
Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment



Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Material
2.2. Research Methodology
3. Results and Discussion
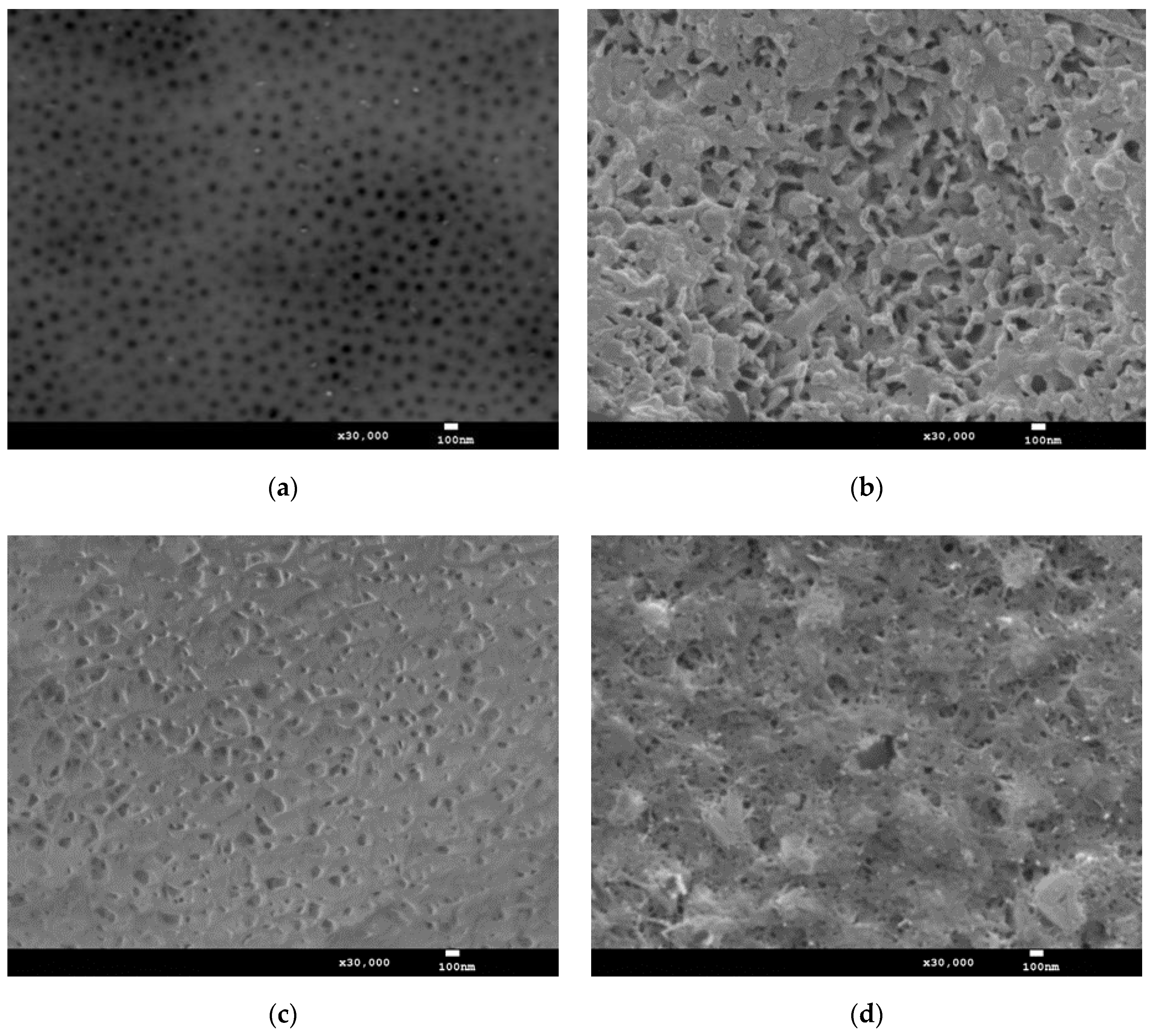
3.1. Surface Morphology of Layers after Thermo-Chemical Treatment
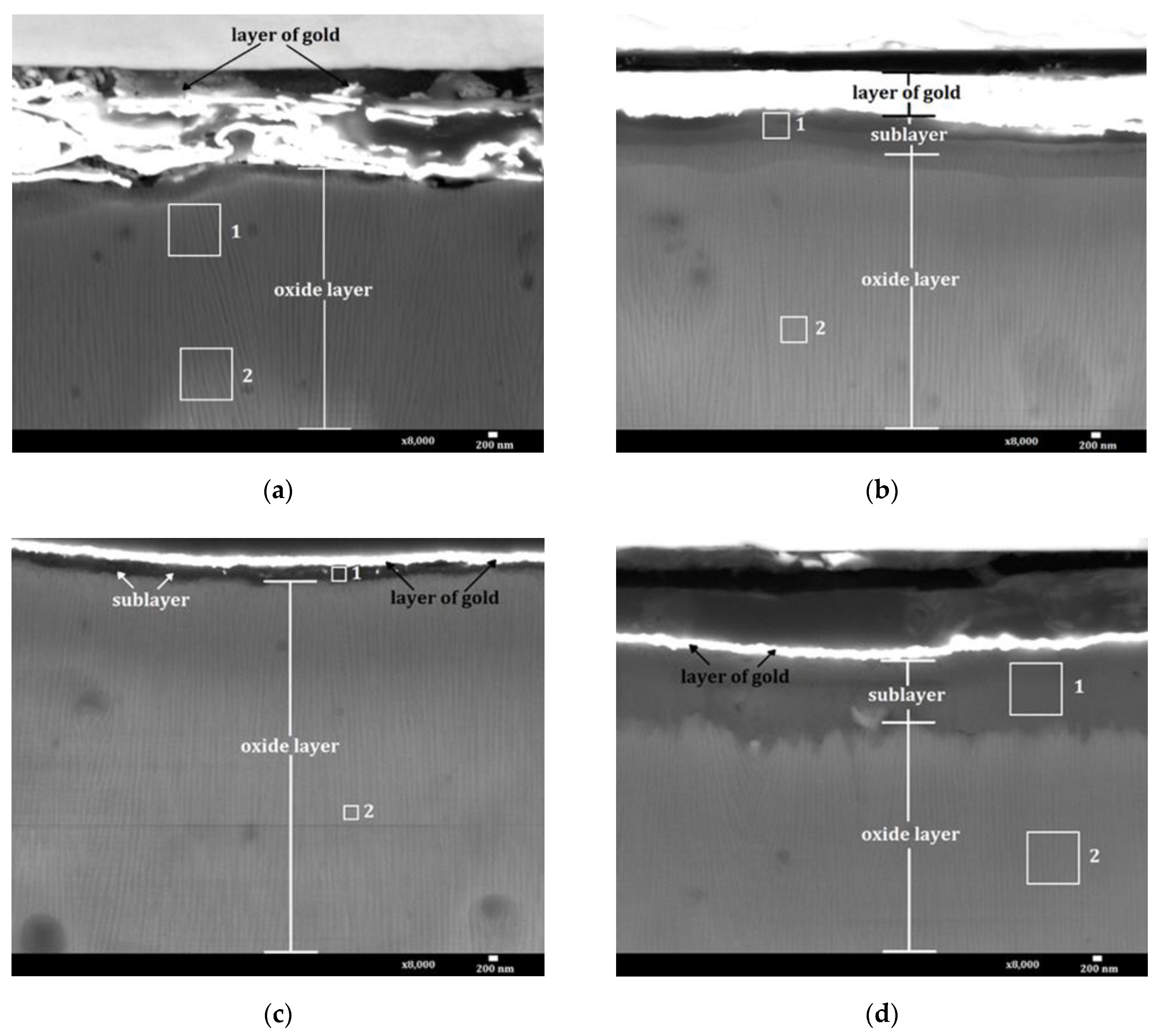
3.2. Nanostructure of Layers after Thermo-Chemical Treatment
3.3. Elemental Composition of Layers
3.4. Influence of Thermo-Chemical Treatment on Micromechanical Properties
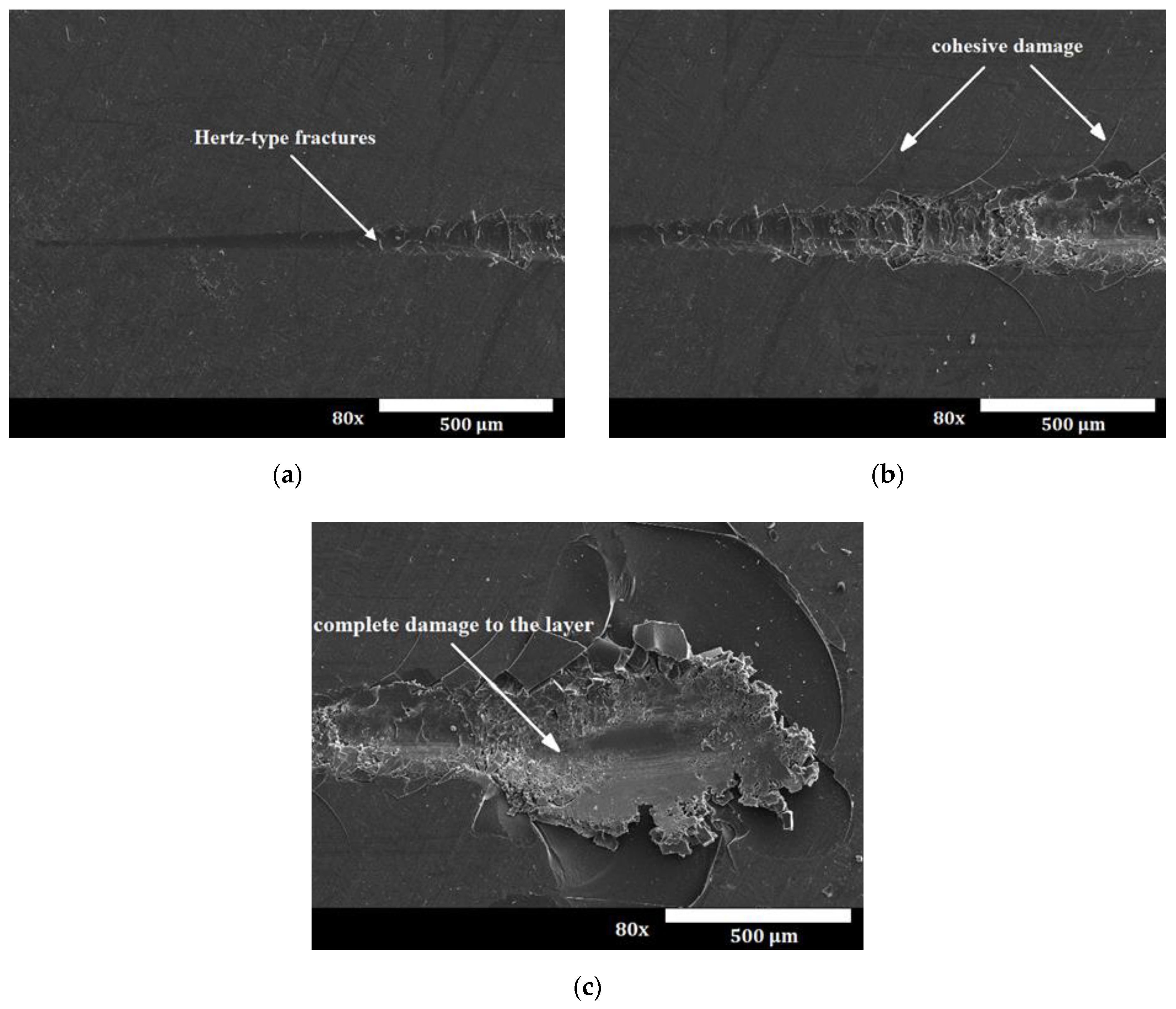
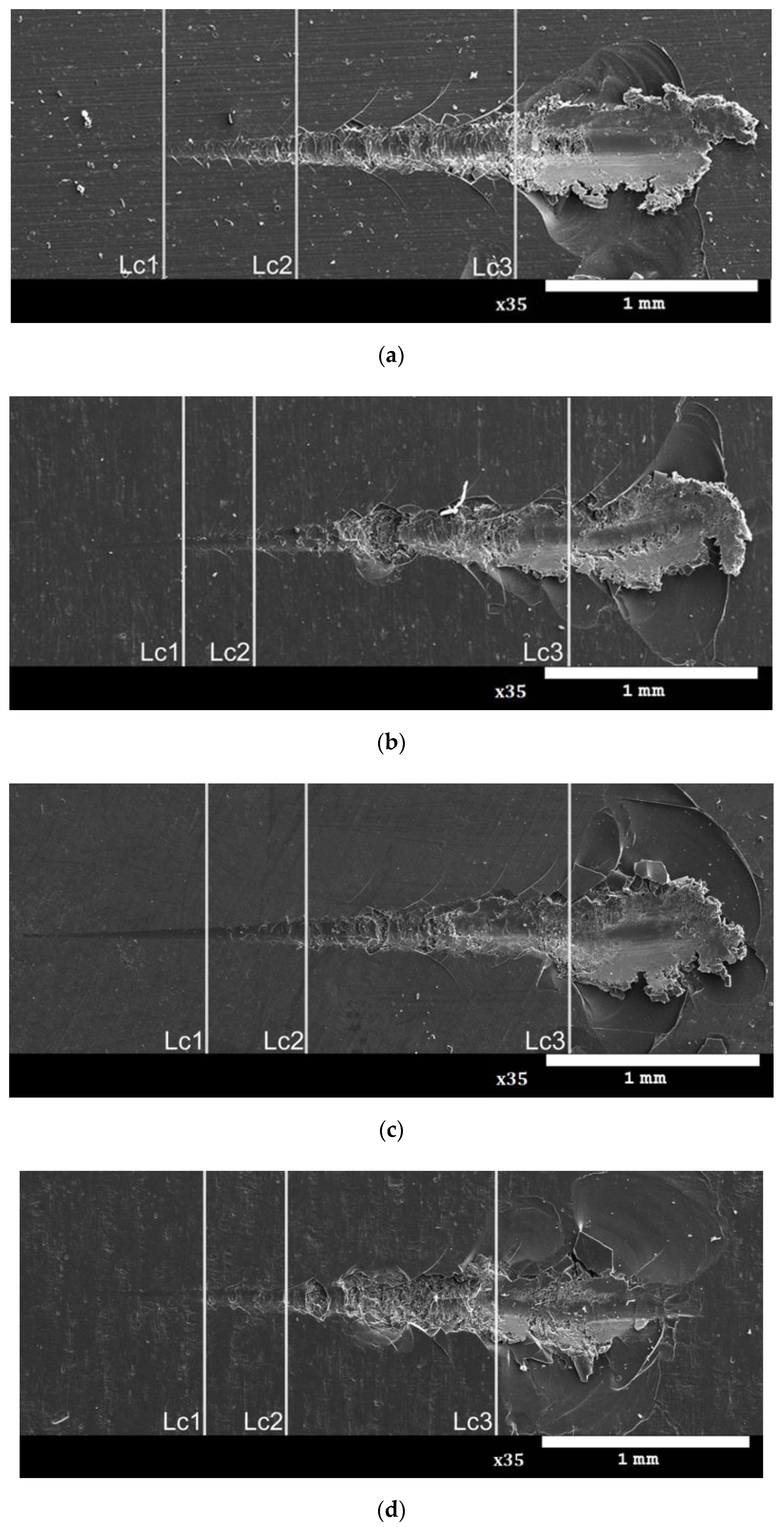
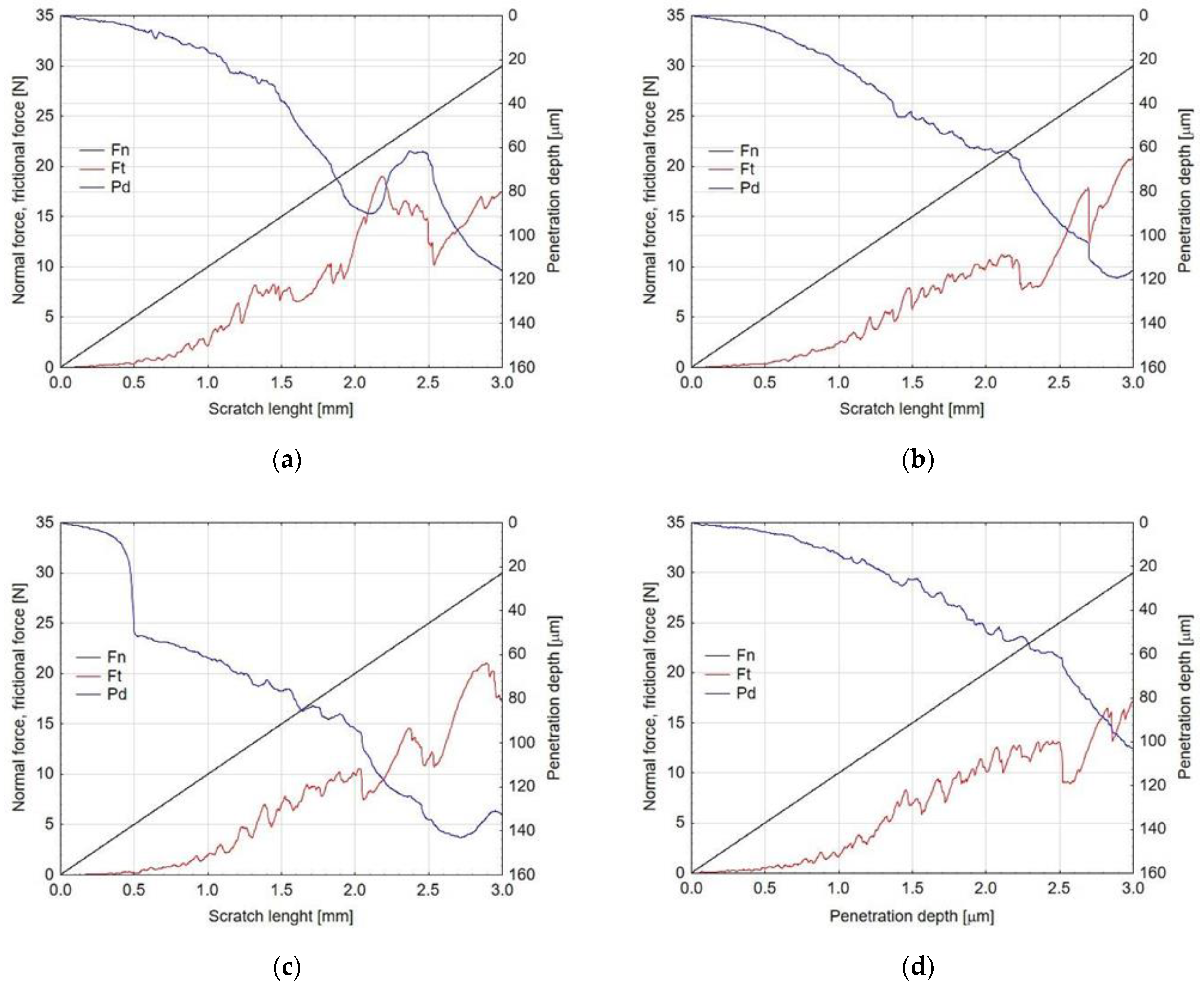
3.5. Adhesive Properties of Layers after Thermo-Chemical Treatment
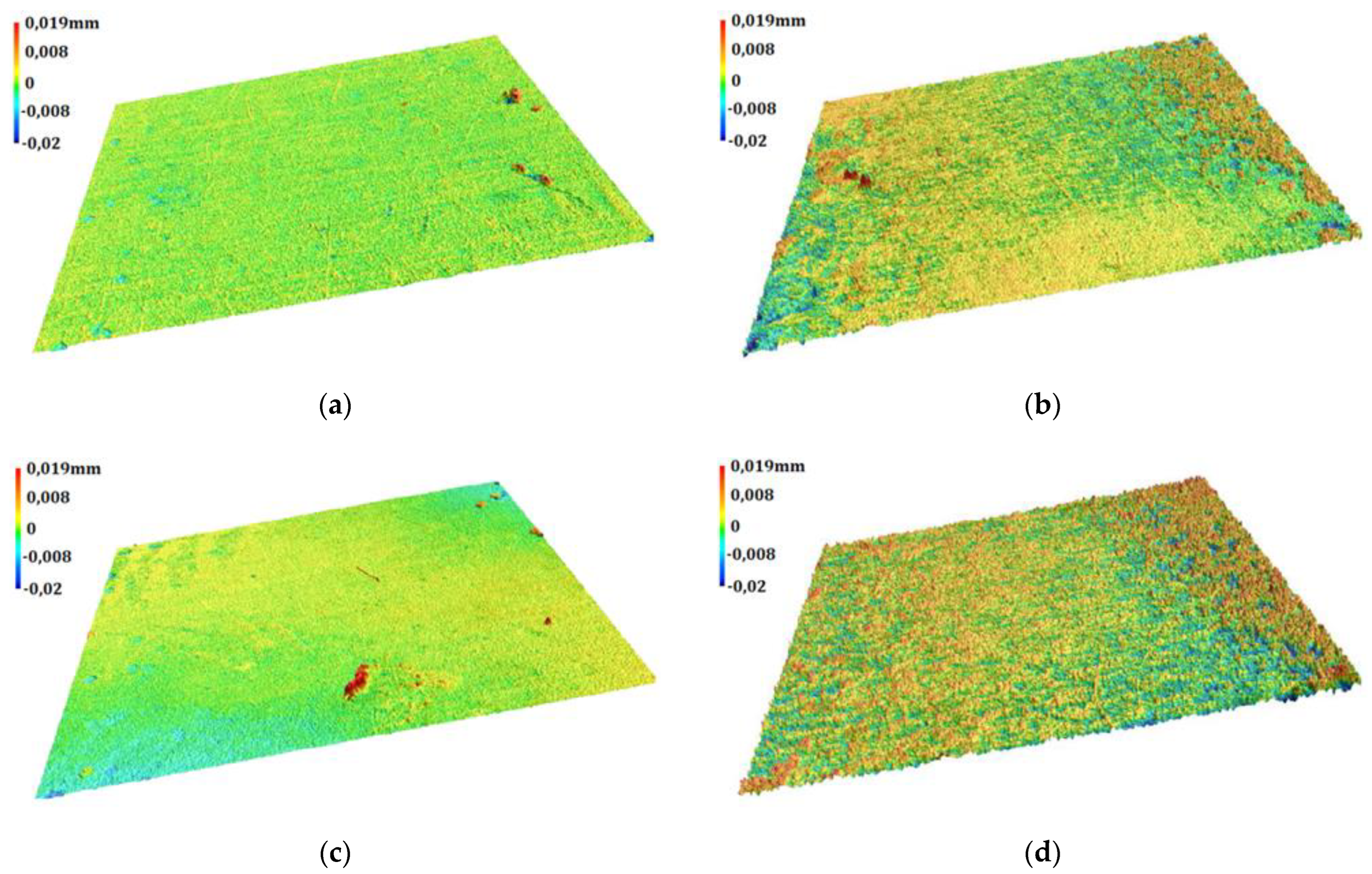
3.6. Geometric Structure of Surface of Layers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kozhukhova, A.E.; du Preez, S.P.; Bessarabov, D.G. Preparation of anodized aluminium oxide at high temperatures using low purity aluminium (Al6082). Surf. Coat. Technol. 2019, 378, 25. [Google Scholar] [CrossRef]
- Korzekwa, J.; Gądek-Moszczak, A.; Zubko, M. Influence of the Size of Nanoparticles on the Microstructure of Oxide Coatings. J. Mater. Sci. 2018, 53, 5. [Google Scholar] [CrossRef]
- Niedźwiedź, M.; Skoneczny, W.; Bara, M. The influence of anodic alumina coating nanostructure produced on EN AW-5251 alloy on type of tribological wear process. Coatings 2020, 10, 105. [Google Scholar] [CrossRef] [Green Version]
- Skoneczny, W.; Niedźwiedź, M.; Bara, M. The Effect of Production Parameters of Oxide Layers on Their Nanostructure, Nanomorphology, and Surface Free Energy. Appl. Sci. 2018, 8, 2251. [Google Scholar] [CrossRef] [Green Version]
- Bara, M.; Dwornicka, R. Tribological properties of oxide coatings produced on EN AW-5251 alloy using different distances between electrodes. In Quality Production Improvement—QPI 2019, Robert Ulewicz; Sciendo: Warsaw, Poland, 2019; Volume 1, pp. 400–405. [Google Scholar]
- Junaid Zaidi, S.M.; Butt, M.Z. Influence of anodization temperature on the structural features of first-step anodized nanoporous alumina and of commercial aluminium substrate. Dig. J. Nanomater. Bios. 2017, 12, 4. [Google Scholar]
- Abdel-Salam, O.E.; Shoeib, M.A.; Elkilany, H.A. Characterization of the hard anodizing layers formed on 2014-T3 Al alloy, in sulphuric acid electrolyte containing sodium lignin sulphonate. Egypt. J. Pet. 2018, 27, 4. [Google Scholar] [CrossRef]
- Machado, T.V.; Dick, P.A.; Knörnschild, G.H.; Dick, L.F.P. The effect of different carboxylic acids on the sulfuric acid anodizing of AA2024. Surf. Coat. Technol. 2020, 383, 125283. [Google Scholar] [CrossRef]
- Niedźwiedź, M.; Skoneczny, W.; Bara, M.; Dercz, G. Thin Al2O3 Coatings Produced by Electrochemical Method, Subjected to Thermo-Chemical Treatment. Coatings 2021, 1294, 11. [Google Scholar] [CrossRef]
- Xingwen, Y.; Chuanwei, Y.; Chunan, C. Study on the rare earth sealing procedure of the porous film of anodized A16061/SiCp. Mater. Chem. Phys. 2002, 76, 228–235. [Google Scholar]
- Lopez, V.; Otero, E.; Bautista, A.; Gonzales, J. Sealing of anodic films obtained in oxalic acid baths. Surf. Coat. Technol. 2000, 124, 76–84. [Google Scholar] [CrossRef]
- Din, R.U.; Piotrowska, K.; Gudla, V.C.; Jellesen, M.S.; Ambat, R. Steam assisted oxide growth on aluminium alloys using oxidative chemistries: Part I Microstructural investigation. Appl. Surf. Sci. 2015, 355, 15. [Google Scholar] [CrossRef]
- Din, R.U.; Bordo, K.; Jellesen, M.S.; Ambat, R. Accelerated growth of oxide film on aluminium alloys under steam: Part II: Effects of alloy chemistry and steam vapour pressure on corrosion and adhesion performance. Surf. Coat. Technol. 2015, 276, 25. [Google Scholar] [CrossRef] [Green Version]
- Allachi, H.; Chaouket, F.; Draoui, K. Corrosion inhibition of AA6060 aluminium alloy by lanthanide salts in chloride solution. J. Alloy. Compd. 2009, 475, 1–2. [Google Scholar] [CrossRef]
- Xingwen, Y.; Chunan, C.; Zhiming, Y. Application of rare earth metal salts in sealing anodized aluminum alloy. J. Mater. Sci. Lett. 2000, 19, 1907–1908. [Google Scholar] [CrossRef]
- Mansfelda, F.; Pérezb, F.J. Surface modification of aluminum alloys in molten salts containing CeCl3. Thin Solid Film. 1995, 270, 417–421. [Google Scholar] [CrossRef]
- Kocabaş, M.; Örnek, C.; Curioni, M.; Cansever, N. Nickel fluoride as a surface activation agent for electroless nickel coating of anodized AA1050 aluminum alloy. Surf. Coat. Technol. 2019, 364, 25. [Google Scholar] [CrossRef] [Green Version]
- Zuo, Y.; Zhao, P.; Zhao, J. The influences of sealing methods on corrosion behavior of anodized aluminum alloys in NaCl solutions. Surf. Coat. Technol. 2003, 166, 237–242. [Google Scholar] [CrossRef]
- Cheng, B.; Hao, L. Comparative study of the effects of sealing processes on the wear resistance and the sealing quality of hard anodic coatings. Met. Finish. 2000, 98, 48–55. [Google Scholar] [CrossRef]
- Hu, N.; Dong, X.; He, X.; Browning, J.F.; Schaefer, D.W. Effect of sealing on the morphology of anodized aluminum oxide. Corros. Sci. 2015, 97, 17–24. [Google Scholar] [CrossRef] [Green Version]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ISO 14577-4. Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- ISO 20502:2005. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing; European Committee for Standardization: Brussels, Belgium, 2005. [Google Scholar]
- ASTM C1624-05(2015). Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Bara, M.; Kubica, M. Influence of substrate preparation on the shaping of the topography of the surface of nanoceramic oxide layers. Appl. Surf. Sci. 2014, 293, 28. [Google Scholar] [CrossRef]
- Kubica, M.; Skoneczny, W.; Bara, M. Analysis of Al2O3 Nanostructure Using Scanning Microscopy. Scanning 2018, 2018, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bara, M.; Skoneczny, W. Properties of composite aluminium oxide-graphite layers obtained by an electrolytic method. Adv. Manuf. Sci. Technol. 2008, 3, 61–68. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Thermo-Chemical Treatment | ||
|---|---|---|---|
| Compound for Thermo-Chemical Treatment | Solution Temperature T [K] | Process Time t [min] | |
| 1 | - | 371 | 60 |
| 2 | H2O distillate | ||
| 3 | Na2SO4·10H2O | ||
| 4 | Na2Cr2O7·2H2O | ||
| Compound for Thermo-Chemical Treatment | Thickness of the Sub-Layer [μm] | Standard Deviation [μm] |
|---|---|---|
| H2O distillate | 0.63 | 0.049 |
| Na2SO4·10H2O | 0.37 | 0.057 |
| Na2Cr2O7·2H2O | 1.77 | 0.088 |
| Sample | Chemical Element % by Mass | ||||||
|---|---|---|---|---|---|---|---|
| Al | O | Au | C | Na | S | Cr | |
| Area 1 | |||||||
| 1 | 49.9 | 43.5 | 5.3 | 1.3 | - | - | - |
| 2 | 25.7 | 30.5 | 30.4 | 8.4 | - | 0.5 | 1.3 |
| 3 | 44.0 | 49.7 | 2.2 | 3.0 | - | 1.0 | - |
| 4 | 26.5 | 46.4 | 11.9 | 4.3 | 6.4 | - | 1.0 |
| Area 2 | |||||||
| 1 | 51.6 | 46.8 | - | 1.7 | - | - | - |
| 2 | 45.9 | 51.9 | - | 2.2 | - | - | - |
| 3 | 43.4 | 51.7 | - | 2.0 | 1.8 | 1.1 | - |
| 4 | 47.3 | 47.1 | - | 1.5 | 3.8 | - | - |
| Compound for Thermo-Chemical Treatment | HIT [GPa] | Standard Deviation [GPa] | h [μm] | Standard Deviation [μm] |
|---|---|---|---|---|
| layer without treatment | 4.475 | 0.634 | 1.669 | 0.109 |
| H2O distillate | 6.278 | 1.498 | 1.443 | 0.150 |
| Na2SO4·10H2O | 7.109 | 2.981 | 1.390 | 0.264 |
| Na2Cr2O7·2H2O | 3.848 | 0.674 | 1.789 | 0.139 |
| Compound for Thermo-Chemical Treatment | Lc1 [N] | Lc2 [N] | Lc3 [N] |
|---|---|---|---|
| layer without treatment | 3.70 | 9.44 | 19.93 |
| H2O distillate | 4.42 | 6.45 | 22.75 |
| Na2SO4·10H2O | 6.24 | 11.07 | 22.51 |
| Na2Cr2O7·2H2O | 5.91 | 9.78 | 21.28 |
| Compound for Thermo-Chemical Treatment | Rq [μm] | Rsk [−] | Rsm [μm] | Rk [μm] | Rpk [μm] | Rvk [μm] |
|---|---|---|---|---|---|---|
| layer without treatment | 1.304 | −0.071 | 88.742 | 3.104 | 1.447 | 1.497 |
| H2O distillate | 3.059 | −0.240 | 100.811 | 7.213 | 3.063 | 3.803 |
| Na2SO4·10H2O | 1.011 | −0.244 | 86.734 | 2.261 | 1.287 | 1.266 |
| Na2Cr2O7·2H2O | 4.744 | 0.019 | 120.111 | 12.918 | 4.059 | 3.891 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bara, M.; Niedźwiedź, M.; Skoneczny, W.; Barylski, A. Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment. Materials 2022, 15, 1051. https://doi.org/10.3390/ma15031051
Bara M, Niedźwiedź M, Skoneczny W, Barylski A. Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment. Materials. 2022; 15(3):1051. https://doi.org/10.3390/ma15031051
Chicago/Turabian StyleBara, Marek, Mateusz Niedźwiedź, Władysław Skoneczny, and Adrian Barylski. 2022. "Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment" Materials 15, no. 3: 1051. https://doi.org/10.3390/ma15031051
APA StyleBara, M., Niedźwiedź, M., Skoneczny, W., & Barylski, A. (2022). Nanostructure and Morphology of the Surface as Well as Micromechanical and Sclerometric Properties of Al2O3 Layers Subjected to Thermo-Chemical Treatment. Materials, 15(3), 1051. https://doi.org/10.3390/ma15031051