
Optimization of Wire Electric Discharge Machining (WEDM) Process Parameters for AISI 1045 Medium Carbon Steel Using Taguchi Design of Experiments

 ,
,  , , ,
, , , 
Abstract
:1. Introduction
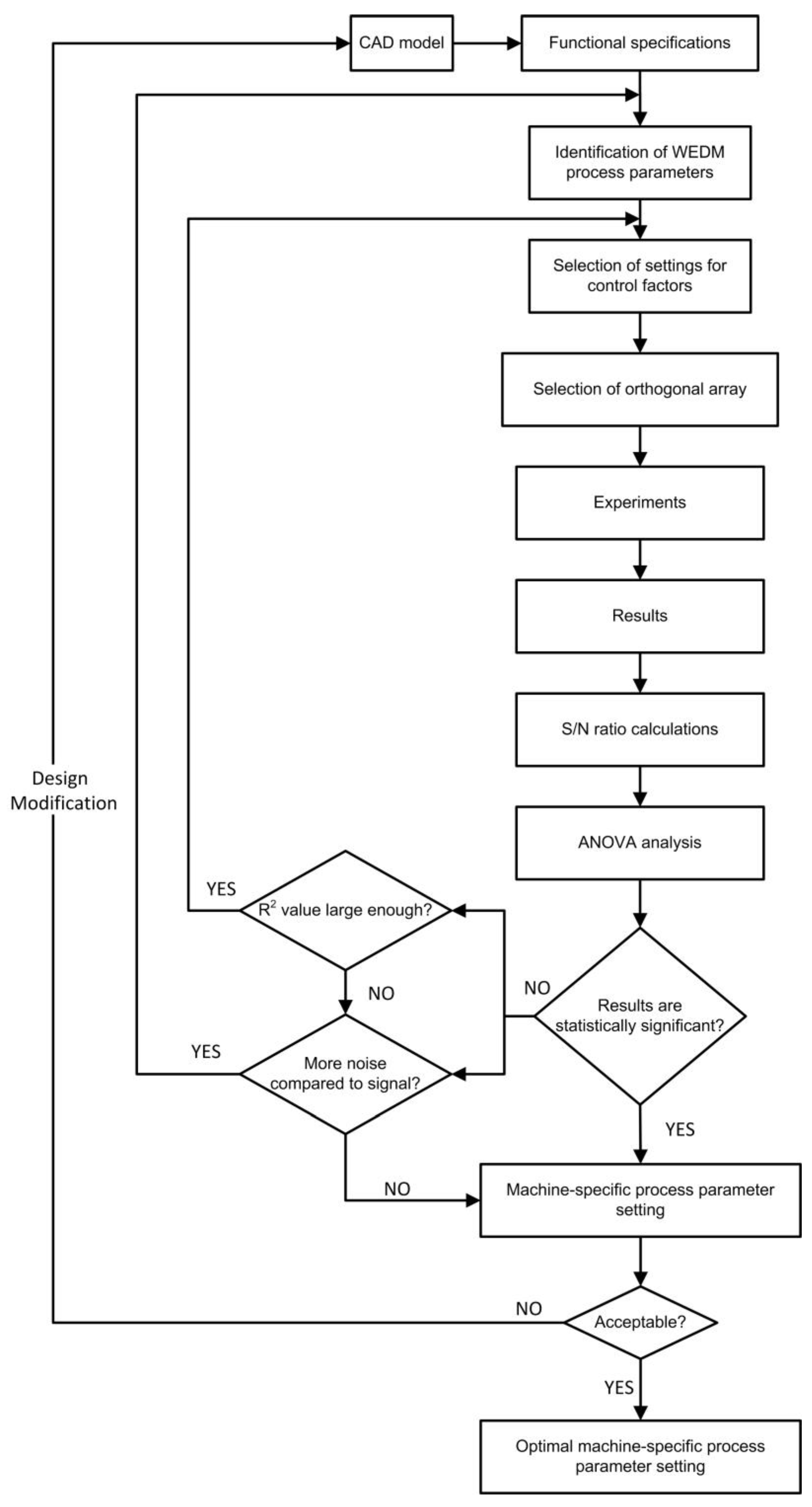
2. Materials, Methodology, and Experiments
2.1. Determination of Process Parameters and Relevant Settings
2.2. Selection of Orthogonal Array (OA)
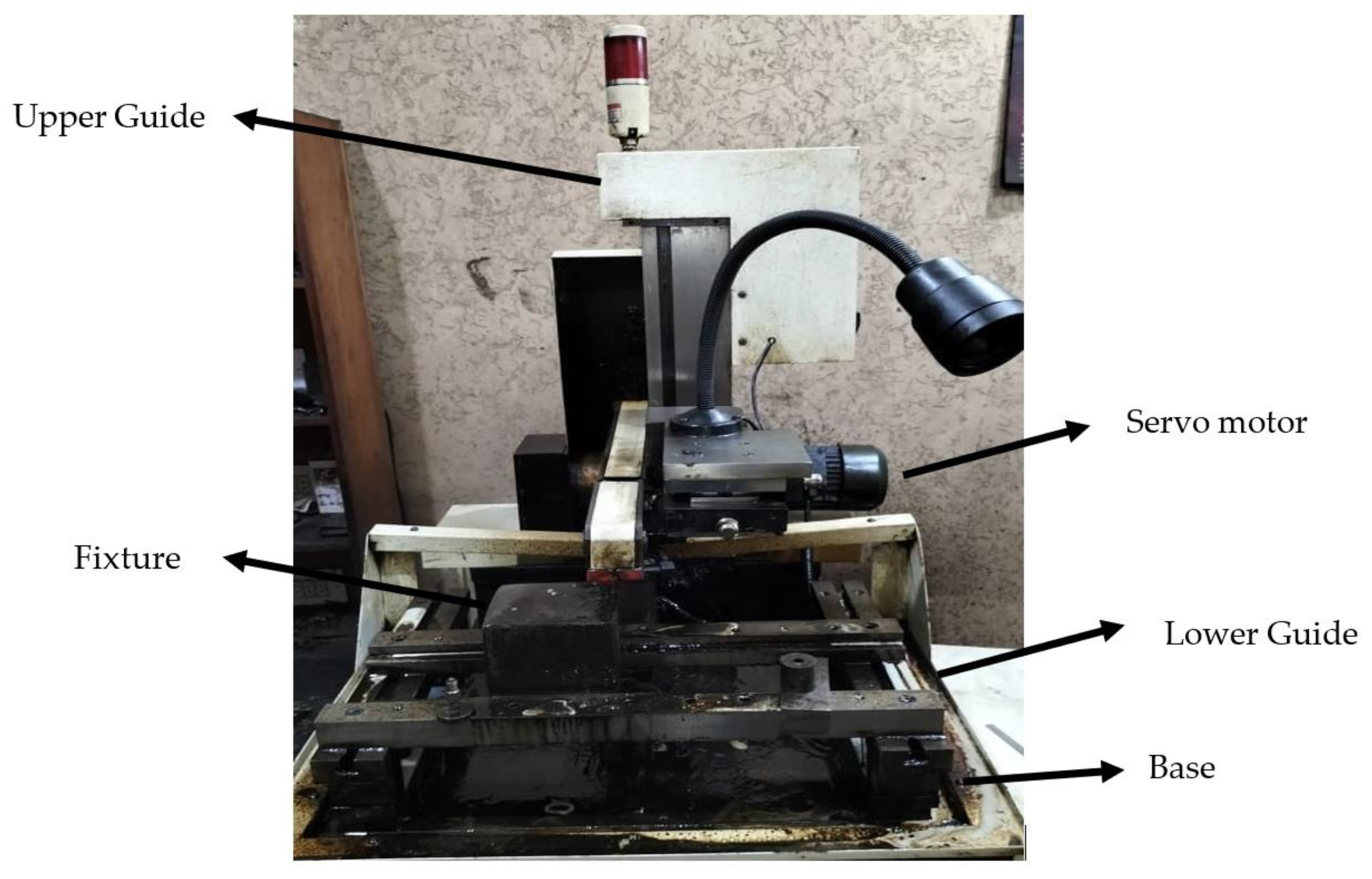
2.3. Experiments
2.4. Evaluation of MRR
2.5. Calculation of Signal-to-Noise (S/N) Ratio and Analysis of Variance (ANOVA)
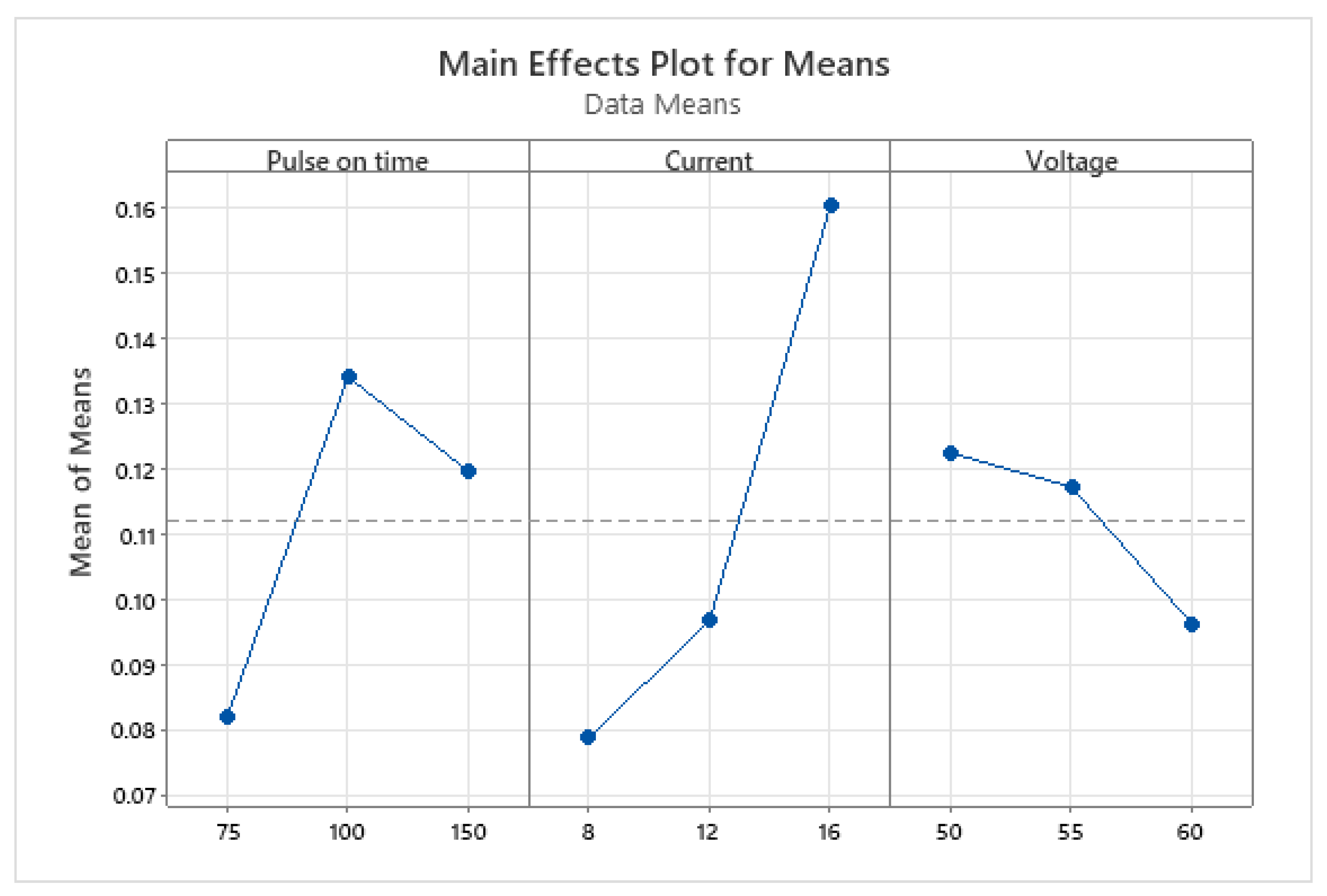
3. Results and Discussion
4. Conclusions
- Experiments can be carried out using multi-objective optimization techniques to find the effect of input parameters on various response factors such as surface roughness and tool wear rate for AISI 1045 medium carbon steel.
- More WEDM parameters can be used, such as wire tension, wire speed, pulse-off time, etc., to understand their effect on MRRs.
- Different grades of steel can be used to make timing chain sprocket gears with different input and output parameters.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramasawmy, H.; Blunt, L. Effect of EDM process parameters on 3D surface topography. J. Mater. Process. Technol. 2004, 148, 155–164. [Google Scholar] [CrossRef]
- Faisal, N.; Kumar, K. Optimization of Machine Process Parameters in EDM for EN 31 Using Evolutionary Optimization Techniques. Technologies 2018, 6, 54. [Google Scholar] [CrossRef] [Green Version]
- Quderiri, J.E.A.; Saleh, A.; Ziout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Advanced Electric Discharge Machining of Stainless Steels: Assessment of the State of the Art, Gaps and Future Prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef] [Green Version]
- Ruszaj, A.; Skoczypiec, S.; Wyszyński, D. Recent Developments in Abrasive Hybrid Manufacturing Processes. Management 2017, 8, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Bhavsar, P.R.; Patel, S.M.; Prajapati, N.K. A Review on Parametric Optimization in Wire Electic Discharge Machining. Engineering 2015, 3, 925–929. [Google Scholar]
- Kansal, H.K.; Singh, S.; Kumar, P. Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 2008, 47, 1217–1237. [Google Scholar] [CrossRef]
- Haddad, M.J.; Alihoseini, F.; Hadi, M.; Hadad, M.; Tehrani, A.F.; Mohammadi, A. An experimental investigation of cylindrical wire electrical discharge turning process. Int. J. Adv. Manuf. Technol. 2010, 46, 1119–1132. [Google Scholar] [CrossRef]
- Cui, J.; Chu, Z. Composite Motion Design Procedure for Vibration Assisted Small-Hole EDM Using One Voice Coil Motor. Shock Vib. 2016, 2016, 4179296. [Google Scholar] [CrossRef] [Green Version]
- Abbas, N.M.; Solomon, D.G.; Bahari, F. A review on current research trends in electrical discharge machining. Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Lok, Y.K.; Lee, T.C. Materials Processing Technology Processing of Advanced Ceramics Using the Wire-Cut EDM Process. J. Mater. Process. Technol. 1997, 63, 839–843. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Zhang, Y.; Dong, H.; Sun, W.; Wang, X. International Journal of Machine Tools & Manufacture High-speed dry electrical discharge machining. Int. J. Mach. Tools Manuf. 2015, 93, 19–25. [Google Scholar] [CrossRef]
- Dibitonto, D.D.; Eubank, P.T.; Patel, M.R.; Barrufet, M.A. Theoretical models of the electrical discharge machining process. I. A simple cathode erosion model. J. Appl. Phys. 1989, 66, 4095. [Google Scholar] [CrossRef]
- Eubank, P.T.; Mukund, P.; Barrufet, M.A.; Bozkurt, B. Theoretical models of the electrical discharge machining process. III. The variable mass, cylindrical plasma model. J. Appl. Phys. 1993, 73, 7900–7909. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Intelligent process modeling and optimization of die-sinking electric discharge machining. Appl. Soft Comput. 2011, 11, 2743–2755. [Google Scholar] [CrossRef]
- Grigoryev, E.G.; Olevsky, E.A. Thermal processes during high-voltage electric discharge consolidation of powder materials. Scr. Mater. 2012, 66, 662–665. [Google Scholar] [CrossRef]
- Kumar, A.; Grover, N.; Manna, A.; Chohan, J.S.; Kumar, R.; Singh, S. Investigating the influence of WEDM process parameters in machining of hybrid aluminum composites. Adv. Compos. Lett. 2020, 29, 1–4. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Prakash, C. Understanding the wire electrical discharge machining of Ti6Al4V alloy. Heliyon 2019, 5, e01473. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Maheshwari, S.; Pandey, P.C. Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J. Mater. Process. Technol. 2004, 149, 272–277. [Google Scholar] [CrossRef]
- Huang, S.F.; Liu, Y.; Li, J.; Hu, H.X.; Sun, L.Y. Electrochemical Discharge Machining Micro-Hole in Stainless Steel with Tool Electrode High-Speed Rotating. Mater. Manuf. Process. 2014, 29, 37–41. [Google Scholar] [CrossRef]
- Liu, Y.H.; Guo, Y.F.; Liu, J.C. Electric discharge milling of polycrystalline diamond. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1997, 211, 643–647. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Munda, J. Experimental investigation on the influence of electrochemical machining parameters on machining rate and accuracy in micromachining domain. Int. J. Mach. Tools Manuf. 2003, 43, 1301–1310. [Google Scholar] [CrossRef]
- Sharif, S.; Safiei, W.; Mansor, A.F.; Isa, M.H.M.; Saad, R.M. Experimental study of electrical discharge machine (die sinking) on stainless steel 316L using design of experiment. Procedia Manuf. 2015, 2, 147–152. [Google Scholar] [CrossRef] [Green Version]
- Bayramoglu, M.; Duffill, A.W. Manufacturing linear and circular contours using CNC EDM and frame type tools. Int. J. Mach. Tools Manuf. 1995, 35, 1125–1136. [Google Scholar] [CrossRef]
- Erden, A. Effect of Materials on the Mechanism of Electric Discharge Machining (E.D.M.). J. Eng. Mater. Technol. 1983, 105, 132–138. [Google Scholar] [CrossRef]
- Kuppan, P.; Rajadurai, A.; Narayanan, S. Influence of EDM process parameters in deep hole drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2007, 38, 74–84. [Google Scholar] [CrossRef]
- Gupta, N.K.; Somani, N.; Prakash, C.; Singh, R.; Walia, A.S.; Singh, S.; Pruncu, C.I. Revealing the WEDM Process Parameters for the Machining of pre and heat-treated titanium (Ti-6Al-4V) alloy. Materials 2021, 14, 2292. [Google Scholar] [CrossRef]
- Singh, V.; Bhandari, R.; Yadav, V.K. An experimental investigation on machining parameters of AISI D2 steel using WEDM. Int. J. Adv. Manuf. Technol. 2016, 93, 203–214. [Google Scholar] [CrossRef]
- Singh, H.; Garg, R. Effects of process parameters on material removal rate in WEDM. J. Achiev. Mater. Manuf. Eng. 2009, 32, 70–74. [Google Scholar]
- Selvakumar, G.; Jiju, K.B.; Veerajothi, R. Experimental Study on Wire Electrical Discharge Machining of Tapered Parts. Arab. J. Sci. Eng. 2016, 41, 4431–4439. [Google Scholar] [CrossRef]
- Masooth, P.H.S.; Arunnath, A. Experimental investigations on machining performance of tungsten carbide (W.C.) by modification of wire-cut electric discharge machining work holding setup into turning process. Mater. Today Proc. 2021, 45, 6064–6071. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V.; Gogia, A.K. Effect of wire-EDM machining parameters on surface roughness and material removal rate of high strength armor steel. Mater. Manuf. Process. 2012, 28, 364–368. [Google Scholar] [CrossRef]
- Mohamed, M.F.; Lenin, K. Experimental investigation on wire electrical discharge machining parameters for aluminium 6082 T6 alloy using Taguchi design. Mater. Today Proc. 2021, 39, 434–437. [Google Scholar] [CrossRef]
- Satyanarayana, K.; Mounika, M.; Kiran, K.R. Optimization of machining parameters in wire cut electrical discharge machining Inconel 600 using untreated brass wire. Mater. Today Proc. 2021, 44, 2411–2415. [Google Scholar] [CrossRef]
- Deshmukh, S.S.; Zubair, A.S.; Jadhav, V.S.; Shrivastava, R. Optimization of process parameters of wire electric discharge machining on AISI 4140 using taguchi method and grey relational analysis. Mater. Today Proc. 2019, 18, 4261–4270. [Google Scholar] [CrossRef]
- Nawaz, Y.; Maqsood, S.; Naeem, K.; Nawaz, R.; Omair, M.; Habib, T. Parametric optimization of material removal rate, surface roughness, and kerf width in high-speed wire electric discharge machining (HS-WEDM) of DC53 die steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3231–3245. [Google Scholar] [CrossRef]
- Gavisiddesha, P.; Thotappa, C.; Algur, V.; Reddy, B.S. Optimization of Wire Electric Discharge Machining of Composite Material (Al6061/SiCp) using Taguchi Method. In Sustainable Machining Strategies for Better Performance; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Sudhakara, D.; Prasanthi, G. Application of taguchi method for determining optimum surface roughness in wire electric discharge machining of P/M cold worked tool steel (Vanadis-4E). Procedia Eng. 2014, 97, 1565–1576. [Google Scholar] [CrossRef] [Green Version]
- Khan, Z.A.; Siddiquee, A.N.; Khan, N.Z.; Khan, U.; Quadir, G.A. Multi Response Optimization of Wire Electrical Discharge Machining Process Parameters Using Taguchi based Grey Relational Analysis. Procedia Mater. Sci. 2014, 6, 1683–1695. [Google Scholar] [CrossRef] [Green Version]
- Rajyalakshmi, G.; Ramaiah, P.V. Multiple process parameter optimization of wire electrical discharge machining on Inconel 825 using Taguchi grey relational analysis. Int. J. Adv. Manuf. Technol. 2013, 69, 1249–1262. [Google Scholar] [CrossRef]
- Lingadurai, K.; Nagasivamuni, B.; Kamatchi, M.M.; Palavesam, J. Selection of Wire Electrical Discharge Machining Process Parameters on Stainless Steel AISI Grade-304 using Design of Experiments Approach. J. Inst. Eng. (India) Ser. C 2012, 93, 163–170. [Google Scholar] [CrossRef]
- Mohammadumar; Kothari, N.; Patil, P.; Patil, S.; Pawde, R. Effect of Wire EDM Process Parameters on Surface Roughness of AISI-1045 (Carbon Steel). Int. Res. J. Eng. Technol. 2016, 3, 748–752. [Google Scholar]
- Zaman, U.K.u.; Boesch, E.; Siadat, A.; Rivette, M.; Baqai, A.A. Impact of fused deposition modeling (FDM) process parameters on strength of built parts using Taguchi’s design of experiments. Int. J. Adv. Manuf. Technol. 2019, 101, 1215–1226. [Google Scholar] [CrossRef]
- Editorial Feature. AISI 1045 Medium Carbon Steel. Available online: https://www.azom.com/article.aspx?ArticleID=6130 (accessed on 24 September 2022).
- Maniyar, K.; Marode, R.V.; Chikalthankar, S. Optimization of EDM Process Parameters on MRR & TWR of Tungsten Carbide by Taguchi Method. Int. J. Eng. Adv. Technol. 2016, 5, 112–116. [Google Scholar]
- Goyal, S.; Pandey, R.; Jamwal, A. Optimization of Process Parameters in Electro- Discharge Machining using Taguchi Method. Int. J. Sci. Technol. Eng. 2016, 2, 1015–1020. [Google Scholar] [CrossRef]
- Patel, M.B.; Patel, P.K.; Patel, J.B.; Patel, B.B. Application of Response Surface Methodology for Determining MRR and TWR Model in Die Sinking EDM of AISI 1045 Steel. Int. J. Eng. Res. Appl. 2012, 2, 1227–1231. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Percentage (%) |
|---|---|
| Carbon (C) | 0.420–0.50 |
| Iron (Fe) | 98.51–98.98 |
| Manganese (Mn) | 0.60–0.90 |
| Phosphorous (P) | ≤0.040 |
| Sulphur (S) | ≤0.050 |
| Mechanical Property | Metric (Unit) |
|---|---|
| Brinell Hardness (BH) | 163 |
| Rockwell Hardness (HR) | 84 |
| Ultimate Tensile strength | 565 (MPa) |
| Yield Strength | 310 (MPa) |
| Modulus of Elasticity (E) | 200 (GPa) |
| Bulk Modulus (K) | 140 (GPa) |
| Poisson Ratio (v) | 0.290 |
| Shear Modulus (G) | 80 (GPa) |
| Ser No. | Control Parameter | Unit |
|---|---|---|
| 1 | Current | Amperes |
| 2 | Voltage | Volts |
| 3 | Pulse-on time | µs |
| Symbol | WEDM Machining Parameters | Unit | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| I | Current | Amp | 8 | 12 | 16 |
| V | Voltage | Volt | 50 | 55 | 60 |
| Ton | Pulse-on time | µs | 75 | 100 | 150 |
| Experiment No. | Pulse-On Time (µs) | Current (A) | Voltage (V) |
|---|---|---|---|
| 1 | 75 | 8 | 50 |
| 2 | 75 | 12 | 55 |
| 3 | 75 | 16 | 60 |
| 4 | 100 | 8 | 55 |
| 5 | 100 | 12 | 60 |
| 6 | 100 | 16 | 50 |
| 7 | 150 | 8 | 60 |
| 8 | 150 | 12 | 50 |
| 9 | 150 | 16 | 55 |
| S/No. | Parameters | Unit | Value |
|---|---|---|---|
| 1 | Diameter of wire | mm | 0.18 |
| 2 | Weight of Roll of wire | g | 519 |
| 3 | Length of wire | m | 2000 |
| Specifications | Value (Unit) |
|---|---|
| X–Y direction movement | (250 × 320) mm |
| Table Size | (380 × 525) mm |
| Thickness of Maximum cut | 300 mm or 500 mm |
| Cut taper/thickness | ±3 or ±30/100 mm |
| Cut accuracy | ≤0.015 mm |
| Wire frame | Adjustable |
| Maximum endurable load of table | 300 kg |
| Weight of machine | 1600 kg |
| Dimension (L × W × H) | (1450 × 1100 × 1600) mm |
| Ser No. | Parameters | Unit | Values |
|---|---|---|---|
| 1 | Outer diameter | mm | 35.45 |
| 2 | Height | m | 30.8 |
| 3 | Internal diameter | mm | 24 |
| 4 | Step diameter | mm | 32 |
| 5 | Step length | mm | 6 |
| Experiment | MRR (mm3/min) |
|---|---|
| 1 | 0.211 |
| 2 | 0.3165 |
| 3 | 0.3798 |
| 4 | 0.221 |
| 5 | 0.411 |
| 6 | 0.7112 |
| 7 | 0.2421 |
| 8 | 0.3893 |
| 9 | 0.5123 |
| Pulse-On Time (µs) | Current (A) | Voltage (V) | MRR (mm3/min) | S/N Ratio |
|---|---|---|---|---|
| 75 | 8 | 50 | 0.211 | −13.5144 |
| 75 | 12 | 55 | 0.3165 | −9.9925 |
| 75 | 16 | 60 | 0.3798 | −8.4089 |
| 100 | 8 | 55 | 0.221 | −13.1122 |
| 100 | 12 | 60 | 0.411 | −7.732 |
| 100 | 16 | 50 | 0.7112 | −2.9602 |
| 150 | 8 | 60 | 0.2421 | −12.3201 |
| 150 | 12 | 50 | 0.3893 | −8.1943 |
| 150 | 16 | 655 | 0.5123 | −5.8095 |
| Level | Pulse-On Time (µs) | Current (A) | Voltage (V) |
|---|---|---|---|
| 1 | −10.639 | −12.982 | −8.223 |
| 2 | −7.932 | −8.637 | −9.638 |
| 3 | −8.775 | −5.726 | −9.484 |
| Delta | 2.707 | 7.256 | 1.415 |
| Rank | 2 | 1 | 3 |
| Source | Dof | Adj SS | Adj MS | F-Ratio | p-Value | % Contribution | Remarks |
|---|---|---|---|---|---|---|---|
| Current | 2 | 0.14401 | 0.07200 | 7.08 | 0.026 * | 70.23 | Significant |
| Error | 6 | 0.06105 | 0.01018 | 29.77 | |||
| Total | 8 | 100 | |||||
| Voltage | 2 | 0.01627 | 0.008133 | 0.26 | 0.780 | 7.93 | Insignificant |
| Error | 6 | 0.18880 | 0.031466 | 92.07 | |||
| Total | 8 | 100 | |||||
| Pulse-on time | 2 | 0.03174 | 0.01587 | 0.55 | 0.604 | 15.48 | Insignificant |
| Error | 6 | 0.17322 | 0.02899 | 84.52 | |||
| Total | 8 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaman, U.K.u.; Khan, U.A.; Aziz, S.; Baqai, A.A.; Butt, S.U.; Hussain, D.; Siadat, A.; Jung, D.W. Optimization of Wire Electric Discharge Machining (WEDM) Process Parameters for AISI 1045 Medium Carbon Steel Using Taguchi Design of Experiments. Materials 2022, 15, 7846. https://doi.org/10.3390/ma15217846
Zaman UKu, Khan UA, Aziz S, Baqai AA, Butt SU, Hussain D, Siadat A, Jung DW. Optimization of Wire Electric Discharge Machining (WEDM) Process Parameters for AISI 1045 Medium Carbon Steel Using Taguchi Design of Experiments. Materials. 2022; 15(21):7846. https://doi.org/10.3390/ma15217846
Chicago/Turabian StyleZaman, Uzair Khaleeq uz, Usman Ahmed Khan, Shahid Aziz, Aamer Ahmed Baqai, Sajid Ullah Butt, Danish Hussain, Ali Siadat, and Dong Won Jung. 2022. "Optimization of Wire Electric Discharge Machining (WEDM) Process Parameters for AISI 1045 Medium Carbon Steel Using Taguchi Design of Experiments" Materials 15, no. 21: 7846. https://doi.org/10.3390/ma15217846
APA StyleZaman, U. K. u., Khan, U. A., Aziz, S., Baqai, A. A., Butt, S. U., Hussain, D., Siadat, A., & Jung, D. W. (2022). Optimization of Wire Electric Discharge Machining (WEDM) Process Parameters for AISI 1045 Medium Carbon Steel Using Taguchi Design of Experiments. Materials, 15(21), 7846. https://doi.org/10.3390/ma15217846