


An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress


Abstract
:1. Introduction
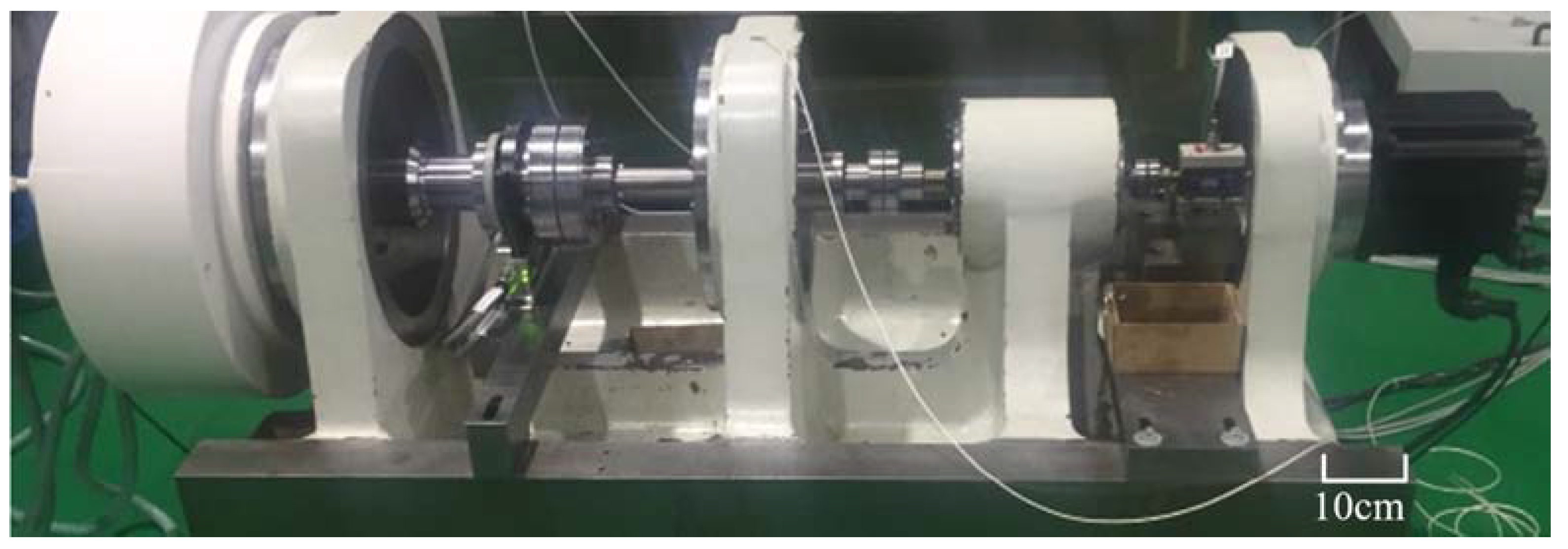
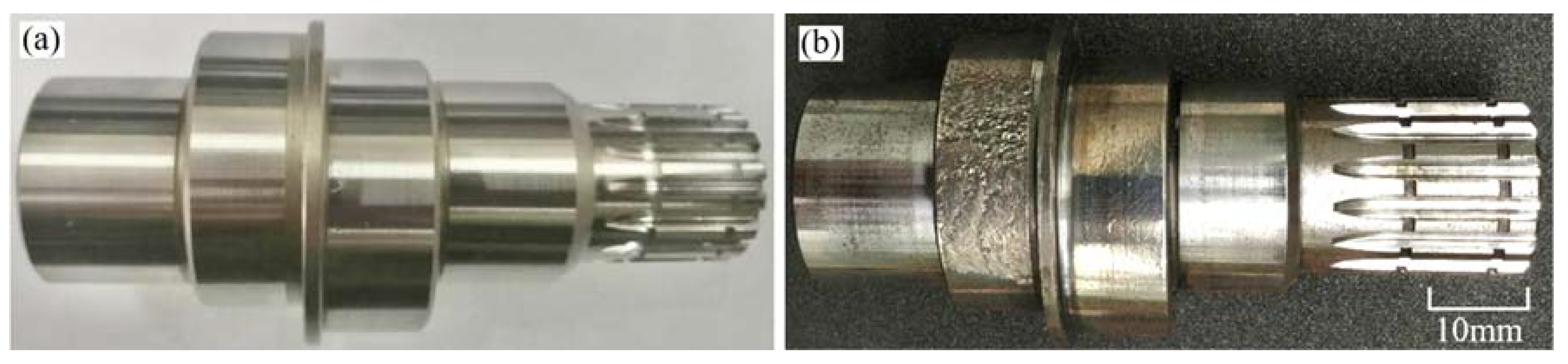
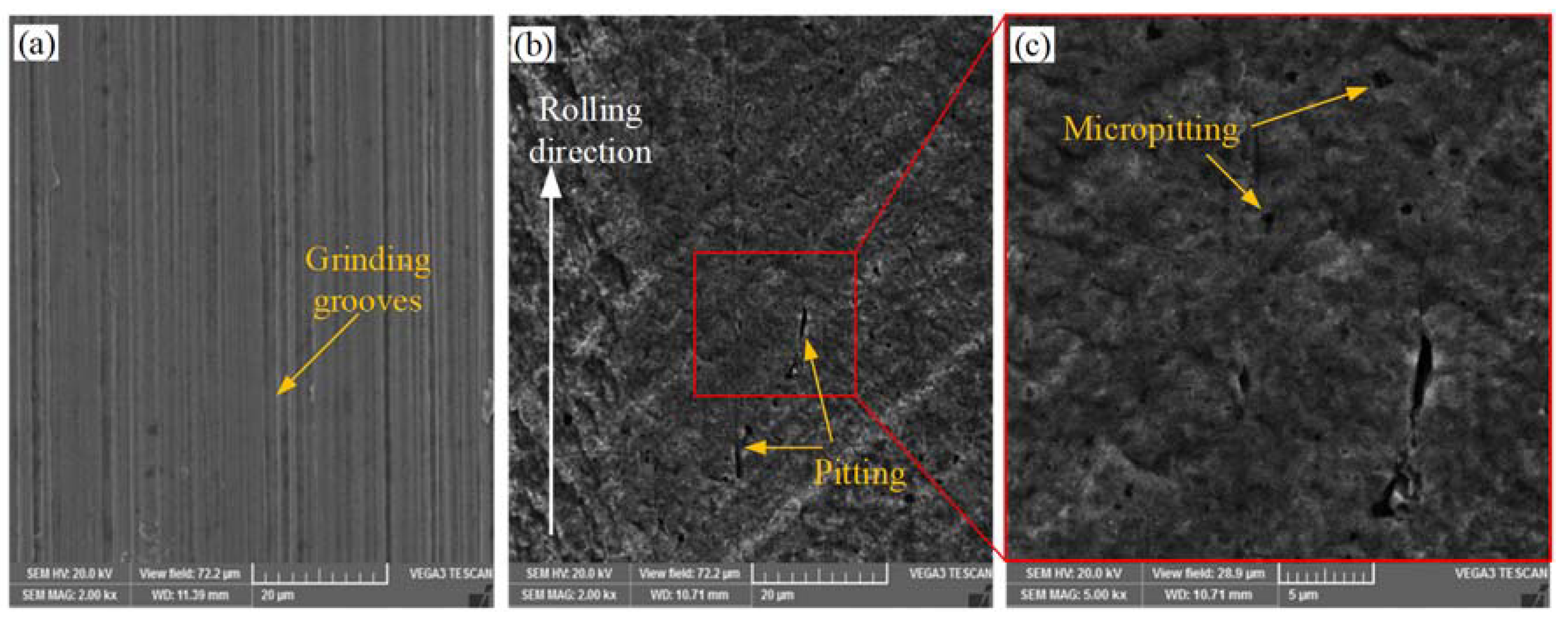
2. Failure Analysis of Crankshaft
3. Methodology
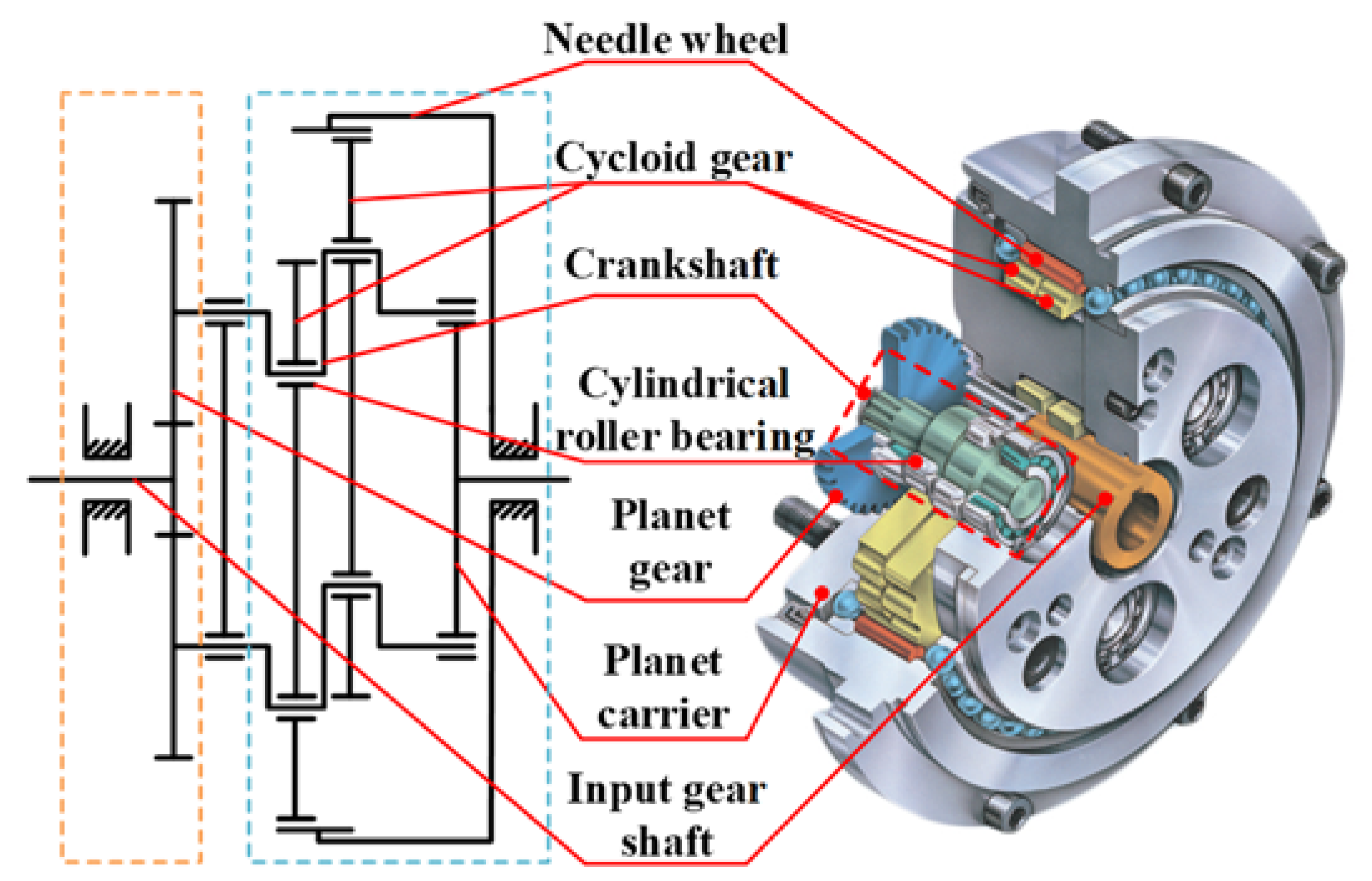
3.1. Stress Analysis of RV Reducer
3.2. Modeling of Residual Stress and Hardness Gradient
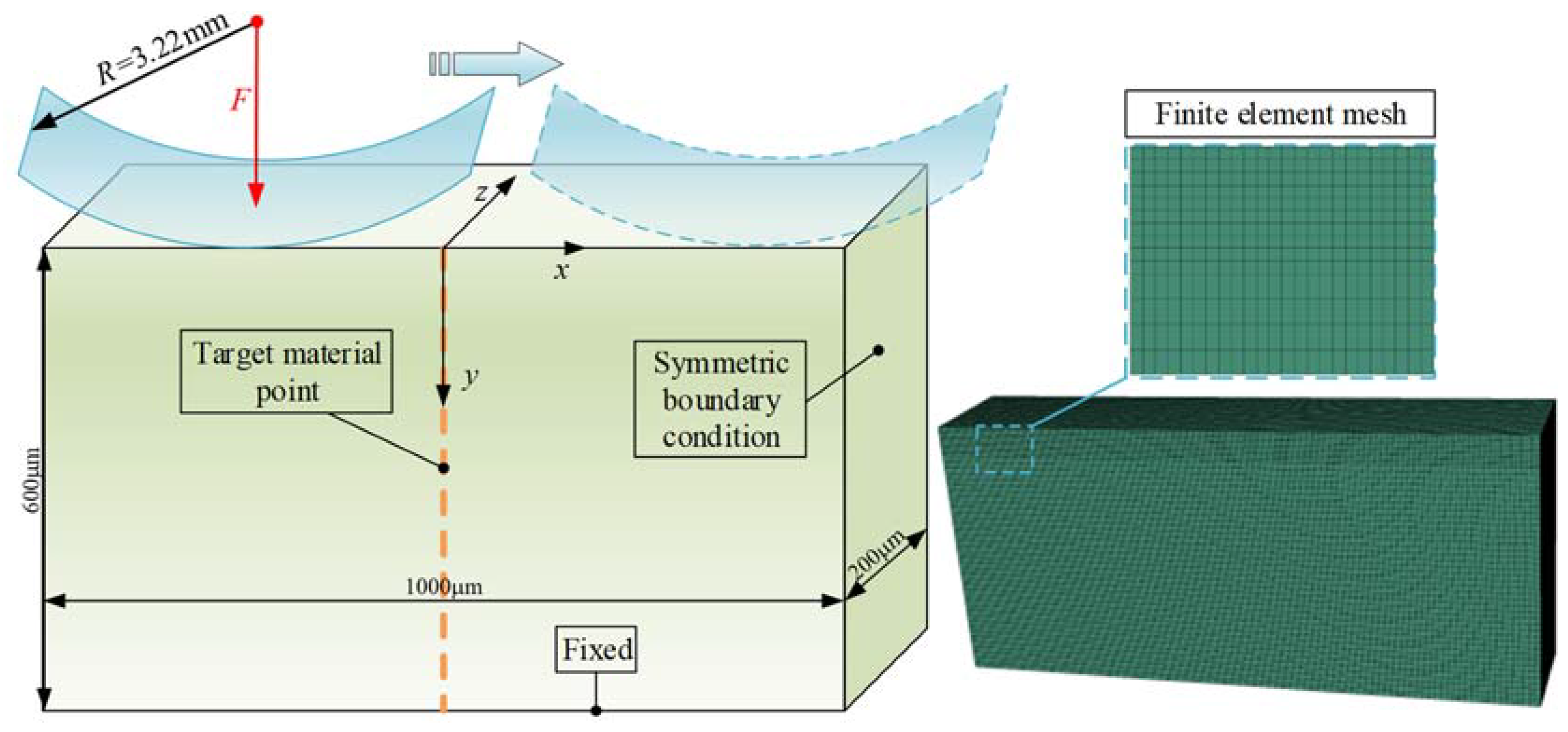
3.3. FEM-Based Elasto-Plastic Contact Analysis
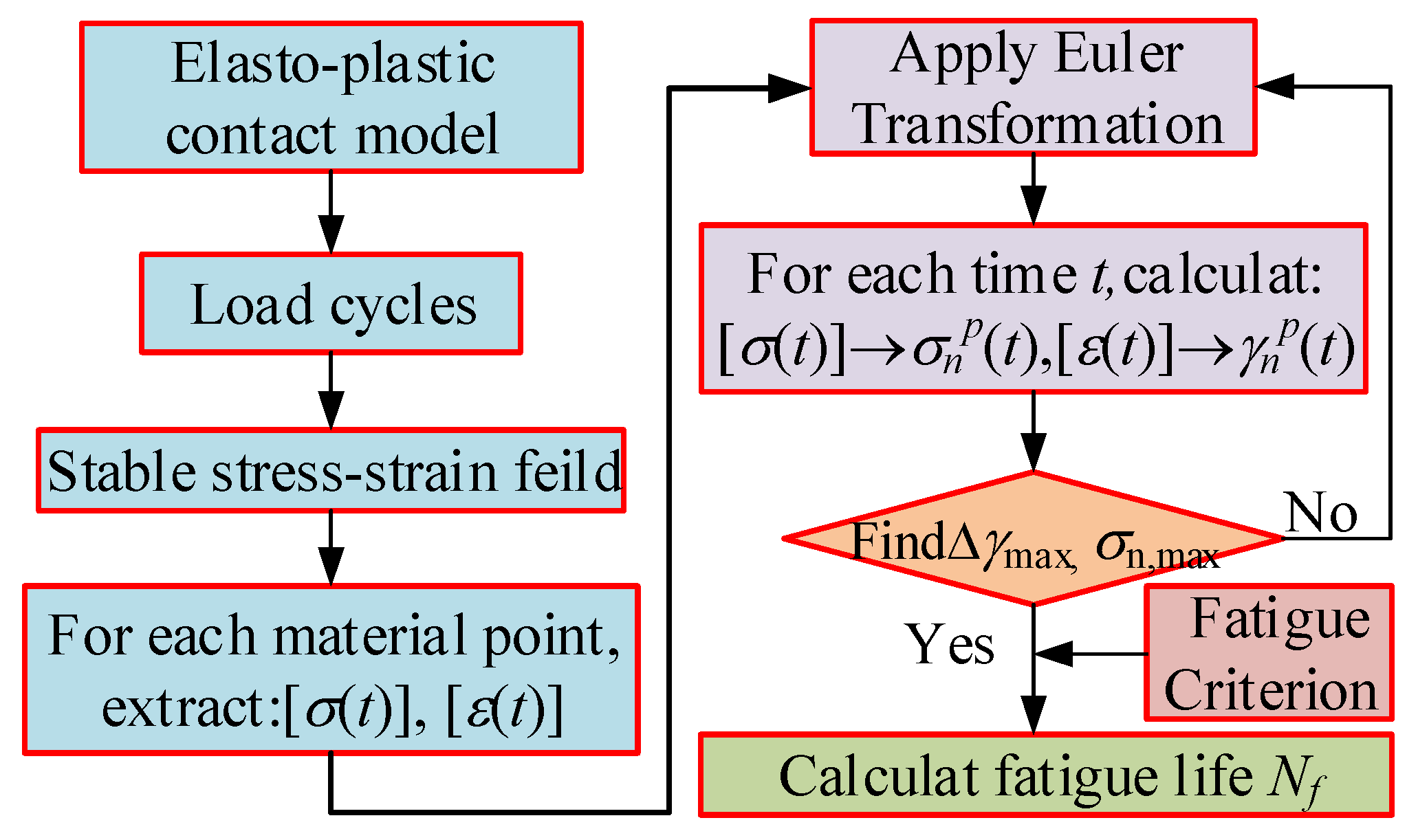
3.4. Contact Fatigue Life Assessment Model
4. Results and Discussion
4.1. Effect of Friction Coefficient and Normal Stress on Fatigue Damage
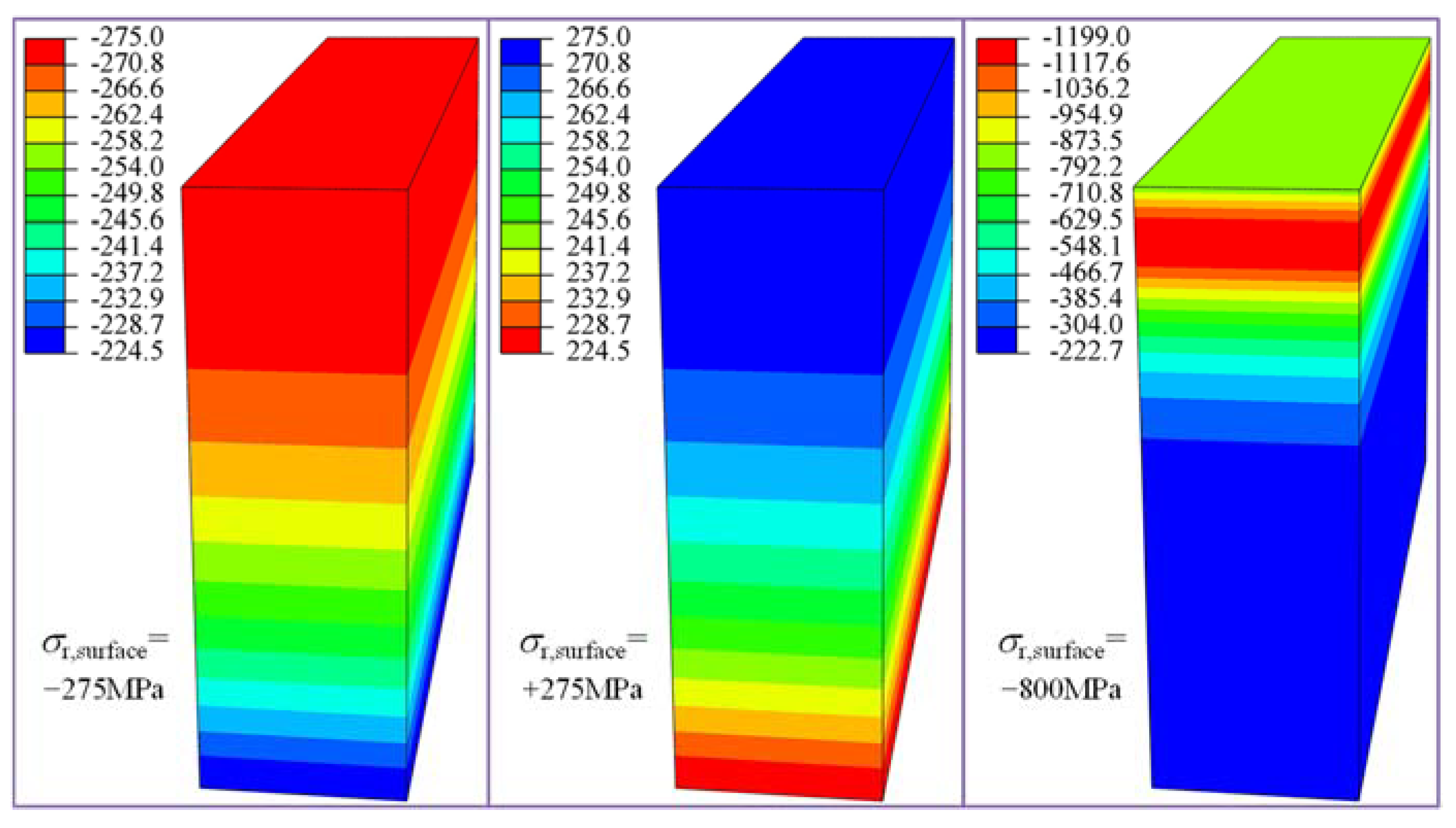
4.2. Effect of Initial Residual Stress on Plastic Strain
4.3. Effect of Initial Residual Stress on Fatigue Life
5. Conclusions
- (1)
- The location of the maximum shear strain depends on the friction coefficient. When the friction coefficient is low, the position of the maximum shear strain is still on the subsurface. Meanwhile, the fatigue initial location moves from the subsurface to the surface, and the fatigue damage increases as the friction coefficient μ increases.
- (2)
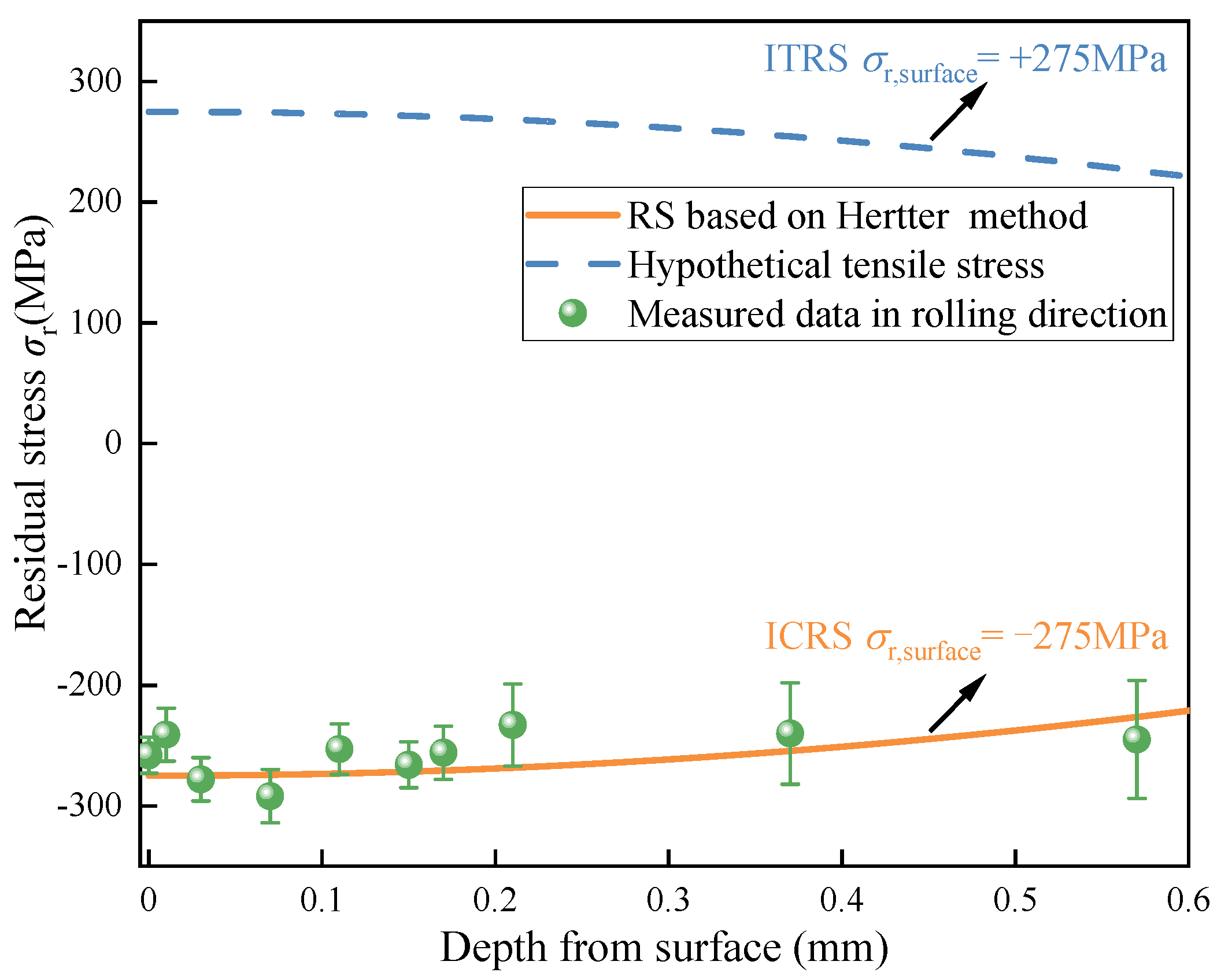
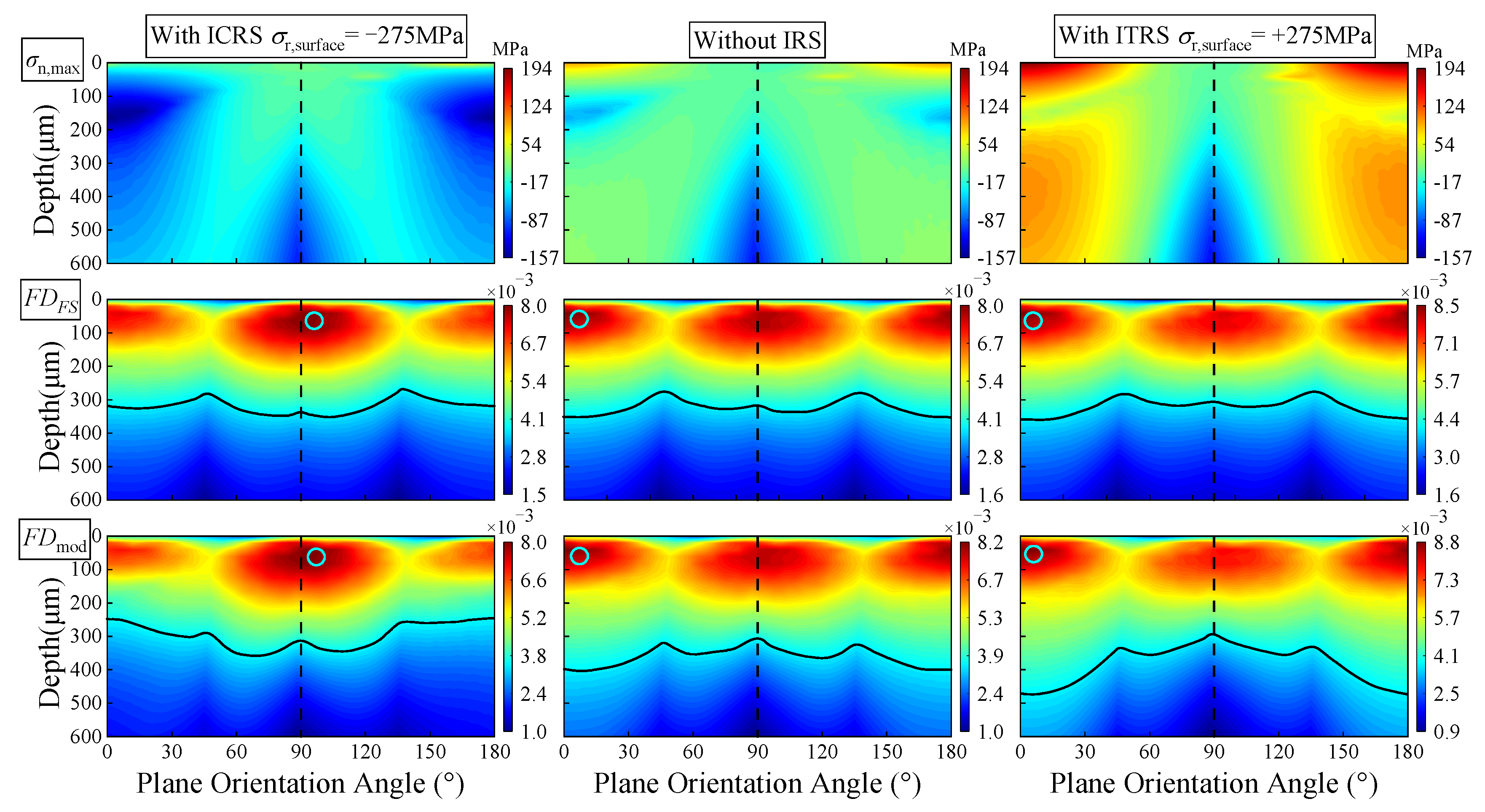
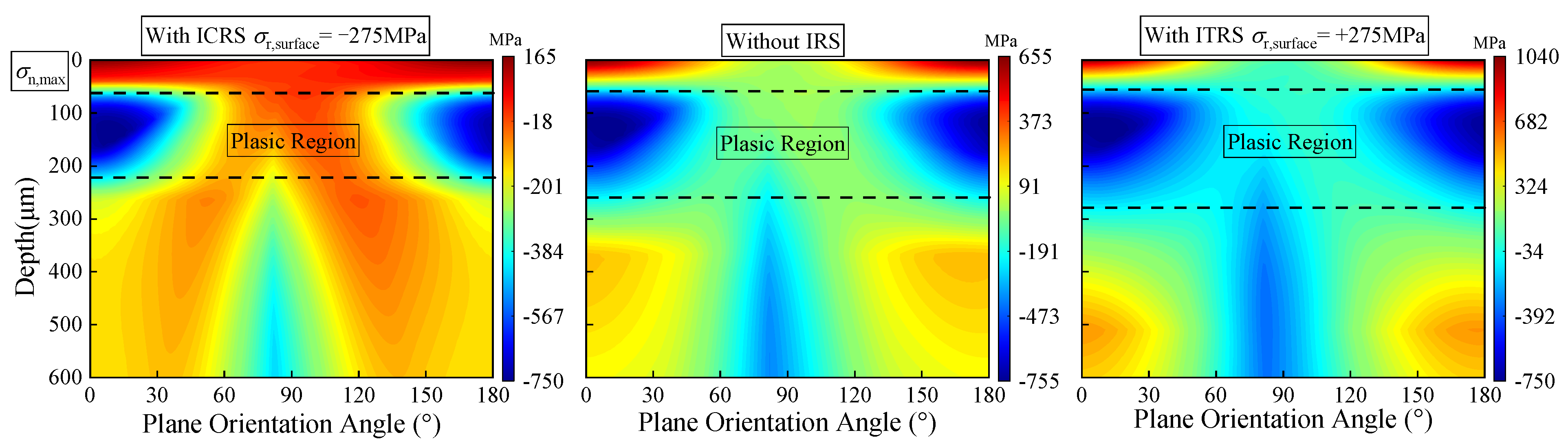
- The initial residual stress plays an influential role in fatigue damage and crack initiation depth by altering the distribution of the maximum normal stress, σn,max, near the contact surface. The compressive residual stress can reduce σn,max by 48.4% compared with that without residual stress. Therefore, the ratio of maximum normal stress to shear stress in the modified FS fatigue criterion can better consider the interaction effect between the residual stress and the shear stress, which significantly improves the prediction accuracy of the contact fatigue life model.
- (3)
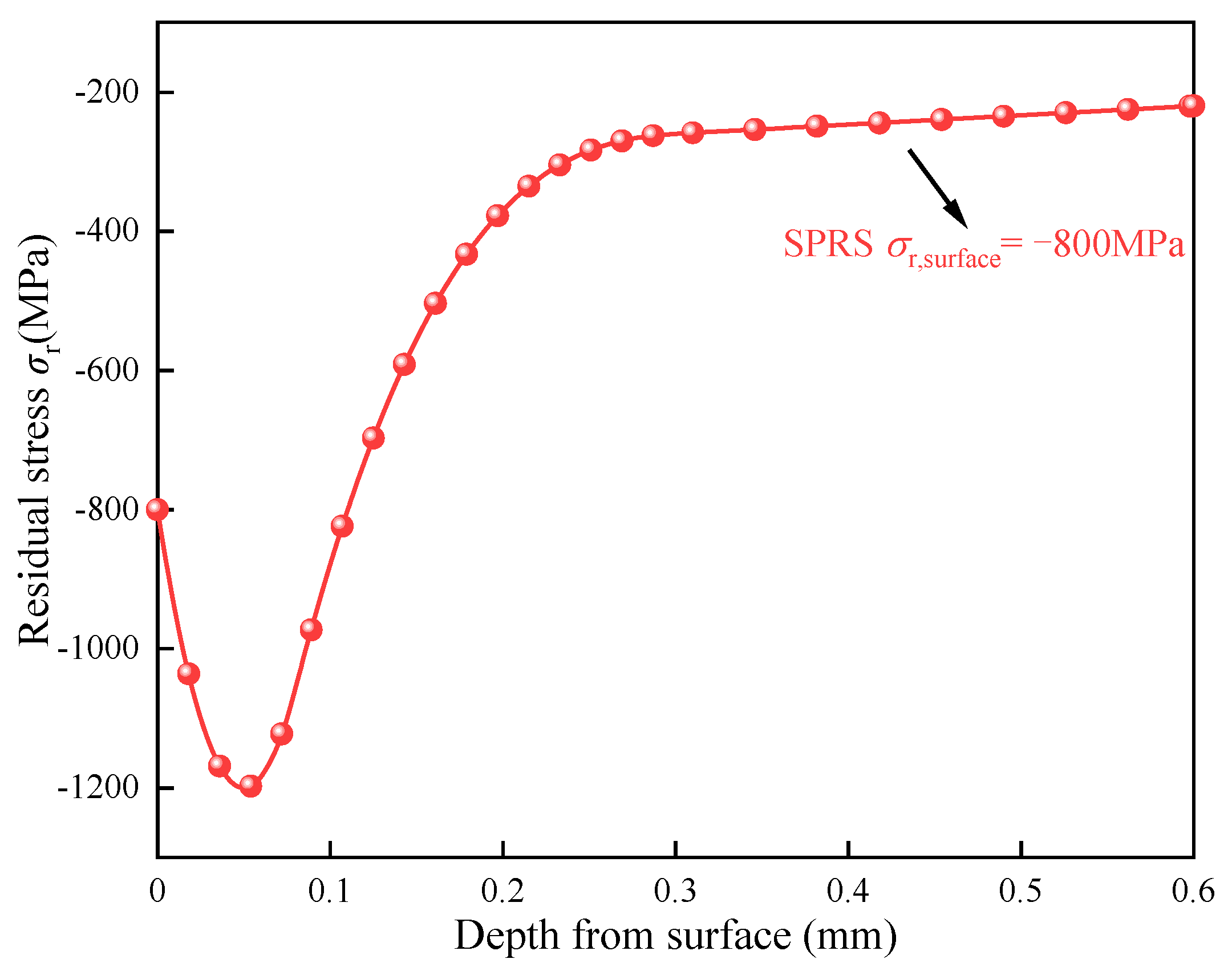
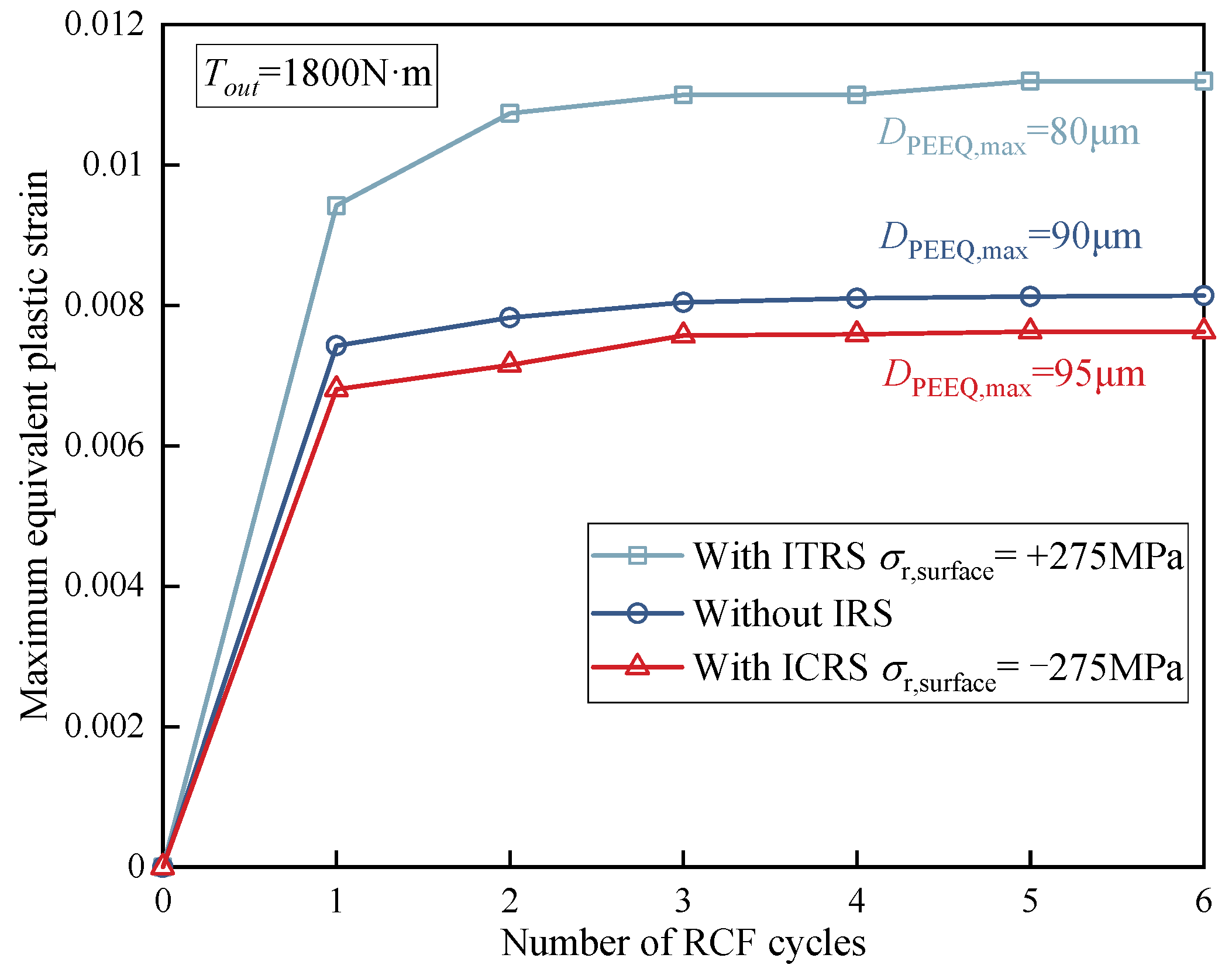
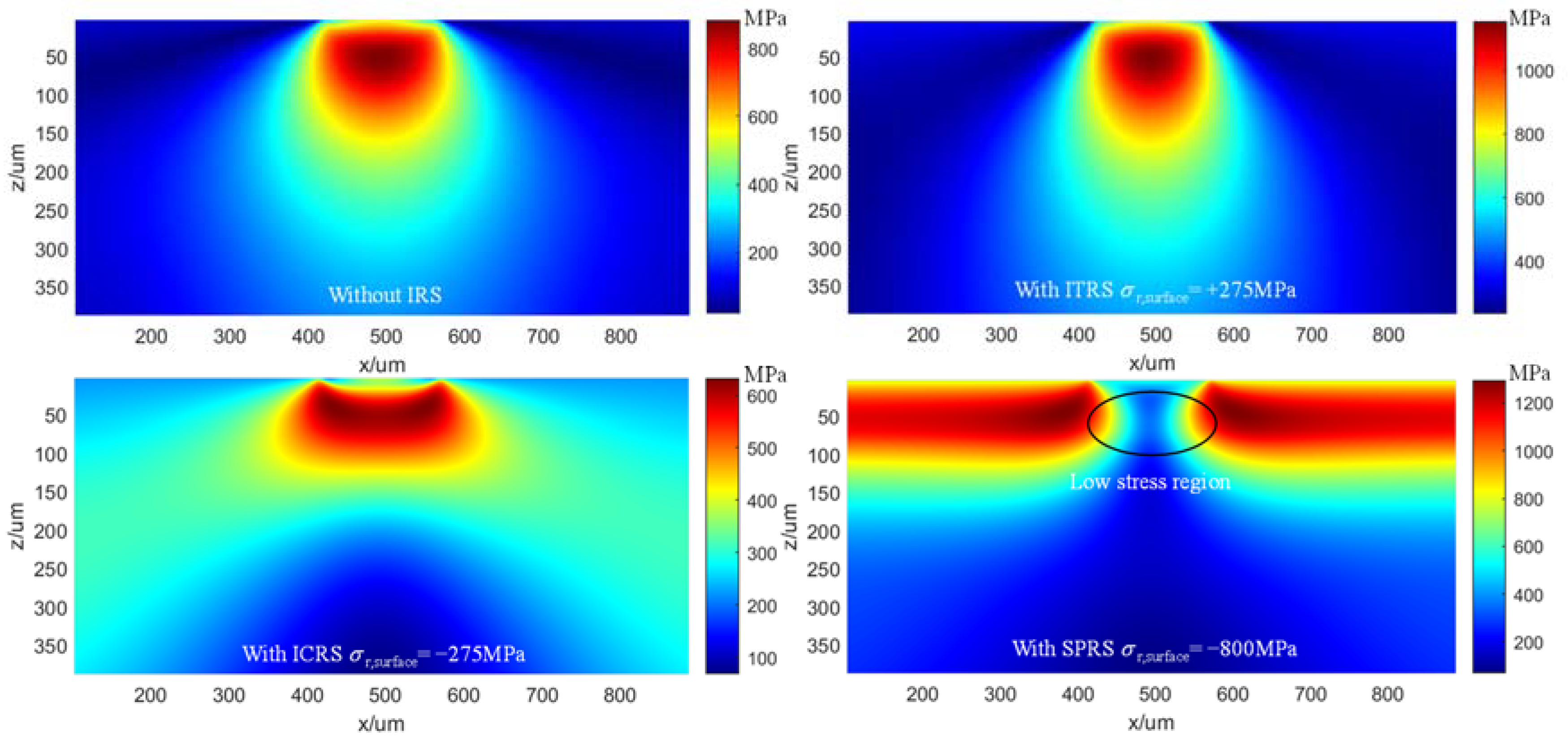
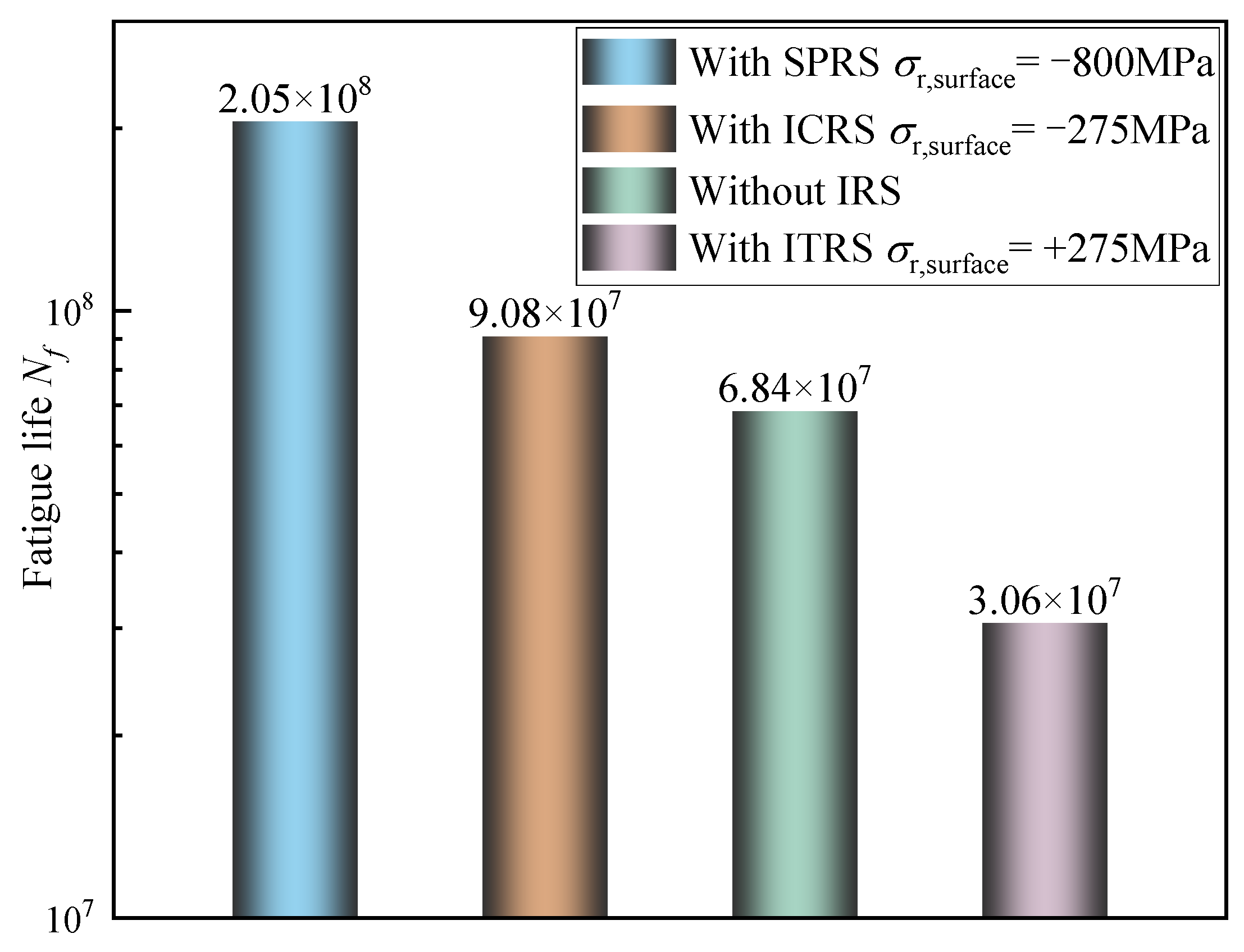
- The ICRS makes the plastic region shrink and improves the contact fatigue performance by delaying the time of cracks propagating to the surface. Under the rated load condition, the minimum contact fatigue life with ICRS is 9.03 × 107, which is 29.6% larger than that without IRS, while the minimum contact fatigue life with SPRS is 125.7% larger than that with ICRS. Residual stress distribution introduced by shot peening significantly enhances the fatigue life of the crankshaft.
- (4)
- Moreover, the fatigue life could be maximized by designing appropriate shot peening parameters to obtain optimized residual stress distribution. The experimental verification of the proposed fatigue life assessment method can also be conducted in future study though it is costly and time-consuming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pham, A.-D.; Ahn, H.-J. High Precision Reducers for Industrial Robots Driving 4th Industrial Revolution: State of Arts, Analysis, Design, Performance Evaluation and Perspective. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 519–533. [Google Scholar] [CrossRef]
- Han, L.; Guo, F. Global sensitivity analysis of transmission accuracy for RV-type cycloid-pin drive. J. Mech. Sci. Technol. 2016, 30, 1225–1231. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, J.; Zhou, G.; Pei, X. Analysis of mixed lubrication of RV reducer turning arm roller bearing. Ind. Lubr. Tribol. 2018, 70, 161–171. [Google Scholar] [CrossRef]
- Xu, L.; Yang, Y. Dynamic modeling and contact analysis of a cycloid-pin gear mechanism with a turning arm cylindrical roller bearing. Mech. Mach. Theory 2016, 104, 327–349. [Google Scholar] [CrossRef]
- Xu, L.X.; Chen, B.K.; Li, C.Y. Dynamic modelling and contact analysis of bearing-cycloid-pinwheel transmission mechanisms used in joint rotate vector reducers. Mech. Mach. Theory 2019, 137, 432–458. [Google Scholar] [CrossRef]
- Wang, H.; Shi, Z.-Y.; Yu, B.; Xu, H. Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load. Appl. Sci. 2019, 9, 4099. [Google Scholar] [CrossRef] [Green Version]
- Deng, F.; Li, K.; Hu, X.; Jiang, H.; Huang, F. Life calculation of angular contact ball bearings for industrial robot RV reducer. Ind. Lubr. Tribol. 2019, 71, 826–831. [Google Scholar] [CrossRef]
- Li, S.; Kahraman, A.; Klein, M. A fatigue model for spur gear contacts operating under mixed elastohydrodynamic lubrication conditions. J. Mech. Design 2012, 134, 041007. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Lv, X.; Wei, Y.; Pan, X.; Wang, Y. A novel model for low-cycle multiaxial fatigue life prediction based on the critical plane-damage parameter. Sci. Prog. 2020, 103, 003685042093622. [Google Scholar] [CrossRef]
- Vijay, A.; Sadeghi, F. A continuum damage mechanics framework for modeling the effect of crystalline anisotropy on rolling contact fatigue. Tribol. Int. 2019, 140, 105845. [Google Scholar] [CrossRef]
- Li, F.; Hu, W.; Meng, Q.; Zhan, Z.; Shen, F. A new damage-mechanics-based model for rolling contact fatigue analysis of cylindrical roller bearing. Tribol. Int. 2018, 120, 105–114. [Google Scholar] [CrossRef]
- Shen, F.; Zhou, K. An elasto-plastic-damage model for initiation and propagation of spalling in rolling bearings. Int. J. Mesh. Sci. 2019, 161–162, 105058. [Google Scholar] [CrossRef]
- Guo, Y.B.; Warren, A.W. The impact of surface integrity by hard turning vs. grinding on fatigue damage mechanisms in rolling contact. Surf. Coat. Technol. 2008, 203, 291–299. [Google Scholar] [CrossRef]
- Choi, Y. A study on the effects of machining-induced residual stress on rolling contact fatigue. Int. J. Fatigue 2009, 31, 1517–1523. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.; Zhu, C.; He, H.; Wei, P. Evaluation of Contact Fatigue Life of a Wind Turbine Gear Pair Considering Residual Stress. J. Tribol. 2018, 140, 041102. [Google Scholar] [CrossRef]
- Wang, W.; Liu, H.; Zhu, C.; Bocher, P.; Liu, H.; Sun, Z. Evaluation of Rolling Contact Fatigue of a Carburized Wind Turbine Gear Considering the Residual Stress and Hardness Gradient. J. Tribol. 2018, 140, 061401. [Google Scholar] [CrossRef]
- Mahdavi, H.; Poulios, K.; Kadin, Y.; Niordson, C.F. Finite element study of cyclic plasticity near a subsurface inclusion under rolling contact and macro-residual stresses. Int. J. Fatigue 2021, 143, 105981. [Google Scholar] [CrossRef]
- Ooi, G.T.C.; Roy, S.; Sundararajan, S. Investigating the effect of retained austenite and residual stress on rolling contact fatigue of carburized steel with XFEM and experimental approaches. Mater. Sci. Eng. A 2018, 732, 311–319. [Google Scholar] [CrossRef] [Green Version]
- Guan, J.; Wang, L.; Mao, Y.; Shi, X.; Ma, X.; Hu, B. A continuum damage mechanics based approach to damage evolution of M50 bearing steel considering residual stress induced by shot peening. Tribol. Int. 2018, 126, 218–228. [Google Scholar] [CrossRef]
- Walvekar, A.A.; Sadeghi, F. Rolling contact fatigue of case carburized steels. Int. J. Fatigue 2017, 95, 264–281. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, W.; Zhang, H.; Zhao, Z. The effect of hardness distribution by carburizing on the elastic–plastic contact performance. Tribol. Int. 2016, 100, 24–34. [Google Scholar] [CrossRef]
- Wang, W.; Liu, H.; Zhu, C.; Tang, J.; Jiang, C. Evaluation of contact fatigue risk of a carburized gear considering gradients of mechanical properties. Friction 2019, 8, 1039–1050. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Li, C.; Chen, B. Optimization Design of RV Reducer Crankshaft Bearing. Appl. Sci. 2020, 10, 6520. [Google Scholar] [CrossRef]
- Harris, T.A.; Kotzalas, M.N. Advanced Concepts of Bearing Technology: Rolling Bearing Analysis; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Lang, O.R.; Kernen i, R. Dimensionierung komplizierter Bauteile aus Stahl im Bereich der Zeit-und Dauerfestigkeit. Materialwiss. Werkst. 1979, 10, 24–29. [Google Scholar] [CrossRef]
- Thomas, J. Flankentragfähigkeit und Laufverhalten von Hartfeinbearbeiteten Kegelrädern. Ph.D. Thesis, Technische Universität München, Munich, Germany, 1998. [Google Scholar]
- Cahoon, J.; Broughton, W.; Kutzak, A. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. [Google Scholar] [CrossRef]
- Pavlina, E.J.; Van Tyne, C.J. Correlation of Yield Strength and Tensile Strength with Hardness for Steels. J. Mater. Eng. Perform. 2008, 17, 888–893. [Google Scholar] [CrossRef]
- MackAldener, M.; Olsson, M. Tooth interior fatigue fracture—Computational and material aspects. Int. J. Fatigue 2001, 23, 329–340. [Google Scholar] [CrossRef]
- Hertter, T. Rechnerischer Festigkeitsnachweis der Ermüdungstragfähigkeit Vergüteter und Einsatzgehärteter Stirnräder. Ph.D. Thesis, Technische Universität München, Munich, Germany, 2003. [Google Scholar]
- Réti, T. Residual stresses in carburized, carbonitrided, and case-hardened components. In Handbook of Residual Stress and Deformation of Steel; ASM International: Almere, The Netherlands, 2002; pp. 189–208. [Google Scholar]
- Zhou, W.; Tang, J.; Shao, W.; Wen, J. Towards understanding the ploughing friction mechanism in ultrasonic assisted grinding with single grain. Int. J. Mesh. Sci. 2022, 222, 107248. [Google Scholar] [CrossRef]
- You, S.; Tang, J.; Zhou, W.; Zhou, W.; Zhao, J.; Chen, H. Research on calculation of contact fatigue life of rough tooth surface considering residual stress. Eng. Fail. Anal. 2022, 140, 106459. [Google Scholar] [CrossRef]
- Zhao, J.; Tang, J.; Zhou, W.; Jiang, T.; Liu, H.; Xing, B. Numerical modeling and experimental verification of residual stress distribution evolution of 12Cr2Ni4A steel generated by shot peening. Surf. Coat. Technol. 2022, 430, 127993. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987. [Google Scholar]
- Slack, T.; Sadeghi, F. Explicit finite element modeling of subsurface initiated spalling in rolling contacts. Tribol. Int. 2010, 43, 1693–1702. [Google Scholar] [CrossRef]
- Bomidi, J.A.R.; Sadeghi, F. Three-Dimensional Finite Element Elastic–Plastic Model for Subsurface Initiated Spalling in Rolling Contacts. J. Tribol. 2014, 136, 011402. [Google Scholar] [CrossRef]
- Long, S.-L.; Liang, Y.-L.; Jiang, Y.; Liang, Y.; Yang, M.; Yi, Y.-L. Effect of quenching temperature on martensite multi-level microstructures and properties of strength and toughness in 20CrNi2Mo steel. Mater. Sci. Eng. A 2016, 676, 38–47. [Google Scholar] [CrossRef]
- Jiang, T.; Zhou, W.; Tang, J.; Zhao, X.; Zhao, J.; Liu, H. Constitutive modelling of AISI 9310 alloy steel and numerical calculation of residual stress after shot peening. Int. J. Impact Eng. 2022, 166, 104235. [Google Scholar] [CrossRef]
- Fatemi, A.; Socie, D.F. A critical plane approach to multiaxial fatigue damage including out-of-phase loading. Fatigue Fract. Eng. Mater. Struct. 1988, 11, 149–165. [Google Scholar] [CrossRef]
- Bannantine, A.; Socie, D. A Multiaxial Fatigue Life Estimation. Adv. Fatigue Lifetime Predict. Tech. 1992, 1122, 249. [Google Scholar]
- Bäumel, A.J.; Seeger, T. Materials data for cyclic loading. Mater. Sci. Monogr. 1990, 61, 1076. [Google Scholar]
- Shamsaei, N.; Fatemi, A. Effect of hardness on multiaxial fatigue behaviour and some simple approximations for steels. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 631–646. [Google Scholar] [CrossRef]
- Dowling, N.E. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture, and Fatigue; Pearson: London, UK, 2012. [Google Scholar]
- Gates, N.R.; Fatemi, A. On the consideration of normal and shear stress interaction in multiaxial fatigue damage analysis. Int. J. Fatigue 2017, 100, 322–336. [Google Scholar] [CrossRef]
- Hotait, M.A.; Kahraman, A. Estimation of Bending Fatigue Life of Hypoid Gears Using a Multiaxial Fatigue Criterion. J. Mech. Design 2013, 135, 101005. [Google Scholar] [CrossRef]
- Susmel, L. A simple and efficient numerical algorithm to determine the orientation of the critical plane in multiaxial fatigue problems. Int. J. Fatigue 2010, 32, 1875–1883. [Google Scholar] [CrossRef]
- Ding, H.; Zhang, Y.; Li, H.; Rong, K.; Tang, J.; Chen, S. Bending fatigue life oriented tooth flank dry-grinding tool modification for cleaner manufacturing of spiral bevel gear product. J. Clean. Prod. 2021, 328, 129566. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, Y.; Tong, Z.; Tong, S. Residual Stress Distribution Design for Gear Surfaces Based on Genetic Algorithm Optimization. Materials 2021, 14, 366. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Liu, H.; Zhu, C.; Du, X.; Tang, J. Effect of the residual stress on contact fatigue of a wind turbine carburized gear with multiaxial fatigue criteria. Int. J. Mesh. Sci. 2019, 151, 263–273. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Parameters | Value |
|---|---|---|---|
| Crankshaft rotation speed (r/min) | ns = 585 | Rated output torque (N·m) | Tout = 800 |
| Radius of the rolling element (mm) | R1 = 4.0 | Rolling element material | GCr15 |
| Radius of the eccentric cylindrical surface (mm) | R2 = 16.6 | Crankshaft material | 20CrNi2MoA |
| Length of the rolling element (mm) | l1 = 12.0 | Young’s modulus (GPa) | E1 = 219, E2 = 210 |
| Radius of needle tooth distribution circle (mm) | Rz = 82 | Poisson ratio | v1 = 0.3, v2 = 0.275 |
| Radius of crankshaft distribution circle (mm) | ro = 46.77 | Eccentricity (mm) | e = 1.5 |
| Number of teeth of needle wheel | z4 = 39 | Number of crankshafts | n = 3 |
| Number of teeth of cycloid gear | z5 = 40 | Short amplitude coefficient | k = 0.7317 |
| Element | C | Mn | Cr | Ni | Si | Mo | Cu | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.21 | 0.63 | 0.57 | 1.8 | 0.33 | 0.25 | 0.30 | 0.015 | 0.02 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Shao, W.; Tang, J.; Ding, H.; Zhou, W. An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress. Materials 2022, 15, 7850. https://doi.org/10.3390/ma15217850
Li X, Shao W, Tang J, Ding H, Zhou W. An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress. Materials. 2022; 15(21):7850. https://doi.org/10.3390/ma15217850
Chicago/Turabian StyleLi, Xin, Wen Shao, Jinyuan Tang, Han Ding, and Weihua Zhou. 2022. "An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress" Materials 15, no. 21: 7850. https://doi.org/10.3390/ma15217850
APA StyleLi, X., Shao, W., Tang, J., Ding, H., & Zhou, W. (2022). An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress. Materials, 15(21), 7850. https://doi.org/10.3390/ma15217850