

Study on the Influence of Graphene Content Variation on the Microstructure Evolution and Properties of Laser Additive Manufacturing Nickel-Based/SiC Composite Cladding Layer on Aluminum Alloy Surface

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
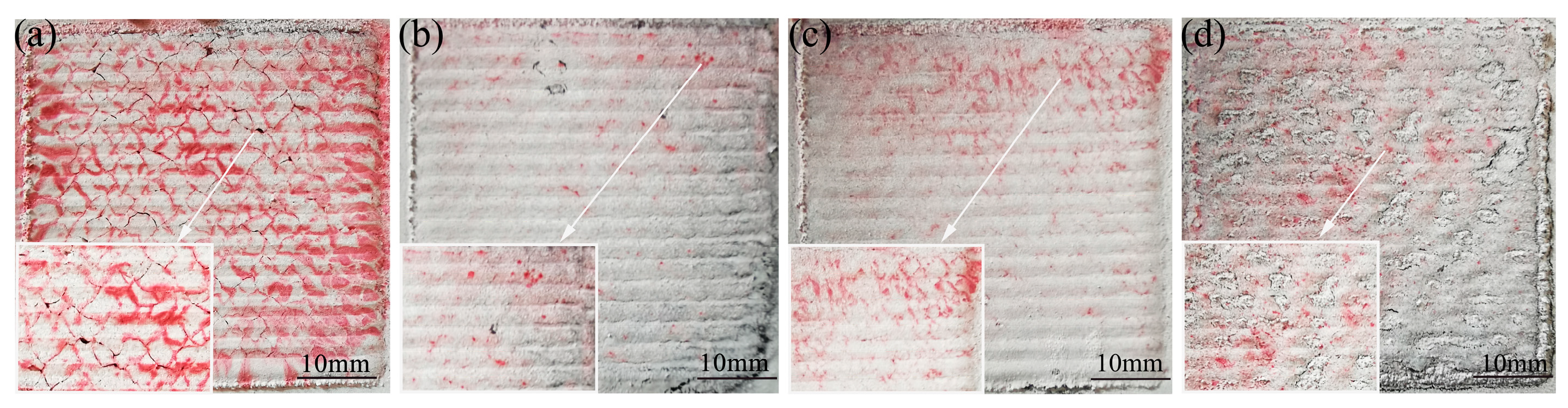
3.1. The Influence of Graphene Content on Cladding-Layer-Forming Quality
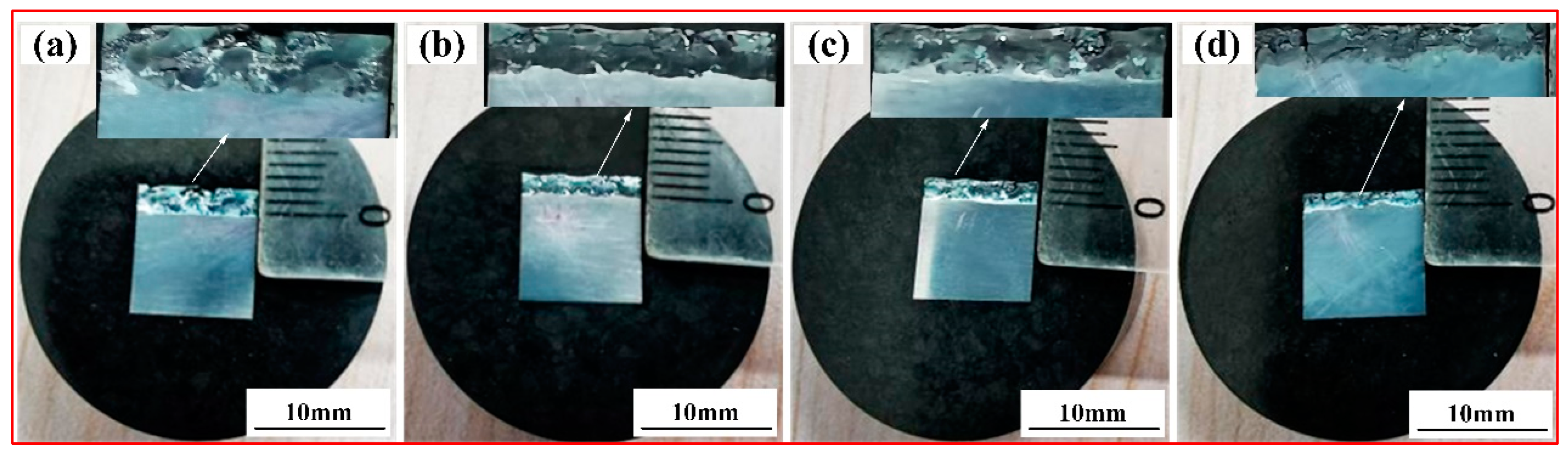
3.2. Macroscopic Morphology of the Cladding Layer
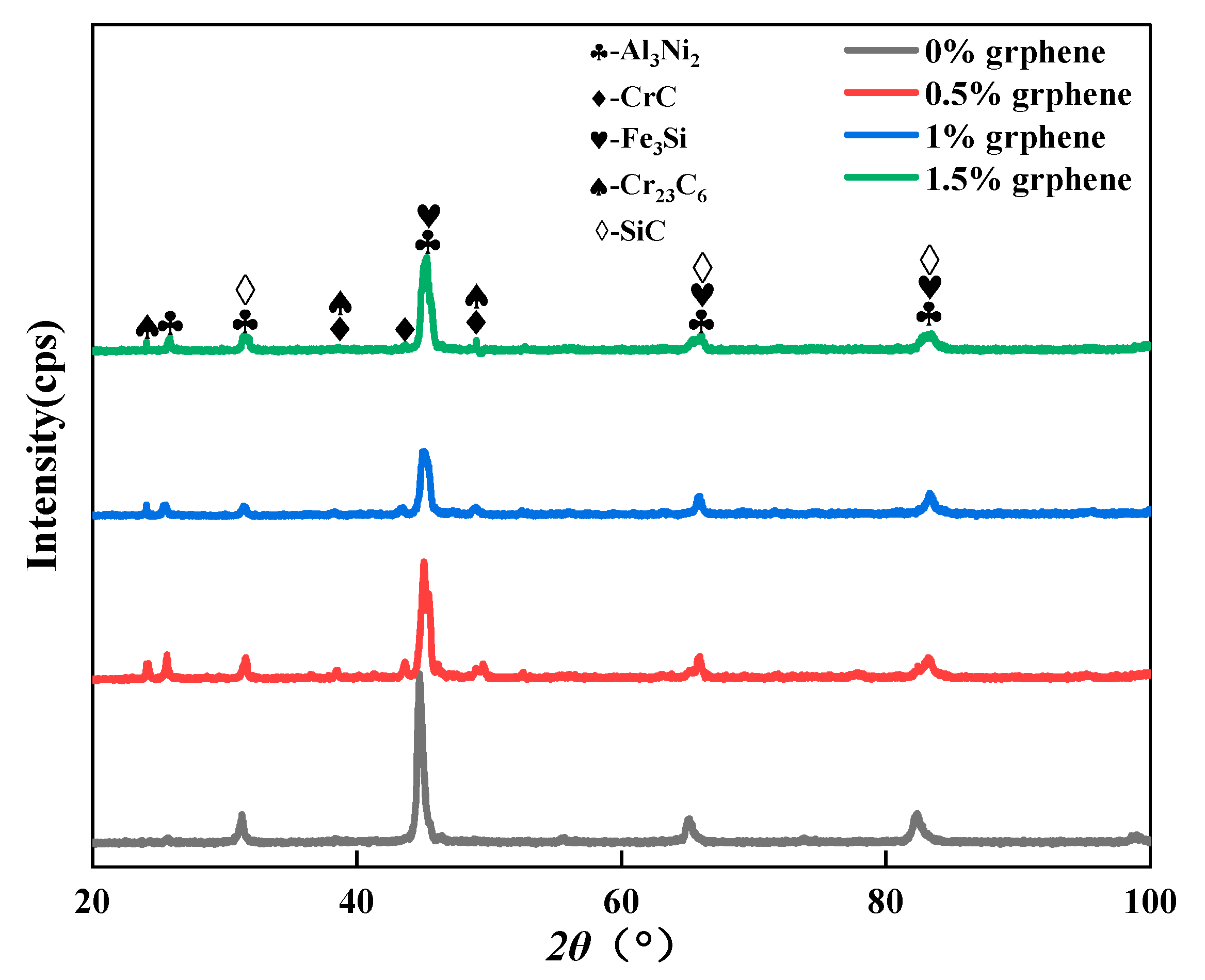
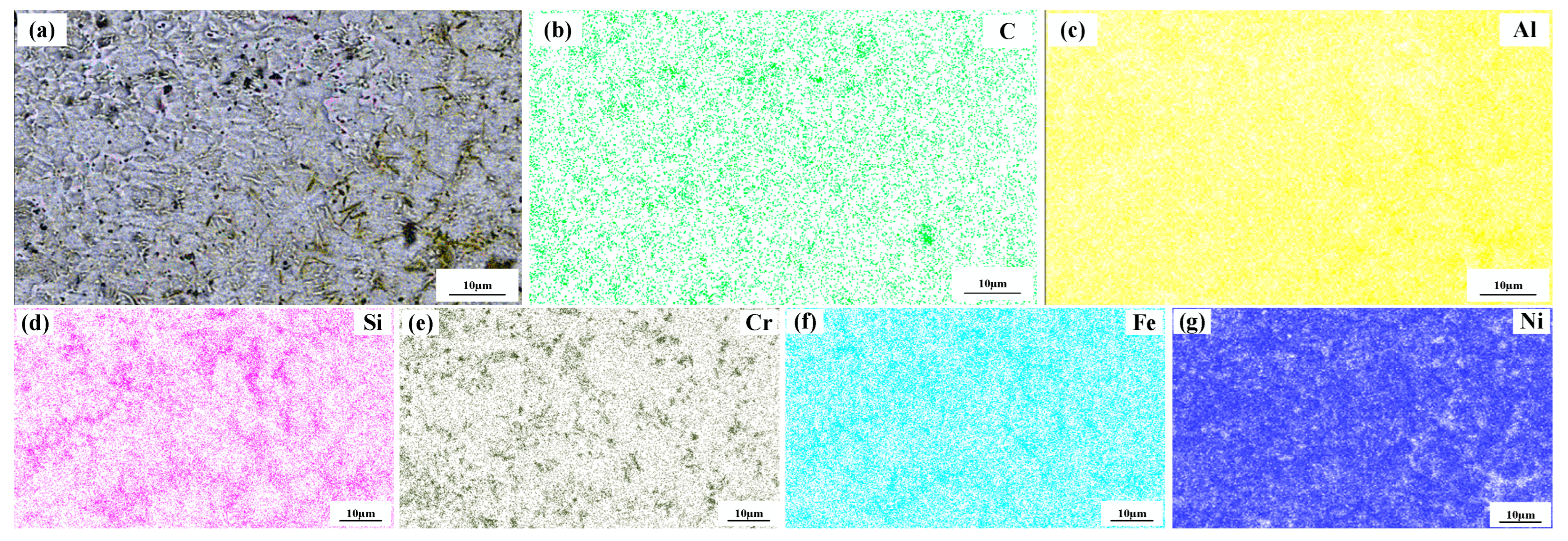
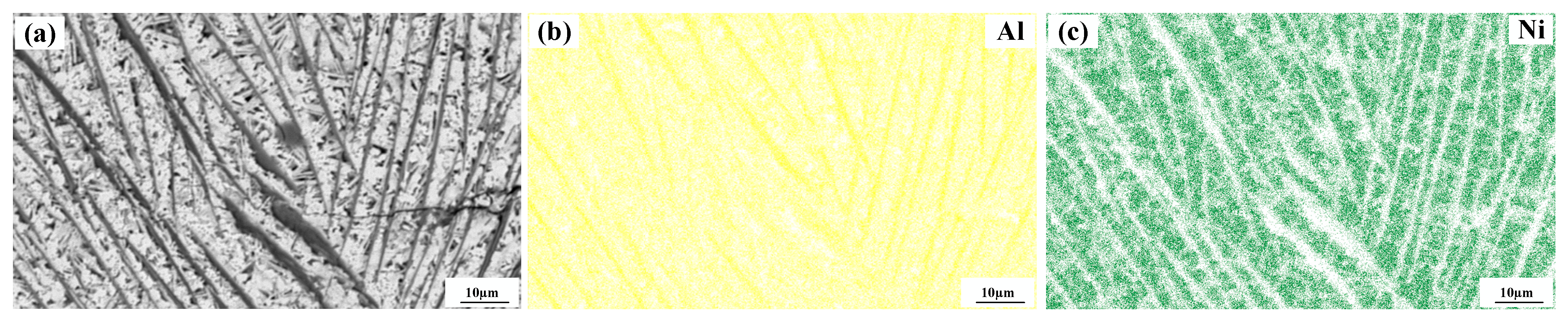
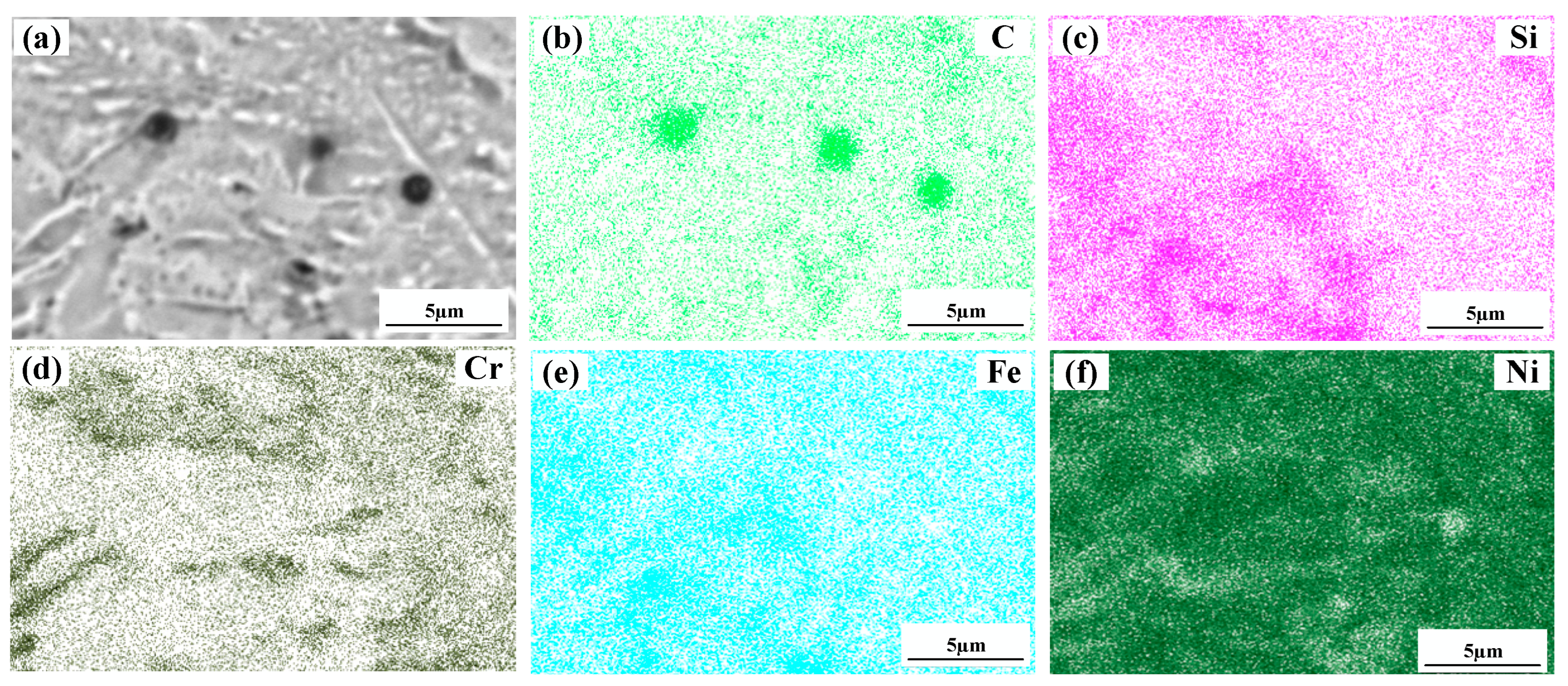
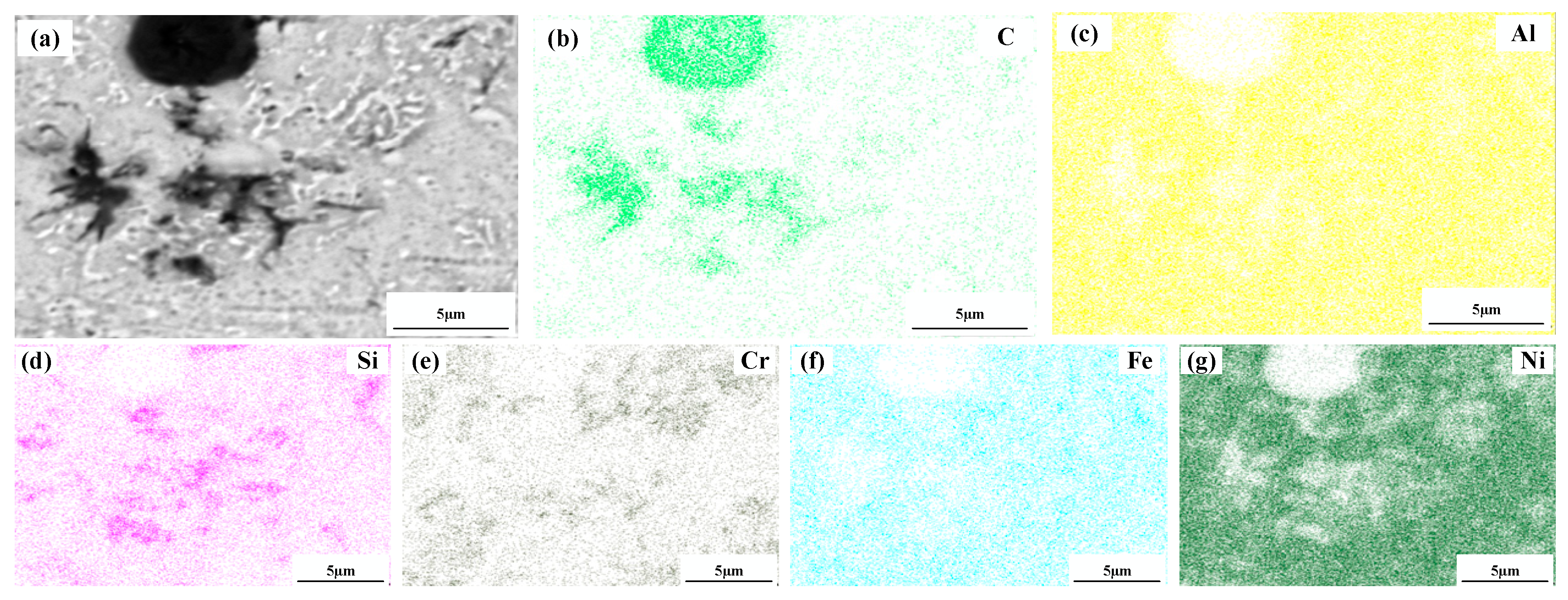
3.3. Composition of the Cladding Layer
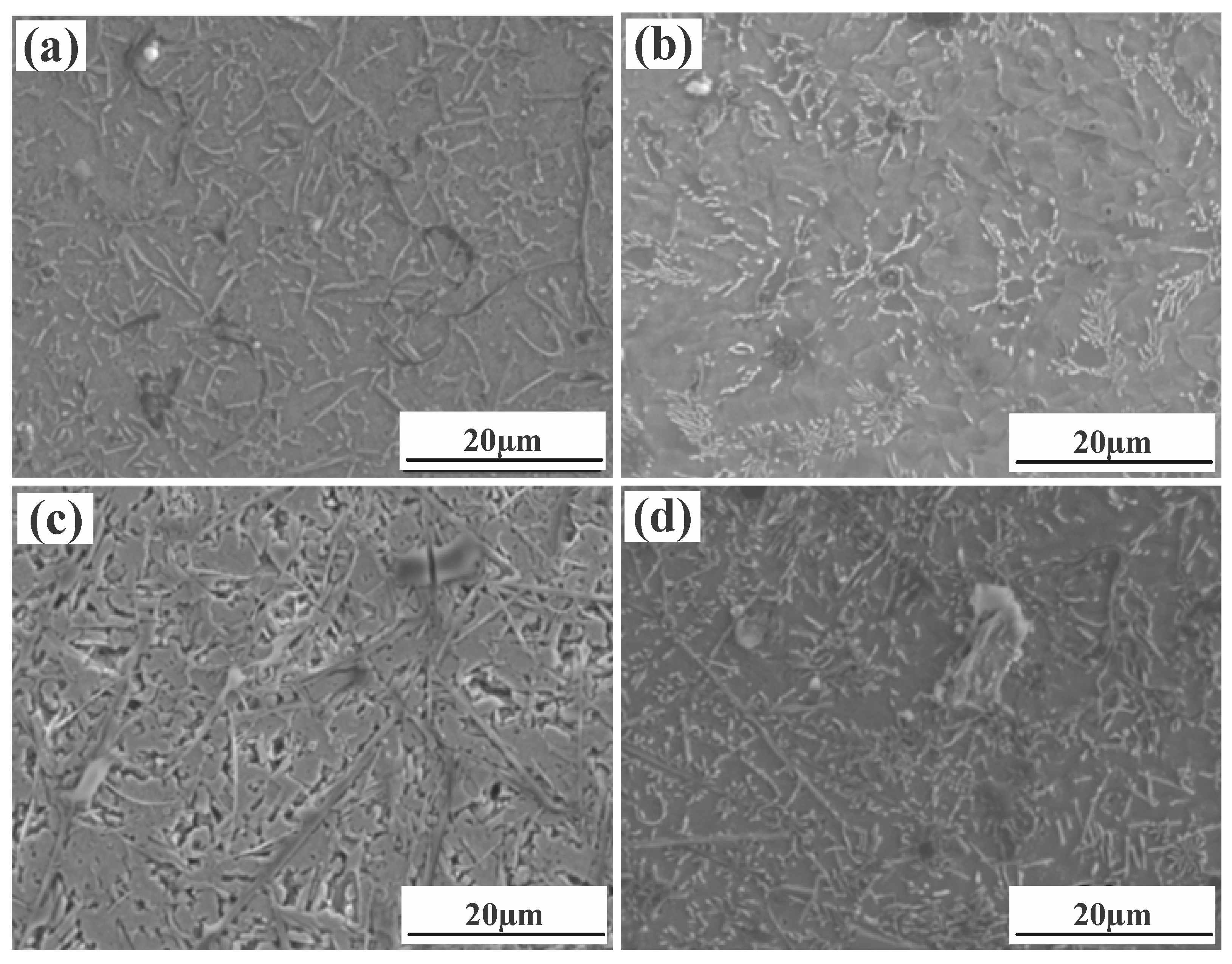
3.4. Microstructure of the Cladding Layer
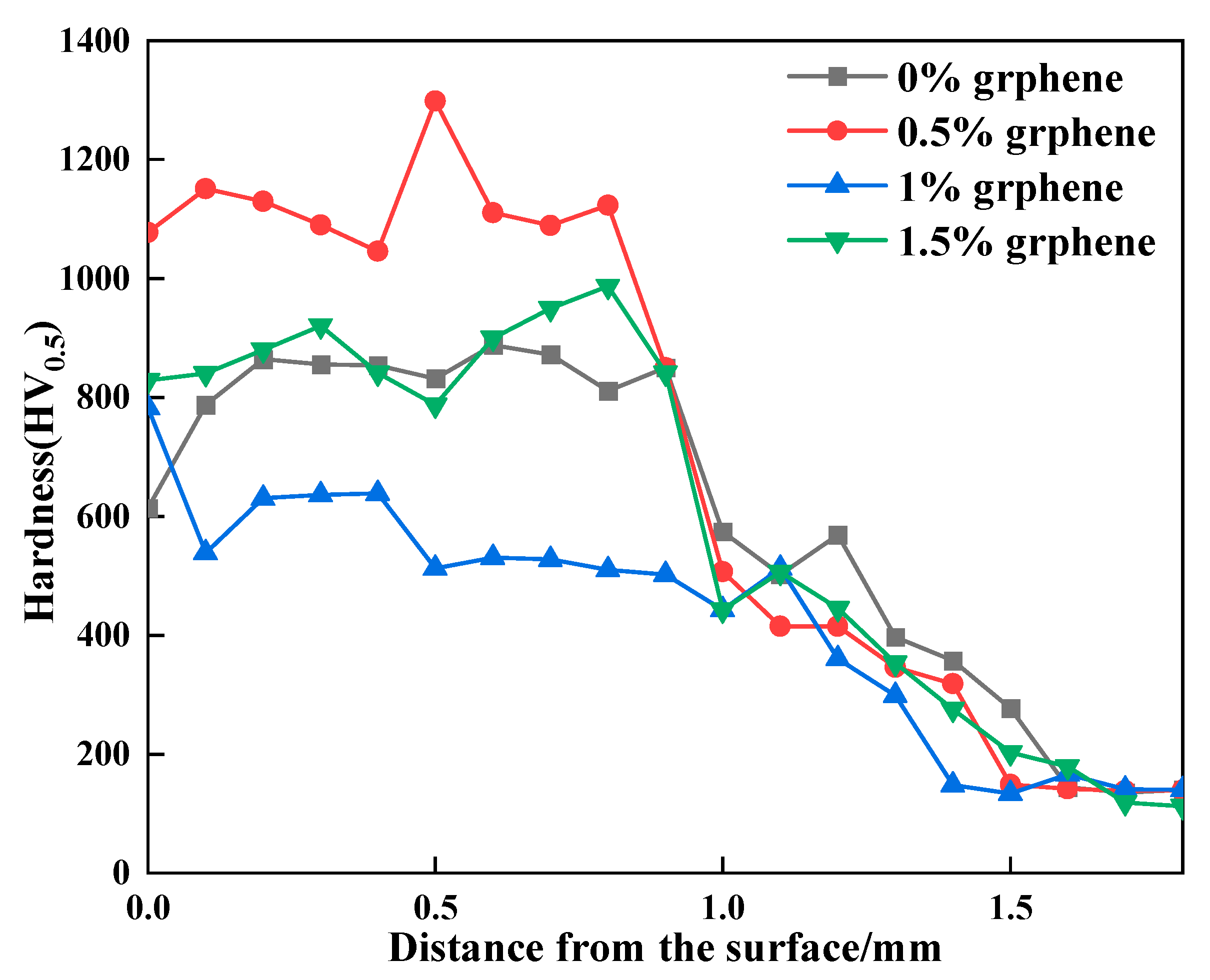
3.5. Hardness of Cladding Layer
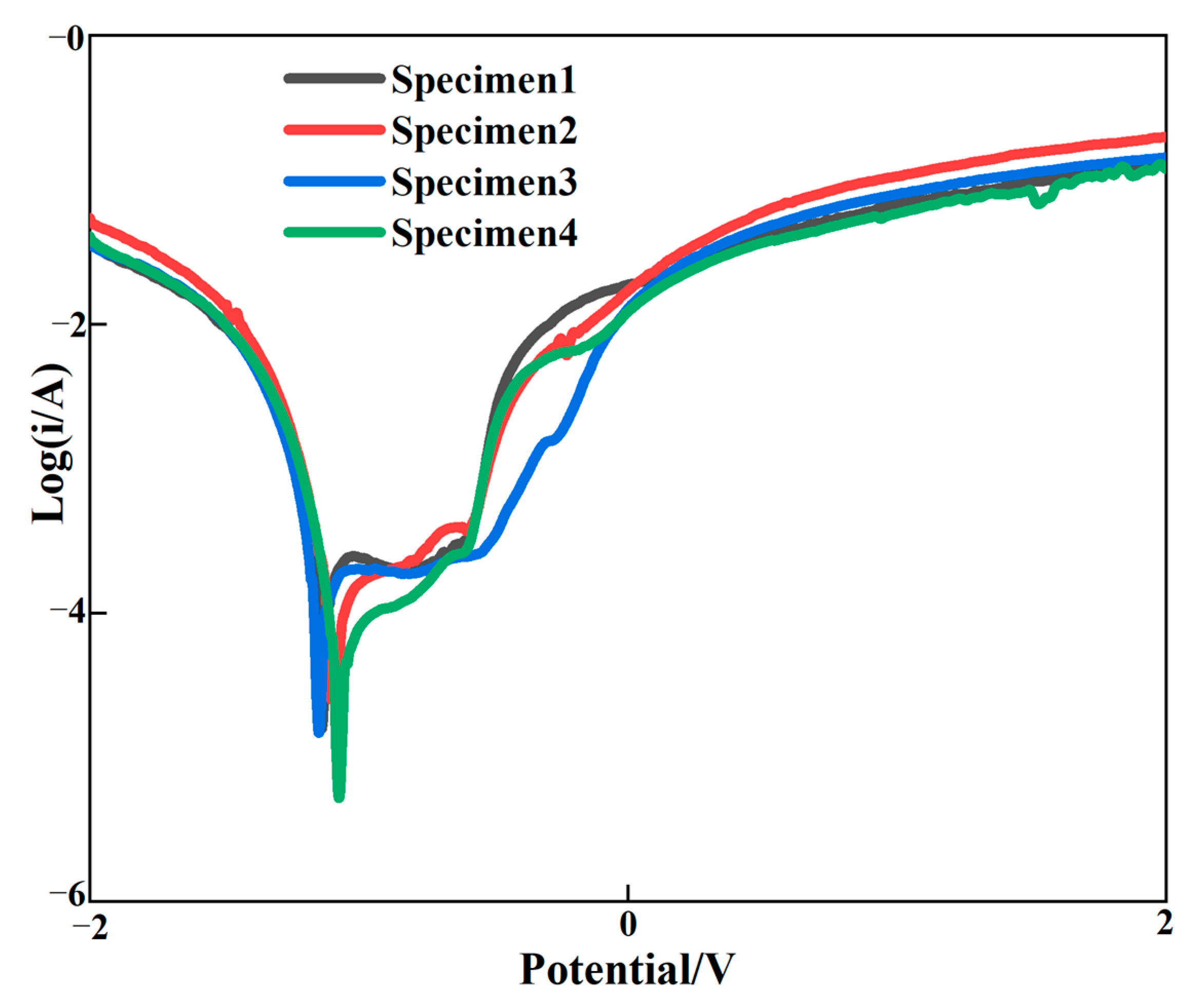
3.6. Corrosion of Cladding Layer
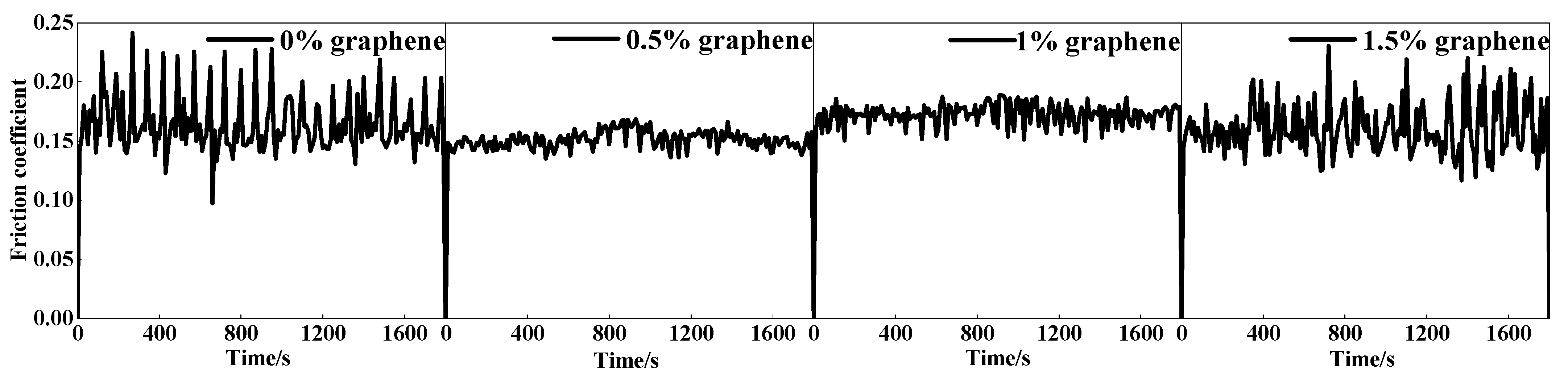
3.7. Wear Properties of the Cladding Layer
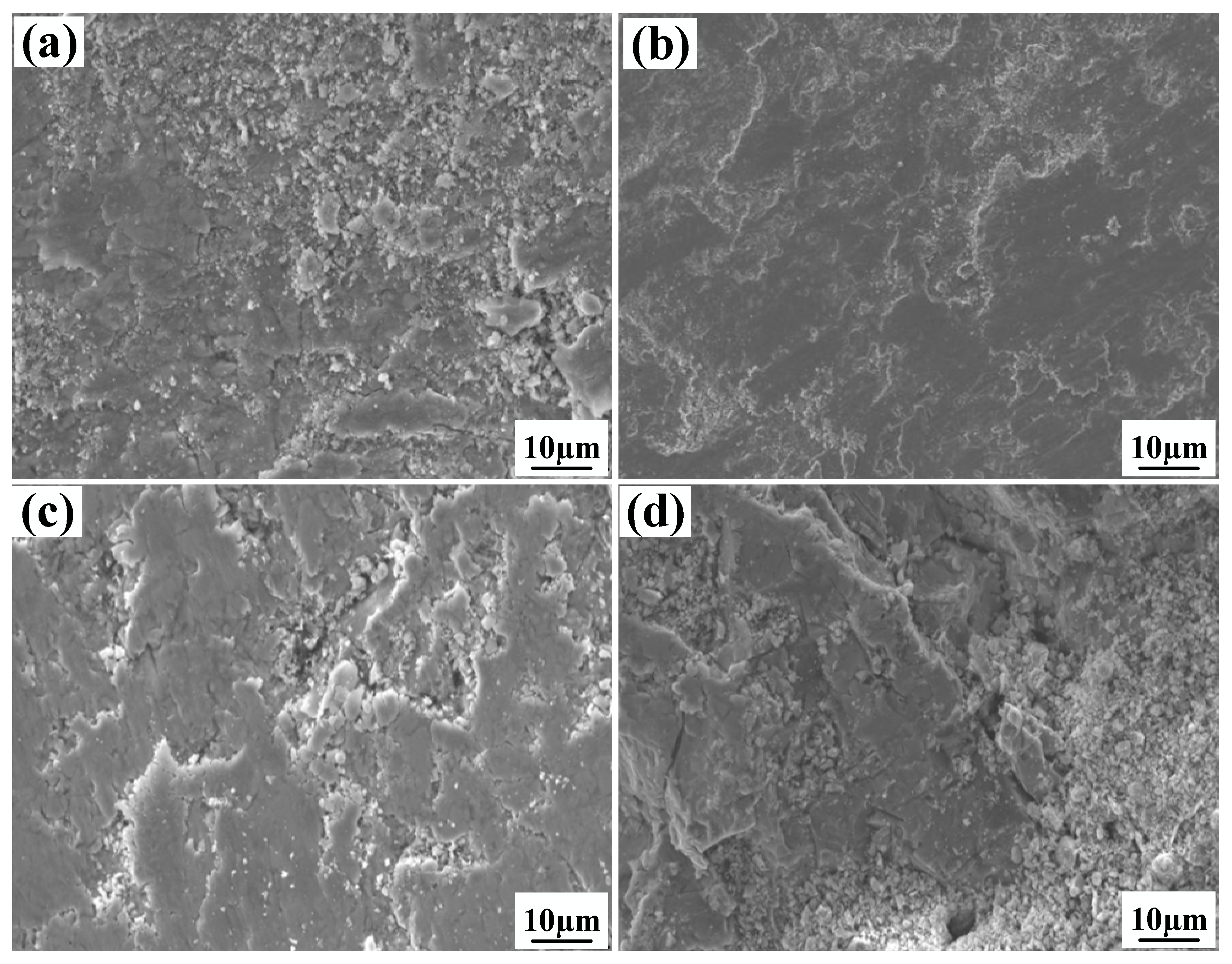
3.8. Wear Mechanism of the Cladding Layer
4. Conclusions
- (1)
- The phases of the cladding layer without graphene are mainly Al3Ni2, Fe3Si intermetallic compounds and SiC hard phase, and the phases of the cladding layer with graphene are mainly Al3Ni2, Fe3Si compounds and SiC, CrC and Cr23C6 hard phases. The addition of graphene reduces the crystallinity of the laser cladding layer and refines the cladding layer grains.
- (2)
- When the graphene content is greater than 0.5%, the grain refinement ability decreases. In addition, the presence of excess unmelted graphene weakens the absorption of laser energy in the clad layer, and the hardness and wear resistance of the clad layer are reduced.
- (3)
- When the graphene content was 0.5%, the number of cracks in the cladding layer was the least, and the hardness of the cladding layer was 6.4 times that of the substrate, with a 32.3% increase in hardness, a 27.2% decrease in friction coefficient and a 66.5% decrease in wear rate compared to the cladding layer without graphene addition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeng, Z.R.; Stanford, N.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2019, 64, 27–62. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Luo, A.A.; Sachdev, A.K. 12—Applications of magnesium alloys in automotive engineering. In Advances in Wrought Magnesium Alloys; Bettles, C., Barnett, M., Eds.; Woodhead Publishing: Sawston, UK, 2012; pp. 393–426. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.L.; Shi, Z.M.; Soltan, A.; Johnston, S.; Dargusch, M.S. Understanding the corrosion of Mg and Mg alloys. In Encyclopedia of Interfacial Chemistry; Wandelt, K., Ed.; Elsevier: Oxford, UK, 2018; pp. 515–534. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Zhang, X.L.; Yao, Z.P.; Jiang, Z.H.; Zhang, Y.F.; Liu, X.W. Investigation of the plasma electrolytic oxidation of Ti6Al4V under single-pulse power supply. Cor. Sci. 2011, 53, 2253–2262. [Google Scholar] [CrossRef]
- Paital, S.R.; Dahotre, N.B. Calcium phosphate coating for bio-implant applications: Materias, performance factors, and methodologies. Mater. Sci. Eng. R Rep. 2009, 66, 1–70. [Google Scholar] [CrossRef]
- Sankara Narayanan, T.S.N.; Park, I.S.; Lee, M.H. Strategies to improve the corrosion resistance of microarc oxidation (MAO) coated magnesium alloys for degradable implants: Prospects and challenges. Pro. Mater. Sci. 2014, 60, 1–71. [Google Scholar] [CrossRef]
- Kurze, P.; Krysmann, W.; Schneider, H.G. Application Fields of ANOF Layers and Composites. Cryst. Res. Techol. 1986, 21, 1603–1609. [Google Scholar] [CrossRef]
- Sansoucy, E.; Marcoux, P.; Ajdelsztajn, L.; Jodoin, B. Properties of SiC-reinforced aluminum alloy coatings produced by the cold gas dynamic spraying process. Surf. Coat. Technol. 2008, 202, 3988–3996. [Google Scholar] [CrossRef]
- Pillai, A.M.; Rajendra, A.; Sharma, A.K. Electrodeposited nickel-phosphorous (Ni-P) alloy coating: An in-depth study of its preparation, properties, and structural transitions. J. Coat. Technol. Res. 2012, 9, 785–797. [Google Scholar] [CrossRef]
- Ni, C.; Shi, Y.; Liu, J.; Huang, G.Z. Characterization of Al0.5FeCu0.7NiCoCr high-entropy alloy coating on aluminum alloy by laser cladding. Opt. Laser Technol. 2018, 105, 257–263. [Google Scholar] [CrossRef]
- Gu, W.C.; Lv, G.H.; Chen, H.; Chen, G.L.; Feng, W.R.; Yang, S.Z. Characterisation of ceramic coatings produced by plasma electrolytic oxidation of aluminum alloy. Mater. Sci. Eng. A 2007, 447, 158–162. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Liu, X.B.; Zhuang, S.G.; Yang, X.H.; Wang, M.; Sun, C.F. Preparation and high temperature tribological properties of laser in-situ synthesized self-lubricating composite coatings containing metal sulfides on Ti6Al4V alloy. Appl. Surf. Sci. 2019, 481, 209–218. [Google Scholar] [CrossRef]
- Liu, X.B.; Meng, X.J.; Liu, H.Q.; Shi, G.L.; Wu, S.H.; Sun, C.F.; Wang, M.D.; Qi, L.H. Development and characterization of laser clad high temperature self-lubricating wear-resistant composite coatings on Ti-6Al-4V alloy. Mater. Des. 2014, 55, 404–409. [Google Scholar] [CrossRef]
- Yang, M.S.; Liu, X.B.; Fan, J.W.; He, X.M.; Shi, S.H.; Fu, G.Y.; Wang, M.D.; Chen, S.F. Microstructure and wear behaviors of laser clad NiCr/Cr3C2-WS2 high temperature self-lubricant wear-resistant composite coating. Appl. Surf. Sci. 2012, 258, 3757–3762. [Google Scholar] [CrossRef]
- Pang, M.; Zhang, X.H.; Fu, W.; Tan, W.D.; Jiang, G.Y. Research on effects rule of change of laser melting strengthening RuT300 ending parameters on molten pool. Hot Working Technol. 2018, 47, 130–134. [Google Scholar] [CrossRef]
- Pang, M.; Tan, W.D.; Zhang, X.H.; Jiang, G.Y.; Fu, W. Numerical simulation of temperature field of laser phase transformation hardening valve seat based on beam transformation. Hot Working Technol. 2018, 47, 202–205. [Google Scholar] [CrossRef]
- Pang, M.; Liu, Q.X. Numerical simulation of temperature field of wear-resistant anti-corrosion laser cladding self-lubricating coating on 300M super-strength steel. J. Aero. Mater. 2020, 40, 35–42. [Google Scholar] [CrossRef]
- Han, X.; Liu, J.N.; Cui, X.F.; Jin, G. Microstructure and tribological properties of La2O3 modified Ti/MoS2 Nickel-based composite coatings. Surf. Technol. 2019, 48, 167–176. [Google Scholar] [CrossRef]
- Li, Y.X.; Zhang, P.F.; Bai, P.K.; Wu, L.Y.; Liu, B.; Zhao, Z.Y. Microstructure and properties of Ti/TiBCN coating on 7075 aluminum alloy by laser cladding. Surf. Coat. Technol. 2018, 334, 142–149. [Google Scholar] [CrossRef]
- Xie, Y.G.; Wang, C.L.; Zhang, K.X.; Liang, C.J.; Zhou, C.H.; Lin, D.M.; Chen, Z.G. Optimizing laser cladding on aluminum alloy surface with numerical simulation and rare earth modification. Surf. Technol. 2020, 49, 144–155. [Google Scholar] [CrossRef]
- Wu, X.Q.; Yan, H.; Xin, Y.; Yu, B.B.; Hu, Z.; Sun, Y.H. Microstructure and wear properties of Ni-based composite coatings on aluminum alloy prepared by laser cladding. Rare. Metal. Mat. Eng. 2020, 49, 2574–2582. [Google Scholar]
- Sobiyi, K.; Akinlabi, E. Microstructural investigation of Ti coating on Ti6Al4V by laser cladding. Mater. Today Proc. 2017, 4, 244–249. [Google Scholar] [CrossRef]
- Riquelme, A.; Escalera-Rodríguez, M.D.; Rodrigo, P.; Otero, E.; Rams, J. Effect of alloy elements added on microstructure and hardening of Al/SiC laser clad coatings. J. Alloys Compd. 2017, 727, 671–682. [Google Scholar] [CrossRef]
- Mattli, M.R.; Khan, A.; Matli, P.R.; Yusuf, M.; Ashraf, A.A.; Shakoor, R.A.; Gupta, M. Effect of Inconel625 particles on the microstructural, mechanical, and thermal properties of Al-Inconel625 composites. Mater. Today Commun. 2020, 25, 101564. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M.S. Metallurgical and geometrical characterisation of the 316L stainless steel clad deposited on a mild steel substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodríguez, M.D.; Rams, J. Characterisation and mechanical properties of Al/SiC metal matrix composite coatings formed on ZE41 magnesium alloys by laser cladding. Results Phys. 2019, 13, 102160. [Google Scholar] [CrossRef]
- Atui, k.; Kaushik, P.; Suhrit, M. Simultaneous improvement of mechanical strength, ductility and corrosion resistance of stir cast Al7075-2% SiC micro- and nanocomposites by friction stir processing. J. Manuf. Process. 2017, 30, 1–13. [Google Scholar]
- Jiru, W.G.; Sankar, M.R.; Dixit, U.S. Investigation of microstructure and microhardness in laser surface alloyed aluminium with TiO2 and SiC powders. Mater. Today Proc. 2017, 4, 717–724. [Google Scholar] [CrossRef]
- Zhang, H.B.; Wang, J.D.; Chen, S.X.; Wang, H.; He, Y.; Ma, C. Ni–SiC composite coatings with improved wear and corrosion resistance synthesized via ultrasonic electrodeposition. Ceram. Int. 2021, 47, 9437–9446. [Google Scholar] [CrossRef]
- Huang, B.C.; Hou, K.H.; Hong, J.J.; Lin, M.H.; Wang, G.L. Study of fabrication and wear properties of Ni–SiC composite coatings on A356 aluminum alloy. Wear 2021, 477, 203772. [Google Scholar] [CrossRef]
- Restuccia, P.; Righi, M.C. Tribochemistry of graphene on iron and its possible role in lubrication of steel. Carbon 2016, 106, 118–124. [Google Scholar] [CrossRef] [Green Version]
- Torres, H.; Podgornik, B.; Jovičević-Klug, M.; Rodríguez Ripoll, M. Compatibility of graphite, hBN and graphene with self-lubricating coatings and tool steel for high temperature aluminium forming. Wear 2022, 490–491, 204187. [Google Scholar] [CrossRef]
- Anil Kumar, D. Effect of solid lubricant addition in coating produced by laser cladding process: A review. Mater. Today Proc. 2022, 56, 1274–1280. [Google Scholar] [CrossRef]
- Deng, P.S.; Yao, C.W.; Feng, K.; Huang, X.X.; Li, Z.G.; Li, Y.Y.; Zhao, H.X. Enhanced wear resistance of laser cladded graphene nanoplatelets reinforced Inconel 625 superalloy composite coating. Surf. Technol. 2018, 335, 334–344. [Google Scholar] [CrossRef]
- Shen, C.; Oyadiji, S.O. The processing and analysis of graphene and the strength enhancement effect of graphene-based filler materials: A review. Mater. Today Phys. 2020, 15, 100257. [Google Scholar] [CrossRef]
- Jian, L.N.; Zhang, L.Y.; Yu, R.L.; Wang, H.M. Microstructure and Wear Resistance of Laser Clad Cr13Ni5Si2-Based Metal Silicide Coating on Titanium Alloy. Rare. Metal. Mat. Eng. 2005, 34, 936–939. [Google Scholar]
- Fang, Y.L.; Wang, H.M. Sliding Wear Properties of Laser Melt Deposited Cr13Ni5Si2/γ-Ni Base Alloy. Acta Metal. Sin. 2006, 42, 181–185. [Google Scholar]
- Ling, Z.C.; Yan, C.X.; Shi, Q.N.; Feng, Z.X. Recent Progress in Preparation Methods for Metal Matrix Composite Materials Reinforced with Graphene Nanosheets. Mater. Rep. 2015, 29, 143–149. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhong, S.j.; Zhang, X.X.; Li, J.C.; Geng, L. Graphene nano-platelets reinforced aluminum composites with anisotropic compressive properties. Mater. Sci. Eng. A 2020, 798, 140234. [Google Scholar] [CrossRef]
- Li, D.Y.; Cui, X.F.; Yuan, C.F.; Zhang, D.; Jin, G.; Zheng, W.; Yang, Y.Y. Effect of Ni modified graphene on microstructure and properties of Ni60 composite coatings prepared by laser cladding. Opt. Laser Technol. 2021, 136, 106756. [Google Scholar] [CrossRef]
- Wang, T.; Wang, C.; Li, J.J.; Chai, L.J.; Hu, X.; Ma, Y.L.; Huang, Y. Microstructure and wear properties of laser-clad NiCo alloy coating on Inconel 718 alloy. J. Alloys Compd. 2021, 879, 160412. [Google Scholar] [CrossRef]
- Han, T.F.; Xiao, M.; Zhang, Y.; Shen, Y.F. Effects of graphite and graphene spatial structure on the TiC crystal structure and the properties of composite coatings. Surf. Technol. 2019, 377, 124909. [Google Scholar] [CrossRef]
- Liu, J.X.; Yan, H.; Li, Z.Y.; Zhang, P.L.; Yu, Z.S.; Lu, Q.H. Microstructure and properties of Ni-based self-lubricating coatings by laser cladding/friction stir processing. Optik 2021, 241, 166143. [Google Scholar] [CrossRef]
- Li, X.F.; Yi, D.H.; Liu, B.; Zhang, J.F.; Yang, X.H.; Wang, C.W.; Feng, Y.H.; Bai, P.K.; Liu, Y.; Qian, M. Graphene-strengthened Inconel 625 Alloy Fabricated by Selective Laser Melting. MESA 2020, 798, 140099. [Google Scholar] [CrossRef]
- Geng, T.Y.; Wang, C.S. Influence of Graphene Sheet on Microstructure and Properties of Ni-based Alloy Coatings Prepared by Laser Cladding. Mater. Sci. 2019, 25, 19173. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Title 2 |
|---|---|
| Specimen 1 | 90% Ni25 + 10% SiC + 0% graphene |
| Specimen 2 | 89.5% Ni25 + 10% SiC + 0.5% graphene |
| Specimen 3 | 89% Ni25 + 10% SiC + 1.0% graphene |
| Specimen 4 | 88.5% Ni25 + 10% SiC + 1.5% graphene |
| Mn | Cr | O | P | Si | Fe | C | Al | Ni |
|---|---|---|---|---|---|---|---|---|
| 0.07 | 3.92 | 11.95 | 5.31 | 3.36 | 1.14 | 1.44 | 0.62 | Bal. |
| Mn | Cr | Cu | Mg | Si | Fe | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.10 | 0.10 | 0.45–0.9 | 0.20–0.60 | 0.35 | 0.10 | 0.10 | Bal. |
| Wear Time (min) | Load (N) | Rotation Speed (r/min) | Rotation Radius (mm) | Hardness of Grinding Balls (HV0.5) |
|---|---|---|---|---|
| 30 | 30 | 300 | 1.5 | 1400 |
| Number | Self-Etching Voltage Ecorr/V | Self-Etching Current Density 10−4 A·cm−2 |
|---|---|---|
| Specimen 1 (0% graphene) | −1.138 | 2.537 |
| Specimen 2 (0.5% graphene) | −1.101 | 2.246 |
| Specimen 3 (1% graphene) | −1.092 | 2.164 |
| Specimen 4 (1.5% graphene) | −1.084 | 2.152 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, F.; Li, X.; Zheng, K.; Han, B.; Li, Y.; Zang, Y.; Pang, M. Study on the Influence of Graphene Content Variation on the Microstructure Evolution and Properties of Laser Additive Manufacturing Nickel-Based/SiC Composite Cladding Layer on Aluminum Alloy Surface. Materials 2022, 15, 8219. https://doi.org/10.3390/ma15228219
Sun F, Li X, Zheng K, Han B, Li Y, Zang Y, Pang M. Study on the Influence of Graphene Content Variation on the Microstructure Evolution and Properties of Laser Additive Manufacturing Nickel-Based/SiC Composite Cladding Layer on Aluminum Alloy Surface. Materials. 2022; 15(22):8219. https://doi.org/10.3390/ma15228219
Chicago/Turabian StyleSun, Fuzhen, Xiaoxu Li, Kaiyuan Zheng, Bo Han, Yan Li, Yong Zang, and Ming Pang. 2022. "Study on the Influence of Graphene Content Variation on the Microstructure Evolution and Properties of Laser Additive Manufacturing Nickel-Based/SiC Composite Cladding Layer on Aluminum Alloy Surface" Materials 15, no. 22: 8219. https://doi.org/10.3390/ma15228219
APA StyleSun, F., Li, X., Zheng, K., Han, B., Li, Y., Zang, Y., & Pang, M. (2022). Study on the Influence of Graphene Content Variation on the Microstructure Evolution and Properties of Laser Additive Manufacturing Nickel-Based/SiC Composite Cladding Layer on Aluminum Alloy Surface. Materials, 15(22), 8219. https://doi.org/10.3390/ma15228219