
Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Methods
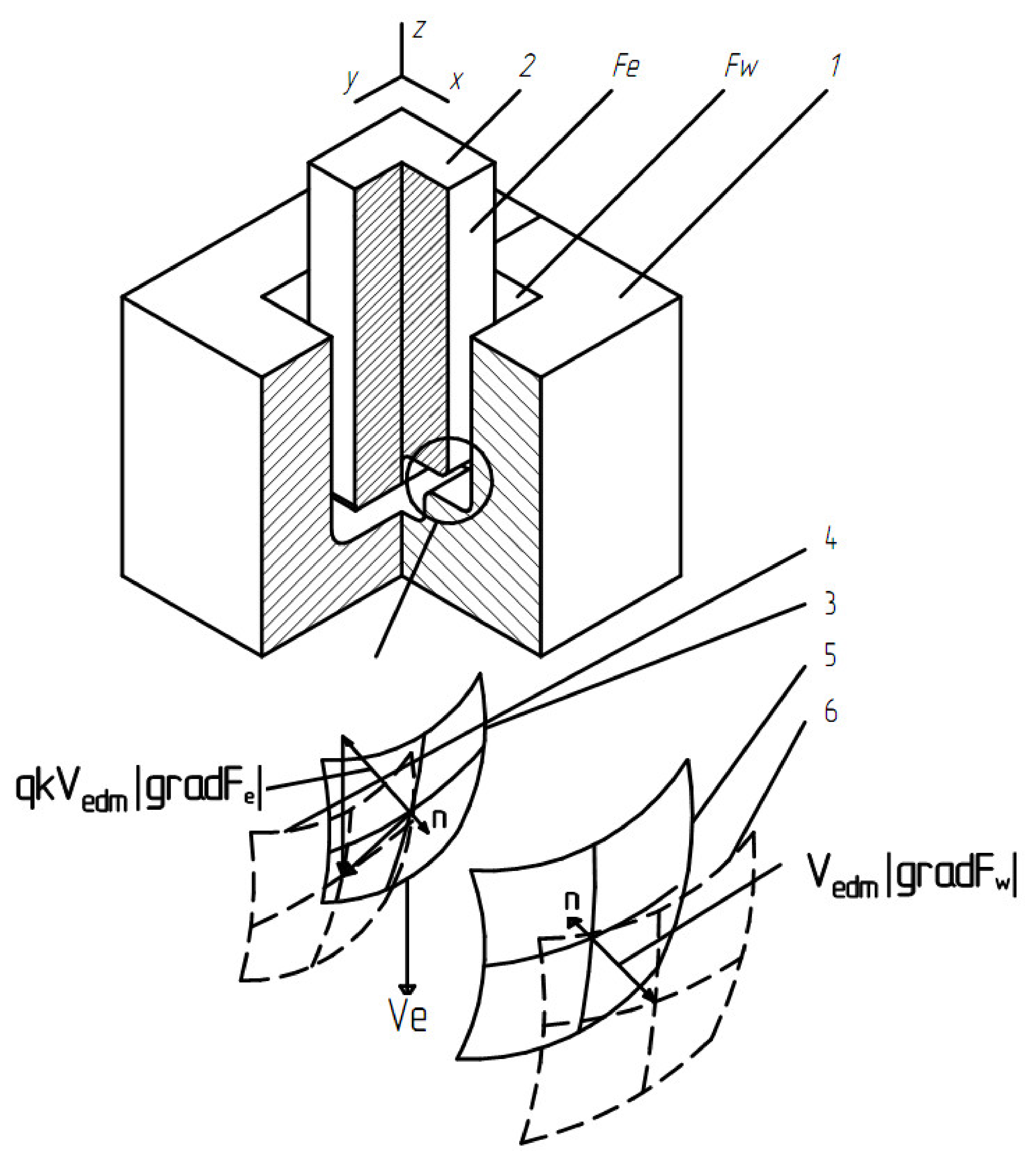
2.2. Modeling
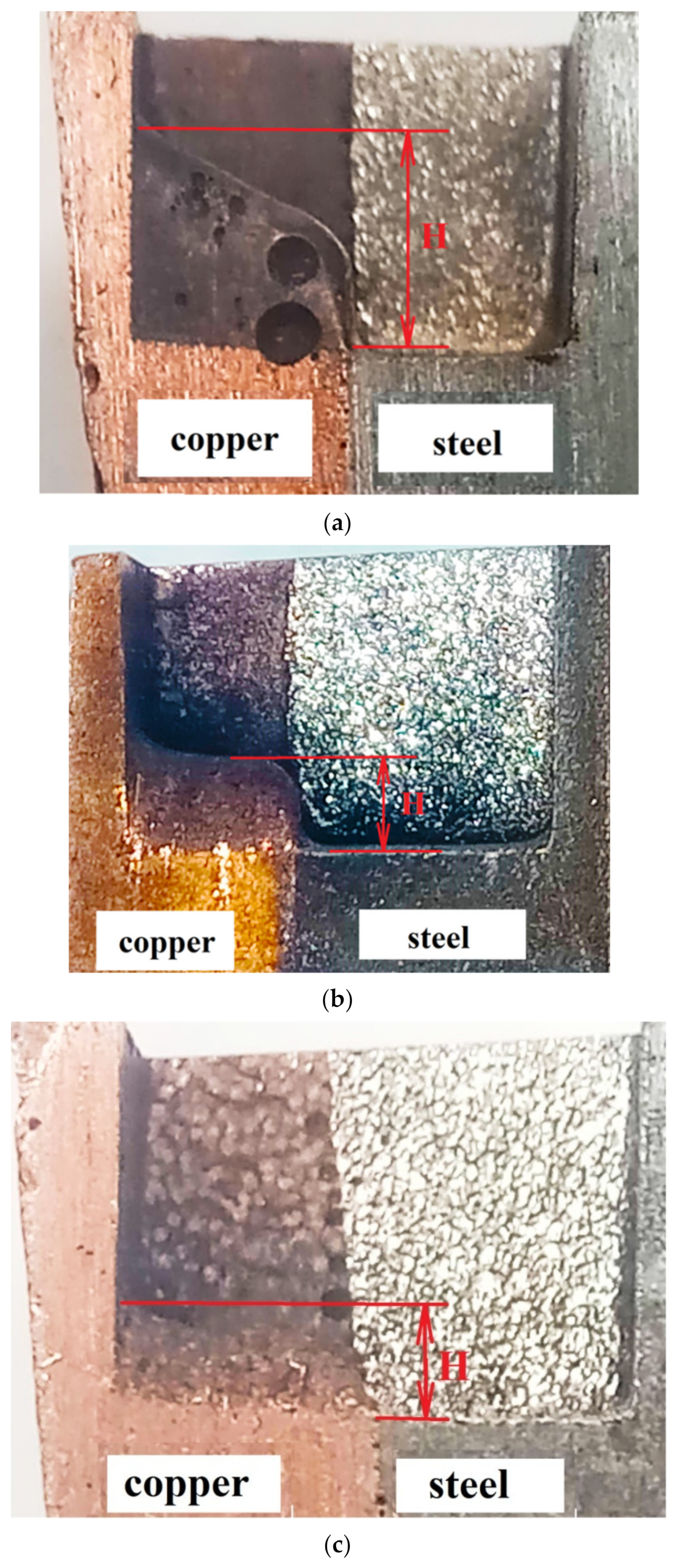
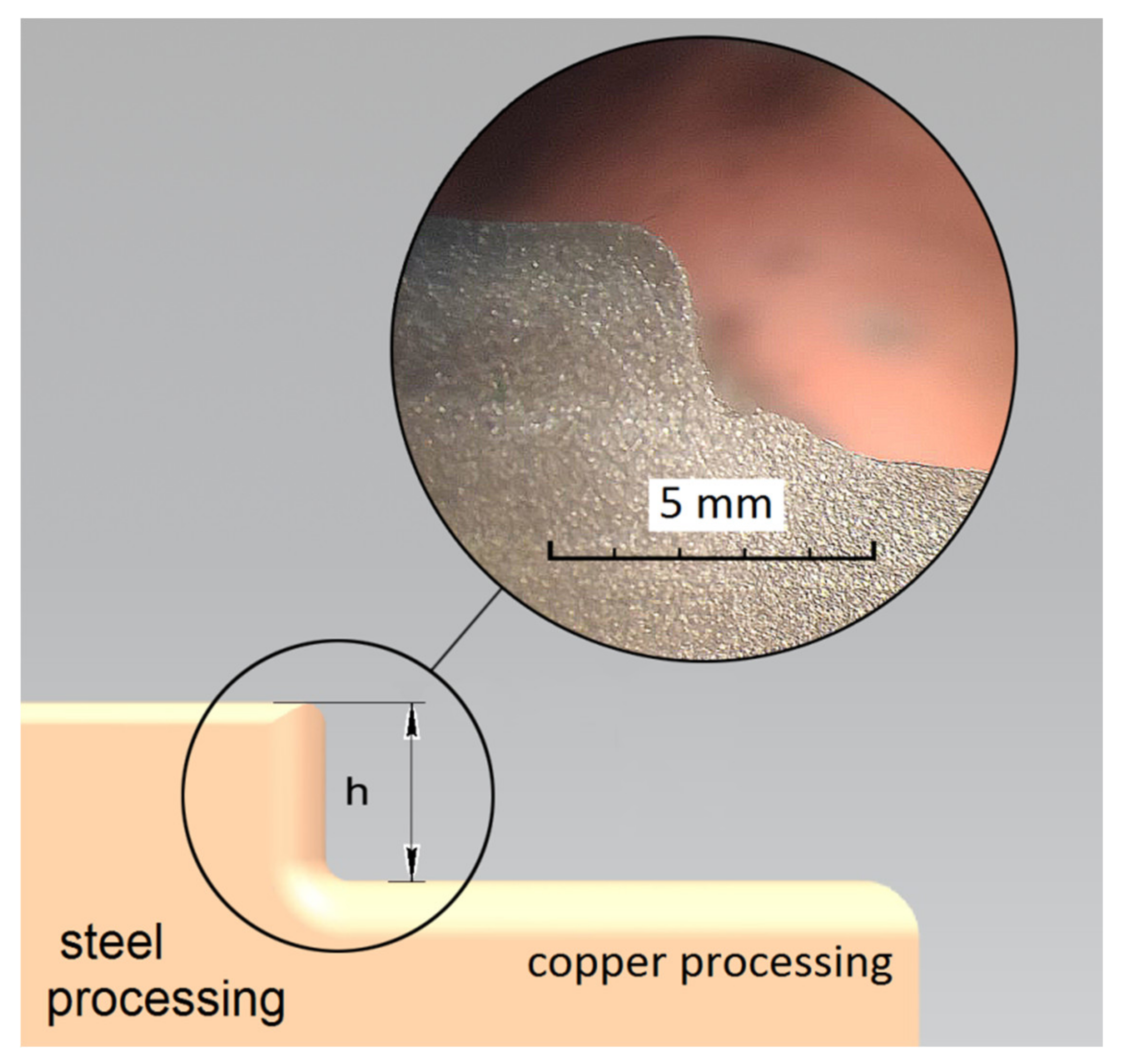
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An overview of functionally graded additive manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Shakerin, S.; Hadadzadeh, A.; Amirkhiz, B.S.; Shamsdini, S.; Li, J.; Mohammadi, M. Additive manufacturing of maraging steel-H13 bimetals using laser powder bed fusion technique. Addit. Manuf. 2019, 29, 100797. [Google Scholar] [CrossRef]
- Epasto, G.; Palomba, G.; D’Andrea, D.; Di Bella, S.; Mineo, R.; Guglielmino, E.; Traina, F. Experimental investigation of rhombic dodecahedron micro-lattice structures manufactured by Electron Beam Melting. Mater. Today Proc. 2019, 7, 578–585. [Google Scholar] [CrossRef]
- Liu, L.; Zhuang, Z.; Liu, F.; Zhu, M. Additive of steel–bronze bimetal by shaped metal deposition: Interface characteristics and tensile properties. Int. J. Adv. Manuf. Technol. 2013, 69, 2131–2137. [Google Scholar] [CrossRef]
- Kimura, M.; Kusaka, M.; Kaizu, K.; Fuji, A. Effect of post-weld heat treatment on joint properties of friction welded joint between brass and low carbon steel. Sci. Technol. Weld. Join. 2010, 15, 590–596. [Google Scholar] [CrossRef]
- Kimura, M.; Fuji, A.; Konno, Y.; Itoh, S.; Kim, Y. Investigation of fracture for friction welded joint between pure nickel and pure aluminium with post-weld heat treatment. Mater. Des. 2014, 57, 503–509. [Google Scholar] [CrossRef]
- Sahu, P.K.; Kumari, K.; Pal, S.; Pal, S.K. Hybrid fuzzy-grey-Taguchi based multi weld quality optimization of Al/Cu dissimilar friction stir welded joints. Adv. Manuf. 2016, 4, 237–247. [Google Scholar] [CrossRef]
- Buffa, G.; De Lisi, M.; Sciortino, E.; Fratini, L. Dissimilar titanium/aluminum friction stir welding lap joints by experiments and numerical simulation. Adv. Manuf. 2016, 4, 287–295. [Google Scholar] [CrossRef]
- Shchitsyn, Y.D.; Belinin, D.S.; Neulybin, S.; Ol’shanskaya, T.V.; Shchitsyn, V.Y.; Simonov, M.Y. Control of Surface Layer Structure with Copper Plasma Surfacing on Steel. Metallurgist 2017, 61, 607–612. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Prabhaharan, G.; Aravindan, S.; Sivaprasad, J.V. Machining studies on bimetallic pistons with CBN tool using the taguchi method—Technical communication. Mach. Sci. Technol. 2008, 12, 249–255. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Prabhakaran, G.; Aravindan, S.; Sivaprasad, J.V. Influence of Cutting Force on Bimetallic Piston Machining by a Cubic Boron Nitride (CBN) Tool. Mater. Manuf. Process. 2012, 27, 1078–1083. [Google Scholar] [CrossRef]
- Manikandan, G.; Uthayakumar, M.; Aravindan, S. Machining and simulation studies of bimetallic pistons. Int. J. Adv. Manuf. Technol. 2013, 66, 711–720. [Google Scholar] [CrossRef]
- Malakizadi, A.; Sadik, I.; Nyborg, L. Wear Mechanism of CBN Inserts During Machining of Bimetal Aluminum-grey Cast Iron Engine Block. Procedia CIRP 2013, 8, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Ullah, A.S.; Fuji, A.; Kubo, A.; Tamaki, J.; Kimura, M. On the Surface Metrology of Bimetallic Components. Mach. Sci. Technol. 2015, 19, 339–359. [Google Scholar] [CrossRef]
- Matsui, S.; Ullah, A.S.; Kubo, A.; Fuji, A. Cutting force signal processing for machining bimetallic components. In Proceedings of the International Conference on Leading Edge Manufacturing in 21st Century: LEM21, Tokyo, Japan, 18–22 October 2015. [Google Scholar] [CrossRef]
- Wu, D.; Ullah, A.S.; Kubo, A.; Fuji, A. On the complexity in roughness quantification across bimetallic boundary. In Proceedings of the International Conference on Leading Edge Manufacturing in 21st century: LEM21, Tokyo, Japan, 18–22 October 2015. [Google Scholar]
- Kaynak, Y.; Kitay, O. Porosity, Surface Quality, Microhardness and Microstructure of Selective Laser Melted 316L Stainless Steel Resulting from Finish Machining. J. Manuf. Mater. Process. 2018, 2, 36. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.; Wang, X.; Shen, X.; Tan, Z. Microstructure and Corrosion Resistance in Bimetal Materials of Q345 and 308 Steel Wire-Arc Additive Manufacturing. Crystals 2021, 11, 1401. [Google Scholar] [CrossRef]
- Ullah, A.S. Machining Forces Due to Turning of Bimetallic Objects Made of Aluminum, Titanium, Cast Iron, and Mild/Stainless Steel. J. Manuf. Mater. Process. 2018, 2, 68. [Google Scholar] [CrossRef] [Green Version]
- Bañon, F.; Simonet, B.; Sambruno, A.; Batista, M.; Salguero, J. On the Surface Quality of CFRTP/Steel Hybrid Structures Machined by AWJM. Metals 2020, 10, 983. [Google Scholar] [CrossRef]
- Lee, H.; Tai, T. Relationship between EDM parameters and surface crack formation. J. Mater. Process. Technol. 2003, 142, 676–683. [Google Scholar] [CrossRef]
- Das, S.; Klotz, M.; Klocke, F. EDM simulation: Finite element-based calculation of deformation, microstructure and residual stresses. J. Mater. Process. Technol. 2003, 142, 434–451. [Google Scholar] [CrossRef]
- Tang, J.; Yang, X. A Thermo-hydraulic Modeling for the Formation Process of the Discharge Crater in EDM. Procedia CIRP 2016, 42, 685–690. [Google Scholar] [CrossRef]
- Tsai, H.; Yan, B.; Huang, F. The properties and characteristics of the new electrodes based on Cr-Cu for EDM machines. Int. J. Mach. Tools Manuf. 2003, 43, 245–252. [Google Scholar] [CrossRef]
- Hayakawa, S.; Sasaki, Y.; Itoigawa, F.; Nakamura, T. Relationship between Occurrence of Material Removal and Bubble Expansion in Electrical Discharge Machining. Procedia CIRP 2013, 6, 174–179. [Google Scholar] [CrossRef] [Green Version]
- Tao, J.; Ni, J.; Shih, A.J. Modeling of the Anode Crater Formation in Electrical Discharge Machining. J. Manuf. Sci. Eng. 2012, 134, 011002. [Google Scholar] [CrossRef] [Green Version]
- Santanu, D.; Roy, D. Experimental Study Using Different Tools. Int. J. Mod. Eng. Res. (IJMER) 2013, 3, 1263–1267. [Google Scholar]
- Weingärtner, E.; Kuster, F.; Wegener, K. Modeling and simulation of electrical discharge machining. Procedia CIRP 2012, 2, 74–78. [Google Scholar] [CrossRef]
- Janmanee, P.; Muttamara, A. Performance of Difference Electrode Materials in Electrical Discharge Machining of Tungsten Carbide. Energy Res. J. 2010, 1, 87–90. [Google Scholar] [CrossRef]
- Abbas, N.M.; Solomon, D.G.; Bahari, F. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Yeo, S.H.; Kurnia, W.; Tan, P.C. Electro-thermal modelling of anode and cathode in micro-EDM. J. Phys. D Appl. Phys. 2007, 40, 2513–2521. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Simonov, M.Y.; Schlykov, E.S.; Muratov, K.R. Surface Analysis of Bimetal After EDM Machining Using Electrodes with Different Physical and Mechanical Properties. Res. J. Pharm. Biol. Chem. 2016, 7, 974–981. [Google Scholar]
- Ablyaz, T.R.; Zhurin, A.V.; Shlykov, E.S. Simulation of electrical discharge machining of dissimilar materials. ARPN J. Eng. Appl. Sci. 2018, 13, 6. [Google Scholar]
- Ablyaz, T.R.; Simonov, M.Y.; Shlykov, E.S. Analysis of the Surface of Deposited Copper After Electroerosion Treatment. Met. Sci. Heat Treat. 2018, 59, 779–785. [Google Scholar] [CrossRef]
- Ogleznev, N.; Oglezneva, S.; Ablyaz, T. Perspective Composition Materials for Electrode-Tools Production. In Futuristic Composites; Springer: Singapore, 2018; pp. 319–344. [Google Scholar] [CrossRef]
- Oglezneva, S.; Ogleznev, N. Investigation of Structure and Properties of Tool-electrode qCu-Ti3SiC2q for EDM. In Proceedings of the International Conference "Actual Issues of Mechanical Engineering" 2017 (AIME 2017), Tomsk, Russia, 27–29 July 2017; Tomsk Polytechnic University: Paris, France; Amsterdam, The Netherlands; Atlantis Press: Hong Kong, China, 2017; pp. 567–572. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | Ton (μs) | Ip (A) | U (V) |
|---|---|---|---|
| Min | 1 | 0.5 | 50 |
| Med | 100 | 3 | 50 |
| Max | 750 | 20 | 50 |
| Processing Mode | Graphite ET | Copper ET | Composite ET |
|---|---|---|---|
| Vedm1/Vedm2 | Vedm1/Vedm2 | Vedm1/Vedm2 | |
| Min | 0.10 | 0.04 | 0.07 |
| Med | 0.23 | 0.18 | 0.03 |
| Max | 0.24 | 0.15 | 0.04 |
| Processing Mode | Graphite EI | Copper EI | Composite EI |
|---|---|---|---|
| hsteel-hcopper,mm | hsteel-hcopper,mm | hsteel-hcopper,mm | |
| Min | 1.9 | 3.1 | 3.3 |
| Med | 1.7 | 1.8 | 2.7 |
| Max | 1.3 | 1.4 | 1.7 |
| ET Material | H, Min Mode | H, Med Mode | H, Max Mode |
|---|---|---|---|
| graphite | 2 | 3.2 | 3.5 |
| copper | 1.8 | 1.9 | 2.9 |
| composite | 1.4 | 1.5 | 1.8 |
| ET Material | h, Min Mode | h, Med Mode | h, Max Mode |
|---|---|---|---|
| Graphite | 1.5 | 2.8 | 3 |
| Copper | 1.2 | 1.5 | 2 |
| Composite | 1 | 1.1 | 1.3 |
| Material ET | Min Mode | Med Mode | Max Mode | |||
|---|---|---|---|---|---|---|
| Ra on Copper (μm) | Ra on Steel (μm) | Ra on Copper (μm) | Ra on Steel (μm) | Ra on Copper (μm) | Ra on Steel (μm) | |
| Graphite | 1.8 | 0.8 | 2.7 | 1.3 | 3.6 | 1.9 |
| Copper | 4 | 1.9 | 6.1 | 3.2 | 8.9 | 4.4 |
| Composite | 7 | 3 | 9.1 | 4.6 | 12.2 | 6.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Zhurin, A.V. Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool. Materials 2022, 15, 750. https://doi.org/10.3390/ma15030750
Ablyaz TR, Shlykov ES, Muratov KR, Zhurin AV. Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool. Materials. 2022; 15(3):750. https://doi.org/10.3390/ma15030750
Chicago/Turabian StyleAblyaz, Timur Rizovich, Evgeny Sergeevich Shlykov, Karim Ravilevich Muratov, and Alexander Valentinovich Zhurin. 2022. "Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool" Materials 15, no. 3: 750. https://doi.org/10.3390/ma15030750
APA StyleAblyaz, T. R., Shlykov, E. S., Muratov, K. R., & Zhurin, A. V. (2022). Study of the EDM Process of Bimetallic Materials Using a Composite Electrode Tool. Materials, 15(3), 750. https://doi.org/10.3390/ma15030750