
Microstructure Evolution and Mechanical Properties of Ferrite–Austenite Duplex Fe-Mn-Al-(Cu)-C Steel under Different Annealing Temperatures


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure Evolution
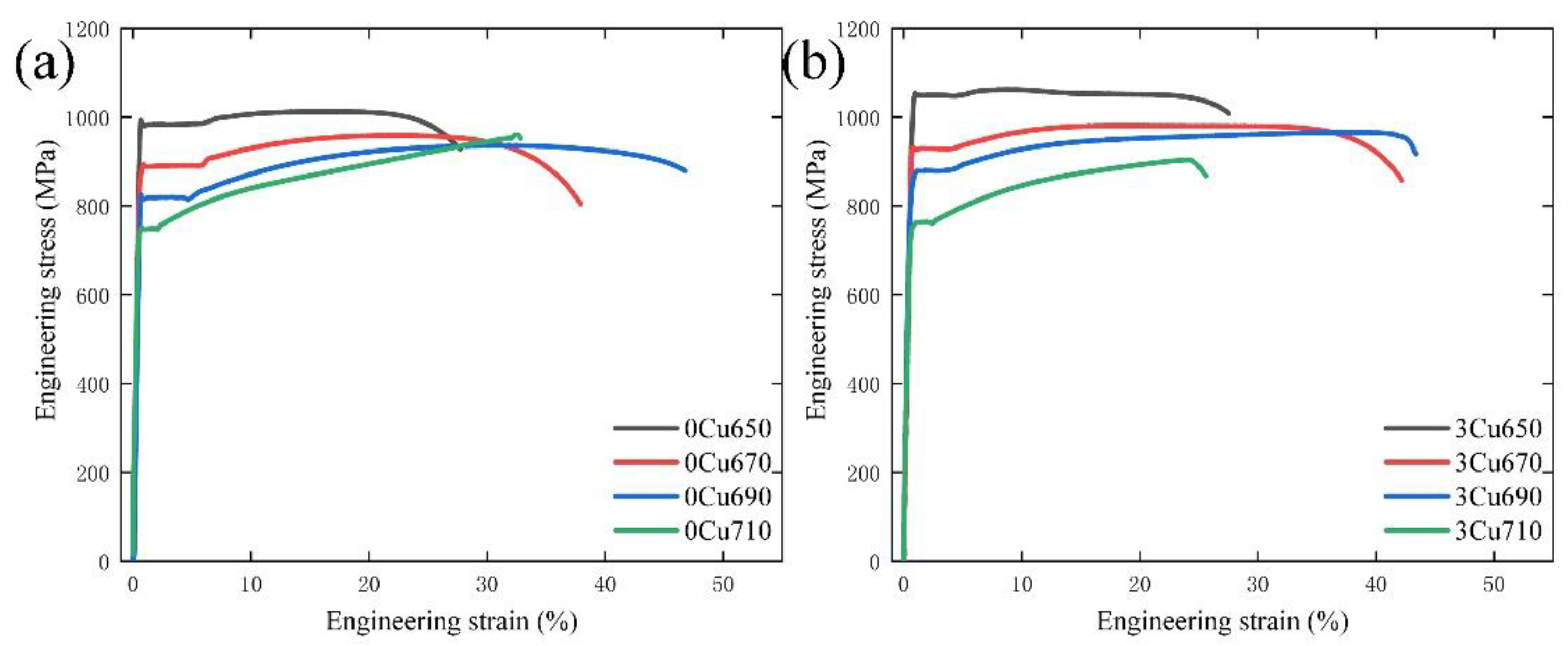
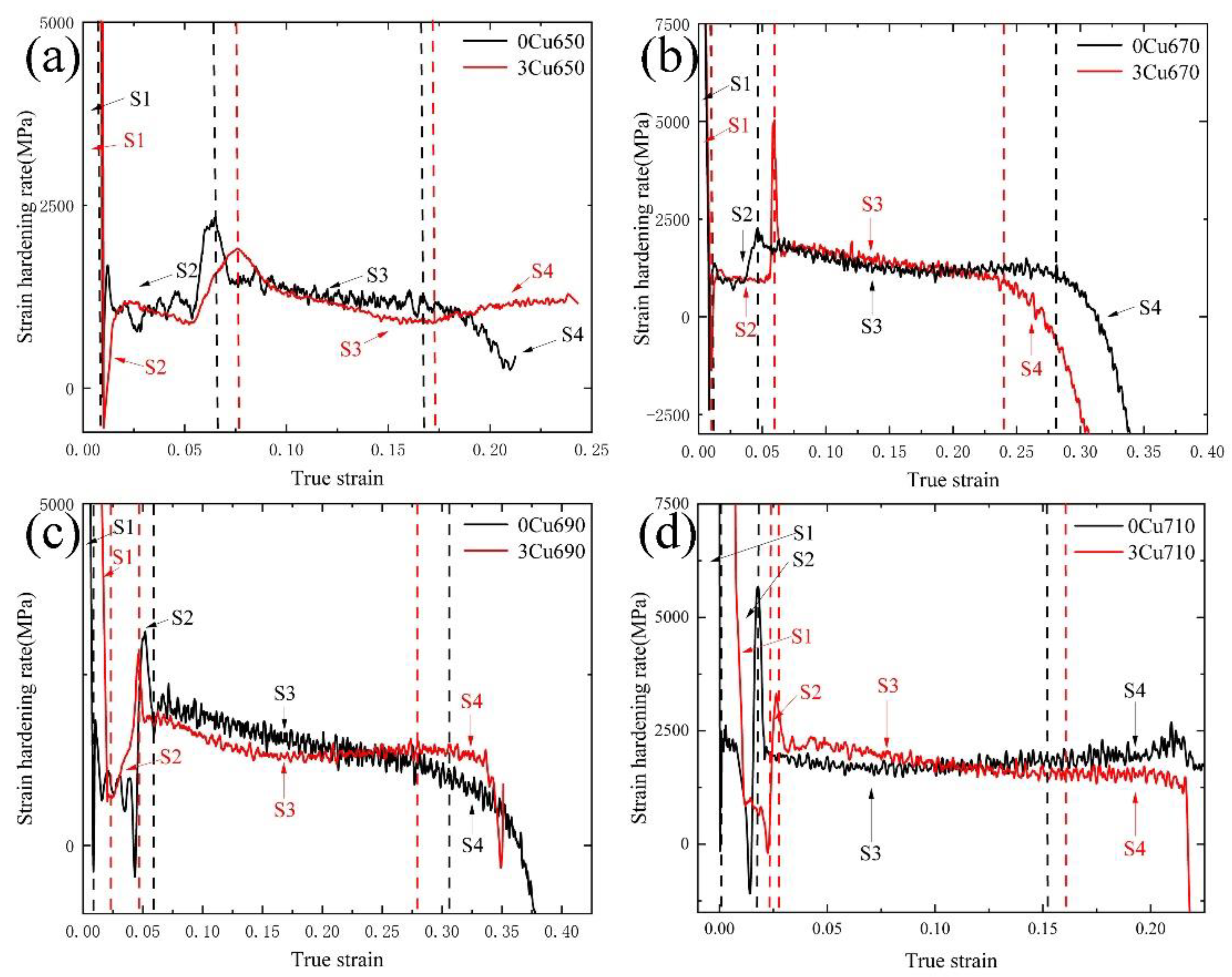
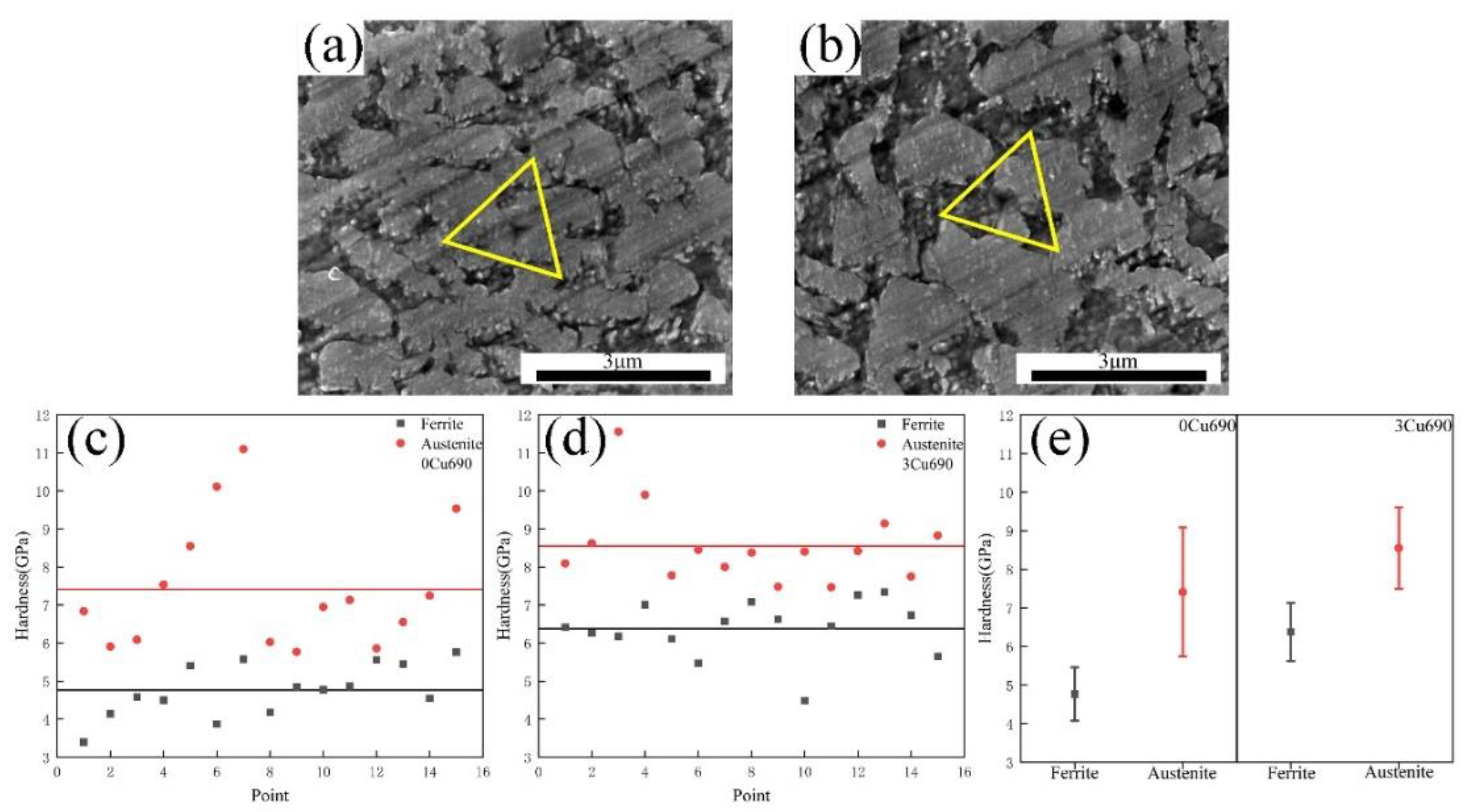
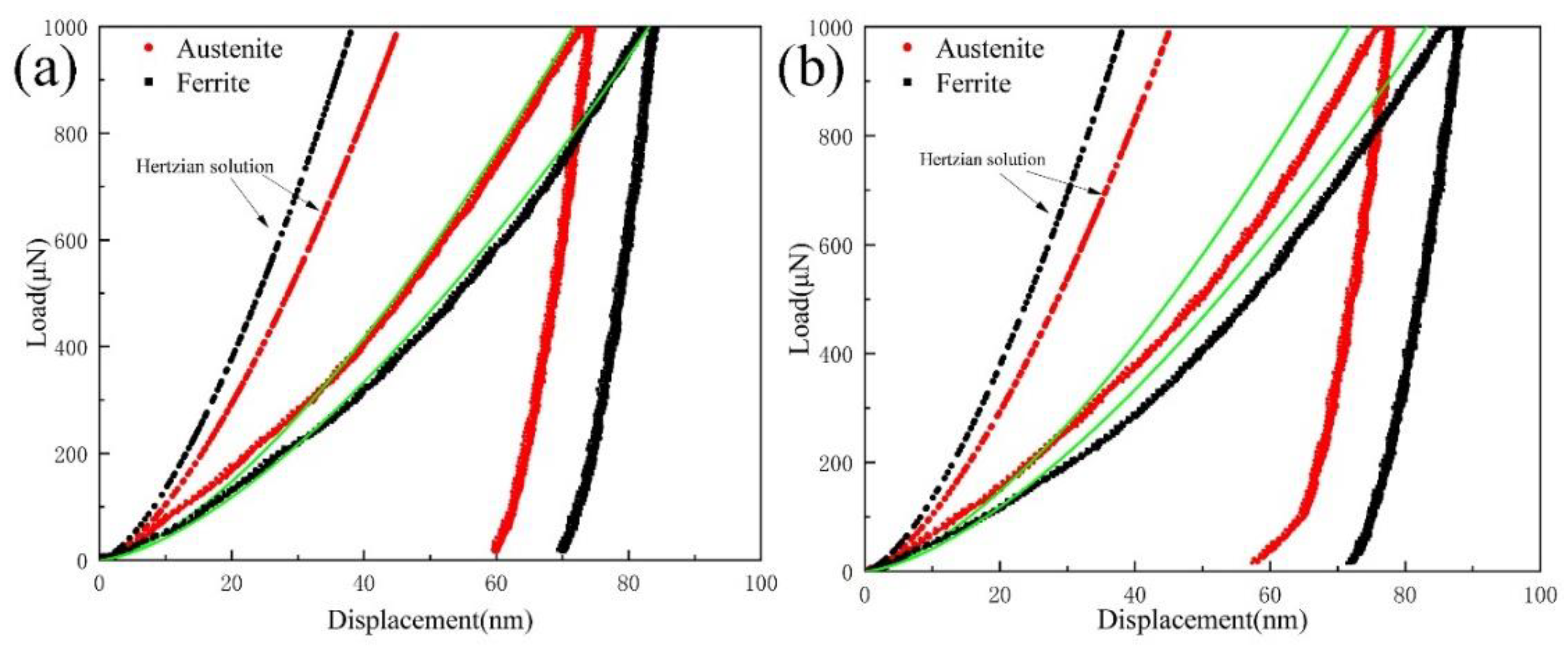
3.2. Mechanical Properties
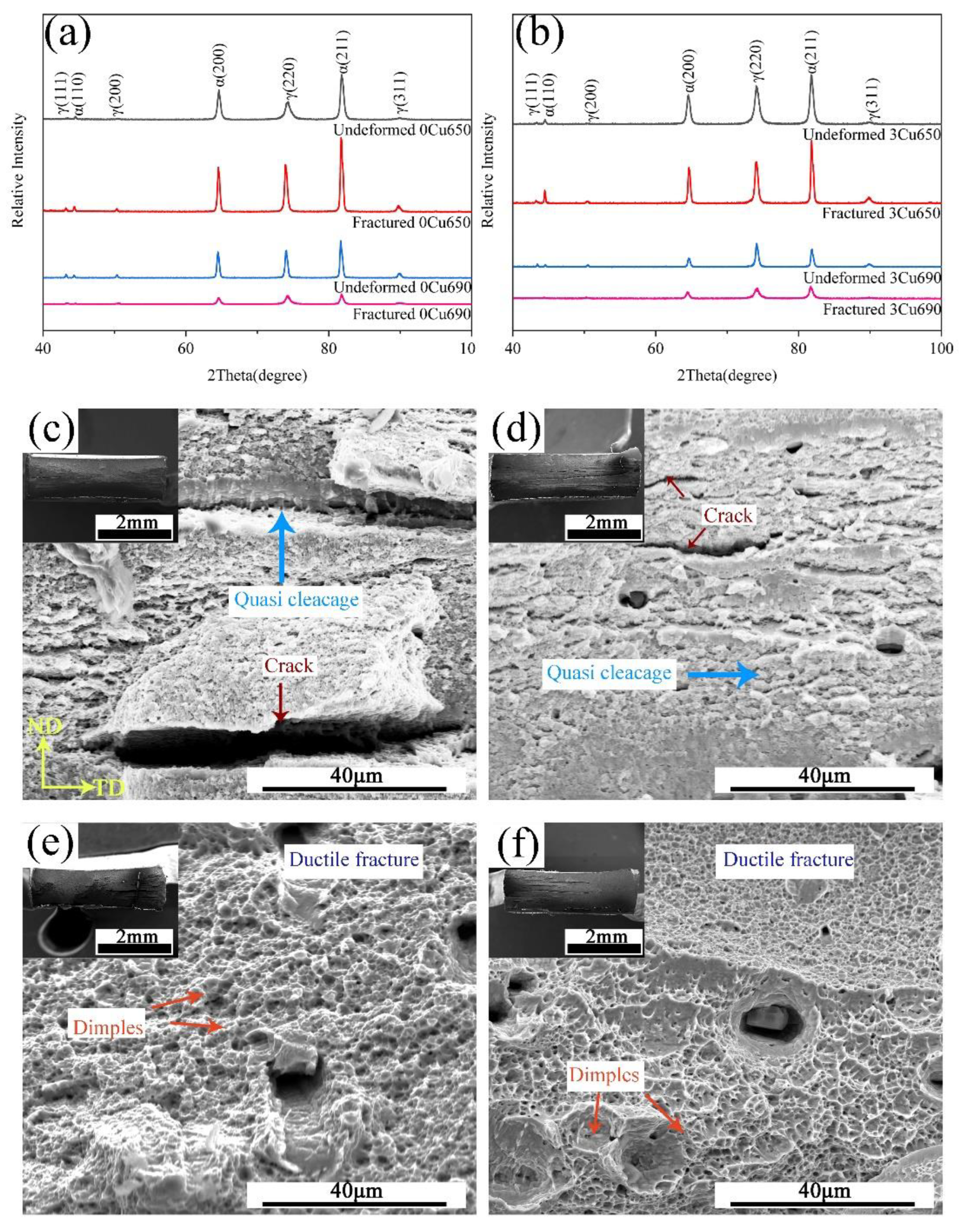
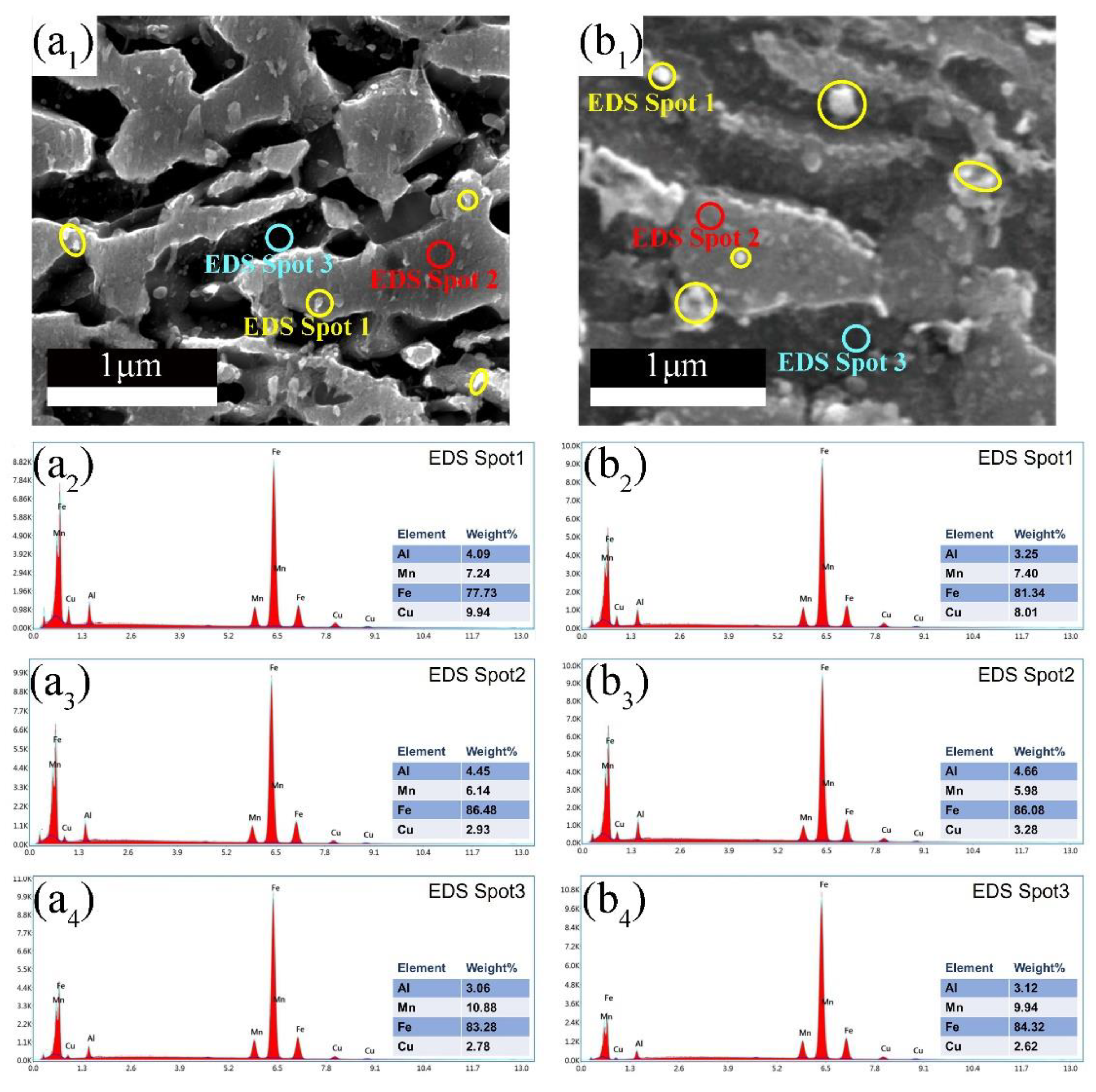
3.3. Fracture Morphology
4. Discussion

5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bai, S.; Xiao, W.; Niu, W.; Li, D.; Liang, W. Austenite Stability and Deformation Behavior in Medium Mn Steel Processed by Cyclic Quenching ART Heat Treatment. Materials 2021, 14, 7132. [Google Scholar]
- Yang, Y.; Mu, W.; Sun, B.; Jiang, H.; Mi, Z.L. New insights to understand the strain-state-dependent austenite stability in a medium Mn steel: An experimental and theoretical investigation. Mater. Sci. Eng. A 2021, 809, 140993. [Google Scholar] [CrossRef]
- Cai, Z.H.; Li, H.H.; Jing, S.Y.; Li, Z.C.; Ding, H.; Tang, Z.Y.; Misra, R.D.K. Influence of annealing temperature on microstructure and tensile property of cold-rolled Fe-0.2C-11Mn-6Al steel. Mater. Charact. 2018, 137, 256–262. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.B.; Hu, Z.P.; Gu, X.L.; Peng, F.; Tan, X.D.; Chen, S.Q.; Han, D.T.; Misra, R.D.K.; Wang, G.D. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Sahoo, B.K.; Srivastava, V.C.; Chandan, A.K.; Chhabra, H.S.; Chowdhury, S.G. Evolution of microstructure and deformation behavior in Al–Ni added medium-Mn steel processed through intercritical/cold rolling and annealing. Mater. Sci. Eng. A 2021, 824, 141852. [Google Scholar] [CrossRef]
- Zhao, C.; Song, R.; Zhang, L.; Yang, F.; Kang, T. Effect of annealing temperature on the microstructure and tensile properties of Fe-10Mn-10Al-0.7C low-density steel. Mater. Des. 2016, 91, 348–360. [Google Scholar] [CrossRef]
- Jing, S.; Ding, H.; Liu, M. Role of Al element in tailoring the austenite mechanical stability and tensile properties of medium Mn steels. J. Mater. Res. Technol. 2022, 20, 1414–1427. [Google Scholar] [CrossRef]
- Su, G.; Gao, X.; Yang, T.; Zhang, D.; Cui, C.; Du, L.; Liu, Z.; Tang, Y.; Hu, J. Intercritical tempering enables nanoscale austenite/ε-martensite formation in low-C medium- Mn steel: A pathway to control mechanical properties. Mater. Sci. Eng. A 2018, 736, 417–430. [Google Scholar] [CrossRef]
- Kwok, T.W.J.; Gong, P.; Rose, R.; Dye, D. The relative contributions of TWIP and TRIP to strength in fine grained medium-Mn steels. Mater. Sci. Eng. A 2022, 855, 143864. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Y.; Zhang, Z.; Yang, M.; Zhou, L.; Wang, J.; Jiang, P.; Yuan, F.; Wu, X. Deformation mechanisms for a new medium-Mn steel with 1.1 GPa yield strength and 50% uniform elongation. J. Mater. Sci. Technol. 2023, 132, 110–118. [Google Scholar] [CrossRef]
- Hu, J.; Li, X.; Meng, Q.; Wang, L.; Li, Y.; Xu, W. Tailoring retained austenite and mechanical property improvement in Al–Si–V containing medium Mn steel via direct intercritical rolling. Mater. Sci. Eng. A 2022, 855, 143904. [Google Scholar] [CrossRef]
- Hu, B.; Shen, X.; Guo, Q.; Wen, Q.; Tu, X.; Ding, C.; Ding, F.; Song, W.; Luo, H. Yielding behavior of triplex medium Mn steel alternated with cooling strategies altering martensite/ferrite interfacial feature. J. Mater. Sci. Technol. 2022, 126, 60–70. [Google Scholar] [CrossRef]
- Zhang, J.; Raabe, D.; Tasan, C.C. Designing duplex, ultrafine-grained Fe-Mn-Al-C steels by tuning phase transformation and recrystallization kinetics. Acta. Mater. 2017, 141, 374–387. [Google Scholar] [CrossRef]
- Lee, C.-Y.; Jeong, J.; Han, J.; Lee, S.-J.; Lee, S.; Lee, Y.-K. Coupled strengthening in a medium manganese lightweight steel with an inhomogeneously grained structure of austenite. Acta. Mater. 2015, 84, 1–8. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta. Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Sohn, S.S.; Choi, K.; Kwak, J.-H.; Kim, N.J.; Lee, S. Novel ferrite–austenite duplex lightweight steel with 77% ductility by transformation induced plasticity and twinning induced plasticity mechanisms. Acta. Mater. 2014, 78, 181–189. [Google Scholar] [CrossRef]
- Song, H.; Yoo, J.; Kim, S.-H.; Sohn, S.S.; Koo, M.; Kim, N.J.; Lee, S. Novel ultra-high-strength Cu-containing medium-Mn duplex lightweight steels. Acta. Mater. 2017, 135, 215–225. [Google Scholar] [CrossRef]
- Hu, B.; Rong, X.; Tian, C.; Yu, Y.; Guo, H.; Misra, R.D.K.; Shang, C. Nanoscale precipitation and ultrafine retained austenite induced high strength-ductility combination in a newly designed low carbon Cu-bearing medium-Mn steel. Mater. Sci. Eng. A 2021, 822, 141685. [Google Scholar] [CrossRef]
- Yan, S.; Liang, T.; Chen, J.; Li, T.; Liu, X. A novel Cu-Ni added medium Mn steel: Precipitation of Cu-rich particles and austenite reversed transformation occurring simultaneously during ART annealing. Mater. Sci. Eng. A 2019, 746, 73–81. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Bhattacharjee, D.; Jha, G.; Gope, N.; Singh, S.B. Microstructural and mechanical characterization of C–Mn–Al–Si cold-rolled TRIP-aided steel. Mater. Sci. Eng. A 2007, 445, 549–557. [Google Scholar] [CrossRef]
- Cheng, L.; Böttger, A.; de Keijser, T.; Mittemeijer, E.J. Lattice parameters of iron-carbon and iron-nitrogen martensites and austenites. Scr. Mater. 1990, 24, 509–514. [Google Scholar] [CrossRef]
- Yen, H.-W.; Ooi, S.W.; Eizadjou, M.; Breen, A.; Huang, C.-Y.; Bhadeshia, H.K.D.H.; Ringer, S.P. Role of stress-assisted martensite in the design of strong ultrafine-grained duplex steels. Acta. Mater. 2015, 82, 100–114. [Google Scholar] [CrossRef] [Green Version]
- Luo, H.; Dong, H.; Huang, M. Effect of intercritical annealing on the Lüders strains of medium Mn transformation-induced plasticity steels. Mater. Des. 2015, 83, 42–48. [Google Scholar] [CrossRef]
- Steineder, K.; Krizan, D.; Schneider, R.; Beal, C.; Sommitsch, C. On the microstructural characteristics influencing the yielding behavior of ultrafine grained medium-Mn steels. Acta. Mater. 2017, 139, 39–50. [Google Scholar] [CrossRef]
- Miao, C.L.; Shang, C.J.; Zurob, H.S.; Zhang, G.D.; Subramania, S.V. Recrystallization, precipitation behaviors, and refinement of austenite grains in high Mn, high Nb steel. Metall. Mater. Trans. A 2012, 43, 665–676. [Google Scholar] [CrossRef]
- Medina, S.F.; Quispe, A. Improved model for static recrystallization kinetics of hot deformed austenite in low alloy and Nb/V microalloyed steels. ISIJ Int. 2001, 41, 774–781. [Google Scholar] [CrossRef]
- Antonione, C.; della Gatta, G.; Lucci, A.; Riontino, G.; Venturello, G. The role of substitutional transition elements on recrystallization processes in dilute iron solid solutions. Acta Metall. 1970, 18, 1169–1180. [Google Scholar] [CrossRef]
- Rodríguez, R.; Gutierrez, I. Correlation between nanoindentation and tensile properties influence of the indentation size effect. Mater. Sci. Eng. A 2003, 361, 377–384. [Google Scholar] [CrossRef]
- He, B.B.; Liang, Z.Y.; Huang, M.X. Nanoindentation investigation on the initiation of yield point phenomenon in a medium Mn steel. Scr. Mater. 2018, 150, 134–138. [Google Scholar] [CrossRef]
- Lee, K.; Park, S.-J.; Choi, Y.S.; Kim, S.-J.; Lee, T.-H.; Oh, K.H.; Han, H.N. Dual-scale correlation of mechanical behavior in duplex low-density steel. Scr. Mater. 2013, 69, 618–621. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- He, B.B.; Huang, M.X.; Liang, Z.Y.; Ngan, A.H.W.; Luo, H.W.; Shi, J.; Cao, W.Q.; Dong, H. Nanoindentation investigation on the mechanical stability of individual austenite grains in a medium-Mn transformation-induced plasticity steel. Scr. Mater. 2013, 69, 215–218. [Google Scholar] [CrossRef]
- Zhang, M.; Chen, H.; Wang, Y.; Wang, S.; Li, R.; Li, S.; Wang, Y.-D. Deformation-induced martensitic transformation kinetics and correlative micromechanical behavior of medium-Mn transformation-induced plasticity steel. J. Mater. Sci. Technol. 2019, 35, 1779–1786. [Google Scholar] [CrossRef]
- Durst, K.; Backes, B.; Franke, O.; Göken, M. Indentation size effect in metallic materials: Modeling strength from pop-in to macroscopic hardness using geometrically necessary dislocations. Acta Mater. 2006, 54, 2547–2555. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn | Al | C | Cu | S | P | Fe | |
|---|---|---|---|---|---|---|---|
| 0Cu | 7.11 | 3.85 | 0.397 | 0 | 0.0075 | 0.0082 | Bal |
| 3Cu | 6.94 | 3.86 | 0.387 | 3.04 | 0.0073 | 0.0081 | Bal |
| Sample | YS (MPa) | TS (MPa) | TEL (%) | LBS (%) | PSE (GPa%) |
|---|---|---|---|---|---|
| 0Cu650 | 992 | 1012 | 27.6 | 5.3 | 27.9 |
| 0Cu670 | 892 | 959 | 37.9 | 5 | 36.3 |
| 0Cu690 | 824 | 936 | 44.5 | 3.8 | 41.6 |
| 0Cu710 | 750 | 960 | 32.7 | 1.3 | 31.4 |
| 3Cu650 | 1052 | 1028 | 27.5 | 3.5 | 28.2 |
| 3Cu670 | 932 | 980 | 42.1 | 2.9 | 41.3 |
| 3Cu690 | 879 | 966 | 45 | 2.5 | 43.5 |
| 3Cu710 | 762 | 900 | 27.2 | 1.0 | 24.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, X.; Wu, Y.; Zhang, M.; Liu, S.; Sun, L.; Feng, Y. Microstructure Evolution and Mechanical Properties of Ferrite–Austenite Duplex Fe-Mn-Al-(Cu)-C Steel under Different Annealing Temperatures. Materials 2022, 15, 8271. https://doi.org/10.3390/ma15228271
Yan X, Wu Y, Zhang M, Liu S, Sun L, Feng Y. Microstructure Evolution and Mechanical Properties of Ferrite–Austenite Duplex Fe-Mn-Al-(Cu)-C Steel under Different Annealing Temperatures. Materials. 2022; 15(22):8271. https://doi.org/10.3390/ma15228271
Chicago/Turabian StyleYan, Xiang, Yiming Wu, Minghe Zhang, Songsong Liu, Lihui Sun, and Yunli Feng. 2022. "Microstructure Evolution and Mechanical Properties of Ferrite–Austenite Duplex Fe-Mn-Al-(Cu)-C Steel under Different Annealing Temperatures" Materials 15, no. 22: 8271. https://doi.org/10.3390/ma15228271
APA StyleYan, X., Wu, Y., Zhang, M., Liu, S., Sun, L., & Feng, Y. (2022). Microstructure Evolution and Mechanical Properties of Ferrite–Austenite Duplex Fe-Mn-Al-(Cu)-C Steel under Different Annealing Temperatures. Materials, 15(22), 8271. https://doi.org/10.3390/ma15228271