
Impact of Mechanical Stress and Nitrogen Doping on the Defect Distribution in the Initial Stage of the 4H-SiC PVT Growth Process


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. KOH Etching
3.2. Raman Measurements
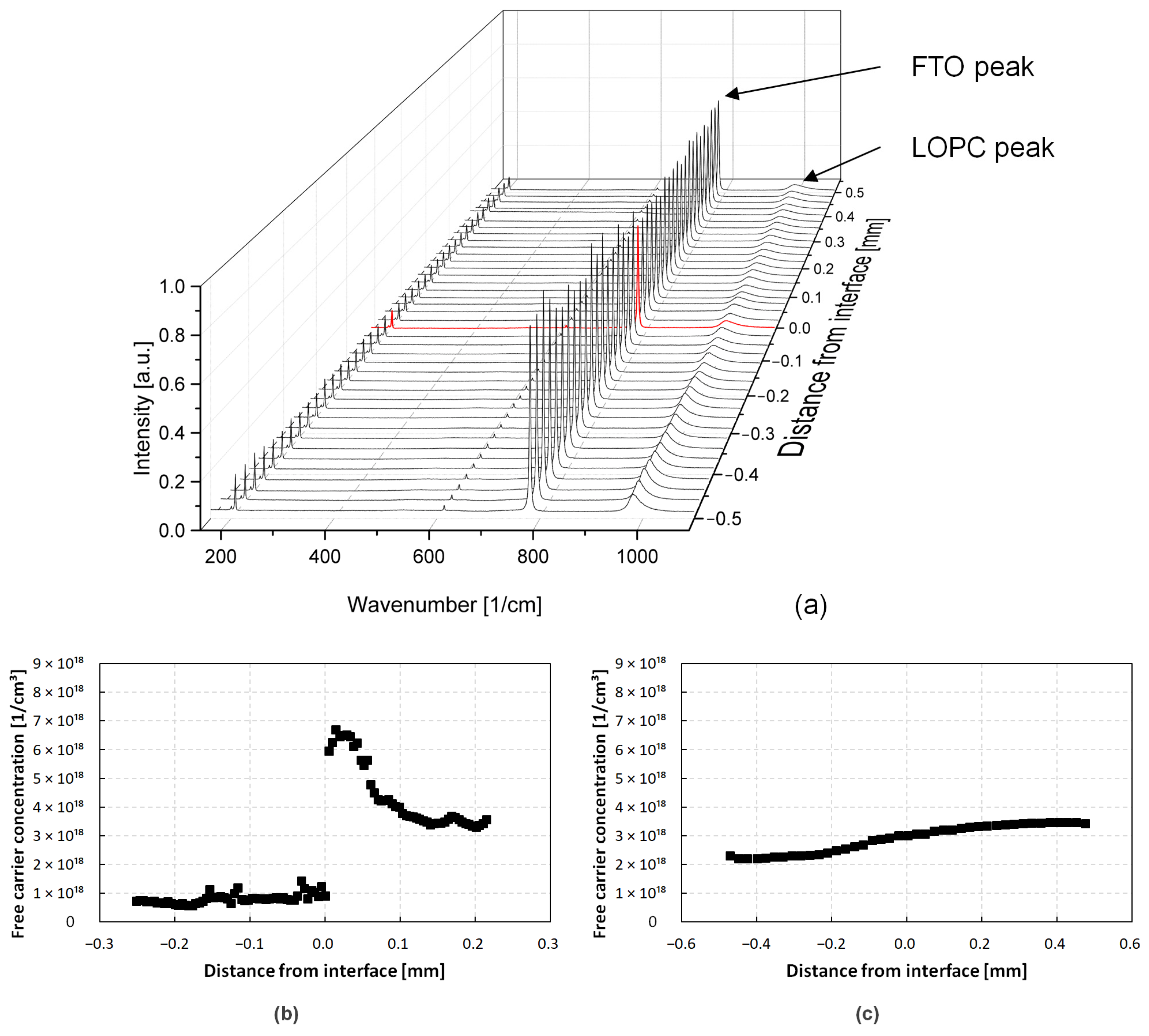
3.2.1. Characterization of the LOPC Peak Positions
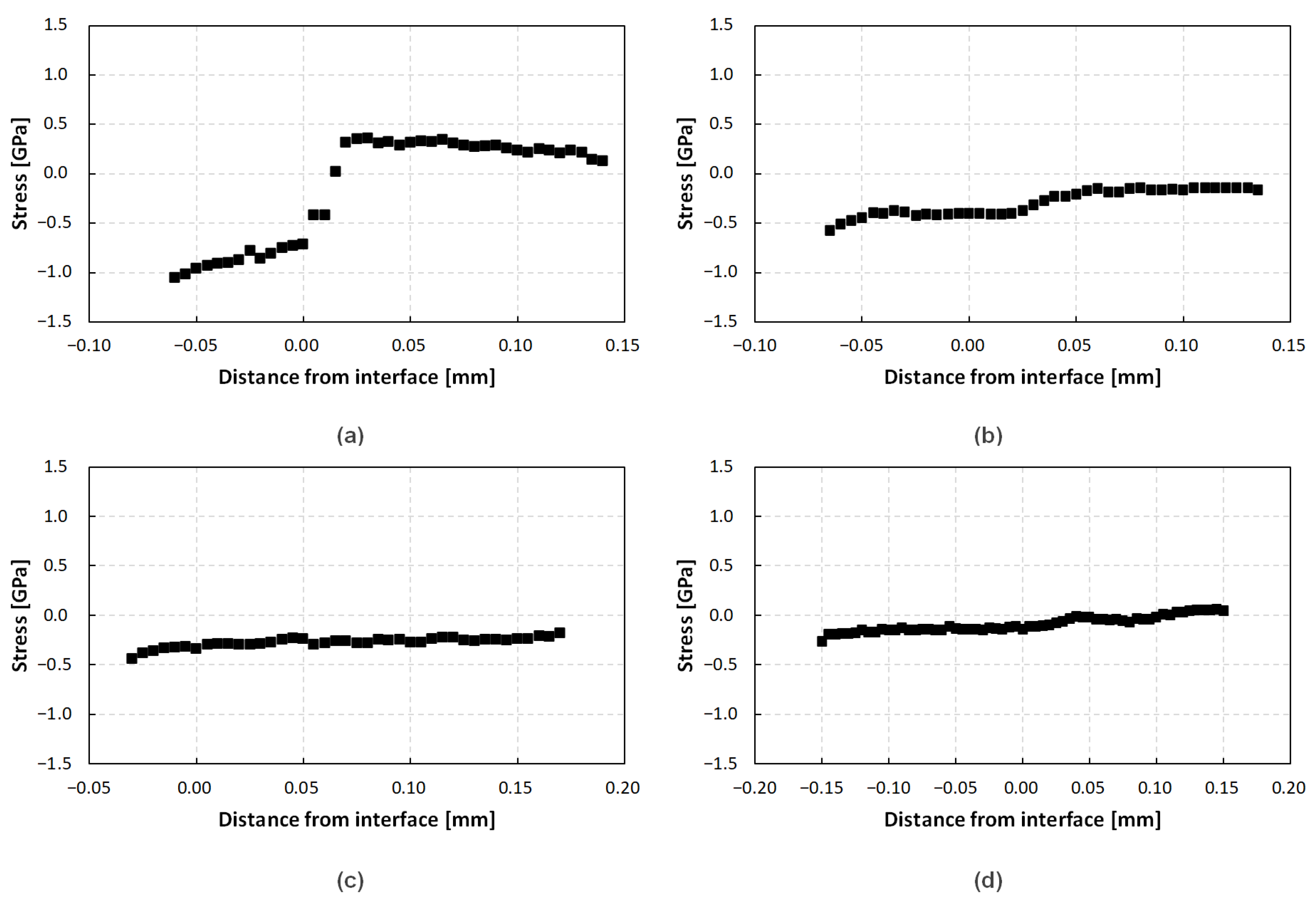
3.2.2. Characterization of the FTO Peak Positions
3.3. Numerical Results
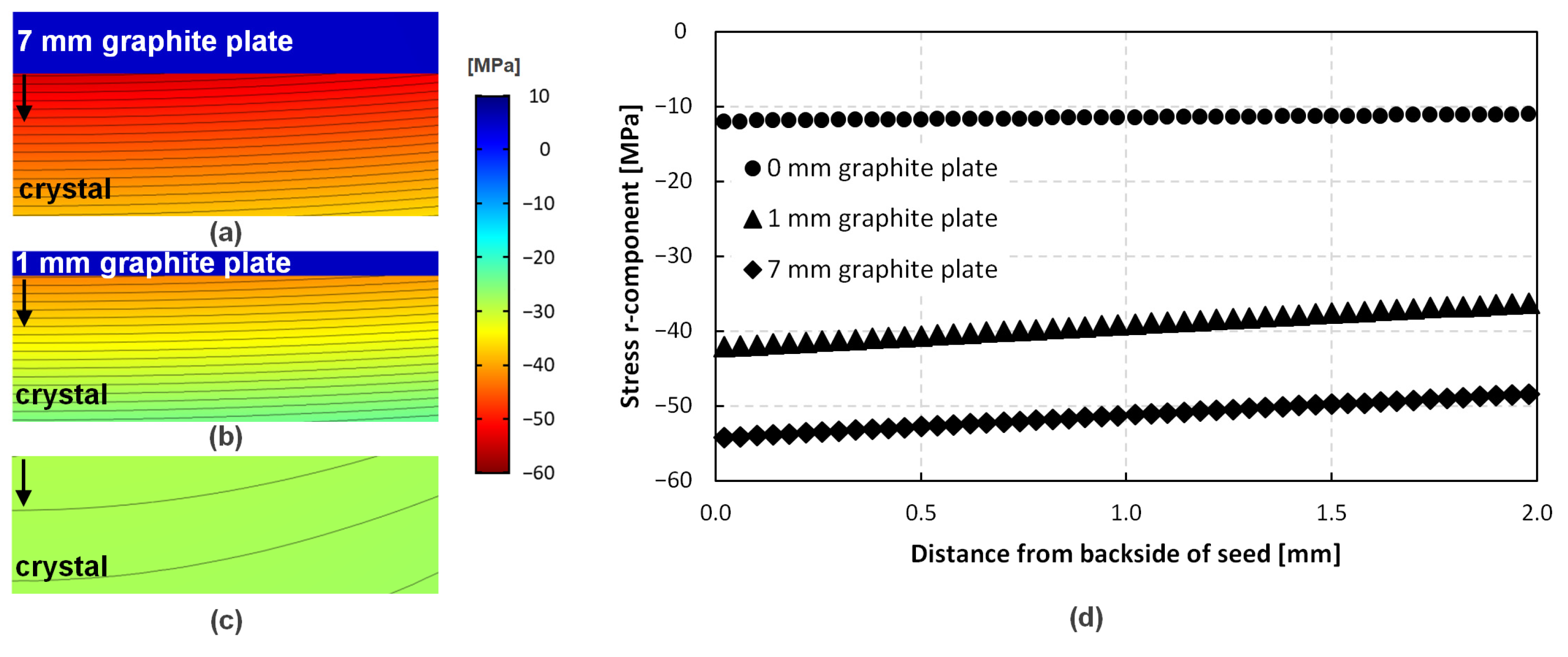
3.3.1. Stress Simulation of Differing Attachment Strategies
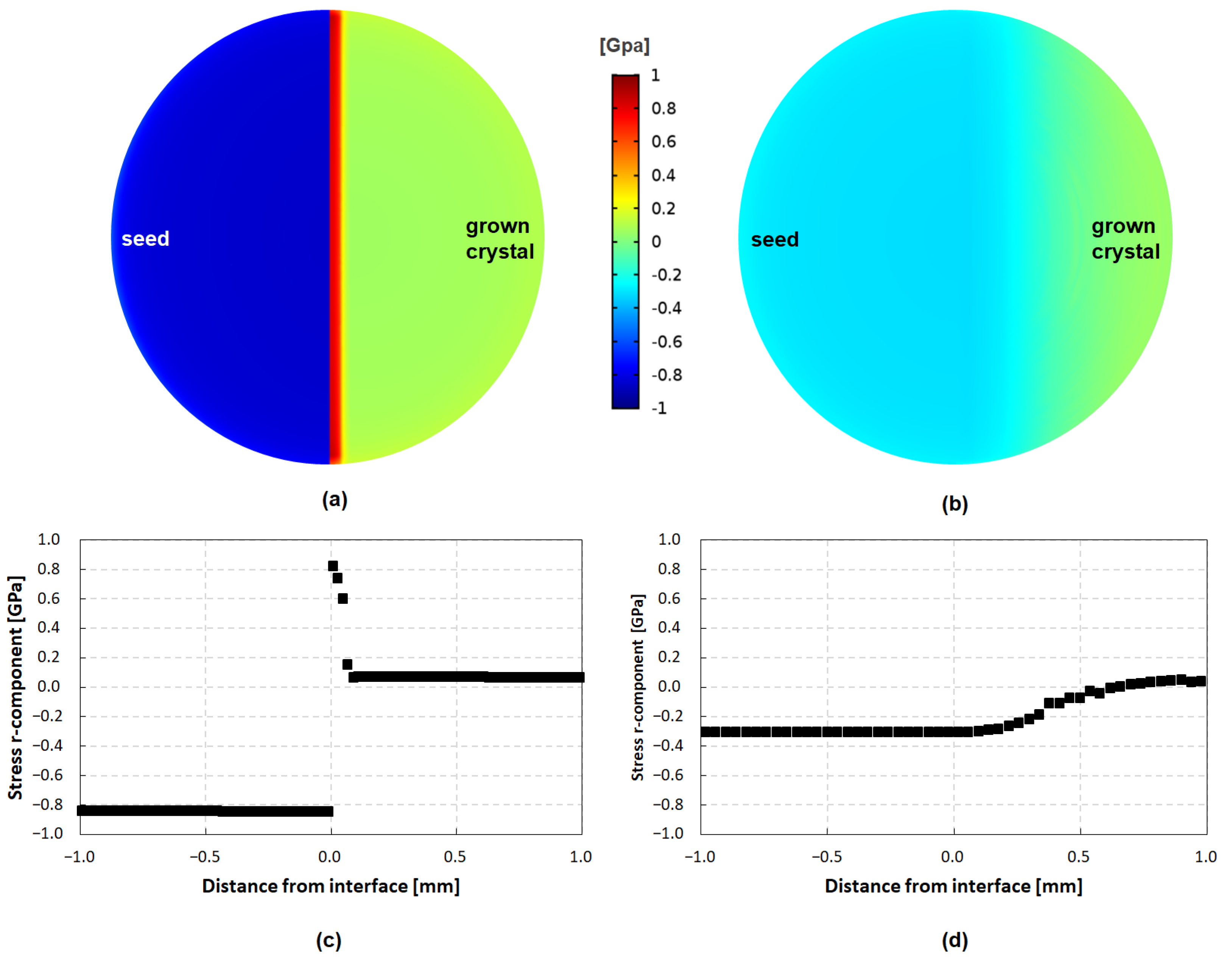
3.3.2. Stress Simulation of Differing Nitrogen Doping
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wellmann, P.J. Review of SiC crystal growth technology. Semicond. Sci. Technol. 2018, 33, 103001. [Google Scholar] [CrossRef]
- Wellmann, P.; Ohtani, N.; Rupp, R. Wide Bandgap Semiconductors for Power Electronics; Wiley-VCH: Weinheim, Germany, 2021. [Google Scholar]
- Verma, J.; Pant, S.; Kumar, A.; Kumar Jangir, B.; Dalal, J.; Ram, M. Analysis of trench termination in 4H-nSiC based power devices. Mater. Today Proc. 2021, 46, 11072–11076. [Google Scholar] [CrossRef]
- Held, R.; Kaminski, N.; Niemann, E. SiC Merged p-n/Schottky Rectifiers for High Voltage Applications. Mater. Sci. Forum 1998, 264–268, 1057–1060. [Google Scholar] [CrossRef]
- Hefner, A.R.; Singh, R.; Jih-Sheg, L.; Berning, D.W.; Bouche, S.; Chapuy, C. SiC power diodes provide breakthrough performance for a wide range of applications. IEEE Trans. Power Electron. 2001, 16, 273–280. [Google Scholar] [CrossRef]
- Schmitt, E.; Straubinger, T.; Rasp, M.; Weber, A.D. Defect reduction in sublimation grown SiC bulk crystals. Superlattices Microstruct. 2006, 40, 320–327. [Google Scholar] [CrossRef]
- Nakabayashi, M.; Fujimoto, T.; Katsuno, M.; Ohtani, N.; Tsuge, H.; Yashiro, H.; Aigo, T.; Hoshino, T.; Hirano, H.; Tatsumi, K. Growth of Crack-Free 100mm-Diameter 4H-SiC Crystals with Low Micropipe Densities. Mater. Sci. Forum 2008, 600–603, 3–6. [Google Scholar] [CrossRef]
- Ohtani, N.; Katsuno, M.; Fujimoto, T.; Nakabayashi, M.; Tsuge, H.; Yashiro, H.; Aigo, T.; Hirano, H.; Hoshino, T.; Ohashi, W. Analysis of Basal Plane Bending and Basal Plane Dislocations in 4H-SiC Single Crystals. Jpn. J. Appl. Phys. 2009, 48, 065503. [Google Scholar] [CrossRef]
- Shinagawa, N.; Izawa, T.; Manabe, M.; Yamochi, T.; Ohtani, N. Populations and propagation behaviors of pure and mixed threading screw dislocations in physical vapor transport grown 4H-SiC crystals investigated using X-ray topography. Jpn. J. Appl. Phys. 2020, 59, 091002. [Google Scholar] [CrossRef]
- Manning, I.; Chung, G.Y.; Sanchez, E.; Yang, Y.; Guo, J.Q.; Goue, O.; Raghothamachar, B.; Dudley, M. Optimization of 150 mm 4H SiC Substrate Crystal Quality. Mater. Sci. Forum 2018, 924, 11–14. [Google Scholar] [CrossRef]
- Quast, J.; Dudley, M.; Guo, J.Q.; Hansen, D.; Manning, I.; Mueller, S.; Raghothamachar, B.; Sanchez, E.; Whiteley, C.; Yang, Y. Post-Growth Micropipe Formation in 4H-SiC. Mater. Sci. Forum 2016, 858, 367–370. [Google Scholar] [CrossRef]
- Dudley, M.; Chen, Y.; Huang, X.R.; Ma, R.H. Aspects of Dislocation Behavior in SiC. Mater. Sci. Forum 2008, 600–603, 261–266. [Google Scholar] [CrossRef]
- Dudley, M.; Zhang, N.; Zhang, Y.; Raghothamachar, B.; Byrapa, S.Y.; Choi, G.; Sanchez, E.K.; Hansen, D.M.; Drachev, R.; Loboda, M.J. Characterization of 100 mm Diameter 4H-Silicon Carbide Crystals with Extremely Low Basal Plane Dislocation Density. Mater. Sci. Forum 2010, 645–648, 291–294. [Google Scholar] [CrossRef]
- Suo, H.; Tsukimoto, S.; Eto, K.; Osawa, H.; Kato, T.; Okumura, H. Corrigendum: “Evaluation of the increase in threading dislocation during the initial stage of physical vapor transport growth of 4H-SiC”. Jpn. J. Appl. Phys. 2019, 58, 019301. [Google Scholar] [CrossRef]
- Ohshige, C.; Takahashi, T.; Ohtani, N.; Katsuno, M.; Fujimoto, T.; Sato, S.; Tsuge, H.; Yano, T.; Matsuhata, H.; Kitabatake, M. Defect formation during the initial stage of physical vapor transport growth of 4H–SiC in the[1 12¯0]direction. J. Cryst. Growth 2014, 408, 1–6. [Google Scholar] [CrossRef]
- Choi, J.W.; Son, C.H.; Choi, J.M.; Lee, G.S.; Lee, W.J.; Kim, I.S.; Shin, B.C.; Ku, K.R. Initial Stage Modification for 6H-SiC Single Crystal Grown by the Physical Vapor Transport (PVT) Method. Mater. Sci. Forum 2009, 615–617, 7–10. [Google Scholar] [CrossRef]
- Tymicki, E.; Grasza, K.; Diduszko, R.; Bożek, R.; Gała, M. Initial stages of SiC crystal growth by PVT method. Cryst. Res. Technol. 2007, 42, 1232–1236. [Google Scholar] [CrossRef]
- Shioura, K.; Shinagawa, N.; Izawa, T.; Ohtani, N. Structural characterization of the grown crystal/seed interface of physical vapor transport grown 4H-SiC crystals using Raman microscopy and X-ray topography. J. Cryst. Growth 2019, 515, 58–65. [Google Scholar] [CrossRef]
- Stockmeier, M.; Müller, R.; Sakwe, S.A.; Wellmann, P.; Magerl, A. On the lattice parameters of silicon carbide. J. Appl. Phys. 2009, 105, 033511. [Google Scholar] [CrossRef]
- Matsumoto, T.; Nishizawa, S.I.; Yamasaki, S. Calculation of Lattice Constant of 4H-SiC as a Function of Impurity Concentration. Mater. Sci. Forum 2010, 645–648, 247–250. [Google Scholar] [CrossRef]
- Sanchez, E.K.; Kuhr, T.; Heydemann, V.D.; Snyder, D.W.; Rohrer, G.S.; Skowronski, M. Formation of thermal decomposition cavities in physical vapor transport of silicon carbide. J. Electron. Mater. 2000, 29, 347–352. [Google Scholar] [CrossRef]
- Arzig, M.; Salamon, M.; Uhlmann, N.; Wellmann, P.J. Investigation of the Growth Kinetics of SiC Crystals during Physical Vapor Transport Growth by the Application of In Situ 3D Computed Tomography Visualization. Adv. Eng. Mater. 2019, 22, 1900778. [Google Scholar] [CrossRef] [Green Version]
- Wellmann, P.J.; Bickermann, M.; Hofmann, D.; Kadinski, L.; Selder, M.; Straubinger, T.L.; Winnacker, A. In Situ visualization and analysis of silicon carbide physical vapor transport growth using digital X-ray imaging. J. Cryst. Growth 2000, 216, 263–272. [Google Scholar] [CrossRef]
- Steiner, J.; Arzig, M.; Denisov, A.; Wellmann, P.J. Impact of Varying Parameters on the Temperature Gradients in 100 mm Silicon Carbide Bulk Growth in a Computer Simulation Validated by Experimental Results. Cryst. Res. Technol. 2019, 55, 1900121. [Google Scholar] [CrossRef]
- Arzig, M.; Steiner, J.; Salamon, M.; Uhlmann, N.; Wellmann, P.J. Influence of Morphological Changes in a Source Material on the Growth Interface of 4h-Sic Single Crystals. Materials 2019, 12, 2591. [Google Scholar] [CrossRef] [Green Version]
- Kitanin, E.L.; Ramm, M.S.; Ris, V.V.; Schmidt, A.A. Heat transfer through source powder in sublimation growth of SiC crystal. Mater. Sci. Eng. B 1998, 55, 174–183. [Google Scholar] [CrossRef]
- Muller, S.G.; Eckstein, R.; Hofmann, D.; Kadinski, L.; Kaufmann, P.; Kolbl, M.; Schmitt, E. Modelling of the PVT-SiC bulk growth process taking into account global heat transfer, mass transport and heat of crystallization and results on its experimental verification. Mater. Sci. Forum 1998, 264, 57–60. [Google Scholar] [CrossRef]
- Selder, M.; Kadinski, L.; Makarov, Y.; Durst, F.; Wellmann, P.; Straubinger, T.; Hofmann, D.; Karpov, S.; Ramm, M. Global numerical simulation of heat and mass transfer for SiC bulk crystal growth by PVT. J. Cryst. Growth 2000, 211, 333–338. [Google Scholar] [CrossRef]
- Wellmann, P.; Herro, Z.; Selder, M.; Durst, F.; Püsche, R.; Hundhausen, M.; Ley, L.; Winnacker, A. Investigation of mass transport during SiC PVT growth using digital X-ray imaging, 13C labeling of source material and numerical modeling. Mater. Sci. Forum 2003, 433–436, 9–12. [Google Scholar] [CrossRef]
- Selder, M.; Kadinski, L.; Durst, F.; Straubinger, T.; Wellmann, P.; Hofmann, D. Numerical simulation of thermal stress formation during PVT-growth of SiC bulk crystals. Mat. Sci. Forum 2001, 353–356, 65–68. [Google Scholar] [CrossRef]
- Ma, R.H.; Zhang, H.; Prasad, V.; Dudley, M. Growth kinetics and thermal stress in the sublimation growth of silicon carbide. Cryst. Growth Des. 2002, 2, 213–220. [Google Scholar] [CrossRef]
- Gallien, B.; Albaric, M.; Duffar, T.; Kakimoto, K.; M’Hamdi, M. Study on the usage of a commercial software (Comsol-Multiphysics®) for dislocation multiplication model. J. Cryst. Growth 2017, 457, 60–64. [Google Scholar] [CrossRef]
- Nguyen, B.D.; Rausch, A.M.; Steiner, J.; Wellmann, P.; Sandfeld, S. On the importance of dislocation flow in continuum plasticity models for semiconductor materials. J. Cryst. Growth 2020, 532, 125414. [Google Scholar] [CrossRef]
- Nakashima, S.; Harima, H. Raman investigation of SiC polytypes. Phys. Status Solidi Appl. Res. 1997, 162, 39–64. [Google Scholar] [CrossRef]
- Sakwe, S.A.; Herro, Z.G.; Wellmann, P.J. Development of a KOH Defect Etching Furnace with Absolute In-Situ Temperature Measurement Capability. Mater. Sci. Forum 2005, 483–485, 283. [Google Scholar] [CrossRef]
- Nakashima, S.; Kitamura, T.; Mitani, T.; Okumura, H.; Katsuno, M.; Ohtani, N. Raman scattering study of carrier-transport and phonon properties of4H−SiCcrystals with graded doping. Phys. Rev. B 2007, 76, 245208. [Google Scholar] [CrossRef]
- Harima, H.; Nakashima, S.I.; Uemura, T. Raman scattering from anisotropic LO-phonon–plasmon–coupled mode inn-type 4H– and 6H–SiC. J. Appl. Phys. 1995, 78, 1996–2005. [Google Scholar] [CrossRef]
- Batten, T.; Milikofu, O. Characterising Strain/Stress and Defects in SiC Wafers Using Raman Imaging. Mater. Sci. Forum 2015, 821–823, 229–232. [Google Scholar] [CrossRef]
- Sugiyama, N.; Yamada, M.; Urakami, Y.; Kobayashi, M.; Masuda, T.; Nishikawa, K.; Hirose, F.; Onda, S. Correlation of Stress in Silicon Carbide Crystal and Frequency Shift in Micro-Raman Spectroscopy. MRS Proc. 2014, 1693, 107–112. [Google Scholar] [CrossRef]
- Reeber, R.R. Thermal expansion of some group IV elements and ZnS. Phys. Status Solidi 1975, 32, 321–331. [Google Scholar] [CrossRef]
- Ohtani, N.; Katsuno, M.; Nakabayashi, M.; Fujimoto, T.; Tsuge, H.; Yashiro, H.; Aigo, T.; Hirano, H.; Hoshino, T.; Tatsumi, K. Investigation of heavily nitrogen-doped n+ 4H–SiC crystals grown by physical vapor transport. J. Cryst. Growth 2009, 311, 1475–1481. [Google Scholar] [CrossRef]
- Tsavdaris, N.; Kwasnicki, P.; Ariyawong, K.; Valle, N.; Peyre, H.; Sarigiannidou, E.; Juillaguet, S.; Chaussende, D. Nitrogen Incorporation during Seeded Sublimation Growth of 4H-SiC and 6H-SiC. Mater. Sci. Forum 2015, 821–823, 60–63. [Google Scholar] [CrossRef]
- Kato, T.; Miura, T.; Wada, K.; Hozomi, E.; Taniguchi, H.; Nishizawa, S.I.; Arai, K. Defect and Growth Analysis of SiC Bulk Single Crystals with High Nitrogen Doping. Mater. Sci. Forum 2007, 556–557, 239–242. [Google Scholar] [CrossRef]
- Samant, A.V.; Zhou, W.L.; Pirouz, P. Effect of Test Temperature and Strain Rate on the Yield Stress of Monocrystalline 6H-SiC. Phys. Status Solidi 1998, 166, 155–169. [Google Scholar] [CrossRef]
- Ohtani, N.; Ohshige, C.; Katsuno, M.; Fujimoto, T.; Sato, S.; Tsuge, H.; Ohashi, W.; Yano, T.; Matsuhata, H.; Kitabatake, M. Structural investigation of the seeding process for physical vapor transport growth of 4H–SiC single crystals. J. Cryst. Growth 2014, 386, 9–15. [Google Scholar] [CrossRef]
- Guo, J.; Yang, Y.; Raghothamachar, B.; Kim, J.; Dudley, M.; Chung, G.; Sanchez, E.; Quast, J.; Manning, I. Prismatic Slip in PVT-Grown 4H-SiC Crystals. J. Electron. Mater. 2016, 46, 2040–2044. [Google Scholar] [CrossRef]
- Sasaki, S.; Suda, J.; Kimoto, T. Doping-Induced Lattice Mismatch and Misorientation in 4H-SiC Crystals. Mater. Sci. Forum 2012, 717–720, 481–484. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grown Crystals | Mounting Method | N2-Flux in % of Ar-Flux |
|---|---|---|
| Crystal A | 7 mm graphite plate | constant 10% |
| Crystal B | 7 mm graphite plate | ramp up to 5% |
| Crystal C | 1 mm graphite plate | ramp up to 5% |
| Crystal D | backside coating | ramp up to 5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steiner, J.; Wellmann, P.J. Impact of Mechanical Stress and Nitrogen Doping on the Defect Distribution in the Initial Stage of the 4H-SiC PVT Growth Process. Materials 2022, 15, 1897. https://doi.org/10.3390/ma15051897
Steiner J, Wellmann PJ. Impact of Mechanical Stress and Nitrogen Doping on the Defect Distribution in the Initial Stage of the 4H-SiC PVT Growth Process. Materials. 2022; 15(5):1897. https://doi.org/10.3390/ma15051897
Chicago/Turabian StyleSteiner, Johannes, and Peter J. Wellmann. 2022. "Impact of Mechanical Stress and Nitrogen Doping on the Defect Distribution in the Initial Stage of the 4H-SiC PVT Growth Process" Materials 15, no. 5: 1897. https://doi.org/10.3390/ma15051897
APA StyleSteiner, J., & Wellmann, P. J. (2022). Impact of Mechanical Stress and Nitrogen Doping on the Defect Distribution in the Initial Stage of the 4H-SiC PVT Growth Process. Materials, 15(5), 1897. https://doi.org/10.3390/ma15051897