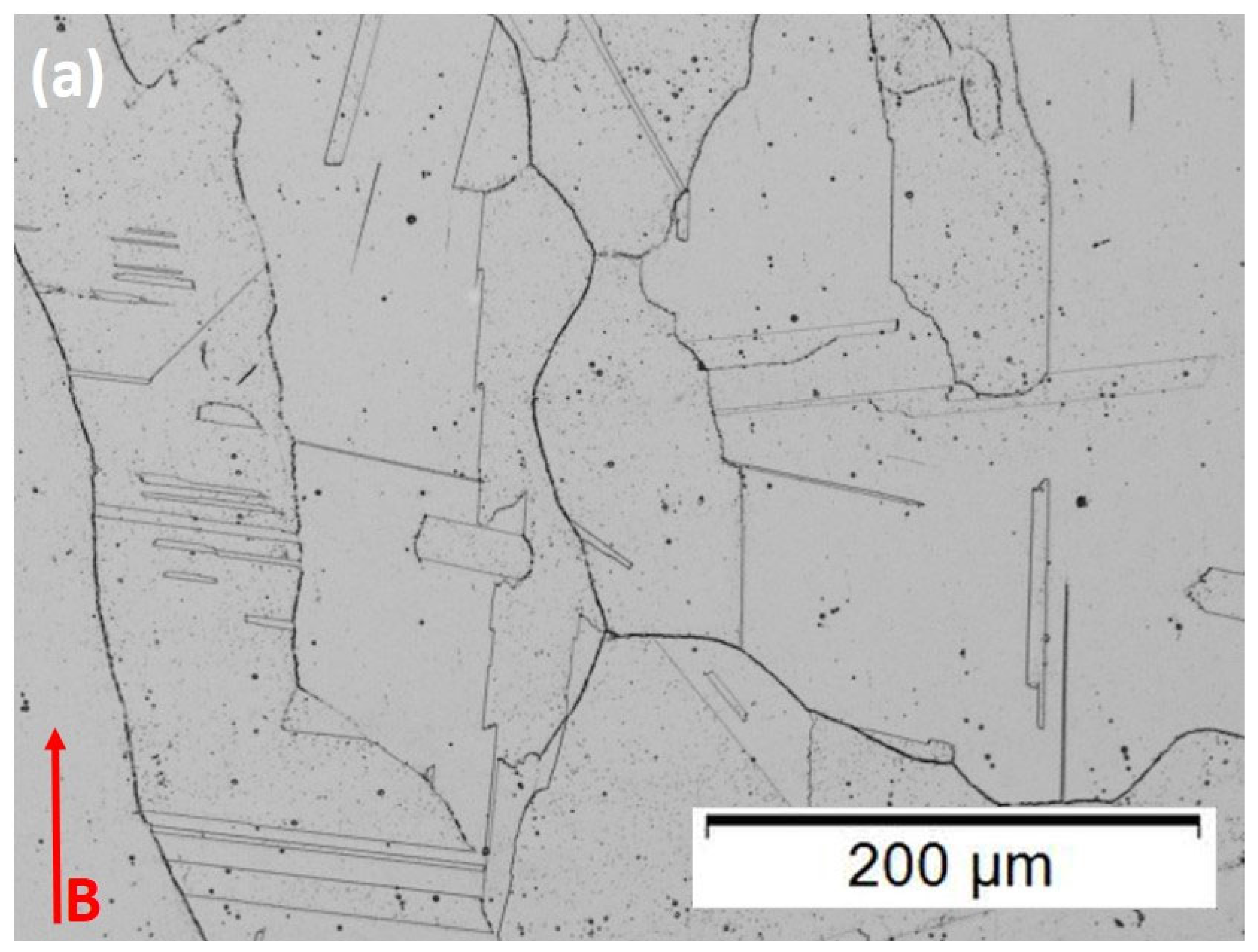
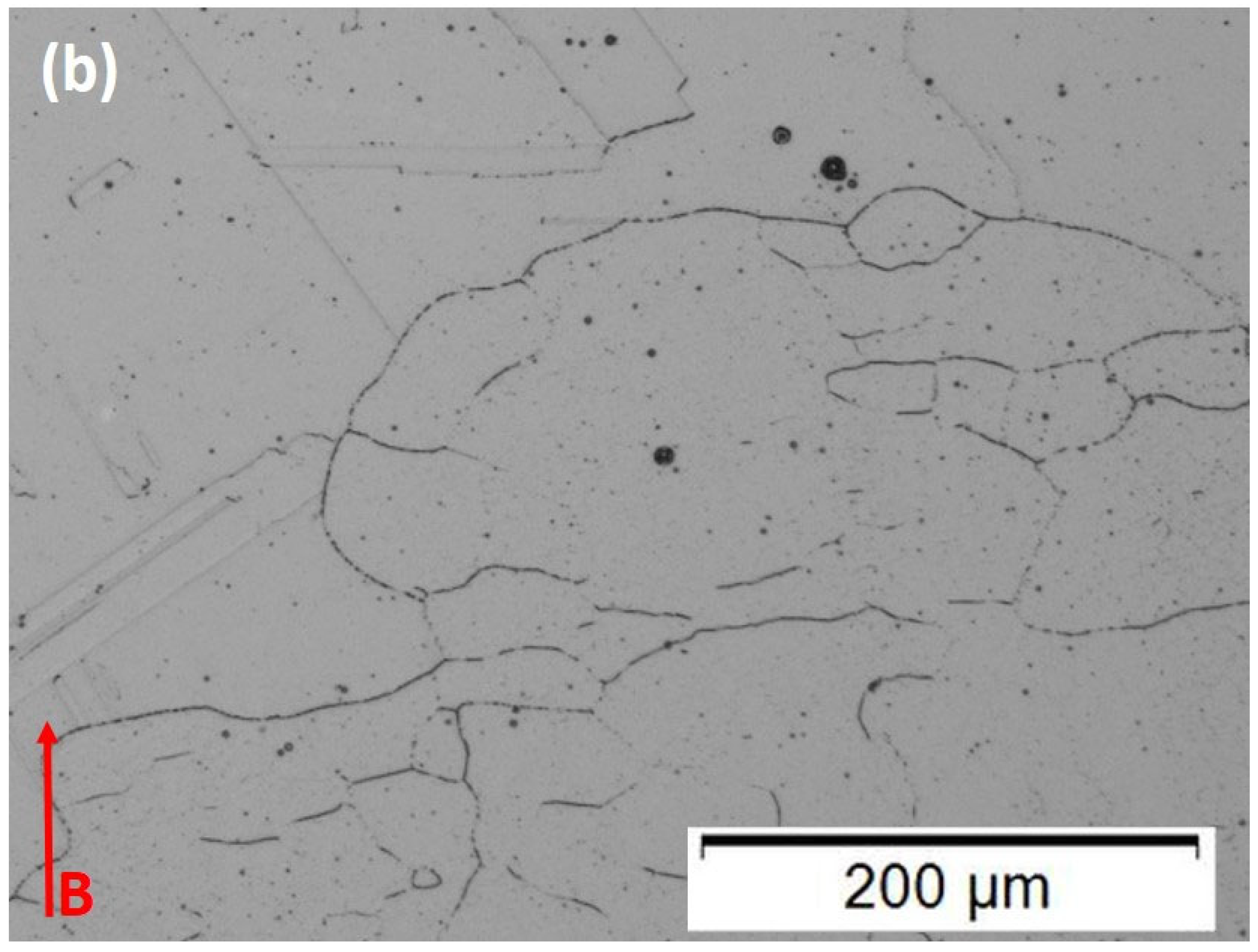
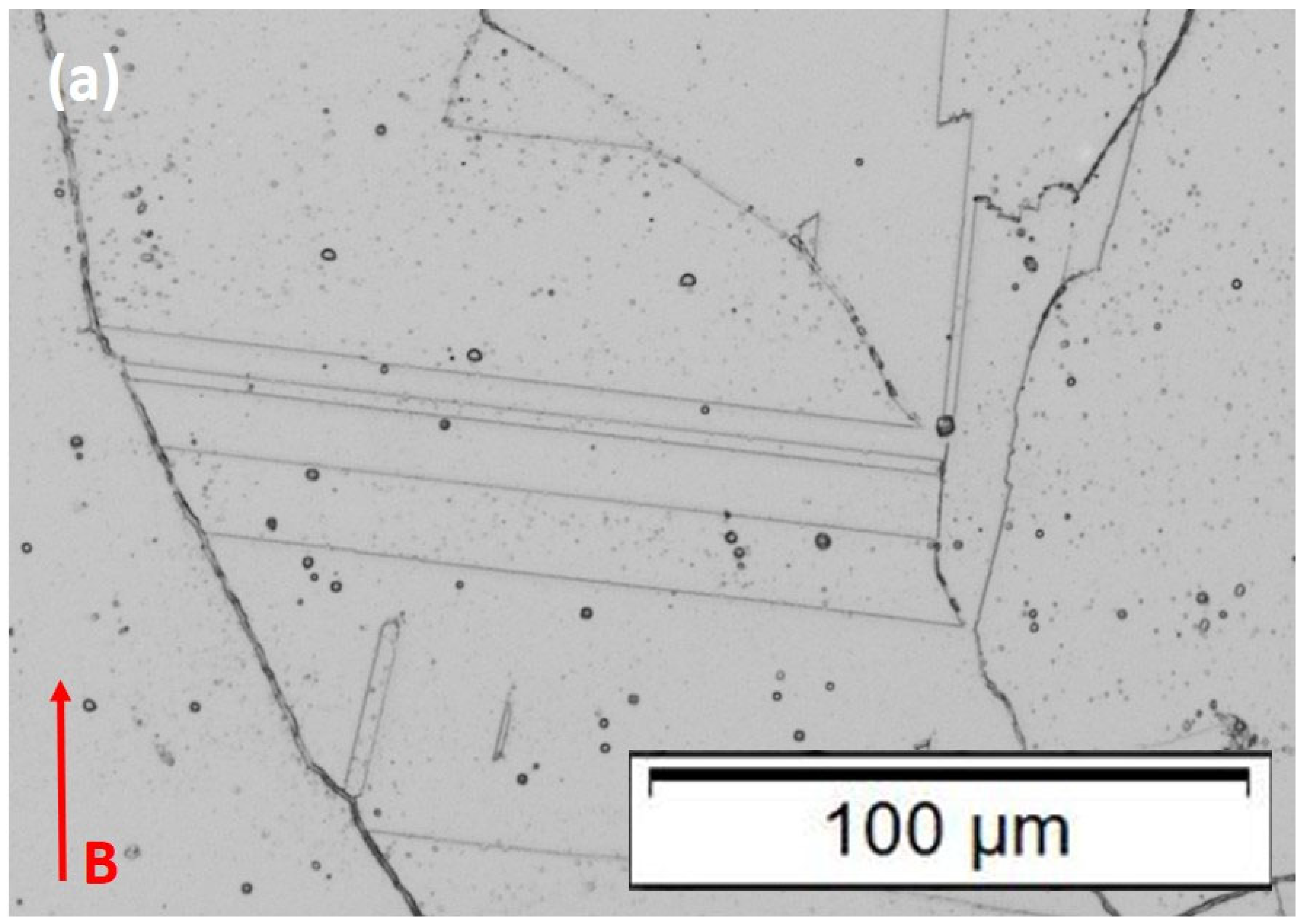
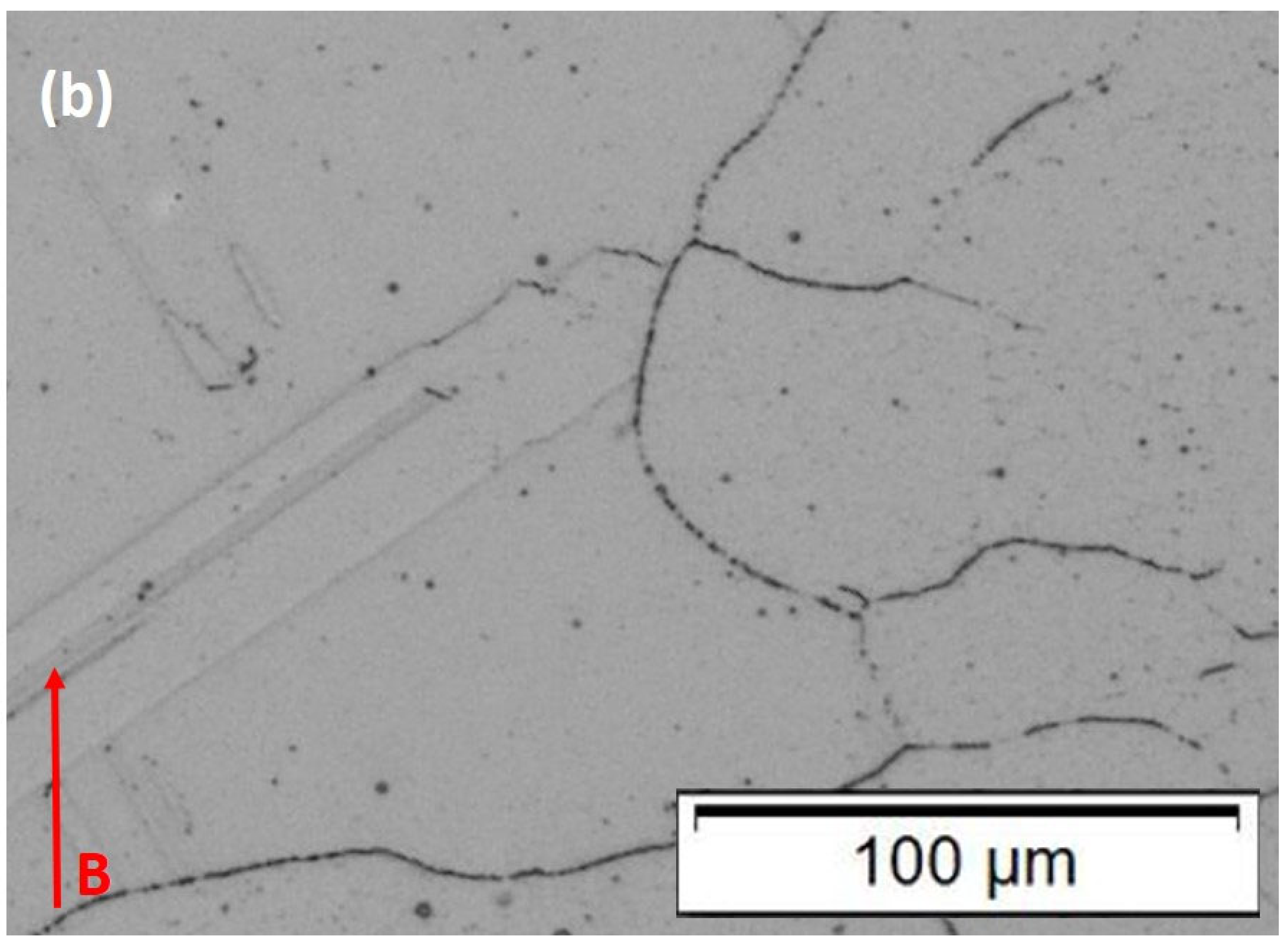
- High-temperature heat treatment of Inconel 625 alloy components built using 50 µm and 100 µm layer thicknesses produced a recrystallized, non-equiaxed grain structure containing {111} annealing twins, with continuous carbide segregation to the grain boundaries but not the coherent {111} twin boundaries. In contrast, the 100 µm layer thickness heat-treated components produced a duplex grain structure consisting of islands of small equiaxed grains dispersed in a matrix of large grains containing {111} annealing twins, with continuous carbide segregation to the grain boundaries.
- The most significant observation in this study was that the tensile yield strength for the 100 µm layer thickness as-built components increased by 76% following heat treatment, along with an increase of 132% for the corresponding elongation. This unusual development in the residual mechanical properties results from the duplex grain structure where the small grain islands control the yield strength while the elongation (ductility) resides in the large grain matrix.
- High-temperature heat treatment of electron beam powder bed fusion fabricated Inconel 625 alloy can have rather dramatic effects on the residual mechanical properties, including hardness, especially the prospects for producing high strength with accompanying high ductility.
- Therefore, thicker layer fabrication of Inconel 625 alloy by electron beam powder bed fusion provides unusual mechanical property advantages along with additive manufacturing layer building efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shankar, V.; Rao, K.B.S.; Mannan, S.L. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Floreen, S.; Fuchs, G.F.; Yang, W.J. Metallurgy of alloy 625. In Superalloys 718, 625 and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 2007; pp. 13–27. [Google Scholar]
- Shoemaker, L.E. Alloys 625 and 725: Trends in properties and applications, In Superalloys 718, 625 and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 2005; pp. 409–418. [Google Scholar]
- Amato, K.N.; Hernandez, J.; Murr, L.E.; Martinez, E.; Gatan, S.M.; Shindo, P.W.; Collins, S. Comparison of microstructures and mechanical properties for a nickel-base superalloy (625) fabricated by electron and laser beam melting. J. Mater. Sci. Res. 2012, 1, 1–41. [Google Scholar]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Tener, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on Microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed Fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; Du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Gamon, A.; Arrieta, E.; Gradl, P.R.; Katsarelis, C.; Murr, L.E.; Wicker, R.B.; Medina, F. Microstructure and hardness comparison of as-built Inconel 625 alloy following various additive manufacturing processes. Results Mater. 2021, 12, 100239. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: New York, NY, USA, 2019; pp. 7–31. [Google Scholar]
- Strickland, J.D. Applications of additive manufacturing in the marine industry. In Proceedings of the PRADS2016, Copenhagen, Denmark, 4–8 September 2016. [Google Scholar]
- Ferraresi, R.; Avanzini, A.; Cecchel, S.; Petrogalli, C.; Cornacchia, G. Microstructural, mechanical, and tribological Evolution under different heat treatment conditions of Inconel 625 alloy fabricated by selective Laser melting. Adv. Eng. Mater. 2022, 24, 2100966. [Google Scholar] [CrossRef]
- Soni, H.; Gor, M.; Rajput, G.S.; Sahlot, P. A comprehensive review on effect of process parameters And heat treatment on tensile strength of additively manufactured Inconel-625. Mater. Today Proc. 2021, 47, 4866–4871. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components-Process, structure, and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Li, H.; Liang, X.; Li, Y.; Lin, F. Performance of high-layer thickness Ti6Al4V fabricated by Electron beam powder bed fusion under different accelerating voltage values. Materials 2022, 15, 1878. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A.; Masaylov, D.V.; Orlov, A.V. The effect of layer thickness at selective laser melting. Proc. Eng. 2017, 174, 126–134. [Google Scholar] [CrossRef]
- Ronda, N.; Grzelak, K.; Polanski, M.; Dworecka-Wojcik, J. The influence of layer thickness on the Microstructure and mechanical properties of M300 maraging steel additively manufactured by LENS technology. Materials 2022, 15, 603. [Google Scholar] [CrossRef]
- Wang, P.; Tan, X.; He, C.; Nni, M.C.S.; Huang, R.; Tor, S.B.; Wei, J. Scanning optical Measurements for porosity quantification of additively manufactured components. Addit. Manuf. 2018, 21, 350–358. [Google Scholar]
- Al-Mahasma, A.; Pahl, S.P.; Marvert, B. Effects of porosity on mechanical properties of additively manufactured components. Mater. Res. Express 2020, 7, 122001. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Gaytan, S.M.; Ramirez, D.A.; Machado, B.I.; Shindo, P.W.; Martinez, J.L.; Medina, F.; Wooten, J.; Ciscel, D.; et al. Microstructural architecture, Microstructures, and mechanical properties for a nickel-base superalloy fabricated by electron Beam melting. Metall. Mater. Trans. A 2011, 42, 3491–3508. [Google Scholar] [CrossRef] [Green Version]
- Murr, L.E. Interfacial Phenomena in Metals and Alloys; Addison-Wesley Publishing Co.: Reading, MA, USA, 1975. [Google Scholar]
- Murr, L.E. Energetics of grain boundary triple junctions and corner twinned junctions: Transmission Electron microscope studies. J. Appl. Phys. 1968, 39, 5557. [Google Scholar] [CrossRef]
- Meyers, M.A.; Murr, L.E. A model for the formation of annealing twins in F.C.C. metals and alloys. Acta Metall. 1978, 26, 951–962. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face-centered cubic metals and alloys. Scr. Mater. 2013, 68, 95–99. [Google Scholar] [CrossRef]
- Bozzolo, N.; Bernacki, M. Viewpoint on the formation and evolution of annealing twins during Thermomechanical processing of FCC metals and alloys. Metall. Mater. Trans. A 2020, 51, 2665–2684. [Google Scholar] [CrossRef]
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Dynamic recrystallization Mechanisms and twinning evolution during hot deformation of Inconel 718. Mater. Sci. Eng. A 2016, 678, 137–152. [Google Scholar] [CrossRef] [Green Version]
- Horiuchi, T.; Satoh, N. Relationship between duplex grain structure and grain boundary precipitates In N2M-stabilized alloy. E-J. Adv. Maint. 2013, 5, 165–174. [Google Scholar]
- Masuko, Y. Studies on duplex-grain structures of austenite (1)-Effects of of duplex-grain Structures on properties of steel (part-1). Tetsu-To-Hagane 1957, 43, 1307–1312. [Google Scholar] [CrossRef] [Green Version]
- Arora, H.S.; Ayyagari, A.; Saini, J.; Selvam, K.; Riyadh, S.; Pole, M.; Grewal, H.S.; Mukherjee, S. High tensile ductility and strength in dual-phase bimodal steel through stationary friction stir Processing. Sci. Rep. 2019, 9, 1972. [Google Scholar] [CrossRef] [PubMed]
- Trillo, E.A.; Murr, L.E. Effects of carbon content, deformation, and interfacial energetics on Carbide precipitation and corrosion sensitization in 304 stainless steel. Acta Mater. 1998, 47, 235–245. [Google Scholar] [CrossRef]
- West, E.A.; Was, G.S. IGSCC of grain boundary engineered 316L and 690 in supercritical water. J. Nucl. Mater. 2009, 392, 264–271. [Google Scholar] [CrossRef]
- Segura, I.A.; Murr, L.E.; Terrazas, C.A.; Bermudez, D.; Mireles, J.; Injeti, V.S.V.; Li, K.; Yu, B.; Misra, R.D.K.; Wicker, R.B. Grain boundary and microstructure engineering of Inconel 690 Cladding on stainless steel 316L using electron-beam powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]
- Watanabe, T. An approach to grain boundary design for strong and ductile polycrystals. Res. Mech. 1984, 11, 47–84. [Google Scholar]
- Watanabe, T. Grain boundary engineering: Historical perspective and future prospects. J. Mater. Sci. 2011, 46, 4095–4115. [Google Scholar] [CrossRef]
- De Terris, T.; Casteinau, O.; Hadjem-Hamouche, Z.; Haddadi, H.; Michel, V.; Peyre, P. Analysis of as-built microstructures and recrystalline phenomena in Inconel 625 alloy obtained via laser powder bed fusion (L-PBF). Metals 2021, 11, 619. [Google Scholar] [CrossRef]
- Anam, M.A. Microstructure and Mechanical Properties of Selective Laser Melted Super Alloy Inconel 625. Ph.D. Thesis, University of Louisville, Louisville, KY, USA, 2018. [Google Scholar]
- Gonzalez, J.A.; Mireles, J.; Stafford, S.W.; Perez, M.A.; Terrazas, C.A.; Wicker, R.B. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2019, 264, 200–210. [Google Scholar] [CrossRef]
- Das, A.; Trafder, S. Geometry of dimples and its correlation with mechanical properties of stainless steel. Scr. Mater. 2008, 59, 1014–1017. [Google Scholar] [CrossRef]
- Liu, B.B.; Han, J.Q.; Zhao, R.; Liu, W.; Wan, M. Grain size effect on fracture behavior of the Axis-tensile test of Inconel 718 sheet. High Temp. Mater. Process. 2016, 35, 989–998. [Google Scholar] [CrossRef]
- Qin, W.; Li, J.; Liu, Y.; Kang, J.; Zhu, L.; Shu, D.; Peng, P.; She, D.; Meng, D.; Li, Y. Effects of grain size on tensile properties and fracture Morphology of 316L stainless steel. Mater. Lett. 2019, 254, 116–119. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition |
|---|---|
| Aluminum | 0.40 Max |
| Boron | 0.006 Max |
| Carbon | 0.05 Max |
| Cobalt | 1.0 Max |
| Chromium | 20.0–23.0 |
| Copper | 0.05 Max |
| Iron | 5.0 Max |
| Manganese | 0.10 Max |
| Molybdenum | 8.0–10.0 |
| Nitrogen | 0.025 Max |
| Nb (Cb) | 3.15–4.15 |
| Nb (Cb) + Ta | 3.15–4.15 |
| Nickel | Balance |
| Oxygen | 0.03 Max |
| Phosphorous | 0.015 Max |
| Sulfur | 0.015 Max |
| Selenium | 0.005 Max |
| Silicon | 0.50 Max |
| Tin | 0.01 Max |
| Tantalum | 0.20 Max |
| Titanium | 0.40 Max |
| EBM Printing Parameters | |
|---|---|
| Preheat | Focus Offset = 150 mA |
| Preheating 1 | Max. Current = 30 mA |
| Preheating 2 | Repetitions = 8 |
| Average Current = 13 mA | |
| Melt-Contours | Num. of Contours = 2 |
| Contours-Outer | Spots = 50 |
| Spot Time = 1 ms | |
| Beam | Focus Offset = 25 mA |
| Speed Function = 40 | |
| Manual Current = 14 mA | |
| Hatch | Line Offset = 0.2 mm |
| Yield Strength at 0.2% Offset (MPa) | Ultimate Tensile Strength (UTS) (MPa) | Elongation at Fracture (%) | ||
|---|---|---|---|---|
| As built (50 μm) a | Horizontal b | 387 ± 4 | 767 ± 18 | 42 ± 8 |
| Vertical | 365 ± 5 | 710 ± 10 | 53 ± 10 | |
| As built (100 μm) | Horizontal | 330 ± 10 | 643 ± 111 | 28 ± 14 |
| Vertical | 359 ± 9 | 664 ± 7 | 33 ± 11 | |
| Heat Treated (50 μm) | Horizontal | 340 ± 3 | 799 ± 3 | 64 ± 1 |
| Vertical | 321 ± 2 | 731 ± 4 | 56 ± 13 | |
| Heat Treated (100 μm) | Horizontal | 581 ± 31 | 711 ± 40 | 64.8 ± 7 |
| Vertical | 489 ± 176 | 636 ± 57 | 53 ± 7 | |
| Hardness and Density Measurements | ||||
| Hardness (HV) | Density (g/cm3) | Density (%) | ||
| As Built (50 μm) a | 227 ± 12 | 8.42 | 99.78 | |
| As Built (100 μm) | 220 ± 9 | 8.39 | 99.40 | |
| Heat Treated (50 μm) | 185 ± 4 | 8.40 | 99.54 | |
| Heat Treated (100 μm) | 282 ± 82 | 8.39 | 99.40 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Diaz, J.C.; Watanabe, K.; Rubio, A.; De La Cruz, A.; Godinez, D.; Nabil, S.T.; Murr, L.E.; Wicker, R.B.; Arrieta, E.; Medina, F. Effect of Layer Thickness and Heat Treatment on Microstructure and Mechanical Properties of Alloy 625 Manufactured by Electron Beam Powder Bed Fusion. Materials 2022, 15, 7767. https://doi.org/10.3390/ma15217767
Diaz JC, Watanabe K, Rubio A, De La Cruz A, Godinez D, Nabil ST, Murr LE, Wicker RB, Arrieta E, Medina F. Effect of Layer Thickness and Heat Treatment on Microstructure and Mechanical Properties of Alloy 625 Manufactured by Electron Beam Powder Bed Fusion. Materials. 2022; 15(21):7767. https://doi.org/10.3390/ma15217767
Chicago/Turabian StyleDiaz, Julio Cesar, Kurtis Watanabe, Aldo Rubio, Alex De La Cruz, Dana Godinez, Shadman T. Nabil, Lawrence E. Murr, Ryan B. Wicker, Edel Arrieta, and Francisco Medina. 2022. "Effect of Layer Thickness and Heat Treatment on Microstructure and Mechanical Properties of Alloy 625 Manufactured by Electron Beam Powder Bed Fusion" Materials 15, no. 21: 7767. https://doi.org/10.3390/ma15217767
APA StyleDiaz, J. C., Watanabe, K., Rubio, A., De La Cruz, A., Godinez, D., Nabil, S. T., Murr, L. E., Wicker, R. B., Arrieta, E., & Medina, F. (2022). Effect of Layer Thickness and Heat Treatment on Microstructure and Mechanical Properties of Alloy 625 Manufactured by Electron Beam Powder Bed Fusion. Materials, 15(21), 7767. https://doi.org/10.3390/ma15217767