
In-Situ Measurement and Slow-Tool-Servo Compensation Method of Roundness Error of a Precision Mandrel


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. In Situ Measurement of Roundness Error in a Diamond Turning Machine
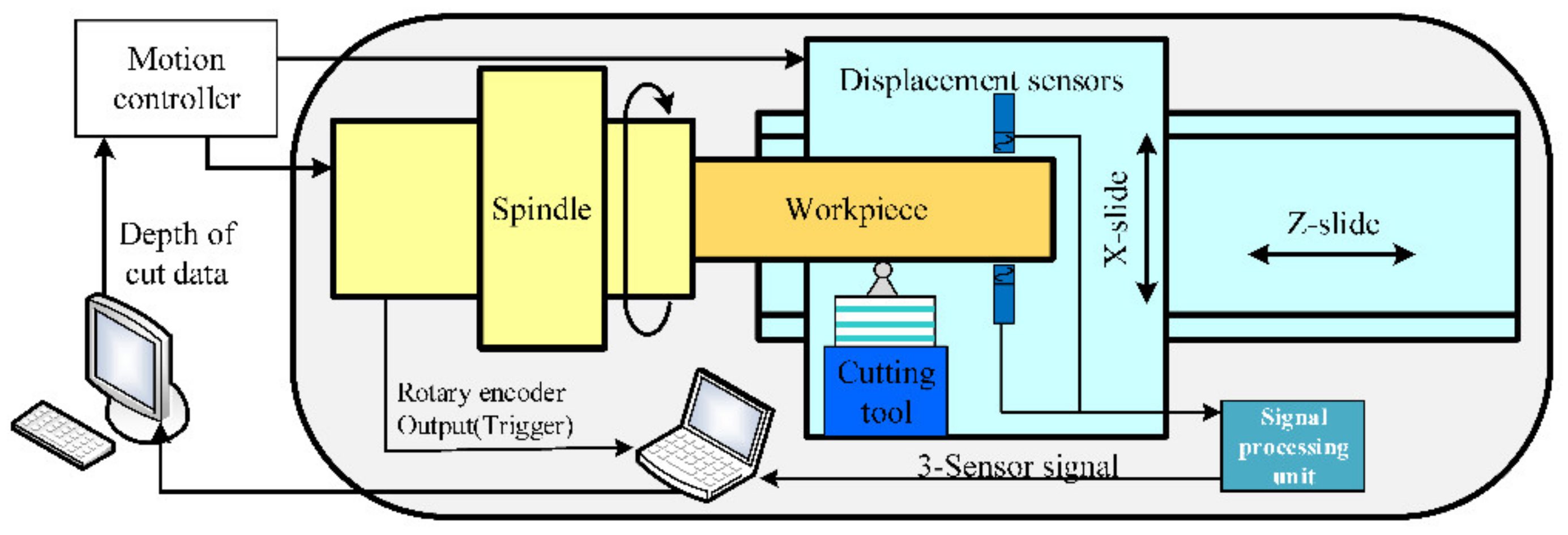
2.1. The Machine Tool and Roundness Measurement System
2.2. The Principle of Multiprobe Error Separation
2.3. Roundness Error Evaluation Approach
3. Compensation of Error Motions in the Diamond Turning Machine
3.1. Compensation Data Processing Method
3.2. Tuning of System Servo-Control System
3.3. Experimental Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sato, Y.; Yan, J. Tool path generation and optimization for freeform surface diamond turning based on an independently controlled fast tool servo. Int. J. Extrem. Manuf. 2022, 4, 156–171. [Google Scholar] [CrossRef]
- Gao, W.; Araki, T.; Kiyono, S.; Okazaki, Y.; Yamanaka, M. Precision nano-fabrication and evaluation of a large area sinusoidal grid surface for a surface encoder. Precis. Eng. 2003, 27, 289–298. [Google Scholar] [CrossRef]
- Gao, W.; Dejima, S.; Shimizu, Y.; Kiyono, S.; Yoshikawa, H. Precision measurement of two-axis positions and tilt motions using a surface encoder. CIRP Ann. 2003, 52, 435–438. [Google Scholar] [CrossRef]
- Studer. The Art of Grinding. 2022. Available online: https://pdf.directindustry.com/pdf/studer/s41/26168-975341.html (accessed on 1 January 2022).
- Arneson, D.A.; Liebers, M.J.; Arneson, C.D. (Eds.) Grinding a Workpiece to Sub-Micron Roundness in a 100-Year-Old Grinder. In Proceedings of the 34th Annual Meeting of the American Society for Precision Engineering, Pittsburgh, PA, USA, 28 October–1 November 2019. [Google Scholar]
- Nanotech. Moore Nanotechnology Systems. 2022. Available online: https://nanotechsys.com/wp-content/uploads/2020/02/450UPLv2-Brochure-Rev.0818.pdf (accessed on 2 February 2020).
- Wu, S.M.; Ni, J. Precision machining without precise machinery. CIRP Ann. 1989, 38, 533–536. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—A review: Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Turek, P.; Jędrzejewski, J.; Modrzycki, W. Methods of machine tool error compensation. J. Mach. Eng. 2010, 10, 5–25. [Google Scholar]
- Gao, W.; Tano, M.; Araki, T.; Kiyono, S.; Park, C.H. Measurement and compensation of error motions of a diamond turning machine. Precis. Eng. 2007, 31, 310–316. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.-M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. 2019, 68, 843–866. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Jiang, X.; Tong, Z.; Blunt, L. Kinematics error compensation for a surface measurement probe on an ultra-precision turning machine. Micromachines 2018, 9, 334. [Google Scholar] [CrossRef] [Green Version]
- Kono, D.; Matsubara, A.; Yamaji, I.; Fujita, T. High-precision machining by measurement and compensation of motion error. Int. J. Mach. Tools Manuf. 2008, 48, 1103–1110. [Google Scholar] [CrossRef] [Green Version]
- Campbell, A. Measurement of lathe Z-slide straightness and parallelism using a flat land. Precis. Eng. 1995, 17, 207–210. [Google Scholar] [CrossRef]
- Lei, W.T.; Hsu, Y.Y. Accuracy enhancement of five-axis CNC machines through real-time error compensation. Int. J. Mach. Tools Manuf. 2003, 43, 871–877. [Google Scholar] [CrossRef]
- Patterson, S.R.; Magrab, E.B. Design and testing of a fast tool servo for diamond turning. Prec. Eng. 1985, 7, 123–128. [Google Scholar] [CrossRef]
- McCue, H.K. (Ed.) The motion control system for the large optics diamond turning machine (LODTM). In Contemporary Methods of Optical Manufacturing and Testing; SPIE: San Diego, CA, USA, 1983. [Google Scholar]
- Miller, M.H.; Garrard, K.P.; Dow, T.A.; Taylor, L.W. A controller architecture for integrating a fast tool servo into a diamond turning machine. Precis. Eng. 1994, 16, 42–48. [Google Scholar] [CrossRef]
- Chen, M.Q.; Yang, C.H. Dynamic compensation technology of the spindle error motion of a precision lathe. Precis. Eng. 1989, 11, 135–138. [Google Scholar] [CrossRef]
- Xu, W.L.; Han, L. Piezoelectric actuator based active error compensation of precision machining. Meas. Sci. Technol. 1999, 10, 106–111. [Google Scholar] [CrossRef]
- Fung, E.H.K.; Cheung, S.M.; Leung, T.P. The implementation of an error forecasting and compensation system for roundness improvement in taper turning. Comput. Ind. 1998, 35, 109–120. [Google Scholar] [CrossRef]
- Fung, E.H.K.; Chan, J.C.K. ARX modelling and compensation of roundness errors in taper turning. Int. J. Adv. Manuf. Technol. 2000, 16, 404–412. [Google Scholar] [CrossRef]
- Fung, E.H.K.; Yang, S.M.; Chan, F.M. Roundness improvement in taper machining based on two-dimensional active error compensation. Proc. Instit. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 1695–1710. [Google Scholar] [CrossRef]
- Gao, D.; Yao, Y.X.; Chiu, W.M.; Lam, F.W. Accuracy enhancement of a small overhung boring bar servo system by real-time error compensation. Precis. Eng. 2002, 26, 456–459. [Google Scholar] [CrossRef]
- Hong, G.S.; San Wong, Y. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces. Int. J. Mach. Tools Manuf. 2012, 52, 13–23. [Google Scholar] [CrossRef]
- Li, C.J.; Li, S.Y. On-Line Roundness Error Compensation via P-Integrator Learning Control. J. Eng. Ind. 1992, 114, 476–480. [Google Scholar] [CrossRef]
- Li, C.J.; Li, S.Y. To improve workpiece roundness in precision diamond turning by in situ measurement and repetitive control. Mechatronics 1996, 6, 523–535. [Google Scholar] [CrossRef]
- Wu, D.; Wang, B.; Luo, X.; Qiao, Z. Design and analysis of aerostatic spindle with high load characteristics for large ultra-precision drum lathe. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 1425–1434. [Google Scholar] [CrossRef] [Green Version]
- Marsh, E.R. Precision Spindle Metrology; DEStech Publications Inc.: Lancaster, PA, USA, 2010. [Google Scholar]
- Fujimaki, K.; Sase, H.; Mitsui, K. Effects of sensor noise in digital signal processing of the three-point method. Meas. Sci. Technol. 2007, 19, 015201. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzły, P.; Janecki, D. Theoretical and Practical Investigations of V-Block Waviness Measurement of Cylindrical Parts. Metrol. Meas. Syst. 2015, 22, 181–192. [Google Scholar] [CrossRef]


















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, Z.; Wu, Y.; Chen, W.; Jia, Y.; Wang, B. In-Situ Measurement and Slow-Tool-Servo Compensation Method of Roundness Error of a Precision Mandrel. Materials 2022, 15, 8037. https://doi.org/10.3390/ma15228037
Qiao Z, Wu Y, Chen W, Jia Y, Wang B. In-Situ Measurement and Slow-Tool-Servo Compensation Method of Roundness Error of a Precision Mandrel. Materials. 2022; 15(22):8037. https://doi.org/10.3390/ma15228037
Chicago/Turabian StyleQiao, Zheng, Yangong Wu, Wentao Chen, Yuanyuan Jia, and Bo Wang. 2022. "In-Situ Measurement and Slow-Tool-Servo Compensation Method of Roundness Error of a Precision Mandrel" Materials 15, no. 22: 8037. https://doi.org/10.3390/ma15228037
APA StyleQiao, Z., Wu, Y., Chen, W., Jia, Y., & Wang, B. (2022). In-Situ Measurement and Slow-Tool-Servo Compensation Method of Roundness Error of a Precision Mandrel. Materials, 15(22), 8037. https://doi.org/10.3390/ma15228037