

Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP)




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
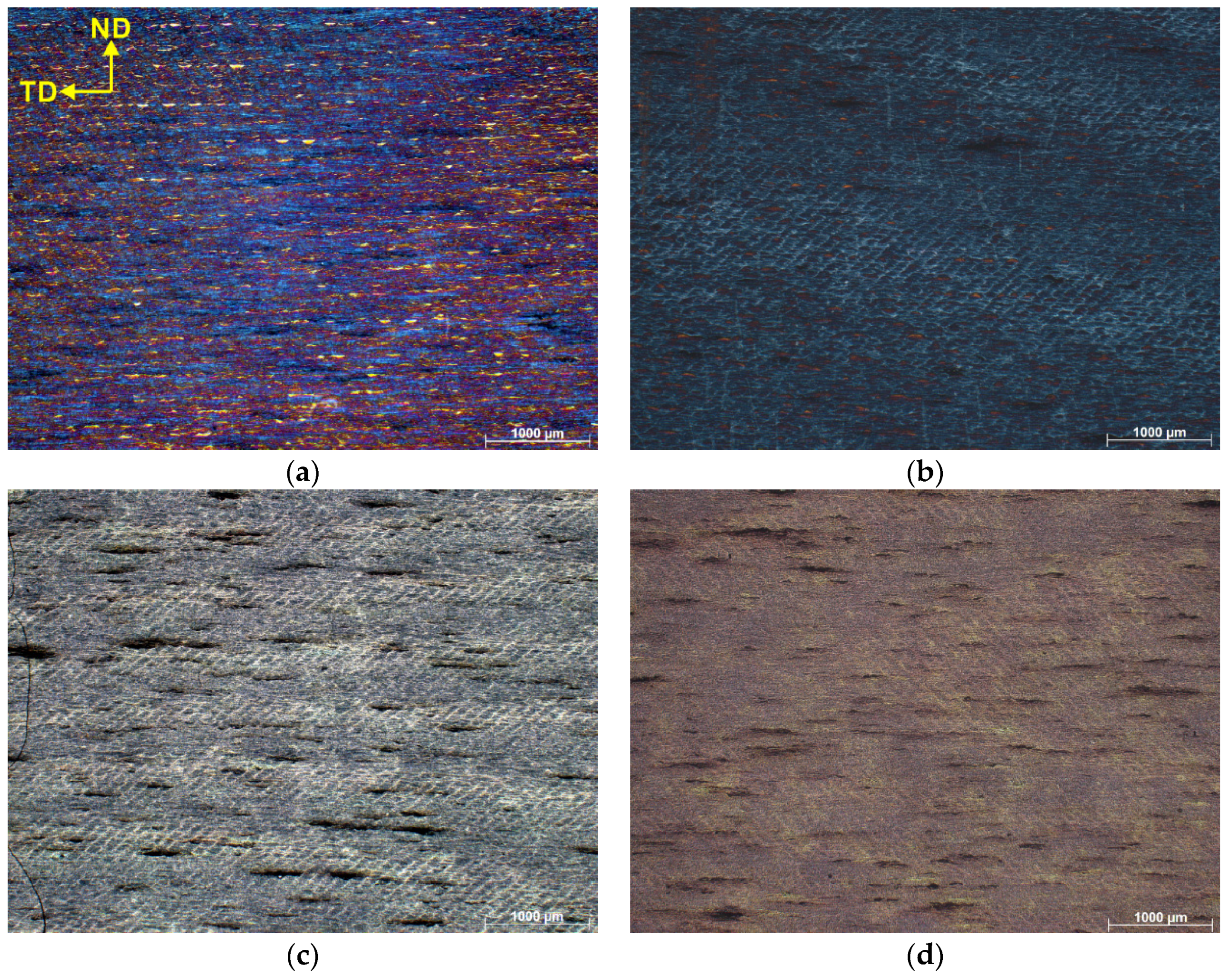
3.1. Microstructure
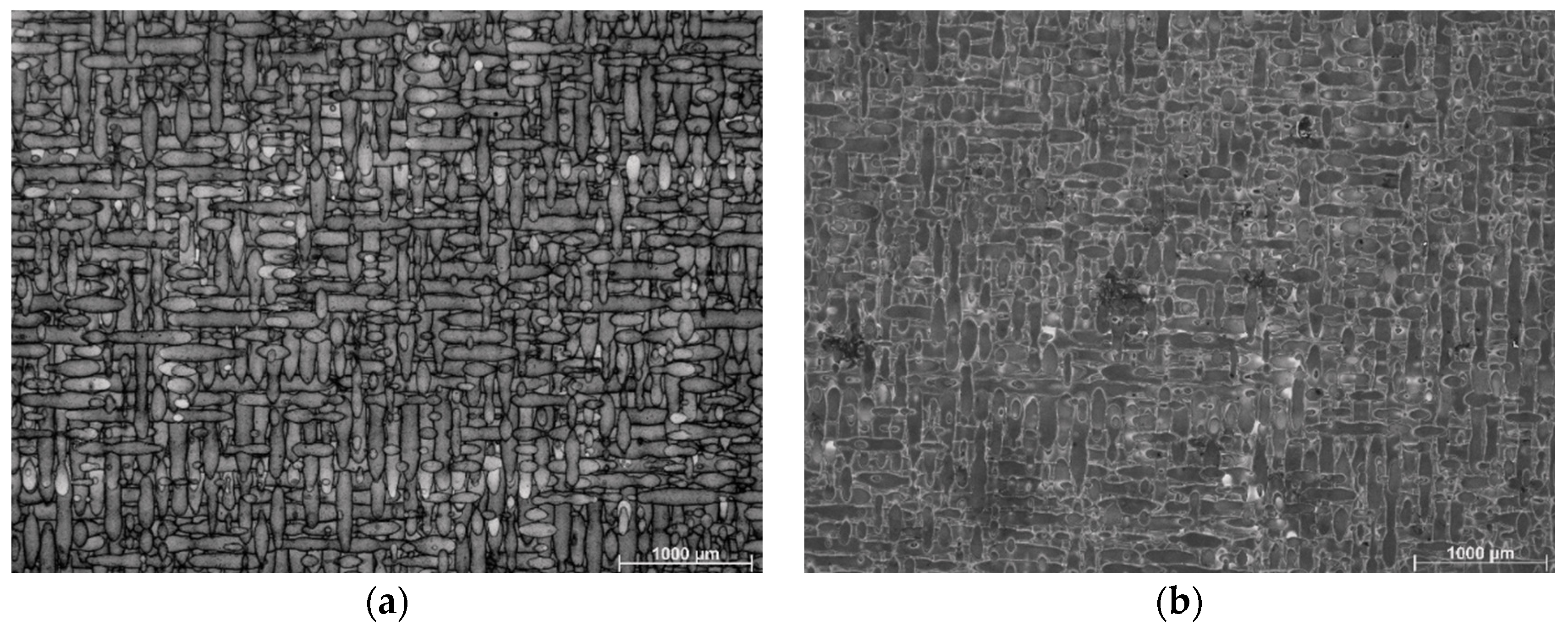
3.1.1. Microstructure Prior to ECAP Processing
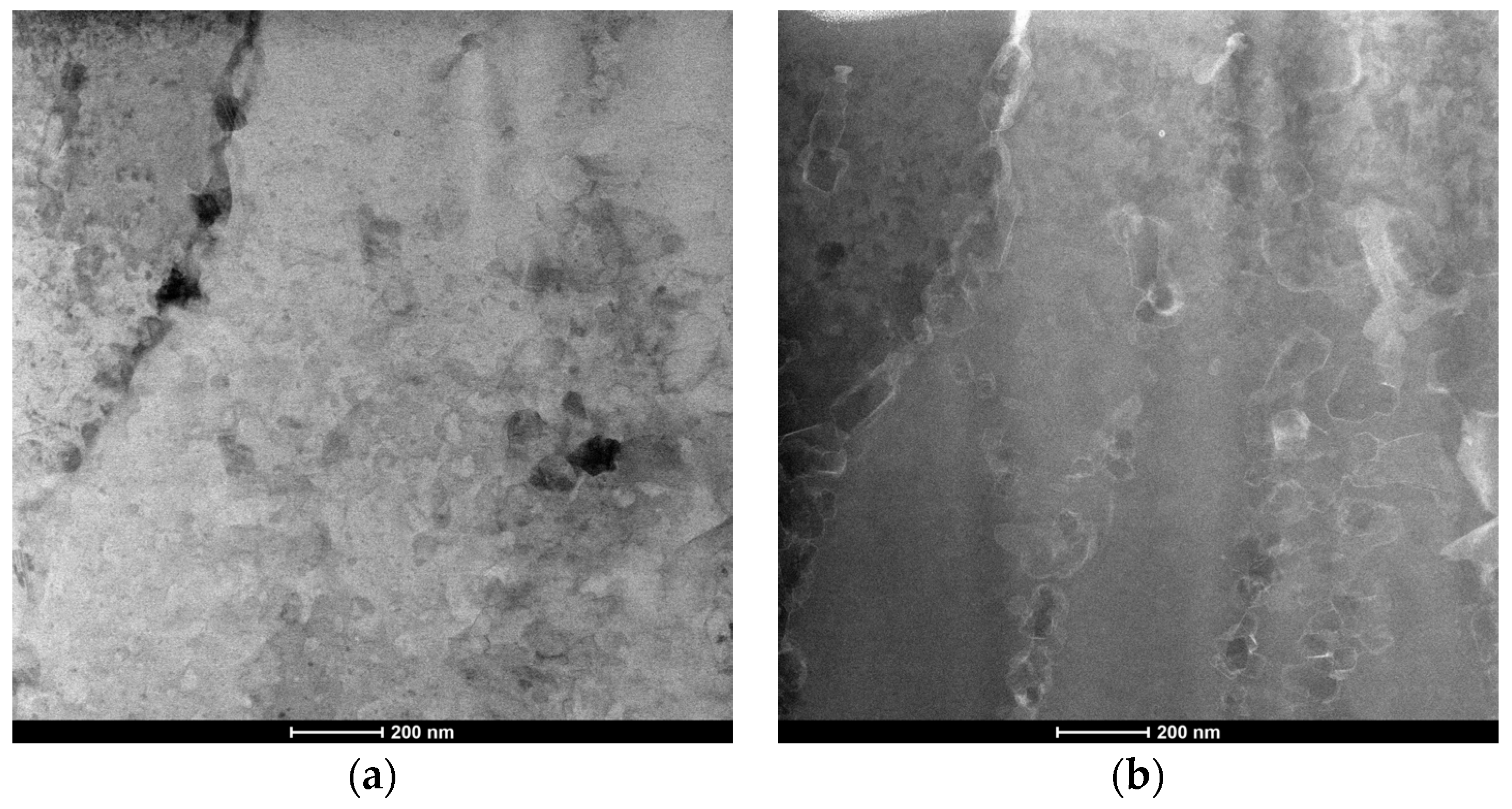
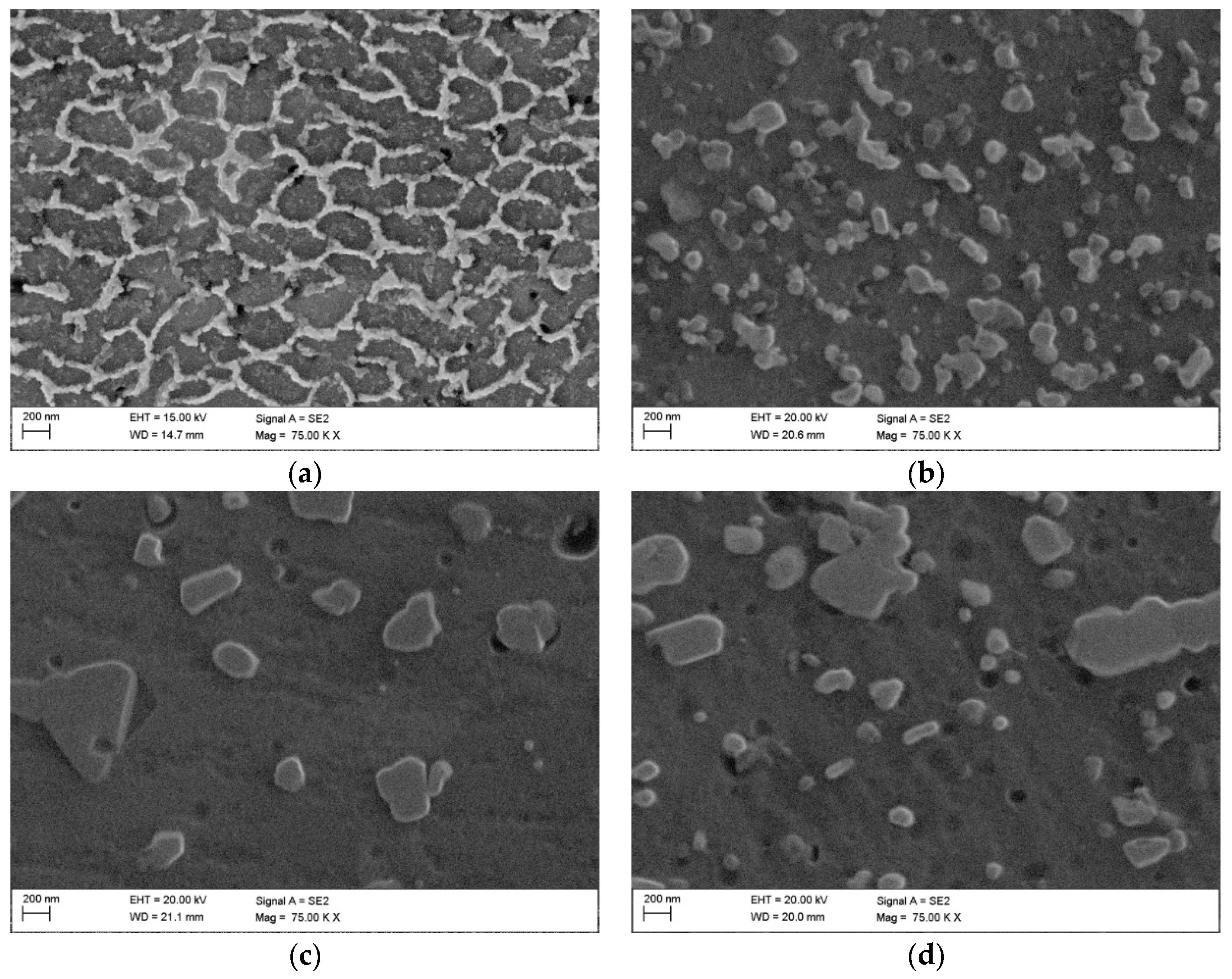
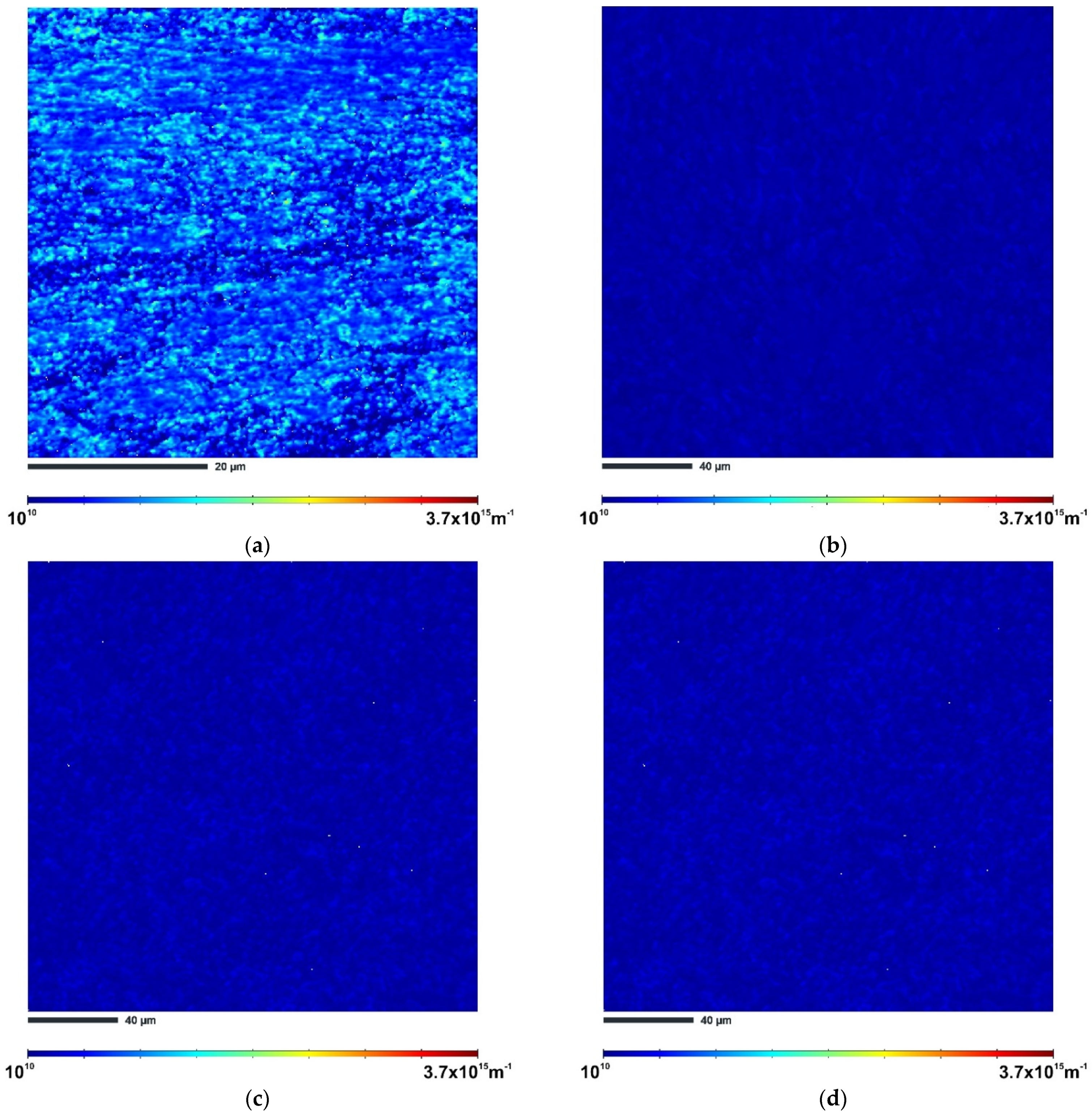
3.1.2. Microstructure after ECAP Processing
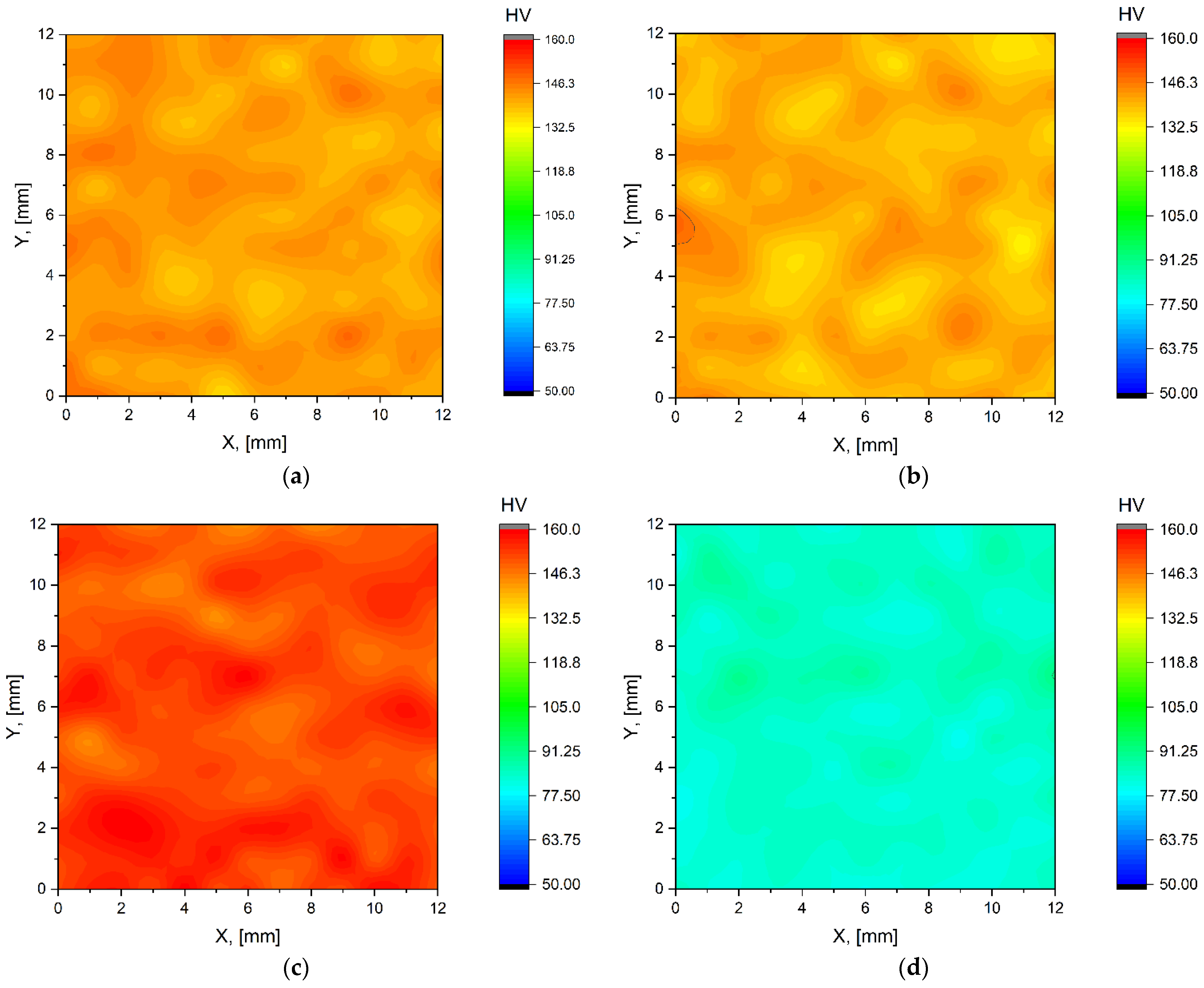
3.2. Mechanical Properties
4. Conclusions
- In this work, the effects of ECAP processing on the microstructure and mechanical properties of SLM-fabricated AlSi10Mg alloys were studied under different conditions of post-processing heat treatment and ECAP temperatures. Resulting microstructure and mechanical properties of post-processed SLM samples were compared to that of the as-built alloy and it is observed that post-processing operations significantly affect the performance of the SLM-fabricated alloy.
- Metallographic observations, coupled with SEM investigations, revealed the SLM-fabricated alloys possessed a unique cellular microstructure made up of Si networks surrounding the Al-based matrix phase.
- Low-temperature annealing (LTA) heat treatment, followed by ECAP, processing facilitated microstructural evolution of the alloy with a partial rupture of the Si network and an observed nucleation of β-Si precipitates throughout the Al-based matrix. This resulted in a Vickers microhardness of 153 HV and a yield strength of 415 MPa, which are amongst the highest reported values in the literature for this alloy.
- Increasing the ECAP process temperature of the non-heat-treated alloys resulted in complete rupture and coarsening of the Si phase, resulting in a non-uniform hardness distribution and reducing the mechanical performance of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hehr, A.; Norfolk, M. A Comprehensive Review of Ultrasonic Additive Manufacturing. Rapid Prototyp. J. 2020, 26, 445–458. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Binder Jetting. In Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; pp. 237–252. [Google Scholar]
- Yap, Y.L.; Wang, C.; Sing, S.L.; Dikshit, V.; Yeong, W.Y.; Wei, J. Material Jetting Additive Manufacturing: An Experimental Study Using Designed Metrological Benchmarks. Precis. Eng. 2017, 50, 275–285. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Brandt, M.; Easton, M. Powder Bed Fusion Processes: An Overview. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 55–77. [Google Scholar]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3d Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Elambasseril, J.; Rogers, J.; Wallbrink, C.; Munk, D.; Leary, M.; Qian, M. Laser Powder Bed Fusion Additive Manufacturing (LPBF-AM): The Influence of Design Features and LPBF Variables on Surface Topography and Effect on Fatigue Properties. Crit. Rev. Solid State Mater. Sci. 2022, 1–37. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T. Direct Observation of Pore Formation Mechanisms during LPBF Additive Manufacturing Process and High Energy Density Laser Welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Safaei, K.; Abedi, H.; Nematollahi, M.; Kordizadeh, F.; Dabbaghi, H.; Bayati, P.; Javanbakht, R.; Jahadakbar, A.; Elahinia, M.; Poorganji, B. Additive Manufacturing of NiTi Shape Memory Alloy for Biomedical Applications: Review of the LPBF Process Ecosystem. JOM 2021, 73, 3771–3786. [Google Scholar] [CrossRef]
- Nandy, J.; Sarangi, H.; Sahoo, S. A Review on Direct Metal Laser Sintering: Process Features and Microstructure Modeling. Lasers Manuf. Mater. Process. 2019, 6, 280–316. [Google Scholar] [CrossRef]
- Gueche, Y.A.; Sanchez-Ballester, N.M.; Cailleaux, S.; Bataille, B.; Soulairol, I. Selective Laser Sintering (SLS), a New Chapter in the Production of Solid Oral Forms (SOFs) by 3D Printing. Pharmaceutics 2021, 13, 1212. [Google Scholar] [CrossRef]
- Del Guercio, G.; Galati, M.; Saboori, A.; Fino, P.; Iuliano, L. Microstructure and Mechanical Performance of Ti–6Al–4V Lattice Structures Manufactured via Electron Beam Melting (EBM): A Review. Acta Metall. Sin. Engl. Lett. 2020, 33, 183–203. [Google Scholar] [CrossRef]
- Rajamani, D.; Balasubramanian, E. Investigation of Sintering Parameters on Viscoelastic Behaviour of Selective Heat Sintered HDPE Parts. J. Appl. Sci. Eng. 2019, 22, 391–402. [Google Scholar]
- Zhang, H.; Zhao, Y.; Huang, S.; Zhu, S.; Wang, F.; Li, D. Manufacturing and Analysis of High-Performance Refractory High-Entropy Alloy via Selective Laser Melting (SLM). Materials 2019, 12, 720. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arun, K.; Aravindh, K.; Raja, K.; Naiju, C.D.; Thrinadh, E.; Ranka, S. Characterization of AlSi10Mg Alloy Produced by DMLS Process for Automotive Engine Application; SAE Technical Paper; SAE: Warrendale, PA, USA, 2019. [Google Scholar]
- Li, Z.; Nie, Y.; Liu, B.; Kuai, Z.; Zhao, M.; Liu, F. Mechanical Properties of AlSi10Mg Lattice Structures Fabricated by Selective Laser Melting. Mater. Des. 2020, 192, 108709. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and Strain Hardening of a Selective Laser Melted AlSi10Mg Alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Li, Z.; Li, Z.; Tan, Z.; Xiong, D.-B.; Guo, Q. Stress Relaxation and the Cellular Structure-Dependence of Plastic Deformation in Additively Manufactured AlSi10Mg Alloys. Int. J. Plast. 2020, 127, 102640. [Google Scholar] [CrossRef]
- Ma, R.; Peng, C.; Cai, Z.; Wang, R.; Zhou, Z.; Li, X.; Cao, X. Enhanced Strength of the Selective Laser Melted Al-Mg-Sc-Zr Alloy by Cold Rolling. Mater. Sci. Eng. A 2020, 775, 138975. [Google Scholar] [CrossRef]
- Snopiński, P.; Król, M.; Pagáč, M.; Petrů, J.; Hajnyš, J.; Mikuszewski, T.; Tański, T. Effects of Equal Channel Angular Pressing and Heat Treatments on the Microstructures and Mechanical Properties of Selective Laser Melted and Cast AlSi10Mg Alloys. Arch. Civ. Mech. Eng. 2021, 21, 92. [Google Scholar] [CrossRef]
- Hosseinzadeh, A.; Radi, A.; Richter, J.; Wegener, T.; Sajadifar, S.V.; Niendorf, T.; Yapici, G.G. Severe Plastic Deformation as a Processing Tool for Strengthening of Additive Manufactured Alloys. J. Manuf. Process. 2021, 68, 788–795. [Google Scholar] [CrossRef]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the Strength-Ductility Trade-off in Additively Manufactured AlSi10Mg Alloy by ECAP Processing. J. Alloys Compd. 2022, 918, 165817. [Google Scholar] [CrossRef]
- Wang, G.; Song, D.; Zhou, Z.; Liu, Y.; Liang, N.; Wu, Y.; Ma, A.; Jiang, J. Developing High-Strength Ultrafine-Grained Pure Al via Large-Pass ECAP and Post Cryo-Rolling. J. Mater. Res. Technol. 2021, 15, 2419–2428. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal Post-Processing of AlSi10Mg Parts Produced by Selective Laser Melting Using Recycled Powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Sagbas, B. Post-Processing Effects on Surface Properties of Direct Metal Laser Sintered AlSi10Mg Parts. Met. Mater. Int. 2020, 26, 143–153. [Google Scholar] [CrossRef]
- Zhuo, L.; Wang, Z.; Zhang, H.; Yin, E.; Wang, Y.; Xu, T.; Li, C. Effect of Post-Process Heat Treatment on Microstructure and Properties of Selective Laser Melted AlSi10Mg Alloy. Mater. Lett. 2019, 234, 196–200. [Google Scholar] [CrossRef]
- Snopiński, P.; Woźniak, A.; Pagáč, M. Microstructural Evolution, Hardness, and Strengthening Mechanisms in SLM AlSi10Mg Alloy Subjected to Equal-Channel Angular Pressing (ECAP). Materials 2021, 14, 7598. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Wang, Y.; Wang, J.J.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Achieving Superior Mechanical Properties of Selective Laser Melted AlSi10Mg via Direct Aging Treatment. J. Mater. Sci. Technol. 2022, 108, 226–235. [Google Scholar] [CrossRef]
- Liu, M.; Zheng, R.; Xiao, W.; Li, J.; Li, G.; Peng, Q.; Ma, C. Bulk Nanostructured Al-Si Alloy with Remarkable Improvement in Strength and Ductility. Scr. Mater. 2021, 201, 113970. [Google Scholar] [CrossRef]
- Wei, P.; Chen, Z.; Zhang, S.; Fang, X.; Lu, B.; Zhang, L.; Wei, Z. Effect of T6 Heat Treatment on the Surface Tribological and Corrosion Properties of AlSi10Mg Samples Produced by Selective Laser Melting. Mater. Charact. 2021, 171, 110769. [Google Scholar] [CrossRef]
- Zhao, X.; Yue, Z.; Wang, G.; Li, Z.; Soyarslan, C. Role of GNDs in Bending Strength Gain of Multilayer Deposition Generated Heterostructured Bulk Aluminum. Mater. Des. 2022, 219, 110769. [Google Scholar] [CrossRef]
- Ashby, M. The Deformation of Plastically Non-Homogeneous Materials. Philos. Mag. J. Theor. Exp. Appl. Phys. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The Microstructure and Mechanical Properties of Selectively Laser Melted AlSi10Mg: The Effect of a Conventional T6-like Heat Treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar] [CrossRef]
- Poncelet, O.; Marteleur, M.; van der Rest, C.; Rigo, O.; Adrien, J.; Dancette, S.; Jacques, P.; Simar, A. Critical Assessment of the Impact of Process Parameters on Vertical Roughness and Hardness of Thin Walls of AlSi10Mg Processed by Laser Powder Bed Fusion. Addit. Manuf. 2021, 38, 101801. [Google Scholar] [CrossRef]
- Patakham, U.; Palasay, A.; Wila, P.; Tongsri, R. MPB Characteristics and Si Morphologies on Mechanical Properties and Fracture Behavior of SLM AlSi10Mg. Mater. Sci. Eng. A 2021, 821, 141602. [Google Scholar] [CrossRef]
- Liu, L.; Ding, Q.; Zhong, Y.; Zou, J.; Wu, J.; Chiu, Y.-L.; Li, J.; Zhang, Z.; Yu, Q.; Shen, Z. Dislocation Network in Additive Manufactured Steel Breaks Strength–Ductility Trade-Off. Mater. Today 2018, 21, 354–361. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Annealing | ECAP Temperature (°C) |
|---|---|---|
| HT280E150 | LTA at 280 °C | 150 |
| SLME350 | Not annealed | 350 |
| SLME400 | Not annealed | 400 |
| SLME450 | Not annealed | 450 |
| SLM | Not annealed | No ECAP |
| HT280 | LTA at 280 °C | No ECAP |
| Sample | Grain Size, µm | Low Angle Boundaries, % | High Angle Boundaries, % | GNDs Density, m−2 |
|---|---|---|---|---|
| HT280E150 | 0.44 ± 0.06 | 55.2 ± 1.3 | 44.8 ± 1.2 | 6.70 × 1014 ± 0.14 |
| SLME350 | 3.37 ± 0.08 | 37.7 ± 1.1 | 62.3 ± 1.4 | 9.60 × 1013 ± 0.12 |
| SLME400 | 2.11 ± 0.08 | 38.0 ± 1.2 | 62.0 ± 1.3 | 7.69 × 1013 ± 0.16 |
| SLME450 | 2.91 ± 0.07 | 47.5 ± 1.5 | 52.5 ± 1.3 | 6.88 × 1013 ± 0.20 |
| Sample | Hardness, HV | Yield Strength, MPa |
|---|---|---|
| SLM | 142 ± 2.2 | 397 ± 3.0 |
| HT280 | 138 ± 1.8 | 385 ± 2.7 |
| HT280E150 | 153 ± 2.5 | 415 ± 3.2 |
| SLME350 | 86 ± 1.4 | 187 ± 2.4 |
| SLME400 | 69 ± 2.1 | 161 ± 2.7 |
| SLME450 | 60 ± 2.3 | 141 ± 2.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Snopiński, P.; Appiah, A.N.S.; Hilšer, O.; Kotoul, M. Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP). Materials 2022, 15, 7940. https://doi.org/10.3390/ma15227940
Snopiński P, Appiah ANS, Hilšer O, Kotoul M. Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP). Materials. 2022; 15(22):7940. https://doi.org/10.3390/ma15227940
Chicago/Turabian StyleSnopiński, Przemysław, Augustine Nana Sekyi Appiah, Ondrej Hilšer, and Michal Kotoul. 2022. "Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP)" Materials 15, no. 22: 7940. https://doi.org/10.3390/ma15227940
APA StyleSnopiński, P., Appiah, A. N. S., Hilšer, O., & Kotoul, M. (2022). Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP). Materials, 15(22), 7940. https://doi.org/10.3390/ma15227940