
Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
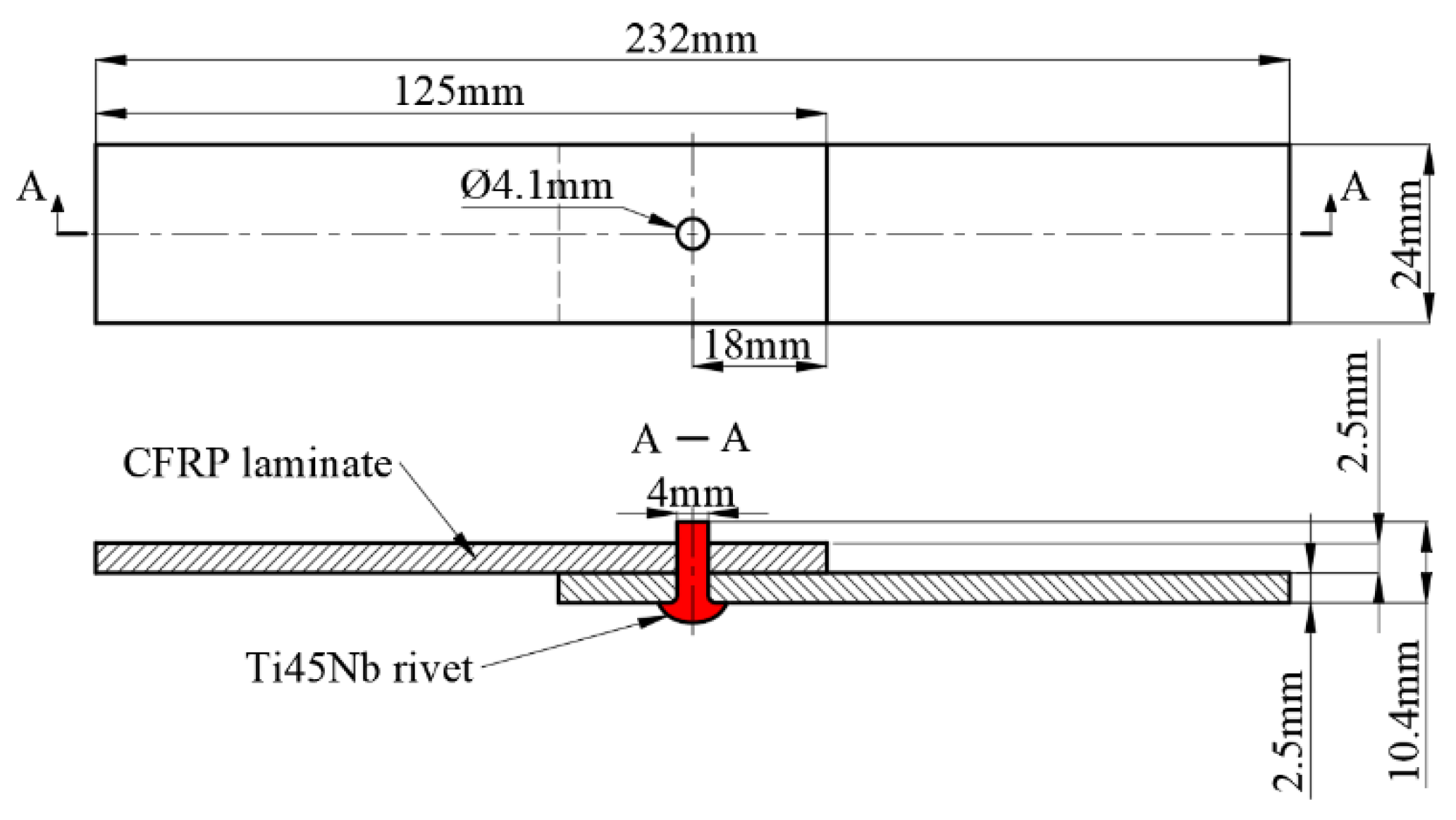
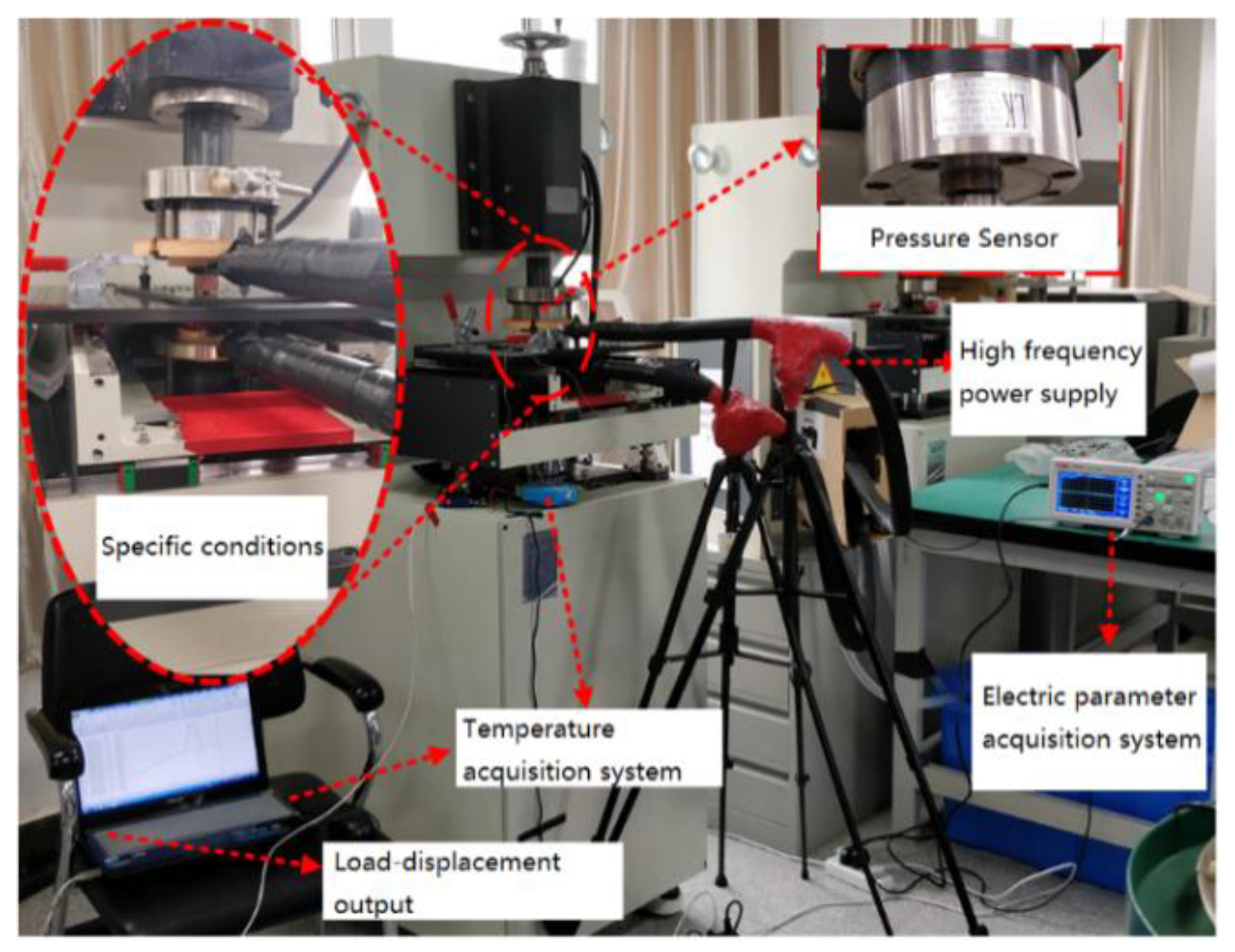
2.2. Experiment Methods
2.3. Scheme
3. Results and Discussions
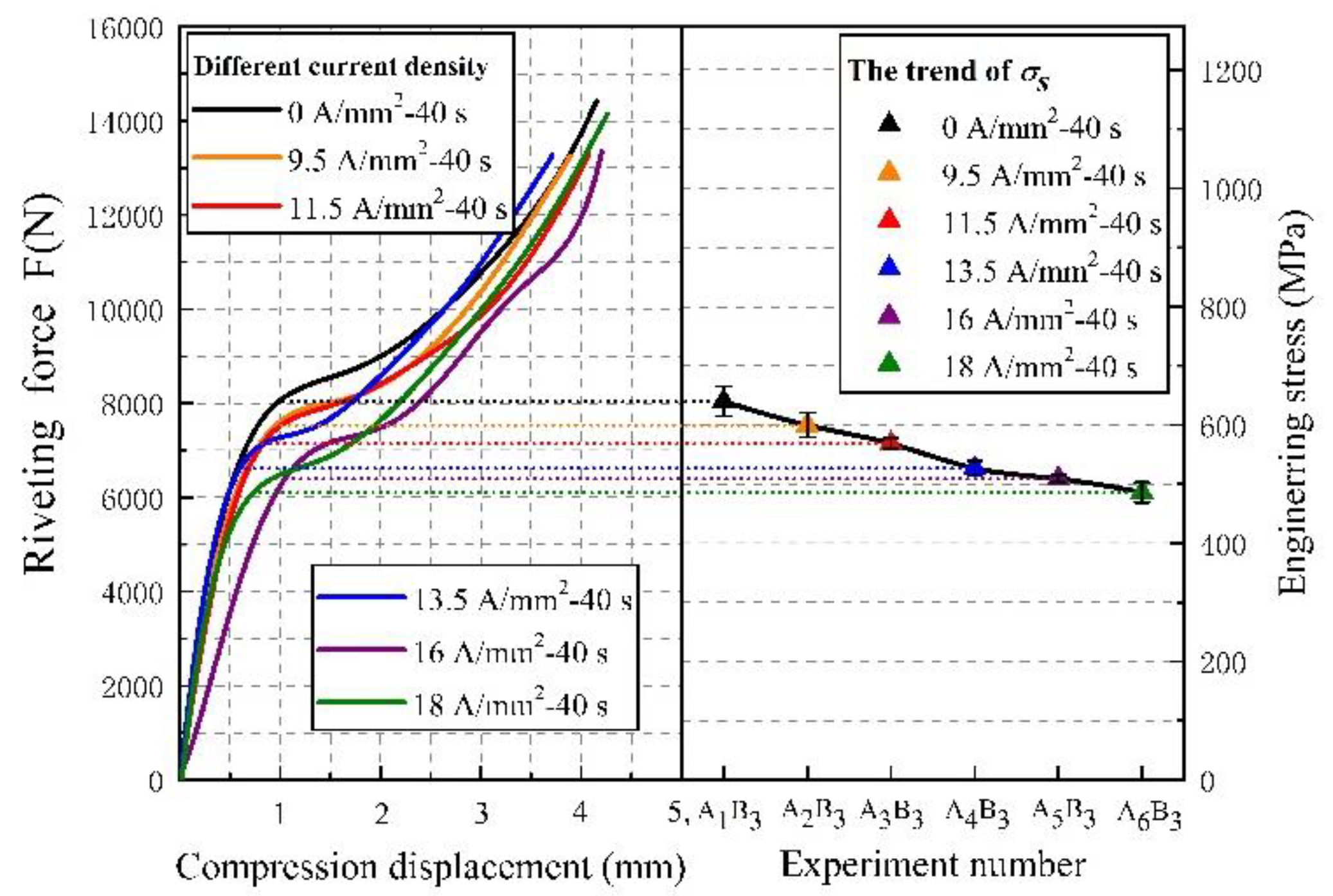
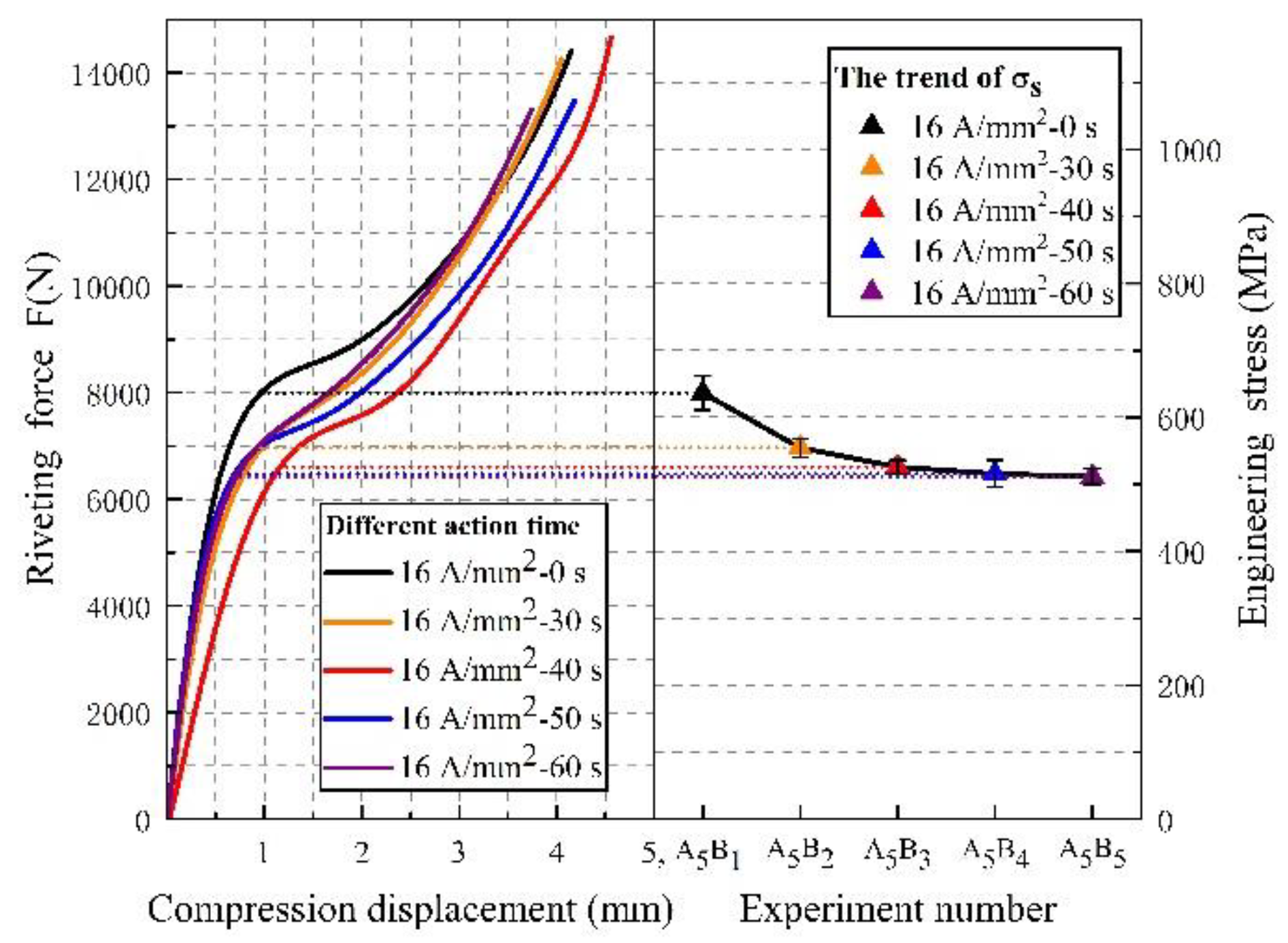
3.1. Plasticity of Ti45Nb Rivets
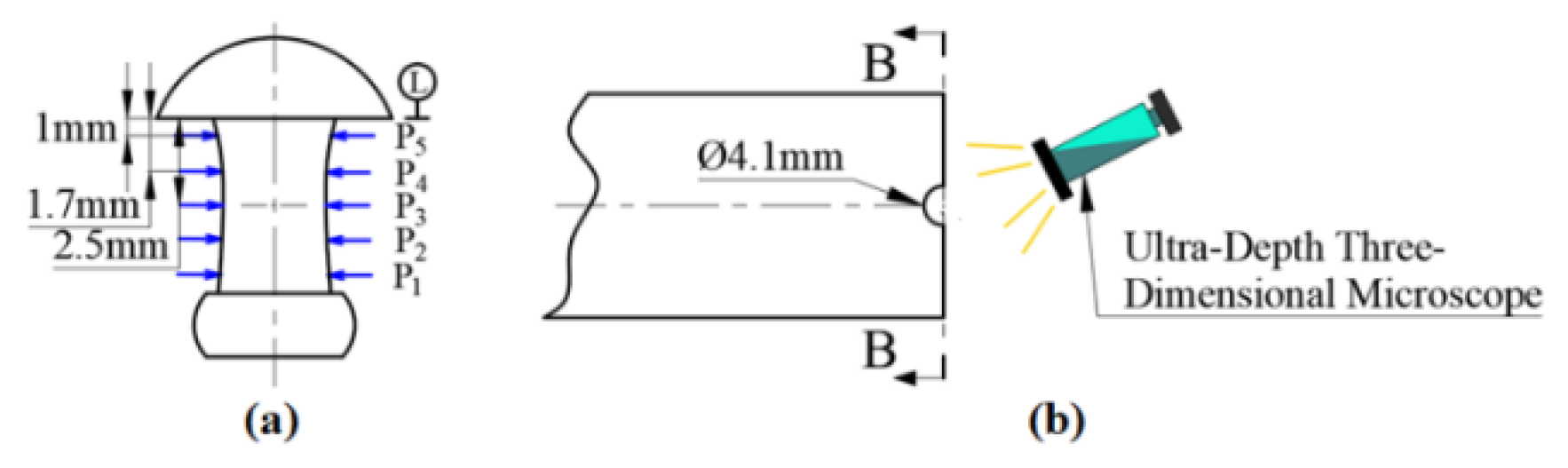
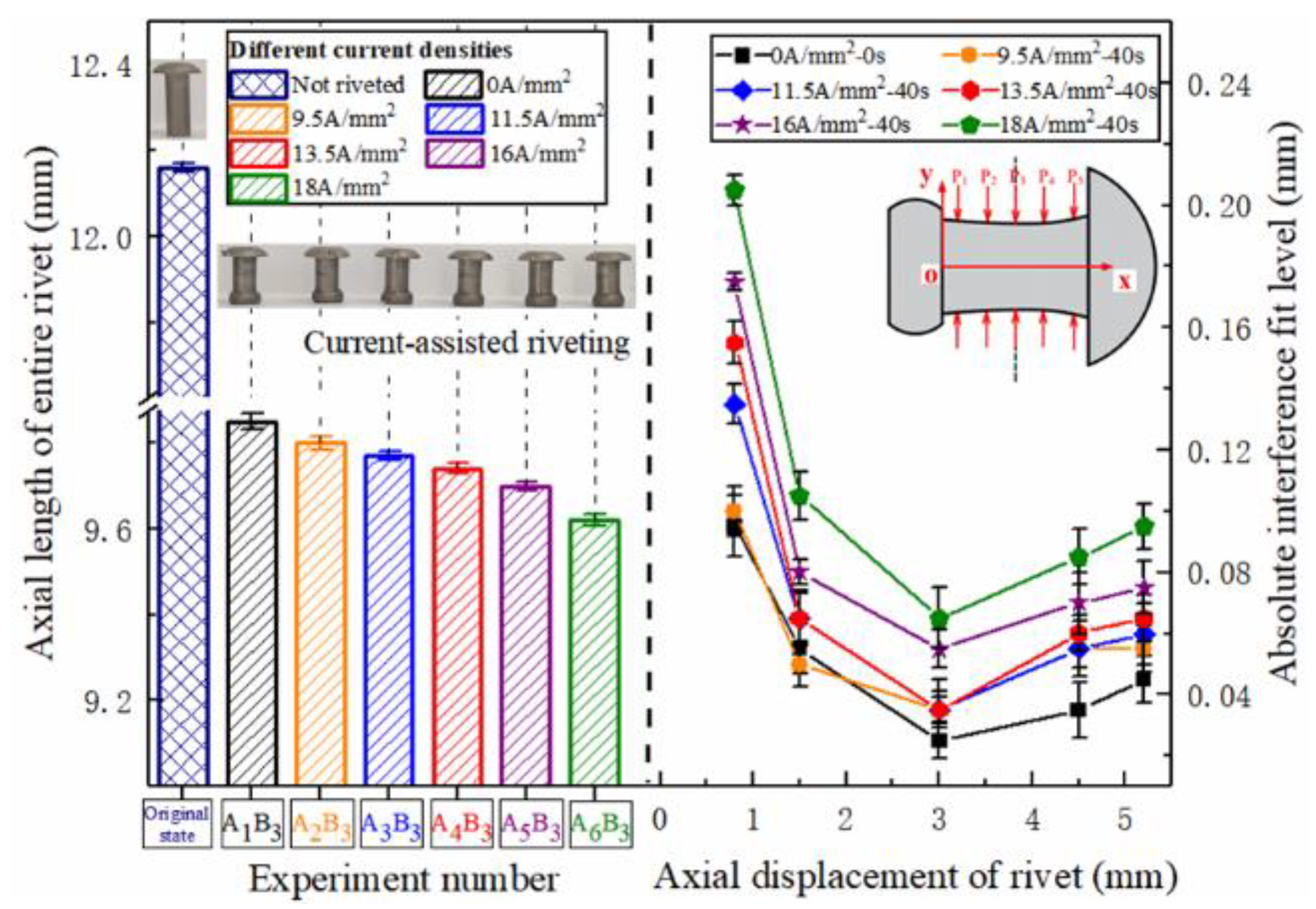
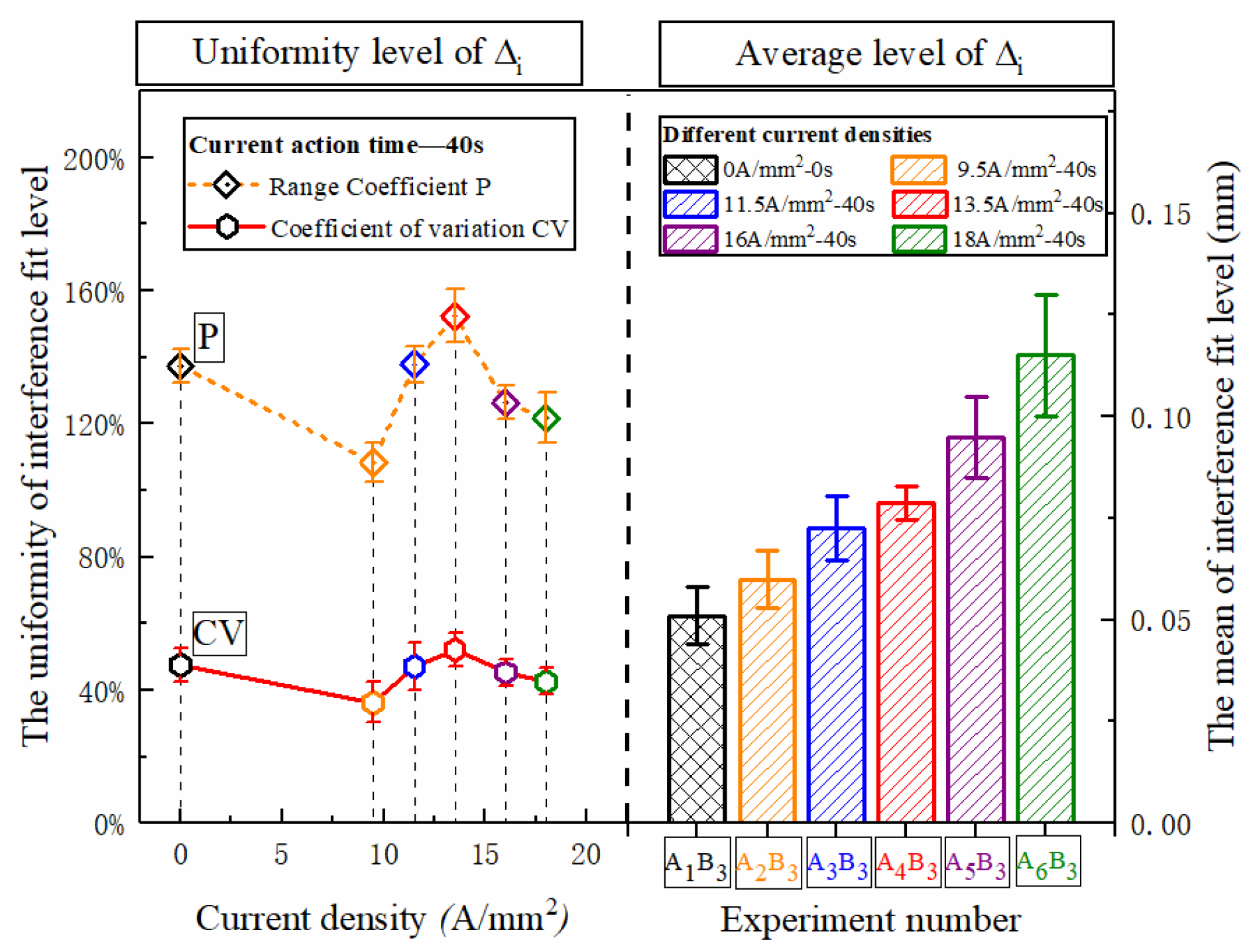
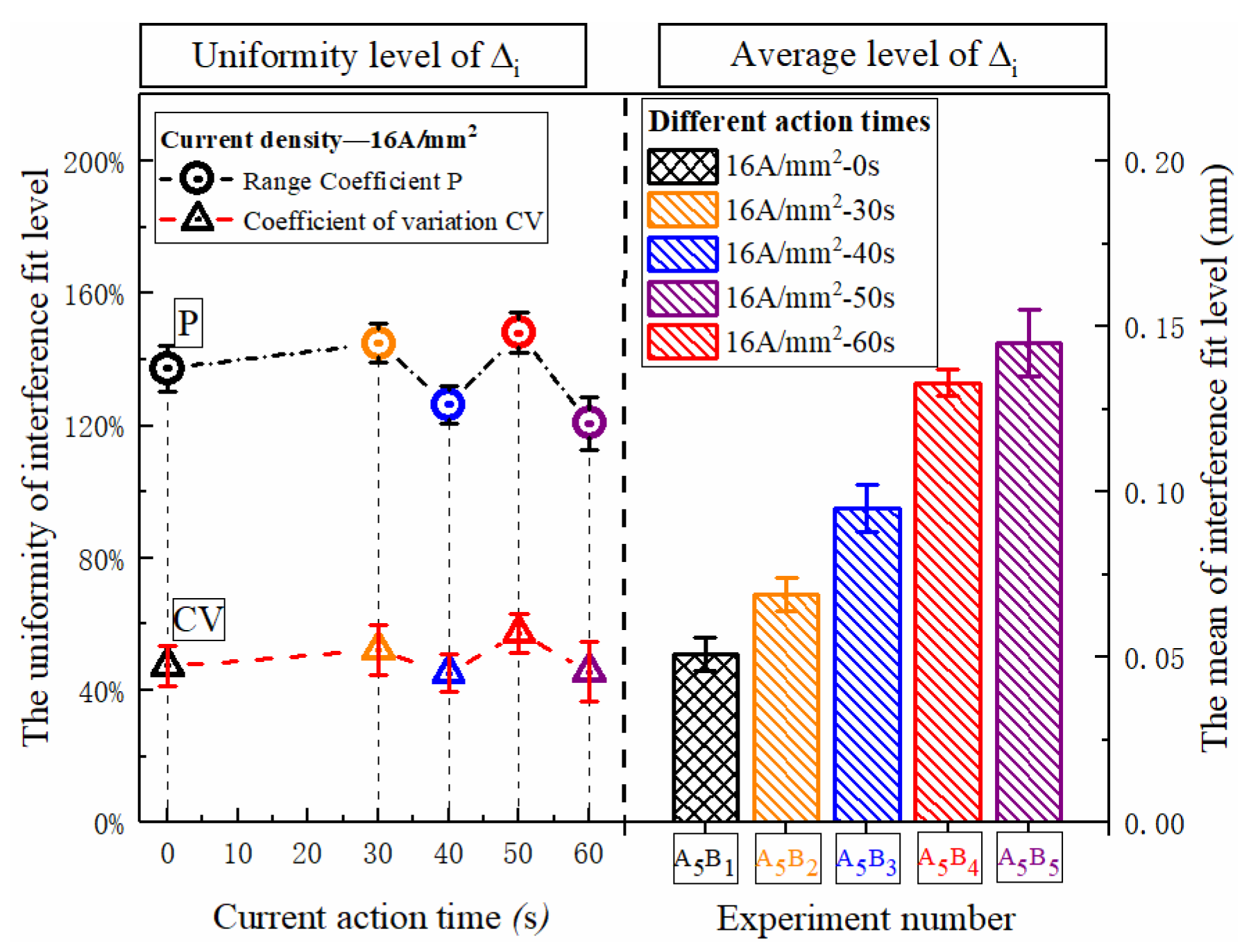
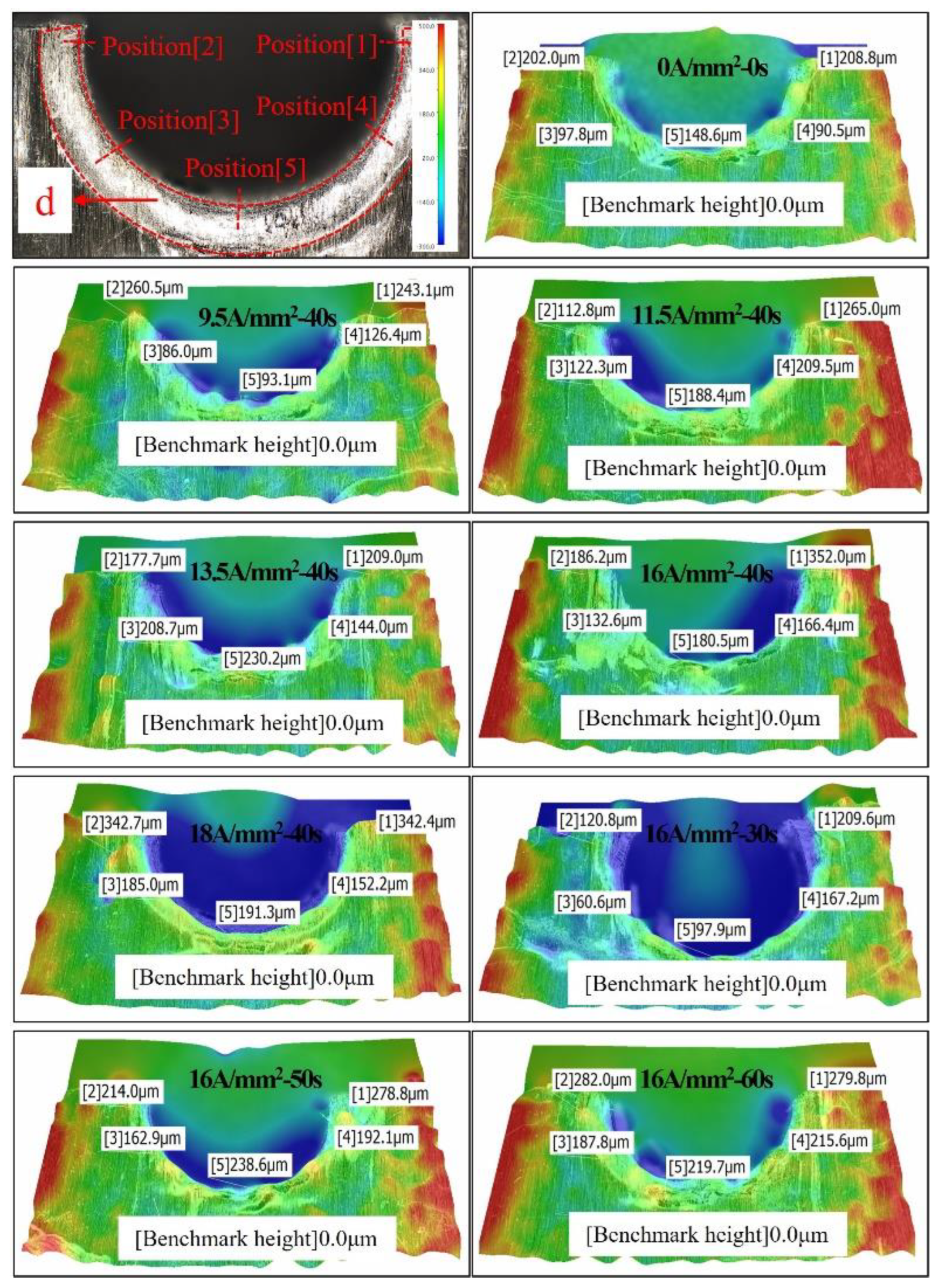
3.2. Riveting Interference Behavior
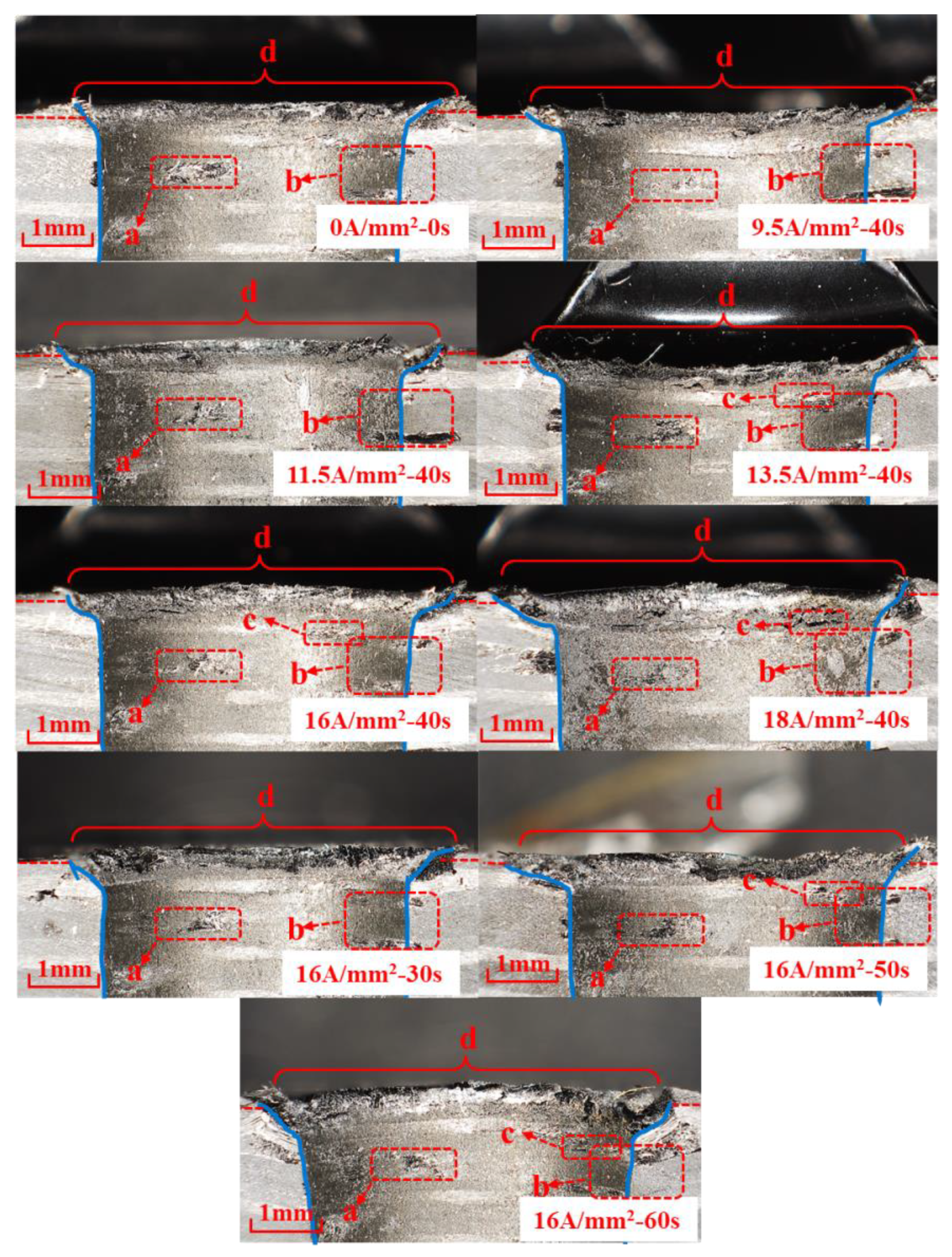
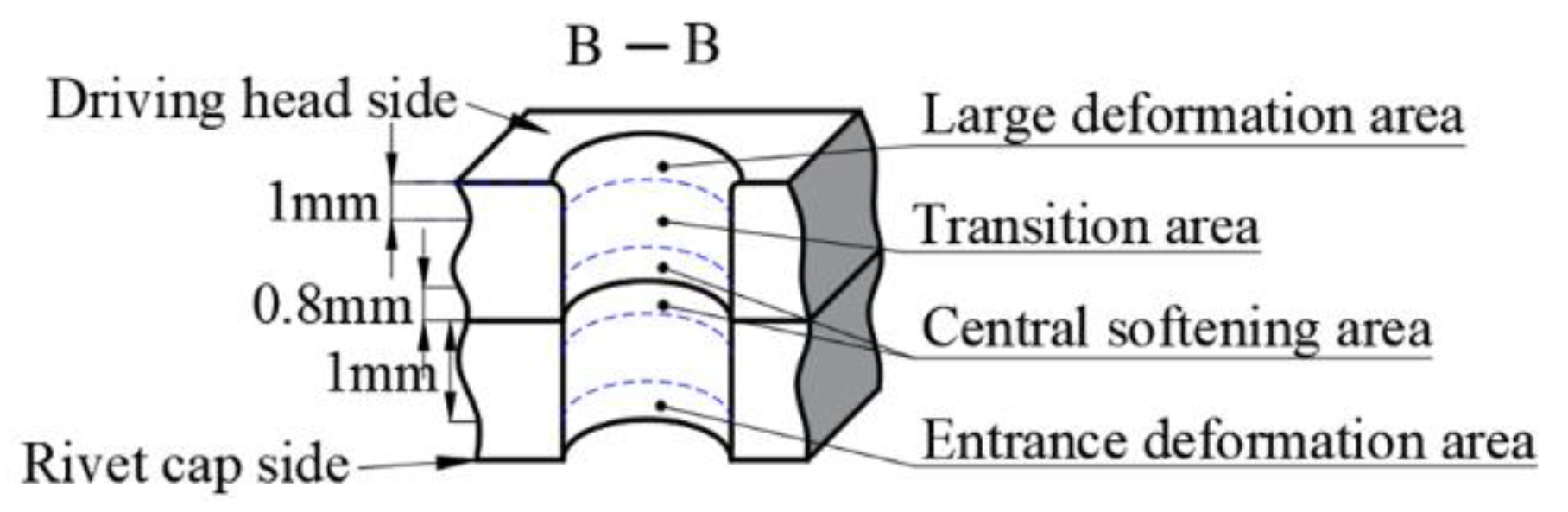
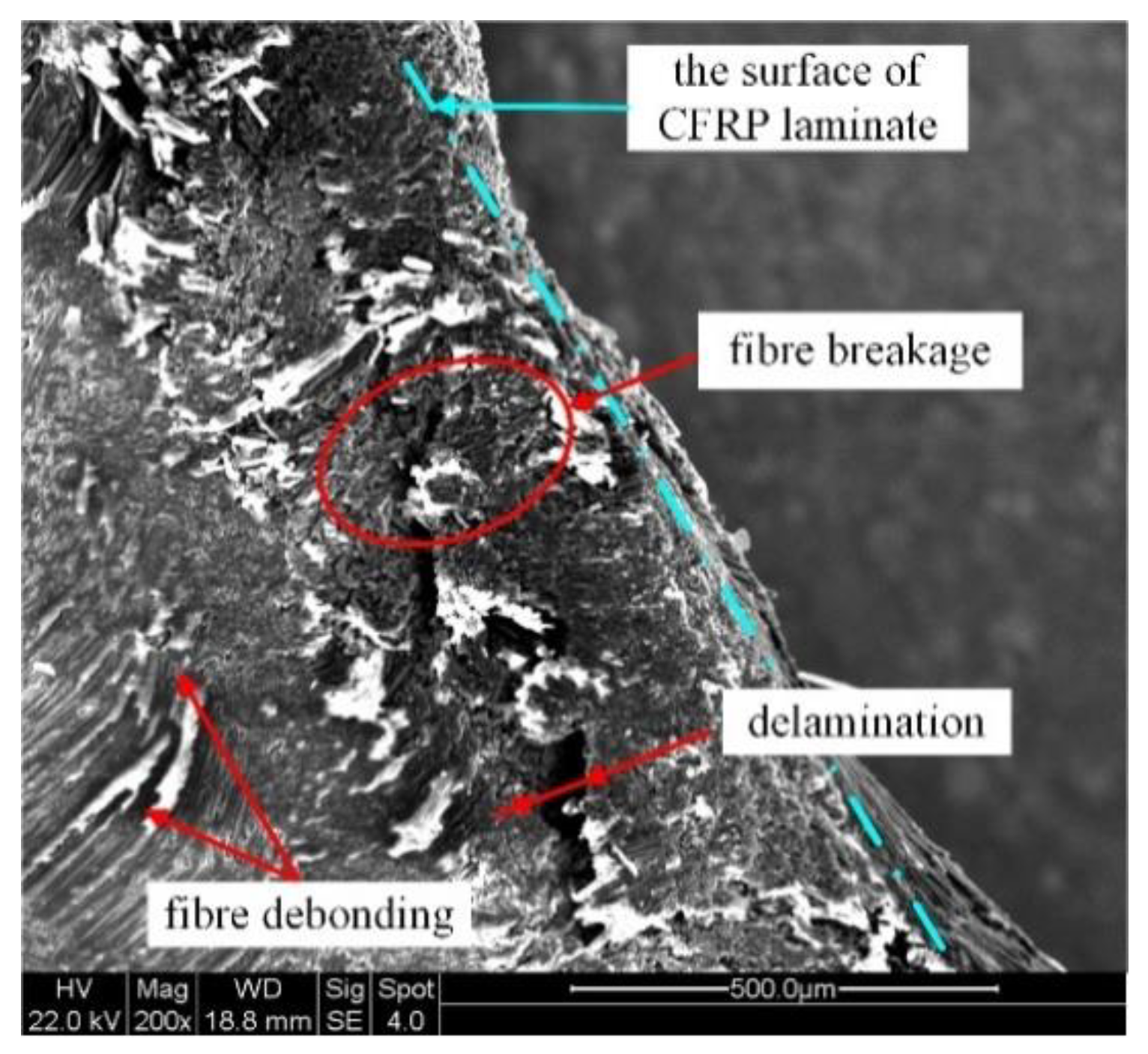
3.3. CFRP Damage
4. Conclusions
- (1)
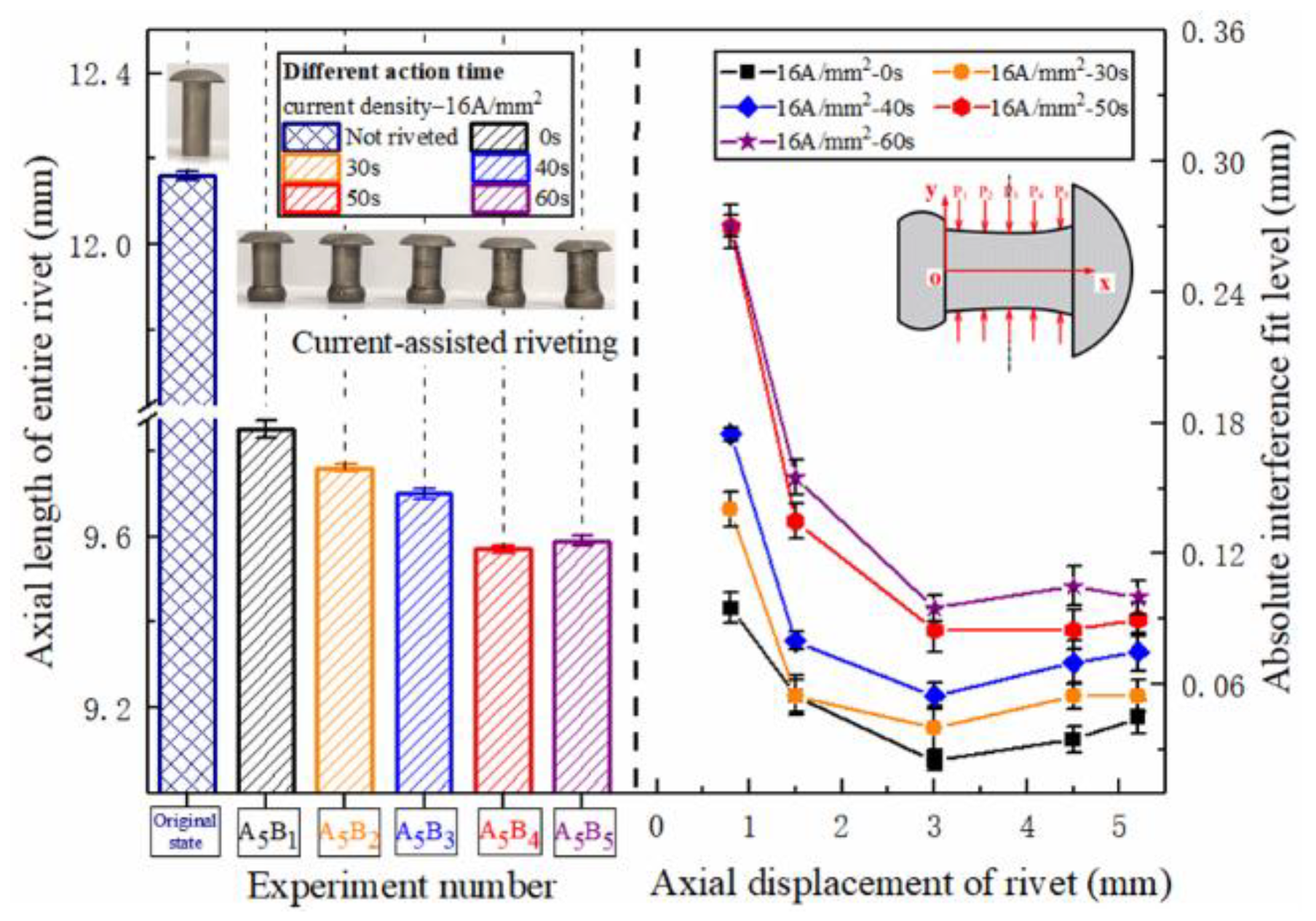
- Current-assisted technology can significantly improve the plasticity of a rivet, and the yield strength can be reduced by 10% to 20%, when the formed pier head is qualified. With the increase in current density, the softening effect of the rivets increases significantly, and there is a threshold for the effect of electrical duration on improvement of plasticity.
- (2)
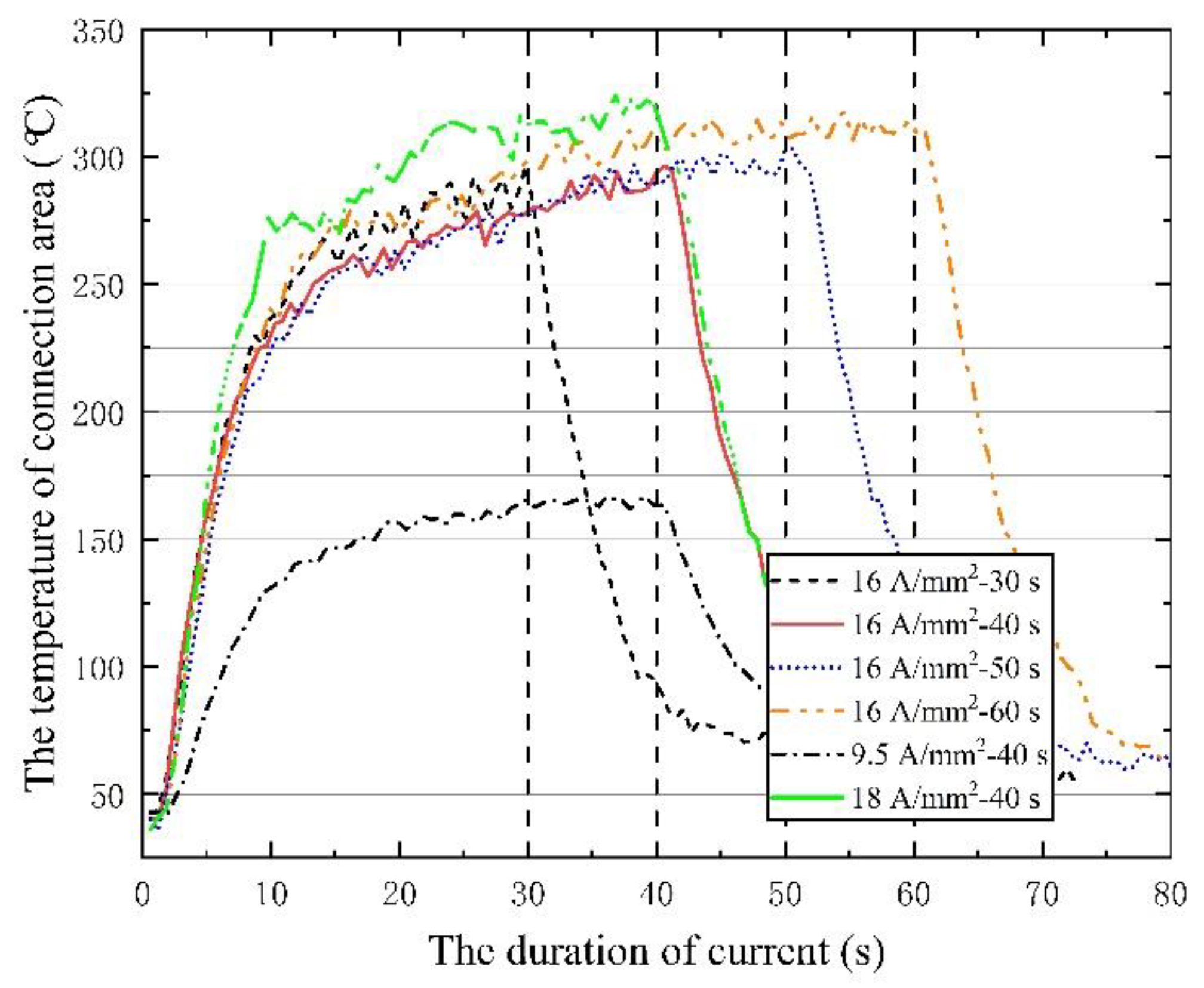
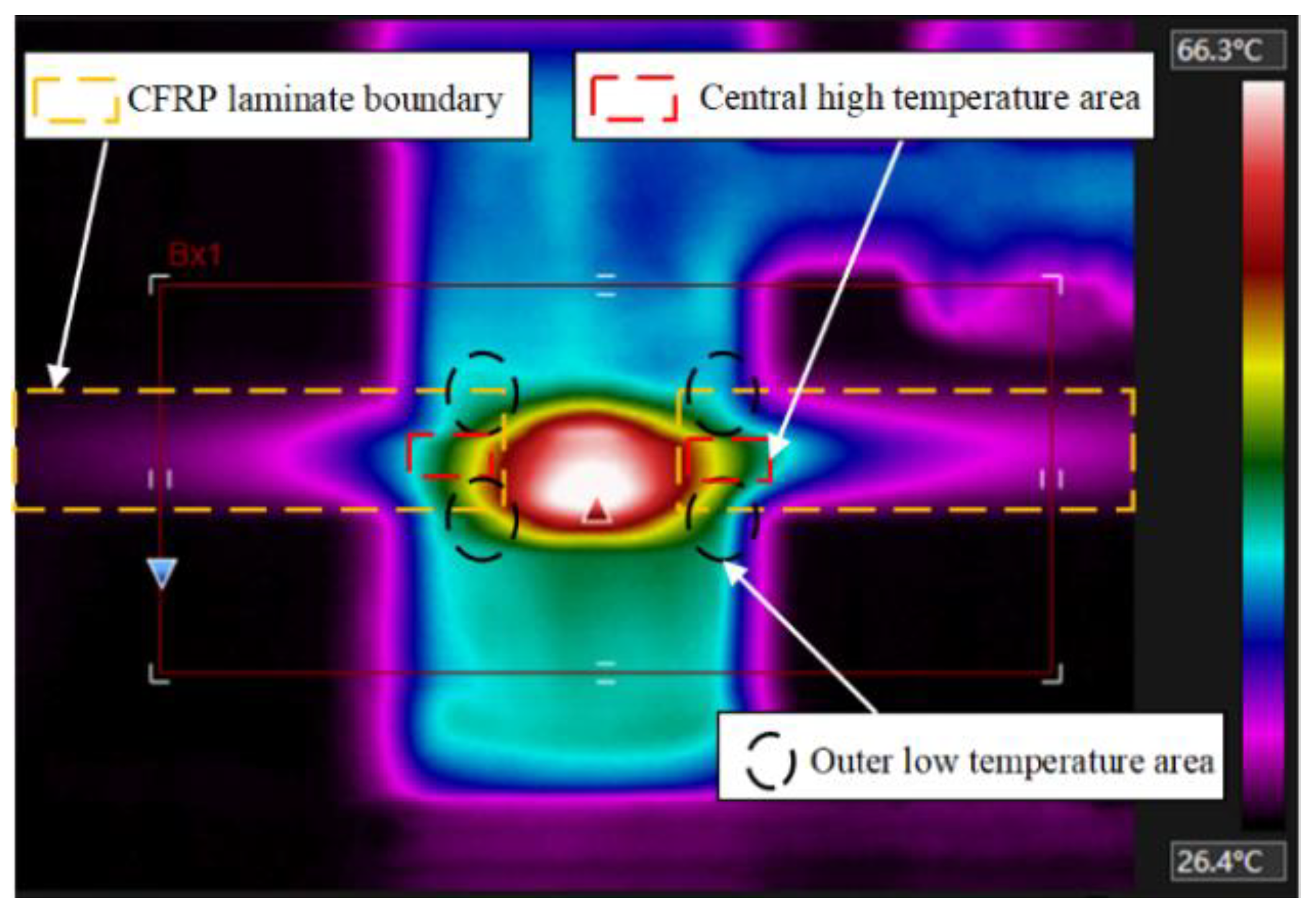
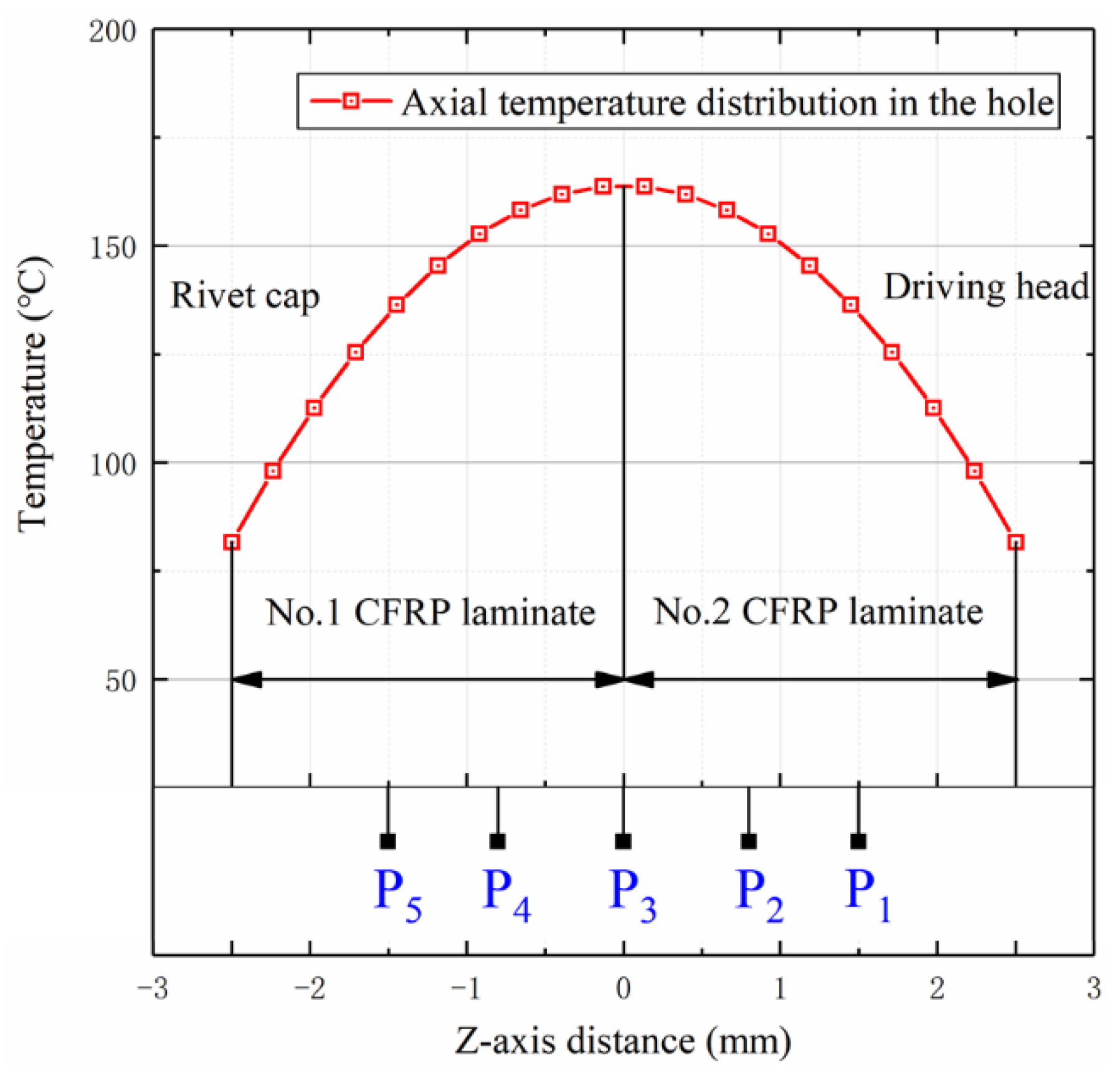
- The temperature of the riveting process under the electric heating environment rises rapidly and shows a saturation value. The maximum saturation temperature directly affects the softening degree of CFRP in the connection area and affects the overall interference distribution. The non-uniform distribution of temperature in the CFRP hole affects the uniformity of the interference fit formation. When the current density is 9.5 A/mm2-40 s, the uniformity of the interference is increased by about 30%.
- (3)
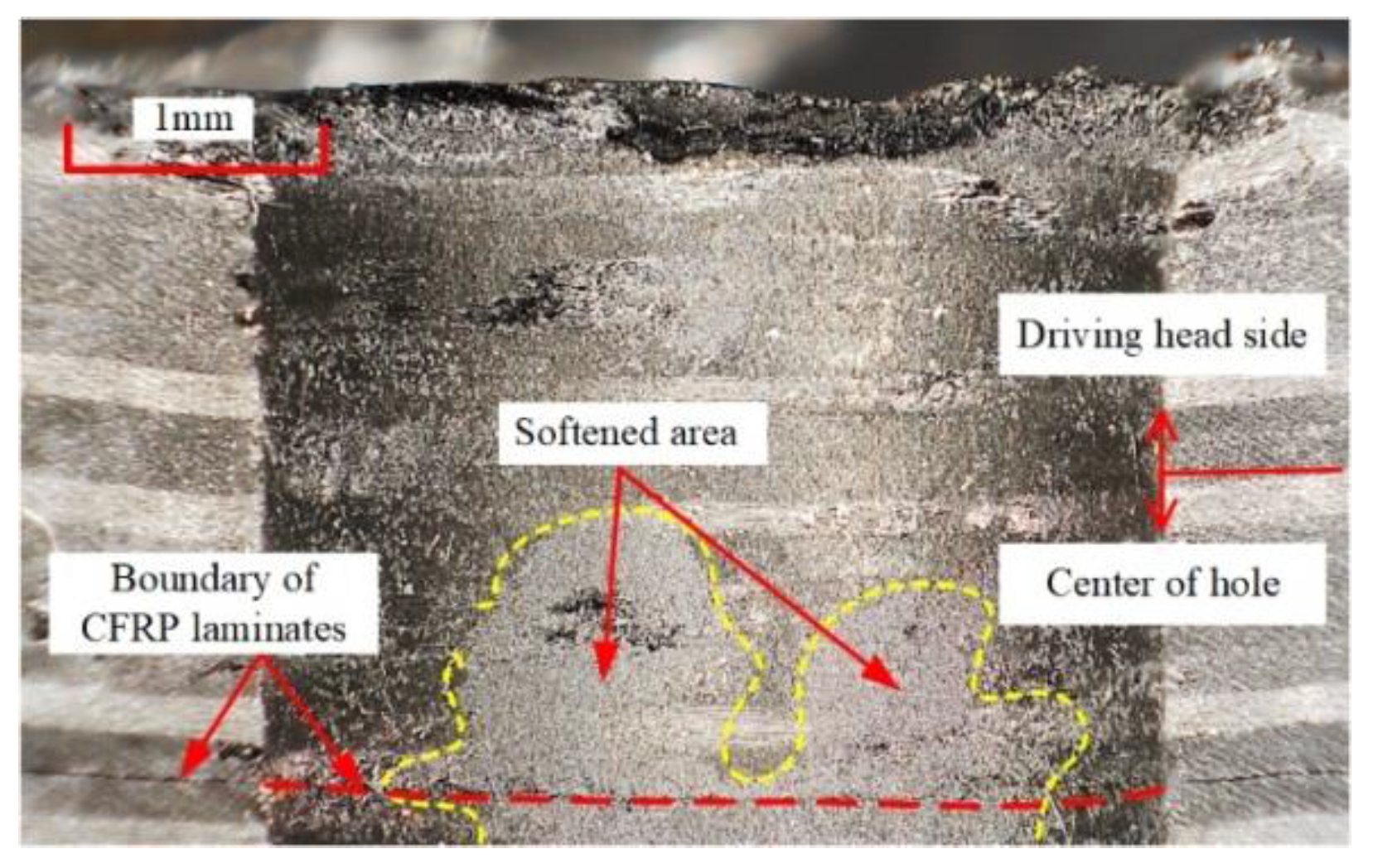
- The most easily damaged position of the new riveting technology is the exit of the driving head, which is the same as that of conventional riveting. Large deformation results in a certain degree of crushing of the radial hole wall, but the material accumulation height formed by extrusion meets the standard requirements. Under the action of high current density and long duration, the damage in the CFRP hole is aggravated, and the damage at different depths of hole will show the damage form of different dominant mechanisms due to the level of temperature and interference.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, L.; Jia, C.Y.; He, J.M.; Zhao, F.; Fan, D.; Xing, L.; Wang, M.; Wang, F.; Jiang, Z.; Huang, Y. Interfacial characterization, control and modification of carbon fiber reinforced polymer composites. Compos. Sci. Technol. 2015, 121, 56–72. [Google Scholar] [CrossRef]
- Morimoto, T.; Koyanagi, J. (Eds.) Cathodic protection tests for the galvanic corrosion of airframe grade cfrp/al systems. In Proceedings of the 57th AIAA/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, San Diego, CA, USA, 4–8 January 2016; AIAA: Reston, WV, USA, 2016. [Google Scholar]
- Mehner, A.; von Hehl, A.; Zoch, H.W. Galvanic corrosion of aluminum wrought alloys in integral hybrid components with carbon fiber reinforced plastics (cfrp) and titanium. Mater. Corros. 2018, 69, 648–660. [Google Scholar] [CrossRef]
- Xue, H.; Tao, Q.; Bayraktar, E. Effect of interference-fit on fatigue life for composite lap joints. Adv. Mater. Res. 2014, 939, 39–46. [Google Scholar] [CrossRef]
- Liu, Y.; Dai, M.; Guha, A.; Gao, X.; Fu, Z. Damage characteristics and microstructure response of steel alloy q235b subjected to simulated lightning currents. IEEE Access 2019, 7, 9258–9264. [Google Scholar] [CrossRef]
- Zhao, J.; Ren, Z.; Zhang, H.; Wang, G.-X.; Dong, Y.; Ye, C. Electroplasticity in az31b subjected to short-duration high-frequency pulsed current. J. Appl. Phys. 2019, 125, 185104. [Google Scholar] [CrossRef]
- Deng, D.; Liu, Q.; Li, X.; Yu, T.; Zhang, L.; Wang, G.; Zhang, H. Effects of pulsed current on microstructure and properties of crack tip in remanufacturing blank. Rare Metal. Mater. Eng. 2017, 46, 2208–2213. [Google Scholar]
- Perkins, T.A.; Kronenberger, T.J.; Roth, J.T. Metallic forging using electrical flow as an alternative to warm/hot working. J. Manuf. Sci. Eng. Trans. ASME 2007, 129, 84–94. [Google Scholar] [CrossRef]
- Ross, C.D.; Kronenberger, T.J.; Roth, J.T. Effect of dc on the formability of Ti-6Al-4V. J. Eng. Mater. Technol. Trans. ASME 2009, 131, 031004. [Google Scholar] [CrossRef]
- Salandro, W.A.; Bunget, C.; Mears, L. Electroplastic modeling of bending stainless steel sheet metal using energy methods. J. Manuf. Sci. Eng. Trans. ASME 2011, 133, 041008. [Google Scholar] [CrossRef]
- Sun, S. Numerical study on the ideal interference of aircraft riveting joints. IOP Conf. Ser. Mater. Sci. Eng. 2019, 657, 012069-77. [Google Scholar] [CrossRef]
- Lou, M.; Li, Y.; Wang, Y.; Wang, B.; Lai, X. Influence of resistance heating on self-piercing riveted dissimilar joints of aa6061-t6 and galvanized dp590. J. Mater. Process. Technol. 2014, 214, 2119–2126. [Google Scholar] [CrossRef]
- Zhu, R.; Tang, G.; Shi, S.; Fu, M. Effect of electroplastic rolling on deformability and oxidation of nitinb shape memory alloy. J. Mater. Process. Technol. 2013, 213, 30–35. [Google Scholar] [CrossRef]
- Blanchot, V.; Daidie, A. Riveted assembly modelling: Study and numerical characterisation of a riveting process. J. Mater. Process. Technol. 2006, 180, 201–209. [Google Scholar] [CrossRef] [Green Version]
- ASTM. Standard Test Method for Bearing Response of Polymer Matrix Composite Laminates; No.D5961; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Obeidi, M.A.; McCarthy, E.; Kailas, L.; Brabazon, D. Laser surface texturing of stainless steel 316l cylindrical pins for interference fit applications. J. Mater. Process. Technol. 2018, 252, 58–68. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Zhang, K.; Cheng, H.; Zou, P. Modeling on mechanical behavior and damage evolution of single-lap bolted composite interference-fit joints under thermal effects. Chin. J. Aeronaut. 2020, 34, 230–244. [Google Scholar] [CrossRef]
- Li, J.; Zhang, K.; Liu, P.; Duan, Y.; Du, K. Effect of interference fit size on tensile strength and fatigue life of cfrp/ti alloy bolt joints. Indian J. Eng. Mater. Sci. 2016, 23, 247–253. [Google Scholar]
- Song, D.; Zhang, K.; Zhong, H.; Li, Y.; Cheng, H.; Liu, P.; Hu, J. Delamination damage and critical interference percentage for interference fit bolt joint of laminates. Acta Aeronaut. Astronaut. Sin. 2016, 37, 1677–1688. [Google Scholar]
- Kim, S.-Y.; Kim, D. Interference-fit effect on improving bearing strength and fatigue life in a pin-loaded woven carbon fiber-reinforced plastic laminate. J. Eng. Mater. Technol. Trans. ASME 2019, 141, 021006. [Google Scholar] [CrossRef]
- Xiao, Y.X.; Qi, Z.C.; Wang, X.X.; Chen, W.L. Modeling and verification of thermal response in connection area of current-assisted riveting CFRP. Acta Aeronaut. Astronaut. Sin. 2020, 42, 1–15. (In Chinese). Available online: http://kns.cnki.net/kcms/detail/11.1929.V.20201019.1458.018.html (accessed on 20 February 2022).
- Nishino, A.; Oya, T. Influence of Mechanical Characteristics of Epoxy on the Formability of CFRP Sheets under Different Temperatures. Procedia Eng. 2017, 207, 107–112. [Google Scholar] [CrossRef]
- Li, C.; Xian, G. Mechanical property evolution and life prediction of carbon fiber and pultruded carbon fiber reinforced polymer plate exposed to elevated temperatures. Polym. Compos. 2020, 41, 5143–5155. [Google Scholar] [CrossRef]
- Ke, W.; Young, B.; Smith, S.T. Mechanical properties of pultruded carbon fibre-reinforced polymer (CFRP) plates at elevated temperatures. Eng. Struct. 2011, 33, 2154–2161. [Google Scholar]
- Raoof, S.M.; Ibraheem, O.F.; Tais, A.S. Confinement effectiveness of cfrp strengthened concrete cylinders subjected to high temperatures. Adv. Concr. Constr. 2020, 9, 529–535. [Google Scholar]
- Liu, S.; Zhang, W.; Wu, Y.; Chen, Y. The damage investigation of wedge-shaped electromagnetic riveting structure of cfrp/aluminium alloy. J. Test. Eval. 2013, 41, 188–193. [Google Scholar] [CrossRef]
- AVIC. Aircraft Assembling Technology Part 21: Composites Materials Riveting: HB/Z223.21; AVIC Standards: Beijing, China, 2003. [Google Scholar]
- Tam, L.-H.; Zhou, A.; Yu, Z.; Qiu, Q.; Lau, D. Understanding the effect of temperature on the interfacial behavior of cfrp-wood composite via molecular dynamics simulations. Compos. Part B Eng. 2017, 109, 227–237. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Objects | Materials | Types | Dimensions(mm) |
|---|---|---|---|
| Rivets | Ti45Nb | button head | Φ4 × 10.4 |
| CFRP plates | T700-50% Epoxy resin-50% | [0°/45°/−45°/90°] S | 2.5/2.5 |
| Factors | Levels | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Current density (A) A/mm2 | 0 | 9.5 | 11.5 | 13.5 | 16 | 18 |
| Action time (B) s | 0 | 30 | 40 | 50 | 60 | - |
| Experiment Number | Current Density (A/mm2) | Yield Stress σs (MPa) | |
|---|---|---|---|
| Average | Standard Deviation | ||
| A1B3 | 0 | 640 | 10.8 |
| A2B3 | 9.5 | 600 | 8.6 |
| A3B3 | 11.5 | 568 | 3.7 |
| A4B3 | 13.5 | 526 | 6.4 |
| A5B3 | 16 | 517 | 2.4 |
| A6B3 | 18 | 493 | 6.9 |
| Experiment Number | Electrical Action Time (S) | Yield Stress σs (MPa) | |
|---|---|---|---|
| Average | Standard Deviation | ||
| A5B1 | 0 | 640 | 10.80123 |
| A5B2 | 30 | 554 | 5.88784 |
| A5B3 | 40 | 517 | 4.32049 |
| A5B4 | 50 | 515 | 8.64098 |
| A5B5 | 60 | 511 | 5.09901 |
| Experiment Number | Position P1 | Position P2 | Position P3 | Position P4 | Position P5 | Mean |
|---|---|---|---|---|---|---|
| A1B3/A5B1 | 0.095 | 0.055 | 0.025 | 0.035 | 0.045 | 0.051 |
| A2B3 | 0.100 | 0.05 | 0.035 | 0.055 | 0.055 | 0.06 |
| A3B3 | 0.135 | 0.065 | 0.035 | 0.055 | 0.060 | 0.0725 |
| A4B3 | 0.155 | 0.065 | 0.035 | 0.060 | 0.065 | 0.07875 |
| A5B3 | 0.175 | 0.080 | 0.055 | 0.070 | 0.075 | 0.095 |
| A6B3 | 0.205 | 0.105 | 0.065 | 0.085 | 0.095 | 0.115 |
| A5B2 | 0.140 | 0.055 | 0.040 | 0.055 | 0.055 | 0.069 |
| A5B4 | 0.270 | 0.135 | 0.085 | 0.085 | 0.090 | 0.133 |
| A5B5 | 0.270 | 0.155 | 0.095 | 0.105 | 0.100 | 0.145 |
| Symbol | Unit | Value |
|---|---|---|
| d | mm | 4 |
| Kf | W/m·K | 0.51 |
| ρs | Ω·m2/m | 1.7 × 10−6 |
| - | 0.4 | |
| f | Hz | 33,000 |
| D | s | 3.03 × 10−4 |
| J | A/mm2 | 9.5 |
| Experiment Number | Position [1] | Position [2] | Position [3] | Position [4] | Position [5] | Mean |
|---|---|---|---|---|---|---|
| A1B3/A5B1 | 208.8 | 202.0 | 97.8 | 90.5 | 148.6 | 149.54 |
| A2B3 | 243.1 | 260.5 | 86.0 | 126.4 | 93.1 | 161.82 |
| A3B3 | 265.0 | 112.8 | 122.3 | 209.5 | 188.4 | 179.6 |
| A4B3 | 209.0 | 177.7 | 208.7 | 144.0 | 230.2 | 193.92 |
| A5B3 | 352.0 | 186.2 | 132.6 | 166.4 | 180.5 | 203.54 |
| A6B3 | 342.4 | 342.7 | 185.0 | 152.2 | 191.3 | 242.72 |
| A5B2 | 209.6 | 120.8 | 60.6 | 167.2 | 97.9 | 131.22 |
| A5B4 | 278.8 | 214.0 | 162.9 | 192.1 | 238.6 | 217.28 |
| A5B5 | 279.8 | 282.0 | 187.8 | 215.6 | 219.7 | 236.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, Z.; Zhang, Z.; Xiao, Y.; Wang, X. Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates. Materials 2022, 15, 1673. https://doi.org/10.3390/ma15051673
Qi Z, Zhang Z, Xiao Y, Wang X. Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates. Materials. 2022; 15(5):1673. https://doi.org/10.3390/ma15051673
Chicago/Turabian StyleQi, Zhenchao, Ziqin Zhang, Yexin Xiao, and Xingxing Wang. 2022. "Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates" Materials 15, no. 5: 1673. https://doi.org/10.3390/ma15051673
APA StyleQi, Z., Zhang, Z., Xiao, Y., & Wang, X. (2022). Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates. Materials, 15(5), 1673. https://doi.org/10.3390/ma15051673